Изобретение относится к космической технике, в частности к спутникам связи, телевещания и ретрансляции информации, и создано авторами в порядке выполнения служебного задания.
В настоящее время новые (вновь разрабатываемые) отечественные спутники связи, телевещания и ретрансляции информации типа "Экспресс" (в дальнейшем изложении "спутник") в общем виде представляют из себя конструкцию, в которой различные приборы со своими контактными теплоотдающими поверхностями прикреплены к наружным поверхностям обшивок сотовых панелей со встроенным жидкостным коллектором, через жидкостный тракт которого циркулирует теплоотводящий теплоноситель.
Для обеспечения высокой надежности в течение требуемого длительного срока орбитального функционирования спутника (до 15 лет) до установки приборов на сотовую панель со встроенным жидкостным коллектором должно быть гарантировано качество конструкции и технологии изготовления ее.
Как показал анализ, основной характеристикой качества рассматриваемой сотовой панели является ее функциональная пригодность, т.е. качественно изготовленная сотовая панель в дальнейшем в условиях эксплуатации обеспечит требуемую (необходимую) тепловую связь от наружной поверхности обшивки панели к теплоносителю, циркулирующему в жидкостном тракте коллектора. Следовательно, обобщенным показателем качества конструкции и технологии изготовления сотовой панели со встроенным жидкостным коллектором является величина коэффициента теплопередачи от наружной поверхности обшивки панели к теплоносителю, циркулирующему в жидкостном тракте коллектора, которую необходимо контролировать после изготовления сотовой панели.
Известны способы контроля значения коэффициента теплопередачи от корпуса прибора (или имитатора прибора), установленного на жидкостную плату, к теплоносителю, циркулирующему в жидкостном тракте платы (см. стр. 277-278, 281-284 книги: А.В.Болгарский, Г.А.Мухачев. В.К.Щукин. Термодинамика и теплопередача. М.: Высшая школа, 1975).
Анализ, проведенный авторами, показал, что общим существенным недостатком известных способов контроля значения коэффициента теплопередачи от корпуса имитатора прибора к теплоносителю, циркулирующему в жидкостном тракте платы, т.е. известных способов контроля качества конструкции и технологии изготовления сотовой панели со встроенным жидкостным коллектором является их сложность (что является отрицательно влияющим фактором в обеспечении высокой надежности спутника, имеющего в своем составе сотовые панели со встроенным жидкостным коллектором) и обусловленные этим высокие затраты средств и времени при реализации в производстве.
