Предпосылки изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится к отвержденной форме силиката кальция и к композитной структуре армированного силиката кальция, а также относится к способам для ее производства. Более конкретно, настоящее изобретение относится к отвержденной форме силиката кальция, содержащей, в основном, тоберморит и демонстрирующей картину дифракции рентгеновских лучей на порошке, в которой интенсивность дифракционного пика Ib, приписываемого плоскости (220) тоберморита, и минимальная интенсивность дифракции Ia, наблюдаемая в диапазоне углов дифракции между двумя дифракционными пиками, приписываемыми, соответственно, плоскости (220) и плоскости (222) тоберморита, удовлетворяют соотношению Ib/Ia ≥ 3,0; имеющей кажущуюся удельную плотность от 0,14 до 1,0; и дифференциальную кривую распределения размеров пор, полученную с помощью ртутной порометрии, в которой логарифмическая ширина распределения диаметров пор, измеренная на высоте 1/4 от высоты максимального пика дифференциальной кривой распределения размеров пор, составляет от 0,40 до 1,20. Настоящее изобретение также относится к композитной структуре армированного силиката кальция, которая содержит отвержденную форму силиката кальция и армирующий железный стержень или армирующую проволочную сетку. Настоящее изобретение, кроме того, относится к способам для производства отвержденной формы силиката кальция и композитной структуры армированного силиката кальция.
Предшествующий уровень техники
С точки зрения понижения массы зданий, в последние годы существует необходимость в негорючих и легких строительных материалах.
В качестве строительного материала, удовлетворяющего этим требованиям, используется подвергнутый автоклавной обработке облегченный бетон (далее часто упоминается просто как "ALC") и армированная волокнами плита из силиката кальция (далее, часто упоминается просто как "плита из силиката кальция"). ALC получают с помощью способа, который включает: получение цементного материала и порошкообразной окиси кремния в качестве основных исходных материалов, и, необязательно, по меньшей мере, одного материала, выбранного из группы, состоящей из порошкообразной негашеной извести, природного гипса, и тому подобное; смешивание этих материалов вместе, с получением смеси; добавление воды к смеси, с получением суспензии; перемешивание суспензии вместе с пенообразующим агентом, чтобы, тем самым, получить вспениваемую суспензию; и наливание вспениваемой суспензии в форму для формования, с последующей автоклавной обработкой. ALC демонстрирует кажущуюся удельную плотность приблизительно от 0,5 до 0,6 и, следовательно, имеет малую массу. В дополнение к этому, ALC содержит большое количество тоберморита с высокой степенью кристалличности (5CaO· 6SiO2·5H2O) и, следовательно, имеет превосходную долговременную способность переносить погодные условия, превосходную огнестойкость и превосходную износостойкость. По этой причине ALC широко используется в качестве материала для наружных стенок, материала для полов и внутренних стенок зданий.
Модуль упругости ALC находится в диапазоне от 1700 до 2500 Н/мм2. Также, прочность на сжатие ALC находится в пределах от 4 до 5 Н/мм2. С другой стороны, что касается прочности на изгиб (которая представляет собой важное свойство вещества, используемого как материал в форме плиты), сам по себе, ALC имеет низкую прочность на изгиб, достигающую примерно 1 Н/мм2. По этой причине, ALC должен использоваться в форме композитной структуры, содержащей армирующий железный стержень, помещенный в ней, в качестве материала для деталей зданий, таких как черновые стены, пол и потолок. Однако отношение, для ALC, модуля упругости к удельной плотности (далее это отношение часто упоминается просто как "относительный модуль упругости") является недостаточно высоким, так что, даже когда ALC используется в форме указанной выше композитной структуры, в виде панели, ALC с большой вероятностью будет страдать большими отклонениями. По этой причине ALC имеет ту проблему, что ALC не может быть использован в деталях здания, которые поддерживаются опорными элементами, расположенными через большие интервалы. В дополнение к этому, ALC имеет тот дефект, что, когда он используется в качестве панели пола для жилого помещения, ALC демонстрирует плохую изоляцию от шумов, генерируемых весовыми нагрузками, поскольку относительный модуль упругости ALC является неудовлетворительным. По этой причине, в таком случае, является необходимым проведение сложных работ, таких как нанесение цементной стяжки на панель из ALC, для смягчения дефекта ALC.
С другой стороны, когда материал бетона используется в форме армированной структуры, содержащей армирующий железный стержень, помещенный в ней, конструктивная прочность армированной структуры определяется, принимая во внимание прочность на сжатие материала бетона. ALC имеет ту проблему, что он имеет низкую прочность на сжатие, так что использование ALC неизбежно ограничивается. В частности, ALC не может быть использован в высотном строительстве. Кроме того, обычный ALC имеет очень низкую прочность удерживания гвоздей по сравнению с прочностью удерживания гвоздей в бревнах и тому подобное, тем самым, ограничивая использование ALC в строительстве, в частности в таких местах, как точки для приема гвоздей материала чернового потолка или потолочной плиты. Прочность удерживания гвоздей изменяется в зависимости от отношения между модулем упругости и прочностью на сжатие, такого как отношение прочности на сжатие к модулю упругости. В случае ALC, это отношение является низким, так что, когда гвоздь вбивается в ALC, ALC не может выдержать локального разрушения, вызываемого забиванием гвоздя, тем самым, вызывается микроразрушение вокруг гвоздя, забиваемого в ALC. По этой причине ALC не демонстрирует удовлетворительной прочности удерживания гвоздей.
Для улучшения свойств ALC предпринимались попытки применения различных способов. Примеры таких способов включают способ, в котором распределение размеров ячеек ALC контролируется, способ, в котором увеличивается доля замкнутых ячеек в ALC, и способ, в котором повышается степень кристалличности тоберморита, содержащегося в ALC.
Существует предположение, что ячейки, присутствующие на поверхности и внутри ALC, действуют как трещины, так что прочность ALC заметно понижается. На основе этого предположения осуществлялись исследования. Например, описание выложенной заявки на патент Японии №Hei 8-67577 описывает способ, в котором количество ячеек в ALC уменьшается с тем, чтобы получить ALC, имеющий высокую плотность. Однако этот способ имеет ту проблему, что, когда он предназначается для поддержания высокой прочности на сжатие ALC, в этом способе для ALC является необходимым иметь кажущуюся удельную плотность, по меньшей мере, примерно 1,1. То есть, когда кажущаяся удельная плотность ALC составляет 1,0 или меньше, прочность на сжатие ALC заметно понижается. В дополнение к этому, указанный выше ALC, полученный по указанному способу, демонстрирует картину дифракции рентгеновских лучей на порошке, в которой, по отношению к интенсивности дифракционного пика Ib, приписываемого плоскости (220) тоберморита, и минимальной интенсивности дифракции Ia, наблюдаемой в диапазоне углов дифракции между двумя дифракционными пиками, приписываемыми соответственно плоскости (220) и плоскости (222) тоберморита, значение Ib/Ia является меньшим, чем 3,0. Это означает, что тоберморит, содержащийся в указанном выше ALC, имеет низкую кристалличность по сравнению с тоберморитом, который обычно содержится в обычном ALC и, следовательно, ALC, полученный с помощью способа согласно указанному выше патентному документу, имеет неудовлетворительную способность переносить погодные условия. В частности, этот тип ALC является восприимчивым к реакции карбонизации (то есть к реакции нейтрализации), в которой ALC взаимодействует с двуокисью углерода, содержащейся в воздухе, и разлагается на карбонат кальция и некристаллический силикат. То есть этот тип ALC имеет неудовлетворительную устойчивость по отношению к реакции нейтрализации. По этой причине указанный выше ALC имеет ту проблему, что использование ALC в качестве наружного материала для зданий является неизбежно ограниченным.
В дополнение к этому, описание выложенной заявки на патент Японии № Hei 7-101787 описывает способ для производства отвержденного, облегченного материала бетона, без использования пенообразующего агента, где отвержденный материал демонстрирует кажущуюся удельную плотность 0,7 или более и прочность на сжатие более чем 20 Н/мм2. Однако когда кажущаяся удельная плотность отвержденного материала, в этом патентном документе, составляет 1,0 или меньше, отвержденный материал состоит, в основном, из гидрата силиката кальция, имеющего очень низкую кристалличность, и, следовательно, имеет неудовлетворительную способность переносить погодные условия, в частности очень плохую устойчивость к указанной выше реакции нейтрализации с двуокисью углерода в воздухе. По этой причине отвержденный материал имеет ту проблему, что использование отвержденного материала в качестве наружного строительного материала является неизбежно ограниченным.
В последние годы, что касается структурных материалов (таких как наружные строительные материалы и материалы для полов), в которых помещены армирующие железные стержни, существует необходимость в увеличении длины этих структурных материалов и в увеличении интервалов, через которые структурные материалы поддерживаются с помощью опорных элементов. С этой точки зрения, требуется, чтобы конструкционные материалы имели прочность, в три раза превышающую прочность обычного ALC. Например, WO 99-42418 описывает способ для производства материала облегченного бетона без использования пенообразующего агента. Примеры таких материалов облегченного бетона включают материал, демонстрирующий кажущуюся удельную плотность 0,52 и прочность на сжатие 10 Н/мм2, и материал, демонстрирующий кажущуюся удельную плотность 0,69 и прочность на сжатие, большую, чем 19 Н/мм2. Однако материал облегченного бетона, описываемый в этом патентном документе, демонстрирует дифференциальную кривую распределения размеров пор, полученную с помощью ртутной порометрии, в которой логарифмическая ширина распределения диаметров пор, как измерено на высоте 1/4 от высоты максимального пика дифференциальной кривой распределения размеров пор (далее эта логарифмическая ширина часто упоминается просто как "логарифмическая ширина на 1/4 высоты"), является большей, чем 1,20. Когда этот тип материала облегченного бетона сравнивается с обычным ALC, который имеет такую же кажущуюся удельную плотность, как и материал облегченного бетона, прочность на сжатие этого типа материала облегченного бетона является, самое большее, в два раза большей, чем у обычного ALC. В дополнение к этому, для этого типа материала облегченного бетона, существует та проблема, что отношение прочности на сжатие к модулю упругости является неудовлетворительным. В дополнение к этому, еще одна проблема заключается в том, что этот тип материала облегченного бетона производится без использования пенообразующего агента, и, следовательно, для производства этого типа материала облегченного бетона обычные устройства, используемые для производства обычного ALC, не могут быть использованы, так что производительность производства материала облегченного бетона неизбежно понижается. Более того, является невозможным получение материала облегченного бетона, имеющего такие свойства, которые являются настолько улучшенными, чтобы компенсировать снижение производительности.