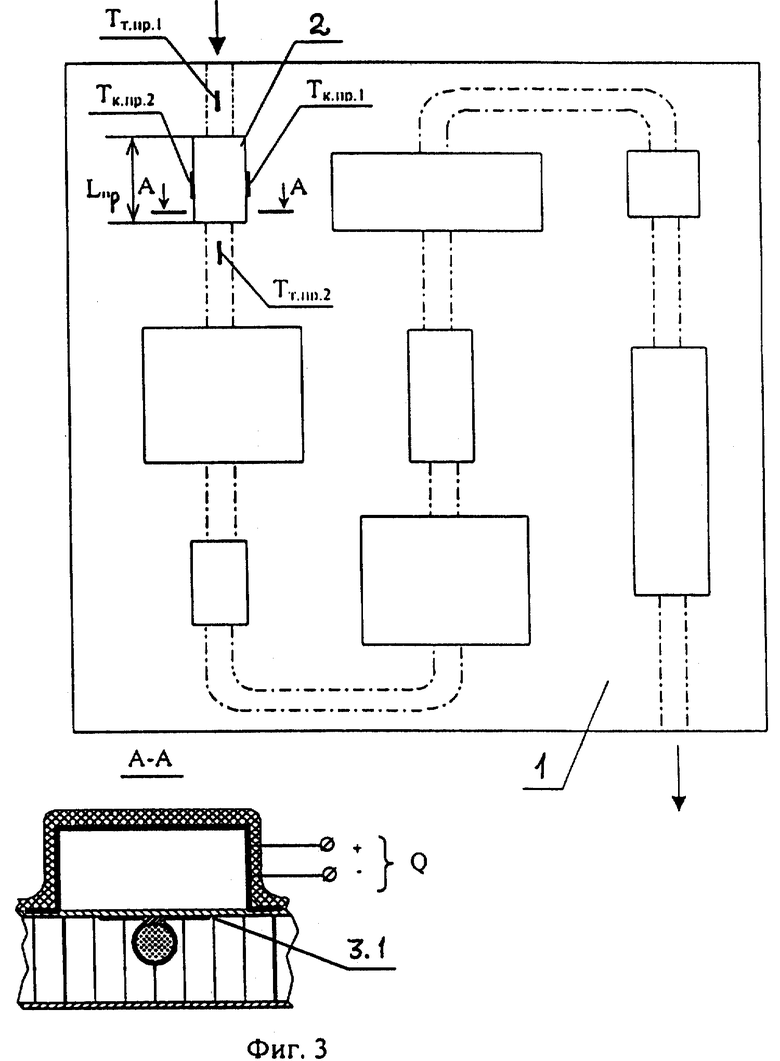
Анализ источников информации по патентной и научно-технической литературе показал, что наиболее близким по технической сути прототипом предлагаемого технического решения является способ контроля качества конструкции и технологии изготовления сотовой панели со встроенным жидкостным коллектором, выполненный на базе известного способа, приведенного на стр.277-278 книги: А.В.Болгарский, Г.А.Мухачев, В.К.Щукин. Термодинамика и теплопередача. М.: Высшая школа, 1975, который включает в себя выполняемые в следующей последовательности операции (см.фиг.3):
- операция 1: изготавливают панель 1 согласно чертежу;
- операция 2: изготавливают имитаторы приборов 2 с контактной поверхностью, соответствующей поверхности штатного прибора (как ширина, так и длина площадей (поверхностей) контакта различных приборов различны);
- операция 3: устанавливают (прикрепляют штатно, с натягом) имитаторы на наружную поверхность обшивки панели под общей теплоизоляцией напротив полки коллектора 3.1 в различных штатных местах по его длине;
- операция 4: прокачивают теплоноситель через жидкостный тракт коллектора с заданными расходом и температурой;
- операция 5: подают на каждый имитатор соответствующие штатным приборам величины (различные) электрической мощности;
- операция 6: измеряют величины потребляемой мощности имитаторов, установившихся температур имитаторов и теплоносителя по показаниям соответствующих датчиков температуры;
- операция 7: определяют коэффициенты теплоперадачи между корпусом имитаторов и теплоносителем для различных мест коллектора, которые для качественной панели должны удовлетворять следующему соотношению

где Кк.пр.i - коэффициент теплопередачи (на единицу длины коллектора) от корпуса конкретного имитатора, прикрепленного штатно к конкретному месту на обшивке панели, к теплоносителю, циркулирующему в жидкостном тракте коллектора, Вт/(м·°С);
Qпp.i - потребляемая мощность (тепловая нагрузка) конкретного имитатора, Вт;
Lпp.i - длина контактной площади конкретного имитатора, м;
Тк.пр.i - средняя температура корпуса конкретного прибора по показаниям температурных датчиков, установленных на нем, °С;
Тт.пр.i - средняя температура теплоносителя в жидкостном тракте коллектора под конкретным прибором по показаниям соответствующих датчиков температуры теплоносителя, °С;
[Кк.пр i] - допустимый коэффициент теплопередачи (на единицу длины коллектора) от корпуса конкретного имитатора, прикрепленного штатно к конкретному месту на обшивке панели, к теплоносителю, циркулирующему в жидкостном тракте коллектора, Вт/(м·°С).