С другой стороны, армированная волокнами плита из силиката кальция (плита из силиката кальция) производится с помощью способа, включающего взаимодействие кристаллического материала на основе кремния и/или некристаллического материала на основе кремния с известковым материалом и отверждение полученной реакционной смеси вместе с армирующим волокном путем автоклавной обработки. Плита из силиката кальция состоит, в основном, из волокон, тоберморита, ксонотлита и гидрата силиката кальция, имеющего очень низкую кристалличность (далее гидрат силиката кальция часто упоминается просто как "CSH"). Применения плиты из силиката кальция грубо классифицируются как теплоизолирующий материал, который демонстрирует кажущуюся удельную плотность 0,3 или менее, материал для огнестойких покрытий, который демонстрирует кажущуюся удельную плотность от 0,3 до 0,4, и огнестойкий строительный материал, который демонстрирует кажущуюся удельную плотность от 0,6 до 1,2. Плиту из силиката кальция, имеющую кажущуюся удельную плотность 0,4 или менее, получают с помощью фильтр-прессного способа. С другой стороны, плиту из силиката кальция, имеющую кажущуюся удельную плотность 0,6 или более, получают с помощью способа получения листов бумаги.
Плита из силиката кальция содержит волокна в количестве, достигающем от 5 до 20 мас.%, по отношению к массе плиты из силиката кальция, так что плита из силиката кальция имеет превосходную прочность на изгиб, превосходную жесткость и высокую технологичность. С другой стороны, однако, плита из силиката кальция демонстрирует высокое поглощение воды и высокую усадку при высыхании, так что плита из силиката кальция демонстрирует плохую точность выдерживания размеров. В дополнение к этому, плита из силиката кальция является невыгодной не только потому, что большое количество порошка выделяется из плиты из силиката кальция, но также и потому, что плита из силиката кальция имеет низкую твердость поверхности и, следовательно, является восприимчивой к образованию трещин. Кроме того, плита из силиката кальция, содержащая, в основном, CSH, имеет плохую способность переносить погодные условия и износостойкость. По этой причине использование этого типа плит из силиката кальция в качестве наружного строительного материала является неизбежно ограниченным, и этот тип плиты из силиката кальция используется, в основном, в качестве внутреннего строительного материала. В дополнение к этому, этот тип плиты из силиката кальция является неудобным тем, что плита из силиката кальция имеет низкую прочность на сжатие по сравнению с ее прочностью на изгиб и имеет очень низкий модуль упругости, так что этот тип плиты силиката кальция в форме структуры, содержащей армирующий железный стержень, размещенный в ней, невозможно использовать в качестве конструкционного материала.
Например, описание выложенной заявки на патент Японии No. Hei 3-237051 (соответствующей патенту США №5330573) описывает формованное изделие из силиката кальция и способ для его производства, где формованное изделие из силиката кальция содержит тоберморит, CSH, кварц и армирующее волокно и демонстрирует кажущуюся удельную плотность 0,55 и прочность на изгиб 10 Н/мм2 или более. В способе этого патентного документа материал на основе кремния и известковый материал смешивают с водой при температуре 50° C или ниже для повышения содержания тоберморита в формованном изделии из силиката кальция. Однако профильное изделие из силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, в которой, по отношению к интенсивности дифракционного пика Ib, приписываемого плоскости (220) тоберморита, и минимальной интенсивности дифракции Ia, наблюдаемой в диапазоне углов дифракции между двумя дифракционными пиками, приписываемыми соответственно плоскости (220) и плоскости (222) тоберморита, значение Ib/Ia является меньшим, чем 3,0. То есть степень кристалличности тоберморита, содержащегося в формованном изделии из силиката кальция, является очень низкой по сравнению с тоберморитом, который, как правило, содержится в обычном ALC, так что формованное изделие из силиката кальция имеет неудовлетворительную способность переносить погодные условия, в частности неудовлетворительную устойчивость по отношению к указанной выше реакции нейтрализации с двуокисью углерода из воздуха. Соответственно, формованное изделие из силиката кальция, из этого патентного документа, не может быть использовано в качестве наружного строительного материала. В дополнение к этому, из-за низкой кристалличности тоберморита, содержащегося в формованном изделии из силиката кальция, модуль упругости формованного изделия из силиката кальция является очень низким, так что является невозможным также использование профильного изделия из силиката кальция, из этого патентного документа, в качестве конструкционного материала.
Сущность изобретения
В этой ситуации авторы настоящего изобретения осуществили широкие и интенсивные исследования с целью разработки отвержденной формы силиката кальция, имеющей высокую прочность, и композитной структуры армированного силиката кальция, имеющей высокую прочность, а также способов для производства отвержденной формы силиката кальция и композитной структуры армированного силиката кальция. В своих исследованиях авторы настоящего изобретения уделили внимание кристалличности веществ, используемых для формирования отвержденной формы силиката кальция, и микроструктуре отвержденной формы силиката кальция.
В результате, было неожиданно обнаружено, что отвержденная форма силиката кальция, которая содержит большое количество тоберморита с высокой степенью кристалличности и которая имеет новую микроструктуру (где микроячейки распределены однородно), может быть произведена с помощью способа, который включает:
получение водной суспензии, содержащей воду и твердые материалы, включая материал на основе кремния, цементный материал, известковый материал, по меньшей мере, одно соединение, выбранное из группы, состоящей из сульфата алюминия и его гидрата, и сульфатного соединения, иного, чем сульфат алюминия и его гидрат, где 50 мас.% или более материала на основе кремния представляет собой кристаллический материал на основе кремния;
наливание водной суспензии в форму для формования; и предварительное отверждение водной суспензии, с последующей автоклавной обработкой. Авторы настоящего изобретения также обнаружили, что использование сульфата алюминия и/или его гидрата делает возможным производство отвержденной формы силиката кальция без осуществления разделения твердой и жидкой фазы, даже тогда, когда отношение массы воды к общей массе твердых материалов является высоким, так что становится возможным производство отвержденной формы силиката кальция, имеющей низкую кажущуюся удельную плотность, где количество крупных ячеек в отвержденной форме контролируется на желательном, приемлемом уровне. Кроме того, обнаружено, что такая отвержденная форма силиката кальция, имеющая низкую кажущуюся удельную плотность, может быть получена без введения крупных ячеек в отвержденную форму, путем использования пенообразующего агента.
В дополнение к этому, также обнаружено, что с помощью указанной выше новой микроструктуры каждый параметр из прочности, модуля упругости и отношения (прочности на сжатие к модулю упругости) отвержденной формы силиката кальция является в несколько раз большим, чем у обычного облегченного автоклавного бетона, даже когда отвержденная форма силиката кальция содержит крупные ячейки, которые формируются путем использования пенообразующего агента. Более того, также обнаружено, что, когда отвержденная форма силиката кальция получается без использования пенообразующего агента, так что полученная отвержденная форма силиката кальция не содержит крупных ячеек, каждый из указанных выше свойств отвержденной формы силиката кальция является в 1,5-2 раза большим, чем у отвержденной формы, содержащей крупные ячейки. Более того, обнаружено, что отвержденная форма силиката кальция демонстрирует не только значительно улучшенную устойчивость к скалыванию (необходимо отметить, что обычный ALC имеет тот дефект, что часто подвержен скалыванию) и превосходные свойства относительно гвоздей (такие как высокая прочность удерживания гвоздей), но также и высокую технологичность. В дополнение к этому, также обнаружено, что отвержденная форма силиката кальция демонстрирует высокий модуль упругости, высокую прочность на сжатие и высокую износостойкость по сравнению с этими параметрами для обычной плиты из силиката кальция, армированной волокнами. На основе этой информации было осуществлено настоящее изобретение.
Соответственно, одна из целей настоящего изобретения представляет собой создание отвержденной формы силиката кальция, которая, хотя и демонстрирует кажущуюся удельную плотность от 0,14 до 1,0 (и, следовательно, имеет малую массу), демонстрирует превосходные свойства в качестве строительного материала, такие как высокая прочность на сжатие, высокий модуль упругости, высокое отношение прочности на сжатие к модулю упругости и высокую устойчивость к указанной выше реакции нейтрализации.
Другой целью настоящего изобретения является получение отвержденной формы силиката кальция, которая демонстрирует превосходную стабильность размеров, превосходную устойчивость к скалыванию и свойства по отношению к гвоздям, а также указанные выше превосходные свойства.
Еще одной целью настоящего изобретения является получение композитной структуры армированного силиката кальция, который в дополнение к указанным выше превосходным свойствам демонстрирует превосходную прочность и который сконструирован для использования в качестве конструкционного материала.
Еще одной целью настоящего изобретения является разработка способов для производства указанной выше отвержденной формы силиката кальция и композитной структуры армированного силиката кальция.
Как указанные выше, так и другие цели, особенности и преимущества настоящего изобретения станут очевидны из следующего далее подробного описания и прилагаемой формулы изобретения со ссылками на прилагаемые чертежи.
Краткое описание чертежей
В чертежах:
Каждая из фигур 1(A) и 1(B) представляет собой график, демонстрирующий картину дифракции рентгеновских лучей на порошке, полученную относительно отвержденной формы силиката кальция, где также указано, как получают значения Ia и Ib, и где "CPS" представляет собой аббревиатуру "отсчеты в секунду";
Фиг.1(A) представляет собой график, демонстрирующий картину дифракции рентгеновских лучей на порошке, полученную по отношению к отвержденной форме силиката кальция, полученной в примере 1, где также указаны значения Ia и Ib;
Фиг.1(B) представляет собой график, демонстрирующий картину дифракции рентгеновских лучей на порошке, полученную по отношению к отвержденной форме силиката кальция, полученного в сравнительном примере 32, где также указаны значения Ia и Ib;
Каждая из фигур 2(A)-2(C) представляет собой график, демонстрирующий дифференциальную кривую распределения размеров пор, полученную с помощью ртутной порометрии по отношению к отвержденной форме силиката кальция, где также изображен способ для определения логарифмической ширины на 1/4 от высоты;
Фиг.2(A) представляет собой график, демонстрирующий одну из форм дифференциальной кривой распределения размеров пор, полученную по отношению к отвержденной форме силиката кальция, по примеру 1, где также указан способ для определения логарифмической ширины на 1/4 от высоты;
Фиг.2(B) представляет собой график, демонстрирующий другую форму дифференциальной кривой распределения размеров пор, полученную по отношению к отвержденной форме силиката кальция, полученного в сравнительном примере 21, где также указан способ для определения логарифмической ширины на 1/4 от высоты;
Фиг.2(C) представляет собой график, демонстрирующий еще одну форму дифференциальной кривой распределения размеров пор, где указан способ определения логарифмической ширины на 1/4 от высоты;
Фиг.3 представляет собой график, демонстрирующий картину дифракции рентгеновских лучей, полученную на порошке, по отношению к отвержденной форме силиката кальция, полученного в примере 1, где указаны способы для определения значений I(002) и I(220), и где "CPS" представляет собой аббревиатуру "отсчеты в секунду";
Фиг.4 представляет собой график, демонстрирующий дифференциальные кривые распределения размеров пор, полученные с помощью ртутной порометрии, по отношению к отвержденным формам силиката кальция, где сплошная линия (A) демонстрирует дифференциальную кривую распределения размеров пор, полученную по отношению к отвержденной форме силиката кальция, полученного в примере 2, а прерывистая линия (B) демонстрирует дифференциальную кривую распределения размеров пор, полученную по отношению к отвержденной форме силиката кальция, полученной в сравнительном примере 2.
Каждая из фигур 5(A)-5(D) представляет собой фотографию, сделанную с помощью сканирующего электронного микроскопа, отвержденной формы силиката кальция;
Фиг.5(A) представляет собой репрезентативный пример фотографий, сделанный с помощью сканирующего электронного микроскопа (при увеличении × 2500) отвержденной формы силиката кальция, полученной в примере 1, где отвержденная форма используется для вычисления доли площади, которую занимает тоберморит в поперечном сечении, где наблюдается тоберморит;
Фиг.5(B) представляет собой фотографию, сделанную с помощью сканирующего электронного микроскопа (при увеличении × 5000), отвержденной формы силиката кальция, полученной в примере 1;
Фиг.5(C) представляет собой фотографию, сделанную с помощью сканирующего электронного микроскопа (при увеличении× 5000), отвержденной формы силиката кальция, полученной в сравнительном примере 27;
Фиг.5(D) представляет собой фотографию, сделанную с помощью сканирующего электронного микроскопа (при увеличении × 5000), отвержденной формы силиката кальция, полученной в сравнительном примере 32;
Фиг.6 представляет собой график, демонстрирующий дифференциальные кривые распределения размеров пор, полученные, с помощью ртутной порометрии, по отношению к отвержденным формам силиката кальция, где сплошная линия (A) демонстрирует дифференциальную кривую распределения размеров пор, полученную по отношению к отвержденной форме силиката кальция, полученного в примере 20, а прерывистая линия (B) демонстрирует дифференциальную кривую распределения размеров пор по отношению к отвержденной форме силиката кальция, полученного в сравнительном примере 15;
Фиг.7 представляет собой график, демонстрирующий дифференциальные кривые распределения размеров пор, полученные с помощью ртутной порометрии по отношению к отвержденным формам силиката кальция, где сплошная линия (A) демонстрирует дифференциальную кривую распределения размеров пор, полученную по отношению к отвержденной форме силиката кальция, полученного в примере 18, а прерывистая линия (B) демонстрирует дифференциальную кривую распределения размеров пор по отношению к отвержденной форме силиката кальция, полученного в сравнительном примере 27;
Каждая из фигур 8(A)-8(C) представляет собой график, демонстрирующий картину дифракции рентгеновских лучей на порошке, полученную по отношению к отвержденной форме силиката кальция, где "CPS" представляет собой аббревиатуру "отсчеты в секунду";
Фиг.8(A) представляет собой график, демонстрирующий картину дифракции рентгеновских лучей на порошке, полученную по отношению к отвержденной форме силиката кальция, полученного в примере 1;
Фиг.8(B) представляет собой график, демонстрирующий картину дифракции рентгеновских лучей на порошке, полученную по отношению к отвержденной форме силиката кальция, полученного в сравнительном примере 15;
Фиг.8(C) представляет собой график, демонстрирующий картину дифракции рентгеновских лучей на порошке, полученную по отношению к отвержденной форме силиката кальция, полученного в сравнительном примере 27; и
Фиг.9 представляет собой пояснительный схематический вид, демонстрирующий расположение армирующих железных стержней в каждой из композитных структур армированного силиката кальция, полученных в примере 39 и в сравнительном примере 42.
Подробное описание изобретения
В соответствии с настоящим изобретением получают отвержденную форму силиката кальция, в основном, содержащего тоберморит и демонстрирующего: картину дифракции рентгеновских лучей на порошке, в которой интенсивность дифракционного пика Ib, приписываемого плоскости (220) тоберморита, и минимальная интенсивность дифракции Ia, наблюдаемая в диапазоне углов дифракции между двумя дифракционными пиками, приписываемыми соответственно плоскости (220) и плоскости (222) тоберморита, удовлетворяет отношению Ib/Ia ≥ 3,0; кажущуюся удельную плотность от 0,14 до 1,0; и дифференциальную кривую распределения размеров пор, полученную с помощью ртутной порометрии, в которой логарифмическая ширина распределения диаметров пор, измеренная на высоте 1/4 от высоты максимального пика дифференциальной кривой распределения размеров пор, составляет от 0,40 до 1,20.
Для простоты понимания настоящего изобретения главные особенности и различные предпочтительные варианты осуществления настоящего изобретения перечислены ниже в виде пронумерованного списка.
1. Отвержденная форма силиката кальция, в основном, содержащая тоберморит и демонстрирующая: картину дифракции рентгеновских лучей на порошке, в которой интенсивность дифракционного пика Ib, приписываемая плоскости (220) тоберморита, и минимальная интенсивность дифракции Ia, наблюдаемая в диапазоне углов дифракции между двумя дифракционными пиками, приписываемыми соответственно плоскости (220) и плоскости (222) тоберморита, удовлетворяет отношению Ib/Ia ≥ 3,0; кажущуюся удельную плотность от 0,14 до 1,0; и дифференциальную кривую распределения размеров пор, полученную с помощью ртутной порометрии, в которой логарифмическая ширина распределения диаметров пор, измеренная на высоте 1/4 от высоты максимального пика дифференциальной кривой распределения размеров пор, составляет от 0,40 до 1,20.
2. Отвержденная форма силиката кальция в соответствии с пунктом 1, выше, которая демонстрирует кажущуюся удельную плотность от 0,14 до 0,9.
3. Отвержденная форма силиката кальция в соответствии с пунктом 1, выше, которая демонстрирует кажущуюся удельную плотность от 0,2 менее чем до 0,7.
4. Отвержденная форма силиката кальция в соответствии с одним из пунктов 1-3, выше, где отношение Ib/Ia ≥ 4,0 удовлетворяет картине дифракции рентгеновских лучей на порошке.
5. Отвержденная форма силиката кальция в соответствии с одним из пунктов 1-4, выше, где значение параметра а, определяемое формулой (1), ниже, составляет 7 или более, и значение параметра b, определяемое формулой (2), ниже, составляет 1,20 или более.

где Y и D соответственно представляют собой модуль упругости (Н/мм2) и кажущуюся удельную плотность отвержденной формы силиката кальция,

где S представляет собой прочность на сжатие (Н/мм2) отвержденной формы силиката кальция, и Y является таким, как определено выше.
6. Отвержденная форма силиката кальция в соответствии с пунктом 5, выше, где значение параметра b, определяемое формулой (2), составляет 1,30 или более.