Из анализа вышеприведенных известных операций следует, что существенным недостатком известного способа контроля значения коэффициента теплопередачи от корпуса имитатора прибора к теплоносителю, циркулирующему в жидкостном тракте платы, т.е. известного способа контроля качества конструкции и технологии изготовления сотовой панели со встроенным жидкостным коллектором, является его сложность (что является отрицательно влияющим фактором в обеспечении высокой надежности спутника, имеющего в своем составе сотовые панели со встроенным жидкостным коллектором) и обусловленные этим высокие экономические затраты при реализации в производстве, т.к. в настоящее время при производстве спутника номенклатура типов приборов составляет несколько десятков (отличающихся друг от друга, в частности, энергопотреблением, массой и геометрическими характеристиками) и для контроля качества панели по известному способу необходимо изготовить такое же количество их имитаторов со штатным посадочным местом и штатным энергопотреблением, установить их штатно (с натягом) на изготовленную сотовую панель и провести испытания по определению значений коэффициентов теплопередачи от корпуса каждого имитатора прибора к теплоносителю, циркулирующему в жидкостном тракте платы.
Таким образом, существенными недостатками известного способа контроля качества конструкции и технологии изготовления сотовой панели со встроенным жидкостным коллектором является его сложность (что является отрицательно влияющим фактором в обеспечении высокой надежности спутника, имеющего в своем составе сотовые панели со встроенным жидкостным коллектором) и обусловленные этим высокие экономические затраты при реализации в производстве.
Целью предлагаемого авторами технического решения является устранение вышеперечисленных существенных недостатков.
Проведенный авторами анализ показал, что устранение вышеуказанных существенных недостатков и решение вышеупомянутой задачи достигаются осуществлением контроля качества конструкции и технологии изготовления сотовой панели со встроенным жидкостным коллектором следующим образом:
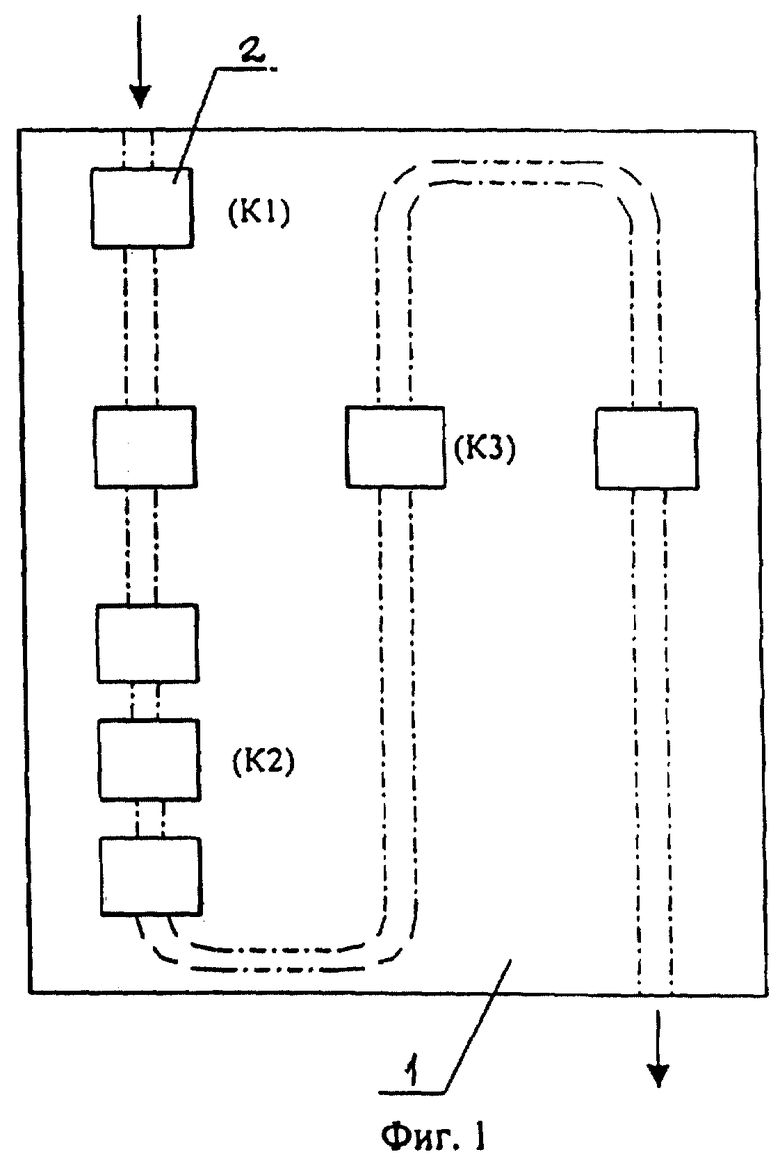
изготавливают как минимум три одинаковых по конструкции и потребляемой мощности имитатора с шириной контактной поверхности, равной ширине полки коллектора, и при одинаковых усилиях прижатия контактной поверхности имитаторов к поверхности обшивки панели и при постоянной температуре теплоносителя на входе в коллектор, равной температуре окружающего воздуха, определяют по отдельности коэффициенты теплопередачи отдельно установленного на панель имитатора, (К1), имитатора, установленного между двумя соседними по направлению движения теплоносителя имитаторами, (К2), и имитатора, когда напротив полки соседних витков коллектора симметрично ему установлены имитаторы, (К3), и о качестве конструкции и технологии изготовления панели судят по выполнению соотношения
К=К2+К3-К1-ΔКcт≥[К],
где К - коэффициент теплопередачи от наружной поверхности обшивки панели к теплоносителю, циркулирующему в жидкостном тракте коллектора, Вт/(м·°С);
K2,K3,K1 - смотрите выше текст; Bт/(м·°С);
ΔКст - фактор влияния на K термического сопротивления стыка между поверхностями контакта имитатора и обшивки, Вт/(м·°С);
[К] - допустимое значение коэффициента теплопередачи от наружной поверхности обшивки панели к теплоносителю, циркулирующему в жидкостном тракте коллектора, Вт/(м·°С),
что и является, по мнению авторов, существенными отличительными признаками предлагаемого авторами технического решения.
В результате анализа, проведенного авторами известной патентной и научно-технической литературы, предложенное сочетание существенных отличительных признаков заявляемого технического решения в известных источниках информации не обнаружено, и, следовательно, известные технические решения не проявляют тех же свойств, что в заявляемом способе.
Принципиальная схема предлагаемого способа контроля качества конструкции и технологии изготовления сотовой панели со встроенным жидкостным коллектором изображена на фиг.1-2.
Предлагаемый способ включает в себя выполняемые в следующей последовательности операции (см. фиг.1):
- операция 1: изготавливают панель согласно чертежу;
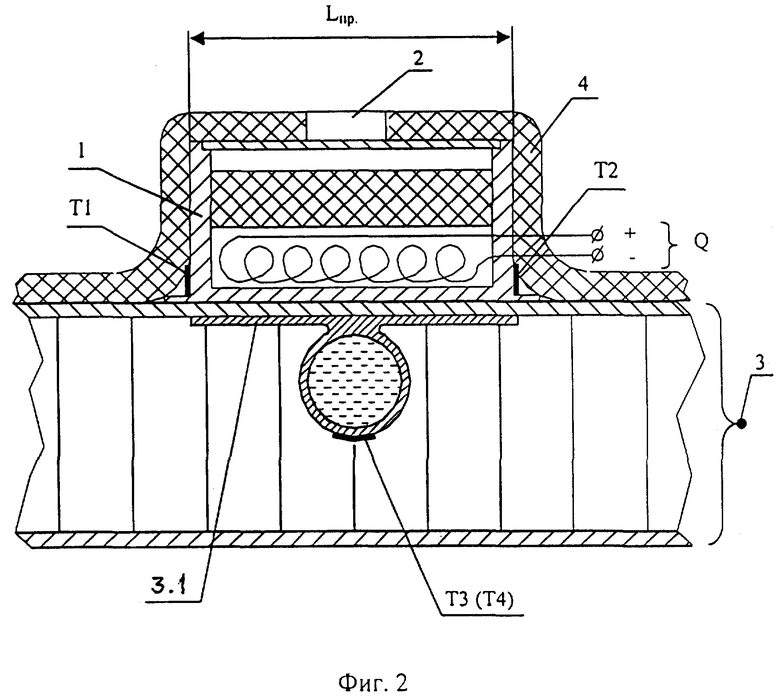
- операция 2а: изготавливают как минимум три одинаковых по конструкции и потребляемой мощности (например,40 Вт) имитатора тепловой нагрузки (в дальнейшем изложении "имитатор") с шириной контактной поверхности, равной ширине полки коллектора (например, 30 мм) (см.фиг.2, где: 1 - имитатор тепловой нагрузки; 2 - груз; 3 - сотовая панель со встроенным жидкостным коллектором 3.1; 4 - теплоизоляция; Т1,Т2 - датчики температуры, установленные симметрично на корпусе имитатора; Т3,Т4 - датчики температуры теплоносителя, установленные на входе и выходе жидкостного тракта под имитатором);
- операция 3а: устанавливает вышеуказанные имитаторы на наружную поверхность обшивки панели под общей теплоизоляцией напротив полки коллектора в различных местах по его длине при одинаковых усилиях прижатия контактной поверхности имитаторов к поверхности обшивки панели (например, панель располагает горизонтально, на нее согласно вышеописанному устанавливают имитаторы, а на них одинаковые грузы с массой, например, по 0,8 кг);
- операция 4а; прокачивают теплоноситель через жидкостный тракт коллектора с заданным расходом (например, 100 см3/с) и при постоянной температуре теплоносителя на входе в коллектор, равной температуре окружающего воздуха (например, 25°С);
- операция 5а; подают на каждый имитатор соответствующие штатным приборам величины (одинаковые) электрической мощности (например, 40 Вт);
- операция 6а: измеряют величины потребляемой мощности имитаторов, установившихся температур имитаторов и теплоносителя на входе и выходе из коллектора по показаниям соответствующих датчиков температуры;
- операция 7а; определяют для различных мест коллектора по отдельности коэффициенты теплопередачи отдельно установленного на панель имитатора, (К1), имитатора, установленного между двумя соседними по направлению движения теплоносителя имитаторами,