7. Отвержденная форма силиката кальция в соответствии с одним из пунктов 1-6, выше, где количество ячеек, имеющих размер ячейки, больший, чем 200 мкм, по длине длинной оси поперечного сечения каждой из ячеек, в 10 мм квадрате на поперечном сечении отвержденной формы силиката кальция, является большим, чем 20, и где значение объема пор для пор, имеющих диаметр пор 0,1 мкм или меньше, как определяется с помощью ртутной порометрии, составляет:
от V1(D) до 98% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,5 до 1,0,
от V2(D) до 95% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,3 до менее чем 0,5, или
от V3(D) до 90% объемных, когда кажущаяся удельная плотность D силиката кальция составляет от 0,14 до менее чем 0,3,
где каждый % объемный вычисляется по отношению к общему объему пор отвержденной формы силиката кальция, и V1(D), V2(D) и V3(D) соответственно вычисляются с помощью следующих далее формул (3), (4) и (5):

 и
и

8. Отвержденная форма силиката кальция в соответствии с одним из пунктов 1-6, выше, где количество ячеек, имеющих размер ячейки, больший, чем 200 мкм, по длине длинной оси поперечного сечения каждой из ячеек, в 10 мм квадрате на поперечном сечении отвержденной формы силиката кальция, составляет 20 или менее и где значение объема пор для пор, имеющих диаметр пор 0,1 мкм или менее, как определено с помощью ртутной порометрии, составляет:
от 90 до 98% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,8 до 1,0,
от V4(D) до 97% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,5 до меньше чем 0,8, или
от V5(D) до 92% объемных, когда кажущаяся удельная плотность D силиката кальция составляет от 0,14 до менее чем 0,5,
где каждый % объемный вычисляется по отношению к общему объему пор отвержденной формы силиката кальция, и V4(D) и V3(D) соответственно вычисляются с помощью следующих далее формул (6) и (7):
 и
и

9. Отвержденная форма силиката кальция в соответствии с одним из пунктов 1-8, выше, которая дополнительно содержит сосуществующее вещество с высокой степенью кристалличности и демонстрирует картину дифракции рентгеновских лучей на порошке, в которой интенсивность дифракционного пика Ib, приписываемая плоскости (220) тоберморита, и максимальная интенсивность дифракции Ic, приписываемая сосуществующему веществу с высокой степенью кристалличности, удовлетворяет отношению Ic/Ib≤ 3,0.
10. Композитная структура силиката кальция, содержащая отвержденную форму силиката кальция по одному из пунктов 1-9, выше, и армирующий железный стержень или армирующую проволочную сетку.
11. Способ для получения отвержденной формы силиката кальция, содержащего, в основном, тоберморит, который включает:
получение водной суспензии, содержащей воду и твердые материалы, включая материал на основе кремния, цементный материал, известковый материал, по меньшей мере, одно соединение, выбранное из группы, состоящей из сульфата алюминия и его гидрата, и сульфатного соединения, иного, чем сульфат алюминия и его гидрат,
наливание водной суспензии в форму для формования, и предварительное отверждение водной суспензии, с последующей далее автоклавной обработкой,
где 50 мас.% или более материала на основе кремния представляет собой кристаллический материал на основе кремния, и
где, по меньшей мере, одно соединение, выбранное из группы, состоящей из сульфата алюминия и его гидрата, содержится в водной суспензии, в количестве от 0,09 до 10 мас.%, выраженном от количества Al2О3, по отношению к общей массе твердых материалов, и сульфатное соединение, иное, чем сульфат алюминия и его гидрат, содержится в водной суспензии в количестве от 0,15 до 15 мас.%, выраженном от количества SO3, по отношению к общей массе твердых материалов, и где количество SO3 представляет собой сумму количества SO3, соответствующего, по меньшей мере, одному элементу, выбранному из группы, состоящей из сульфата алюминия и его гидрата, и количества SO3, соответствующего сульфатному соединению, иному, чем сульфат алюминия и его гидрат.
12. Способ в соответствии с пунктом 11, выше, где предварительно отвержденная форма водной суспензии, которая получается путем предварительного отверждения водной суспензии, извлекается из формы и подвергается автоклавной обработке.
13. Способ в соответствии с пунктом 11 или 12, выше, где водная суспензия содержит воду, в количестве от 0,67 до 3,5, выраженном от отношения массы воды к общей массе твердых материалов, и где водная суспензия смешивается с порошкообразным алюминием в качестве пенообразующего агента, где порошкообразный алюминий используется в количестве от 0,002 до 0,8 мас.%, выраженном от массы твердого алюминия по отношению к общей массе твердых материалов, с получением, тем самым, вспенивающейся водной суспензии, вспенивающаяся водная суспензия наливается в форму для формования.
14. Способ в соответствии с пунктом 11 или 12, выше, где водная суспензия содержит воду, в количестве от 0,67 до 3,5, выраженном от отношения массы воды к общей массе твердых материалов, и где водная суспензия смешивается вместе с пеной, приготовленной путем введения воздуха в агент для предварительного вспенивания или в его водный раствор, где пена используется в количестве от 5 до 300% объемных, по отношению к объему водной суспензии, с получением, тем самым, предварительно вспененной водной суспензии,
предварительно вспененная водная суспензия наливается в форму для формования.
15. Способ в соответствии с пунктом 11 или 12, выше, где водная суспензия представляет собой невспенивающуюся водную суспензию, которая содержит воду в количестве от 0,77 до 5, выраженном от отношения массы воды к общей массе твердых материалов,
невспенивающаяся водная суспензия наливается в форму для формования.
16. Способ по одному из пунктов 11-15, выше, где водную суспензию, содержащую воду и твердые материалы, включающие материал на основе кремния, цементный материал, известковый материал, по меньшей мере, одно соединение, выбранное из группы, состоящей из сульфата алюминия и его гидрата, и сульфатного соединения, иного, чем сульфат алюминия и его гидрат, приготавливают с помощью способа, включающего стадии:
(1) смешивания вместе воды, материала на основе кремния, цементного материала, по меньшей мере, одного соединения, выбранного из группы, состоящей из сульфата алюминия и его гидрата, сульфатного соединения, иного, чем сульфат алюминия и его гидрат, и части известкового материала, тем самым, получая смесь, и
(2) добавления остатка известкового материала к смеси, полученной на стадии (1), с последующим перемешиванием.
17. Способ по одному из пунктов 11-15, выше, где водную суспензию, содержащую воду и твердые материалы, включающие материал на основе кремния, цементный материал, известковый материал, по меньшей мере, одно соединение, выбранное из группы, состоящей из сульфата алюминия и его гидрата, и сульфатного соединения, иного, чем сульфат алюминия и его гидрат, приготавливают с помощью способа, включающего стадии:
(1) смешивания воды, материала на основе кремния, цементного материала, по меньшей мере, одного соединения, выбранного из группы, состоящей из сульфата алюминия и его гидрата, и части известкового материала, тем самым, получая смесь, и
(2) добавления сульфатного соединения, иного, чем сульфат алюминия и его гидрат, и остатка известкового материала к смеси полученной на стадии (1), с последующим перемешиванием.
18. Способ по одному из пунктов 11-17, выше, где сульфатное соединение, иное, чем сульфат алюминия и его гидрат, представляет собой дигидрат гипса.
19. Способ по одному из пунктов 11-18, выше, где кристаллический материал на основе кремния представляет собой измельченную до мелкодисперсного состояния форму массивного материала на основе кремния, где измельченная до мелкодисперсного состояния форма имеет удельную площадь поверхности от 5000 до 300000 см2/г, как измеряется с помощью метода проницаемости по Блэйну.
20. Способ по одному из пунктов 11-19, выше, где форма для формования содержит армирующий железный стержень или армирующую проволочную сетку, помещенную в ней, с тем, чтобы сделать возможным производство композитной структуры армированного силиката кальция.
В настоящем изобретении выражение "отвержденная форма силиката кальция" представляет собой обобщенный термин для отвержденных форм, пригодных для использования в качестве строительных материалов, которые производятся путем отверждения композиции, содержащей соединение силиката кальция. Что касается формы отвержденной формы силиката кальция, здесь нет конкретных ограничений. Репрезентативные примеры отвержденных форм силиката кальция включают бетон, отвержденный известковый раствор, автоклавный облегченный бетон (ALC), армированную волокнами плиту из силиката кальция и плиту из силиката кальция. Композитная структура армированного силиката кальция согласно настоящему изобретению означает структуру, пригодную для употребления в качестве строительного материала, которая содержит отвержденную форму силиката кальция согласно настоящему изобретению и армирующий железный стержень или армирующую проволочную сетку.
Один из характерных признаков отвержденной формы силиката кальция согласно настоящему изобретению заключается в том, что отвержденная форма силиката кальция, в основном, содержит тоберморит (5CaO· 6SiО2·5H2O). Тоберморит представляет собой типичный кристаллический гидрат силиката кальция, который, как правило, содержится в слоистой структуре ALC, и тому подобное. Тоберморит присутствует в форме частиц, в виде пластинок или полосок.
В настоящем изобретении, факт содержания тоберморита отвержденной формы силиката кальция определяется, в основном, путем наблюдения поперечного сечения отвержденной формы силиката кальция посредством сканирующего электронного микроскопа и анализа отвержденной формы силиката кальция с помощью дифракции рентгеновских лучей на порошке. Конкретно, оценка производится следующим образом.
Сначала, на картине дифракции рентгеновских лучей на порошке отвержденной формы силиката кальция, когда нет дифракционного пика, имеющего интенсивность, более высокую, чем интенсивность дифракционного пика, приписываемого плоскости (220) тоберморита (то есть более высокого, чем интенсивность, максимальная среди интенсивностей дифракционных пиков, приписываемых плоскостям тоберморита), считается, что отвержденная форма силиката кальция, в основном, содержит тоберморит. Необходимо, однако, заметить, что, когда отвержденная форма силиката кальция дополнительно содержит, по меньшей мере, одно сосуществующее вещество с высокой степенью кристалличности, выбранное из группы, состоящей из кристаллической окиси кремния, карбоната кальция и гипса, является возможным, что интенсивность дифракционного пика, приписываемого сосуществующему веществу (когда отвержденная форма силиката кальция содержит два или более из сосуществующих веществ, интенсивность дифракционного пика, приписываемого сосуществующему веществу, означает максимальную интенсивность среди интенсивностей дифракционных пиков, приписываемых сосуществующим веществам), превосходит интенсивность дифракционного пика, приписываемого плоскости (220) тоберморита, даже если отвержденная форма силиката кальция содержит, в основном, тоберморит. По этой причине, во-вторых, поперечное сечение отвержденной формы наблюдается посредством сканирующего электронного микроскопа, при увеличении × 2500, следующим образом. 20 участков (каждый имеет размер 35,4 мкм × 18,9 мкм) в поперечном сечении выбираются произвольным образом, где каждый из 20 участков находится в матрице отвержденной формы (то есть исключая части крупных ячеек, формируемых путем использования пенообразующего агента). Затем все 20 участков наблюдают посредством сканирующего электронного микроскопа, при увеличении × 2500, и по отношению к каждому из 20 участков получают отношение площади участка, которую занимают собой частицы тоберморита в форме пластинок и в форме полосок, к площади участка, имеющего размер 35,4 мкм × 18,9 мкм, с последующим вычислением среднего значения для всех 20 отношений площадей, полученных таким образом. Когда среднее значение для 20 отношений площадей составляет 50% или больше, считается, что отвержденная форма содержит, в основном, тоберморит (см. фиг.5(A)). Является предпочтительным, чтобы среднее значение для 20 отношений площадей составляло 60% или более, более предпочтительно 80% или более. Выражение "участок крупной ячейки" означает саму крупную ячейку, плюс участок вблизи нее, в пределах расстояния примерно 5 мкм от крупной ячейки. Поскольку участок крупной ячейки содержит пустой объем, тоберморит с большой вероятностью должен формироваться на участке крупной ячейки. Даже в случае, когда отвержденная форма силиката кальция содержит указанное выше, по меньшей мере, одно сосуществующее вещество с высокой степенью кристалличности, наряду с тоберморитом, и когда указанное выше среднее значение для 20 отношений площадей составляет 50% или более, является предпочтительным, чтобы отвержденная форма силиката кальция демонстрировала картину дифракции рентгеновских лучей на порошке, в которой интенсивность дифракционного пика Ib, приписываемого плоскости (220) тоберморита, и интенсивность дифракции Ic, приписываемой сосуществующему веществу с высокой степенью кристалличности, удовлетворяло бы отношению Ic/Ib ≤ 3,0, более предпочтительно Ic/Ib ≤ 2,0, при этом, когда отвержденная форма силиката кальция содержит два или более сосуществующих вещества, интенсивность Ic обозначает максимальную интенсивность, среди интенсивностей дифракционных пиков, приписываемых сосуществующим веществам. При указанном выше наблюдении посредством сканирующего электронного микроскопа, при увеличении × 2500, выражение "частица в форме пластинки или в форме полоски" тоберморита обозначает частицу, имеющую следующие характеристики. Частица тоберморита дополнительно наблюдается посредством сканирующего электронного микроскопа, при увеличении × 5000. Расстояние между двумя поверхностями частицы, которые по существу параллельны друг другу, равно минимальной длине частицы (далее, минимальная длина частицы часто упоминается просто как "толщина" частицы). Когда максимальная длина частицы является в 5 раз или более большей, чем минимальная длина частицы, частица определяется как частица тоберморита в форме пластинки или в форме полоски (см. фиг.5(B)). Нет необходимости говорить, что как максимальная длина, так и толщина частицы обозначает длину с проекциями в двух измерениях. Что касается размера частицы тоберморита, конкретных ограничений не существует. Однако является предпочтительным, чтобы максимальная длина частицы тоберморита составляла от нескольких микрометров до 10 мкм.
Как правило, тоберморит сосуществует с гидратом силиката кальция (CSH) с низкой степенью кристалличности. Показано, что частицы CSH принимают различные формы. Поскольку CSH, как правило, присутствует в форме частиц, таких как волокна, гранулы или агрегаты, CSH может быть выделен из частиц тоберморита с помощью наблюдения посредством электронного микроскопа (смотри фигуры 5(C) и 5(D)). Отвержденная форма силиката кальция согласно настоящему изобретению может содержать такой CSH до тех пор, пока скелет из тоберморита не разрушится. Однако, поскольку присутствие CSH в отвержденной форме силиката кальция ухудшает свойства (такие как прочность, способность переносить погодные условия и износостойкость) отвержденной формы, которые требуются для строительного материала, является предпочтительным понижение содержания CSH в отвержденной форме силиката кальция, настолько, насколько это возможно. В дополнение к этому, отвержденная форма силиката кальция согласно настоящему изобретению также может содержать малое количество легких агрегатов, армирующих волокон, смолы или чего-либо подобного в таких концентрациях, пока скелет из тоберморита не разрушается.
Отвержденная форма силиката кальция согласно настоящему изобретению демонстрирует картину дифракции рентгеновских лучей на порошке, в которой интенсивность дифракционного пика Ib, приписываемая плоскости (220) тоберморита, и минимальная интенсивность дифракции Ia, наблюдаемая в диапазоне углов дифракции между двумя дифракционными пиками, приписываемыми соответственно плоскости (220) и плоскости (222) тоберморита, удовлетворяет отношению Ib/Ia ≥ 3,0. Как указано выше, когда CSH содержится в отвержденной форме силиката кальция в больших количествах, различные свойства отвержденной формы как строительного материала ухудшаются. В настоящем изобретении выражение "картина дифракции рентгеновских лучей на порошке" обозначает картину дифракции рентгеновских лучей на порошке, полученную путем использования линии Cu Kα в качестве рентгеновских лучей. Когда CSH содержится в отвержденной форме силиката кальция в большом количестве, стабильность размеров отвержденной формы силиката кальция после чередующихся сушек и увлажнений понижается. В дополнение к этому, когда отвержденной форме силиката кальция дают возможность находиться на воздухе в течение длительного периода времени, CSH является восприимчивым к реакции карбонизации с двуокисью углерода из воздуха, так что он с большой вероятностью должен разложиться на карбонат кальция и аморфный силикат. Реакция карбонизации сопровождается объемной усадкой отвержденной формы силиката кальция, так что отвержденная форма силиката кальция страдает от растрескивания и ухудшения качества материала. Когда отвержденная форма силиката кальция имеет кажущуюся удельную плотность 1,0 или менее, отвержденная форма силиката кальция имеет тот дефект, что отвержденная форма силиката кальция является до определенной степени проницаемой для воздуха, так что реакция карбонизации должна с высокой вероятностью осуществляться в объеме материала отвержденной формы силиката кальция. Этот дефект является фатальным, когда отвержденная форма силиката кальция используется в качестве наружного строительного материала. В картине дифракции рентгеновских лучей на порошке отвержденной формы силиката кальция, в котором CSH сосуществует с тоберморитом, широкий дифракционный пик, приписываемый CSH, наблюдается в диапазоне углов дифракции между двумя дифракционными пиками, соответственно приписываемыми плоскости (220) и плоскости (222) тоберморита.
Этот дифракционный пик, приписываемый CSH, как правило, появляется при углах в пределах примерно от 29,1° примерно до 29,4° (2θ ). Когда количество CSH является меньшим, чем количество тоберморита, дифракционный пик, приписываемый CSH, сливается с дифракционным пиком, приписываемым тобермориту, так что, как правило, является невозможным измерение интенсивности дифракционного пика, приписываемого CSH.
С другой стороны, когда в отвержденной форме силиката кальция содержится большое количество CSH, интенсивности дифракции в диапазоне углов дифракции между двумя дифракционными пиками, приписываемыми соответственно плоскости (220) и плоскости (222) тоберморита, являются более высокими, чем фон, так что можно оценить содержится ли CSH в отвержденной форме силиката кальция, или нет. Когда отвержденная форма силиката кальция не содержит CSH и состоит в основном из тоберморита с высокой степенью кристалличности, минимальная интенсивность дифракции в описанном выше диапазоне углов равна интенсивности фона.
В дополнение к этому, даже в случае, когда в отвержденной форме силиката кальция не содержится CSH, отношение Ib/Ia становится малым, когда степень кристалличности тоберморита становится низкой. Причина этого заключается в том, что дифракционные пики, приписываемые, соответственно, плоскости (220) и плоскости (222) тоберморита, расположены близко друг к другу, так что эти два пика перекрываются в их основаниях. Когда кристалличность тоберморита является низкой, прочность отвержденной формы силиката кальция и ее способность переносить погодные условия понижаются.
По этой причине, когда в отвержденной форме силиката кальция не содержится CSH, чем больше отношение Ib/Ia (то есть отношение интенсивности дифракционного пика Ib, приписываемого плоскости (220) тоберморита, к минимальной интенсивности дифракции Ia, наблюдаемой в диапазоне углов дифракции между двумя дифракционными пиками, приписываемыми соответственно плоскости (220) и плоскости (222) тоберморита), тем выше степень кристалличности тоберморита. Когда в отвержденной форме силиката кальция содержится CSH, чем больше отношение Ib/Ia, тем выше степень кристалличности тоберморита, и тем меньше содержание CSH в отвержденной форме силиката кальция.