(К2; если шаг между витками коллектора по всей площади панели одинаков, то К2 измерят один раз), и имитатора, когда напротив полки соседних витков коллектора симметрично ему установлены имитаторы, (К3; если шаг между витками коллектора по всей площади панели одинаков, то К3 измеряют один раз), по следующему соотношению
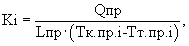
где Ki - коэффициент теплопередачи (на единицу длины коллектора) от корпуса конкретного имитатора, установленного к конкретному месту на обшивке панели, к теплоносителю, циркулирующему в жидкостном тракте коллектора, Вт/(м·°С);
Qпp - потребляемая мощность (тепловая нагрузка) конкретного имитатора Вт;
Lпp - длина контактной площади имитатора, м;
Тк.пр.i - средняя температура корпуса конкретного имитатора по показаниям температурных датчиков, установленных на нем, °С;
Тт.пр.i - средняя температура теплоносителя в жидкостном тракте коллектора под конкретным прибором по показаниям соответствующих датчиков температуры теплоносителя, °С;
- операция 8: определяют обобщенный показатель качества конструкции и технологии изготовления сотовой панели со встроенным жидкостным коллектором - величину коэффициента теплопередачи от наружной поверхности обшивки панели (не от корпуса конкретного имитатора прибора, что предусмотрено в прототипе, - каждый прибор имеет различные ширину и длину, а также качество контактной поверхности и степень прижатия к обшивке панели и предусмотренный в прототипе показатель качества не позволяет объективно установить качество собственно панели) к теплоносителю, циркулирующему в жидкостном тракте коллектора, по соотношению (установленного авторами в результате анализа теплофизических процессов, происходящих в панели при вышеуказанных испытаниях, и на основе полученных опытных данных):
К=К2+К3-К1-ΔКcт≥[К], (1)
где К - коэффициент теплопередачи от наружной поверхности обшивки панели к теплоносителю, циркулирующему в жидкостном тракте коллектора, Вт/(м·°С);
К2,К3,К1 - смотрите выше текст; Вт/(м·°С);
ΔКcт - фактор влияния на К термического сопротивления стыка между поверхностями контакта имитатора и обшивки, Вт/(м·°С); (согласно расчетам на основе опытных данных ΔКст=1,4 Вт/(м·°С);
[К] - допустимое значение коэффициента теплопередачи от наружной поверхности обшивки панели к теплоносителю, циркулирующему в жидкостном тракте коллектора, Вт/(м·°С); для обеспечения оптимальных характеристик панели, как установлено авторами, [К]=20 Вт/(м·°С).
Если условие (1) выполняется, то это означает, что конструкция и технология изготовления обеспечивают требуемое качество панели, и она допускается в дальнейшем к установке на спутник.
В настоящее время проведено опробирование предложенного способа контроля качества конструкции и технологии изготовления сотовой панели со встроенным жидкостным коллектором на опытных образцах панелей.