В настоящем изобретении всегда требуется, чтобы отношение Ib/Ia составляло 3 или более, предпочтительно 4 или более, более предпочтительно 5 или более. В случае, когда отвержденная форма силиката кальция демонстрирует кажущуюся удельную плотность 0,5 или более, прочность на сжатие и модуль упругости отвержденной формы становятся преимущественно высокими, когда отношение Ib/Ia составляет 5 или более. Во многих случаях коммерчески доступный, автоклавный облегченный бетон производится с использованием материала на основе окиси кремния, с высокой степенью кристалличности, так что степень кристалличности тоберморита, содержащегося в ALC, является высокой, и, следовательно, и отношение Ib/Ia является высоким. Несмотря на то что отношение Ib/Ia является высоким, автоклавный облегченный бетон демонстрирует низкую прочность. Причина для этого заключается в следующем. В ALC большое количество материала окиси кремния остается непрореагировавшим, и, следовательно, тоберморит не становится главным компонентом ALC. В дополнение к этому, как описывается ниже, поры, которые присутствуют в матрице ALC, имеют широкое распределение по диаметрам пор. По этой причине ALC демонстрирует низкую прочность. Каждая из интенсивностей Ia и Ib включает интенсивность фона, в то время как описанная ниже I(220) не включает интенсивность фона. Примеры значений Ia и Ib указаны на фиг.1. Ia определяется как минимальная интенсивность дифракции, наблюдаемая в диапазоне углов дифракции между двумя дифракционными пиками, приписываемыми соответственно плоскости (220) и плоскости (222) тоберморита, где интенсивность включает интенсивность фона. Ib определяется как интенсивность дифракционного пика, приписываемого плоскости (220) тоберморита, где интенсивность включает интенсивность фона.
Кажущаяся удельная плотность отвержденной формы силиката кальция согласно настоящему изобретению составляет от 0,14 до 1,0, предпочтительно от 0,14 до 0,9, более предпочтительно от 0,2 или выше менее чем до 0,7. В настоящем изобретении выражение "кажущаяся удельная плотность" обозначает кажущуюся удельную плотность, измеренную после сушки отвержденной формы при 105° C, в течение 24 часов, то есть удельную плотность абсолютно сухого материала. Когда кажущаяся удельная плотность является более низкой, чем 1,4, высокая прочность, являющаяся целью настоящего изобретения, не может быть достигнута. С другой стороны, когда кажущаяся удельная плотность является более высокой, чем 1,0, отвержденная форма силиката кальция становится слишком тяжелой, так что отвержденная форма силиката кальция является непригодной для использования в качестве облегченного строительного материала.
Отвержденная форма силиката кальция согласно настоящему изобретению демонстрирует дифференциальную кривую распределения размеров пор, полученную с помощью ртутной порометрии, в которой логарифмическая ширина распределения диаметров пор, измеренная на высоте 1/4 от высоты максимального пика дифференциальной кривой распределения размеров пор, составляет от 0,40 до 1,20, предпочтительно от 0,40 до 1,10, более предпочтительно от 0,40 до 1,00.
Ртутная порометрия означает способ, в котором внешнее давление прикладывается для нагнетания ртути в поры, в отвержденной форме силиката кальция, и количество ртути, нагнетаемой в поры, регистрируется, как функция приложенного давления, и на основе этих данных получают распределение диаметров пор для отвержденной формы. При вычислении для получения распределения диаметров пор, для отвержденной формы, предполагается, что поры имеют цилиндрическую форму. В ртутной порометрии измерение может осуществляться по отношению к порам, имеющим диаметр пор в пределах от 6 нм до 360 мкм. Эти значения диаметров пор не указывают истинные диаметры пор, для пор, но могут быть использованы в качестве некоторого показателя для диаметров пор, которые присутствуют в отвержденной форме. Ртутная порометрия является особенно пригодной для анализа структуры пор отвержденной формы силиката кальция согласно настоящему изобретению. Кумулятивный объем пор, по отношению к измеренным диаметрам пор, получают с помощью ртутной порометрии. Кумулятивная кривая распределения размеров пор, по отношению к измеренным диаметрам пор, дифференцируется для получения дифференциальной кривой распределения размеров пор. Как правило, дифференциальное распределение размеров пор присутствует в диапазоне диаметров пор от 6 нм до 50 мкм, в случае отвержденной формы силиката кальция, имеющей кажущуюся удельную плотность, достигающую 0,14-1,4.
Логарифмическая ширина распределения диаметров пор (отвержденной формы силиката кальция) на высоте 1/4 от высоты максимального пика дифференциальной кривой распределения размеров пор (как указано выше, эта логарифмическая ширина часто упоминается просто как "логарифмическая ширина на 1/4 высоты") представляет собой показатель для распределения диаметров пор в отвержденной форме. Логарифмическая ширина на 1/4 от высоты означает ширину распределения диаметров пор на высоте 1/4 от высоты максимального пика дифференциальной кривой распределения размеров пор, в терминах логарифмической ширины. Способ для определения логарифмической ширины на 1/4 высоты показан на фиг.2. В частности, логарифмическая ширина на 1/4 высоты определяется следующим образом. В дифференциальной кривой распределения размеров пор, которая получается путем дифференцирования кумулятивной кривой распределения размеров пор, где существуют два диаметра пор, которые соответствуют 1/4 высоты от высоты максимального пика (такие случаи показаны на фигурах 2(A) и 2(B)), больший диаметр пор определяется как A2, а меньший диаметр пор определяется как A1. Логарифмическая ширина на 1/4 высоты определяется как разность между десятичным логарифмом A2 и десятичным логарифмом A1. Когда существуют более чем два диаметра пор, которые соответствуют 1/4 высоты от высоты максимального пика (такой случай показан на фиг.2(C)), самый большой диаметр пор определяется как A2, и самый маленький диаметр пор определяется как A1. Логарифмическая ширина на 1/4 от высоты определяется как разность между десятичным логарифмом A2 и десятичным логарифмом A1. Когда логарифмическая ширина на 1/4 от высоты является большей, чем 1,20, распределение диаметров пор в диапазоне диаметров пор вокруг 50 мкм имеет широкое распределение. Это означает, что отвержденная форма силиката кальция имеет плохую однородность по отношению к диаметрам пор, присутствующих в части, формирующей скелет отвержденной формы, эта часть испытывает напряжения (далее, скелетная часть часто упоминается как "матрица" отвержденной формы). В таком случае, напряжения с большой вероятностью концентрируются на малой части отвержденной формы силиката кальция, так что у отвержденной формы силиката кальция понижается модуль упругости, прочность на сжатие и отношение прочности на сжатие к модулю упругости. Чем меньше логарифмическая ширина на 1/4 от высоты, тем лучше свойства (такие как прочность) отвержденной формы. Однако даже в способе согласно настоящему изобретению является сложным получение отвержденной формы силиката кальция, в которой логарифмическая ширина на 1/4 от высоты является меньшей, чем 0,40. В обычном строительном материале, таком как облегченный автоклавный бетон, поры, присутствующие в части, иной чем указанные выше участки крупных ячеек (которые вводятся путем использования пенообразующего агента), то есть поры, присутствующие в матрице, формирующей скелет отвержденной формы, имеют широкое распределение. Авторы настоящего изобретения предполагают, что в обычном строительном материале присутствие не только участков крупных ячеек, но также и указанных выше пор, имеющих широкое распределение диаметров пор, делает сложным улучшение свойств (таких как прочность и модуль упругости) обычного строительного материала.
Как правило, CSH присутствует в форме частиц, таких как волокна, гранулы или агрегаты, и частицы CSH являются мелкодисперсными по сравнению с кристаллическим тоберморитом. В дополнение к этому, CSH содержит большое количество пор, имеющих диаметр пор 0,1 мкм или менее (такие поры упоминаются как "гелевые поры"). По этой причине, даже когда отвержденная форма силиката кальция содержит большое количество CSH, является возможным, чтобы логарифмическая ширина на 1/4 высоты была очень малой. Однако, даже если в отвержденной форме силиката кальция, в которой логарифмическая ширина на 1/4 от высоты является малой, когда в отвержденной форме силиката кальция содержится большое количество CSH или когда степень кристалличности тоберморита в отвержденной форме силиката кальция является низкой, отвержденная форма силиката кальция не может проявлять высокий модуль упругости, высокую прочность на сжатие или высокое отношение прочности на сжатие к модулю упругости.
Отвержденная форма силиката кальция согласно настоящему изобретению имеет такие характеристики, что отвержденная форма силиката кальция содержит, в основном, тоберморит; что тоберморит в отвержденной форме силиката кальция имеет высокую степень кристалличности, то есть, указанное выше отношение Ib/Ia составляет 3,0 или более; и что отвержденная форма силиката кальция имеет матрицу, состоящую из частиц тоберморита в форме пластинок или в форме полосок, где диаметры пор, присутствующих между частицами тоберморита, имеют однородное распределение, то есть поры в матрице имеют однородное распределение. С помощью этих характеристик каждый параметр из прочности на сжатие, модуля упругости и отношения (прочности на сжатие к модулю упругости) отвержденной формы силиката кальция является в 1,7-2,2 раза большим, чем у обычного облегченного автоклавного бетона, даже если отвержденная форма силиката кальция содержит крупные ячейки, которые формируются путем использования пенообразующего агента. Также, когда отвержденная форма силиката кальция не содержит крупных ячеек, каждое из указанных выше свойств отвержденной формы силиката кальция в 1,5-2 раза выше, чем у отвержденной формы, содержащей крупные ячейки.
Новая микроструктура отвержденной формы силиката кальция согласно настоящему изобретению реализуется с помощью матрицы, которая содержит, в основном, тоберморит. С помощью этой матрицы каждый параметр из прочности на сжатие, модуля упругости и отношения (прочности на сжатие к модулю упругости) отвержденной формы силиката кальция является высоким по сравнению с параметрами обычного облегченного автоклавного бетона. Указанные выше факты, что каждое из указанных выше свойств отвержденной формы силиката кальция в 1,7-2,2 раза выше, чем свойства обычного облегченного автоклавного бетона, даже когда отвержденная форма силиката кальция содержит крупные ячейки, которые формируются путем использования пенообразующего агента; и что, когда отвержденная форма силиката кальция не содержит крупных ячеек, каждое из указанных выше свойств отвержденной формы силиката кальция в 1,5-2 раза выше, чем свойства отвержденной формы, содержащей крупные ячейки, имеют важное значение, как объясняется ниже.