Предварительные данные показывают, что в результате использования предложенного способа в производстве панелей:
- существенно упрощается технология и сокращается продолжительность технологического процесса контроля качества панелей в результате использования предложенной технологии контроля с использованием трех одинаковых имитаторов и обеспечивается экономия материальных, финансовых средств и времени при изготовлении сотовой панели со встроенным жидкостным коллектором;
- обеспечивается выявление скрытого брака и гарантированная отбраковка некачественно изготовленных панелей, что является основным фактором в обеспечении высокой надежности спутника в течение требуемого длительного срока орбитального функционирования (до 15 лет).
Таким образом, как видно из вышеизложенного, в результате использования предложенного способа контроля качества конструкции и технологии изготовления сотовой панели со встроенным жидкостным коллектором обеспечиваются существенное упрощение технологии контроля и снижение материальных и финансовых средств и времени при решении задачи изготовления качественных панелей для спутников связи, телевещания и ретрансляции информации, т.е. тем самым достигаются цели изобретения.
В настоящее время предложенное авторами техническое решение отражено в технической документации НПО прикладной механики на изготовление вновь разработанного спутника связи, телевещания и ретрансляции информации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПУТНИК СВЯЗИ, ТЕЛЕВЕЩАНИЯ И РЕТРАНСЛЯЦИИ ИНФОРМАЦИИ | 2003 |
|
RU2227108C1 |
| СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2002 |
|
RU2237600C2 |
| ТЕПЛОФИЗИЧЕСКАЯ МОДЕЛЬ КОСМИЧЕСКОГО АППАРАТА | 2011 |
|
RU2481254C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2286290C1 |
| ТЕПЛОФИЗИЧЕСКАЯ МОДЕЛЬ КОСМИЧЕСКОГО АППАРАТА | 2010 |
|
RU2447003C1 |
| СПОСОБ КОМПОНОВКИ КОСМИЧЕСКОГО АППАРАТА | 2013 |
|
RU2542797C2 |
| СПОСОБ КОМПОНОВКИ КОСМИЧЕСКОГО АППАРАТА | 2013 |
|
RU2541598C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2287435C2 |
| СПОСОБ КОМПОНОВКИ КОСМИЧЕСКОГО АППАРАТА | 2007 |
|
RU2362713C2 |
| СОТОВАЯ ПАНЕЛЬ | 2007 |
|
RU2346860C2 |
Изобретение относится к технологии изготовления систем терморегулирования спутников связи, телевещания и ретрансляции информации. Согласно предлагаемому способу изготавливают не менее трех одинаковых имитаторов (2) тепловой нагрузки с шириной контактной поверхности, равной ширине полки коллектора теплоносителя. Определяют коэффициенты теплопередачи (К1, К2, К3) при одинаковых усилиях прижатия контактной поверхности имитаторов (2) к поверхности обшивки панели (1). Температуру теплоносителя на входе в коллектор поддерживают равной температуре окружающего воздуха. Указанные коэффициенты теплопередачи определяют: для отдельно установленного на панель имитатора (KI); имитатора, установленного между двумя соседними по направлению движения теплоносителя имитаторами (К2); имитатора в условиях, когда напротив полки соседних витков коллектора симметрично ему