Что касается обычного ALC, высокая производительность достигается путем присутствия в ALC крупных ячеек. С помощью способа согласно настоящему изобретению новый строительный материал (то есть отвержденная форма силиката кальция), в котором каждое из указанных выше свойств в несколько раз выше, чем свойства обычного строительного материала (такого как ALC), может быть получен с тем преимуществом, что отвержденная форма силиката кальция получается с высокой производительностью путем использования обычных устройств, как правило, используемых в данной области, или путем объединения такого устройства с минимальными дополнительными устройствами. В дополнение к этому, когда отвержденная форма силиката кальция не содержит крупных ячеек, которые формируются путем использования пенообразующего агента, отвержденная форма силиката кальция имеет то преимущество, что свойства отвержденной формы силиката кальция дополнительно сильно улучшаются, так что использование отвержденной формы силиката кальция не ограничивается, даже когда отвержденная форма силиката кальция используется в форме композитной структуры, имеющей армирующий железный стержень, помещенный в ней, что решает проблему, которая сопутствует современному уровню техники. Конкретно, отвержденная форма силиката кальция может быть использована не только в той части здания, которая поддерживается элементами опор, расположенных через большие интервалы, но также в зданиях с большой высотой. Такие применения являются совершенно неожиданными, и эффект таких применений является достаточным для того, чтобы компенсировать понижение производительности.
Когда отвержденная форма силиката кальция согласно настоящему изобретению содержит достаточное количество ячеек, имеющих размер ячейки, больший, чем 200 мкм, величина объема пор для пор, имеющих диаметр пор 0,1 мкм или меньше, как определяется с помощью ртутной порометрии, составляет:
предпочтительно от V1(D) до 98% объемных, более предпочтительно от V12(D) до 98% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,5 до 1,0;
предпочтительно от V2(D) до 95% объемных, более предпочтительно от V22(D) до 95% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,3 до менее чем 0,5; или
предпочтительно от V3(D) до 95% объемных, более предпочтительно от V32(D) до 95% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,14 до менее чем 0,3;
где каждый % объемный вычисляется по отношению к общему объему пор отвержденной формы силиката кальция, и V1(D), V2(D), V3(D), V12(D), V22(D) и V32(D) соответственно вычисляются с помощью следующих формул (3), (4), (5), (3’), (4’) и (5’):




 и
и

С другой стороны, когда отвержденная форма силиката кальция согласно настоящему изобретению не содержит достаточного количества ячеек, имеющих размер ячейки, больший, чем 200 мкм, величина объема пор для пор, имеющих диаметр пор 0,1 мкм или меньше, как определяется с помощью ртутной порометрии, составляет:
предпочтительно от 90 до 98% объемных, более предпочтительно от 95 до 98% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,8 до 1,0;
предпочтительно от V4(D) до 97% объемных, более предпочтительно от V42(D) до 97% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,5 до менее чем 0,8; или
предпочтительно от V5(D) до 92% объемных, более предпочтительно от V52(D) до 92% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,14 до менее чем 0,5,
где каждый % объемный вычисляется по отношению к общему объему пор отвержденной формы силиката кальция, и V4(D), V5(D), V42(D), V52(D) соответственно вычисляются с помощью следующих формул (6), (7), (6’) и (7’):


 и
и

Когда величина объема пор для пор, имеющих диаметр пор 0,1 мкм или менее, находится в указанном выше диапазоне, в соответствии с диапазоном кажущейся удельной плотности отвержденной формы силиката кальция, отвержденная форма силиката кальция демонстрирует еще более высокий модуль упругости, еще более высокую прочность на сжатие и еще более высокое отношение прочности на сжатие к модулю упругости. В дополнение к этому, в каждом из указанных выше диапазонов кажущейся удельной плотности отвержденной формы силиката кальция верхний предел предпочтительного диапазона отношения объема пор для пор, имеющих диаметр пор 0,1 мкм или менее, представляет собой верхний предел, который может быть достигнут с помощью способов, используемых в настоящее время для производства отвержденной формы силиката кальция.
В настоящем изобретении выражение "отвержденная форма силиката кальция содержит достаточное количество ячеек, имеющих размер ячейки, больший, чем 200 мкм" означает, что по отношению к отвержденной форме силиката кальция, которая содержит ячейки, имеющие размер ячеек от 100 мкм до 1 мм, сформированные путем использования пенообразующего агента, как и в случае обычного ALC, отвержденная форма силиката кальция имеет указанное ниже конкретное свойство. То есть такое выражение означает, что количество ячеек, имеющих размер ячейки больший, чем 200 мкм, по длине длинной оси поперечного сечения каждой из ячеек, в 10 мм квадрате на поперечном сечении отвержденной формы силиката кальция, является большим, чем 20. Выражение "ячейка" означает полость, которая формируется во время производства отвержденной формы силиката кальция (где пенообразующий агент может быть использован или не использован) следующим образом. Когда исходные материалы смешиваются вместе, с получением водной суспензии, или когда водная суспензия предварительно отверждается, с получением предварительно отвержденной формы водной суспензии, является возможным, чтобы газ захватывался в водной суспензии или в ее предварительно отвержденной форме, с формированием полости, и чтобы сформированная полость оставалась в отвержденной форме силиката кальция. Эта полость в отвержденной форме силиката кальция определяется как ячейка. Ячейка, как правило, имеет форму глобулы, форму эллипсоида, форму капли или сочетание этих форм. По этой причине ячейку легко отличить от полости, которая формируется путем растрескивания, скалывания или чего-либо подобного.
С другой стороны, выражение "отвержденная форма силиката кальция не содержит существенного количества ячеек, имеющих размер ячейки больший, чем 200 мкм" означает, что отвержденная форма силиката кальция не содержит ячеек, имеющих размер ячейки от 100 мкм до 1 мм, сформированных путем использования пенообразующего агента. Более конкретно, такое выражение означает, что количество ячеек, имеющих размер ячейки, больший, чем 200 мкм по длине длинной оси поперечного сечения каждой ячейки, в 10 мм квадрате поперечного сечения отвержденной формы силиката кальция, составляет 20 или менее.
Длина длинной оси поперечного сечения ячейки означает наибольшую длину поперечного сечения ячейки. Поперечное сечение ячейки имеет круговую форму, эллиптическую форму, форму капли, является сочетанием этих форм, или чего-либо подобного. Ячейку можно легко наблюдать посредством стереоскопического микроскопа или чего-либо подобного.
В каждом из указанных выше диапазонов кажущейся удельной плотности отвержденной формы силиката кальция указанная выше величина объема пор для пор, имеющих диаметр пор 0,1 мкм или менее, является показателем мелкодисперсности (или степени сплошности) пор, присутствующих в матрице отвержденной формы. Путем объединения распределения пор (которое оценивается с помощью указанной выше логарифмической ширины на 1/4 от высоты) с величиной объема пор для пор, имеющих диаметр пор 0,1 мкм или менее, может быть получен показатель степени мелкодисперсности и однородности диаметров пор в матрице отвержденной формы силиката кальция (где матрица представляет собой скелет, противостоящий напряжениям). Когда отвержденная форма силиката кальция имеет указанную выше величину объема пор, для пор, имеющих диаметр пор 0,1 мкм или менее, это количество определяется в соответствии с диапазоном кажущейся удельной плотности, и это означает, что в каждом из указанных выше диапазонов кажущейся удельной плотности отвержденной формы силиката кальция диаметры пор для пор в матрице сводятся к минимуму и распределение диаметров пор является однородным. Такая превосходная микроструктура отвержденной формы силиката кальция реализуется с помощью матрицы, содержащей, в основном, тоберморит. С помощью превосходной микроструктуры свойства отвержденной формы значительно улучшаются.
В настоящем изобретении величина параметра, определяемого формулой (1), ниже, составляет предпочтительно 7 или более, более предпочтительно 8,5 или более, еще более предпочтительно 9 или более, и величина параметра b, определяемого формулой (2), ниже, составляет предпочтительно 1,20 или более, более предпочтительно, 1,30 или более, еще более предпочтительно 1,40 или более, наиболее предпочтительно 1,50 или более

где Y и D соответственно представляют собой модуль упругости (Н/мм2) и кажущуюся удельную плотность отвержденной формы силиката кальция

где S представляет собой прочность на сжатие (Н/мм2) отвержденной формы силиката кальция, и Y является таким, как определено выше.
Превосходная микроструктура отвержденной формы силиката кальция согласно настоящему изобретению реализуется с помощью матрицы, содержащей, в основном, тоберморит. С помощью превосходной микроструктуры отвержденная форма силиката кальция имеет не только то преимущество, что отвержденная форма силиката кальция имеет высокий модуль упругости и высокую прочность на сжатие по сравнению со случаем обычного ALC, но также и то, что отвержденная форма силиката кальция является значительно улучшенной в том, что касается отношения прочности на сжатие к модулю упругости, при этом такое улучшение является невозможным в случае обычного строительного материала, такого как ALC. Когда значение параметра а, определенного формулой (1), является более низким, чем 7, недостатки появляются с большой степенью вероятности, даже если армирующий железный стержень помещают в отвержденной форме силиката кальция, для получения армированного материала, полученный армированный материал с большой вероятностью будет подвергаться большим отклонениям, так что использование армированного материала в структурном материале (в особенности в частях здания, которые поддерживаются с помощью опорных элементов, расположенных через большие интервалы) неизбежно ограничивается.