установлены другие имитаторы (КЗ). О качестве конструкции и технологии изготовления панели судят по выполнению соотношения: К2+К3-К1-ΔКст ≥ [К], где ΔКст - фактор влияния на коэффициент теплопередачи термического сопротивления стыка между поверхностями контакта имитатора и обшивки; [К] - допустимое значение коэффициента теплопередачи. Технический результат изобретения состоит в упрощении технологии контроля и снижении затрат на изготовление качественных сотовых панелей со встроенным жидкостным коллектором. 3 ил.
Способ контроля качества конструкции и технологии изготовления сотовой панели со встроенным жидкостным коллектором, включающий изготовление панели согласно чертежу и имитаторов тепловой нагрузки с контактной поверхностью, установку имитаторов на наружную поверхность обшивки панели под общей теплоизоляцией напротив полки коллектора в различных местах по его длине, прокачку теплоносителя через жидкостный тракт коллектора с заданными расходом и температурой, подачу на каждый имитатор электрической мощности и измерение потребляемой мощности имитаторов, установившихся температур имитаторов и теплоносителя и определение коэффициентов теплопередачи между имитатором и теплоносителем для различных мест коллектора, отличающийся тем, что изготавливают не менее трех одинаковых по конструкции и потребляемой мощности имитаторов тепловой нагрузки с шириной контактной поверхности, равной ширине полки коллектора, и при одинаковых усилиях прижатия контактной поверхности имитаторов к наружной поверхности обшивки панели и при постоянной температуре теплоносителя на входе в коллектор, равной температуре окружающего воздуха, определяют по отдельности коэффициенты теплопередачи отдельно установленного на панель имитатора (К1), имитатора, установленного между двумя соседними по направлению движения теплоносителя имитаторами (К2), и имитатора в условиях, когда напротив полки соседних витков коллектора симметрично ему установлены другие имитаторы (К3), а о качестве конструкции и технологии изготовления панели судят по выполнению соотношения
К= К2+К3-К1-ΔКст ≥ [К],
где К - коэффициент теплопередачи от наружной поверхности обшивки панели к теплоносителю, циркулирующему в жидкостном тракте коллектора, Вт/(м ·°С);
ΔКст - фактор влияния на коэффициент теплопередачи [К] термического сопротивления стыка между поверхностями контакта имитатора и обшивки, Вт/(м·°С);
[К] - допустимое значение коэффициента теплопередачи от наружной поверхности обшивки панели к теплоносителю, циркулирующему в жидкостном тракте коллектора, Вт/(м·°С).
| А.В.БОЛГАРСКИЙ и др | |||
| Термодинамика и теплопередача | |||
| - М., Высшая школа,1975, С | |||
| ПАРОПЕРЕГРЕВАТЕЛЬ ДЛЯ ЛОКОМОБИЛЬНЫХ КОТЛОВ | 1912 |
|
SU277A1 |
| СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 1998 |
|
RU2151720C1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ СВЯЗНОГО СПУТНИКА | 1999 |
|
RU2158703C1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| US 5823477 А, 20.10.1998. | |||