Обычный облегченный автоклавный бетон и материал, полученный с помощью обычного способа, который по существу является таким же, как способ для производства ALC или подобным ему, имеет величину параметра b (определяемого с помощью формулы (2)), равную примерно 1, так что существует неблагоприятное ограничение, когда прочность на сжатие материала определяется просто в зависимости, единственно, от его модуля упругости. Авторы настоящего изобретения впервые успешно разработали материал, имеющий повышенное отношение прочности на сжатие к модулю упругости, тем самым, решая указанную выше проблему неблагоприятного ограничения.
Как правило, деформация материала при разрыве, то есть критическая деформация, представляется с помощью формулы: критическая деформация = (прочность на разрыв)/(модуль упругости). Значение критической деформации является равным величине параметра b, определяемого с помощью формулы (2), выше. По этой причине, можно сказать, что отвержденная форма силиката кальция согласно настоящему изобретению демонстрирует критическую деформацию, которая еще не достигалась при современном уровне техники. Соответственно, отвержденная форма силиката кальция может быть использована таким способом, где осуществляется большая локальная деформация. Например, когда отвержденная форма силиката кальция согласно настоящему изобретению фиксируется с помощью гвоздя или шурупа или когда строительный материал фиксируется на отвержденной форме силиката кальция с использованием гвоздя или шурупа, отвержденная форма силиката кальция демонстрирует высокую прочность удерживания. В дополнение к этому, отвержденная форма силиката кальция также может быть использована в черновом потолке, где требуется иметь высокую прочность удерживания.
В предпочтительном варианте осуществления настоящего изобретения отвержденная форма силиката кальция согласно настоящему изобретению удовлетворяет требованию, определяемому в формулах (1) и (2). Такая отвержденная форма силиката кальция демонстрирует превосходные свойства в качестве строительного материала.
В настоящем изобретении модуль упругости материала обозначает динамический модуль упругости материала, а именно модуль упругости, который вычисляется по резонансной частоте материала. Динамический модуль упругости отличается от статического модуля упругости, который вычисляют по реакции смещения на напряжение, приложенное к материалу. Оценка материала с помощью динамического модуля упругости является преимущественной, поскольку становится возможным оценивать среднюю величину рабочих характеристик по всем направлениям, а именно внутренние свойства материала.
Что касается удельной площади поверхности отвержденной формы силиката кальция согласно настоящему изобретению, измеренной с помощью способа поглощения азота (способа адсорбции БЭТ, то есть способа адсорбции по уравнению Брунауэра-Эммета-Теллера), удельная площадь поверхности составляет предпочтительно от 20 до 85 м2/г, более предпочтительно 60 м2/г или менее, еще более предпочтительно 50 м2/г или менее. Указывалось, что, чем больше степень кристалличности тоберморита, тем меньше удельная площадь поверхности тоберморита, и что удельная площадь поверхности тоберморита, имеющего высокую степень кристалличности, составляет от примерно 40 до 50 м2/г (смотри "Sekkou to Sekkai (Gypsum and Lime)" (published by The Society of Gypsum & Lime Japan), No.214 (1988), page 129). В этой статье утверждается, что удельная площадь поверхности CSH находится на уровне от 200 до 250 м2/г, что является очень высокой величиной. Удельная площадь поверхности рассматривается как показатель степени кристалличности тоберморита и содержания CSH в отвержденной форме силиката кальция, а именно одно из свойств, которое характеризует строительный материал, содержащий тоберморит. Когда удельная площадь поверхности является большей, чем 85 м2/г, степень кристалличности тоберморита или содержание CSH в отвержденной форме силиката кальция понижается, что не только понижает прочность и модуль упругости отвержденной формы, но также понижает и свойства (такие как способность переносить погодные условия и стабильность размеров) отвержденной формы в качестве строительного материала. С другой стороны, когда удельная площадь поверхности значительно понижается, это означает, что отвержденная форма силиката кальция содержит большое количество вещества (иного, чем тоберморит), имеющего низкую удельную площадь поверхности. По этой причине удельная площадь поверхности предпочтительно составляет 20 м2/г или более.
Как и в случае объема пор, измеряемого с помощью ртутной порометрии, удельная площадь поверхности отвержденной формы силиката кальция сильно изменяется в зависимости от ее кажущейся удельной плотности. Предпочтительный диапазон значений удельной площади поверхности отвержденной формы силиката кальция определяется в зависимости от диапазона кажущейся удельной плотности отвержденной формы силиката кальция следующим образом. Когда кажущаяся удельная плотность составляет от 0,5 до 1,0, удельная площадь поверхности предпочтительно составляет от 20 до 60 м2/г, более предпочтительно 50 м2/г или менее; когда кажущаяся удельная плотность составляет от 0,35 до менее чем 0,5, удельная площадь поверхности предпочтительно составляет от 20 до 70 м2/г, более предпочтительно 60 м2/г или менее; и когда кажущаяся удельная плотность составляет от 0,14 до менее чем 0,35, удельная площадь поверхности предпочтительно составляет от 20 до 85 м2/г, более предпочтительно 70 м2/г или менее. Когда удельная площадь поверхности отвержденной формы силиката кальция заметно понижается, это означает, что отвержденная форма силиката кальция содержит большое количество вещества (иного, чем тоберморит), имеющего низкую удельную площадь поверхности. По этой причине удельная площадь поверхности предпочтительно составляет 20 м2/г или более.
Является предпочтительным, чтобы отвержденная форма силиката кальция согласно настоящему изобретению демонстрировала картину дифракции рентгеновских лучей на порошке, в которой отношение интенсивности дифракционного пика I(002), приписываемого плоскости (002) тоберморита, к интенсивности дифракционного пика I(220), приписываемого плоскости (220) тоберморита, удовлетворяло отношению I(002)/I(220)≥ 0,25, более предпочтительно I(002)/I(220)≥ 0,35. Считается, что в частице тоберморита в форме пластинки или в форме полоски направление по толщине (то есть направление, перпендикулярное плоскости) частицы представляет собой ось C кристалла. По этой причине, когда относительная интенсивность I(002), по отношению к I(220), увеличивается, относительная регулярность по отношению к оси C кристалла улучшается, так что толщина кристалла в форме пластинки или в форме полоски увеличивается. В JCPDS Card No.19-1364 описывается, что отношение I(002)/I(220) равно 0,8, для идеального кристалла тоберморита. Когда отношение I(002)/I(220) становится близким к 0,8, толщина тоберморита увеличивается, так что и прочность кристалла увеличивается. В результате, прочность отвержденной формы силиката кальция, содержащей кристаллы тоберморита, также увеличивается. В дополнение к этому, когда регулярность кристалла увеличивается, не только увеличивается модуль упругости отвержденной формы силиката кальция, но также и улучшаются свойства (такие как способность переносить погодные условия, например устойчивость к карбонизации) отвержденной формы как строительного материала. Способы для вычисления I(002) и I(220) показаны на фиг.3. I(002) представляет собой истинную интенсивность дифракции, полученную с помощью линейной аппроксимации фона вокруг углов дифракции от 6 до 9° (2θ ) (смотри фиг.3). Подобным же образом, I(220) представляет собой истинную интенсивность дифракции, полученную с помощью линейной аппроксимации фона вокруг углов дифракции от 20 до 40° (2θ ).
Является предпочтительным, чтобы отвержденная форма силиката кальция согласно настоящему изобретению содержала вещество гидрофобизирующей добавки в количестве от 0,1 до 3,0 мас.%. Примеры веществ гидрофобизирующих добавок включают соединения силоксана, соединения алкоксисилана, жирные кислоты, соли жирных кислот и эмульсии смол, содержащие воду, и, по меньшей мере, одну смолу, выбранную из группы, состоящей из эпоксидной смолы, уретановой смолы, силиконовой смолы, винилацетатной смолы, акриловой смолы и стирол/бутадиеновой смолы. Эти вещества гидрофобизирующих добавок могут использоваться индивидуально или в сочетании друг с другом. Из этих веществ гидрофобизирующих добавок особенно предпочтительными являются соединения силоксана, такие как силиконовые масла (например, полидиметилсилоксан, где метильная группа является незамещенной или замещенной атомом водорода, фенильной группой, трифторпропильной группой или чем-либо подобным); и соединения алкоксисилана, такие как алкилалкоксисилан (например, метилтриэтоксисилан, этилтриэтоксисилан, пропилтриэтоксисилан или изобутилтриэтоксисилан).
Отвержденная форма силиката кальция согласно настоящему изобретению имеет новую микроструктуру. С помощью сочетания новой микроструктуры отвержденной формы силиката кальция и действия гидрофобной группы вещества гидрофобизирующей добавки отвержденная форма силиката кальция демонстрирует превосходную водоотталкивающую способность. Причина этого, как предполагается, заключается в следующем. В каждом из указанных выше диапазонов кажущейся удельной плотности отвержденной формы силиката кальция диаметры пор в порах матрицы сведены к минимуму и распределение диаметров пор является однородным. Путем синергического действия этой новой микроструктуры вместе с веществом гидрофобизирующей добавки могут быть достигнуты превосходные водоотталкивающие свойства. Более конкретно, когда контактный угол воды по отношению к поверхности отвержденной формы является большим, чем 90° , необходимо более высокое осмотическое давление воды, в случае поступления воды в поры отвержденной формы, когда отвержденная форма силиката кальция имеет распределение диаметров пор, сдвинутое в сторону меньших размеров, даже если контактный угол является одним и тем же. Содержание вещества гидрофобизирующей добавки в отвержденной форме силиката кальция предпочтительно составляет от 0,1 до 3,0 мас.%, более предпочтительно от 0,5 до 2 мас.%. Когда содержание вещества гидрофобизирующей добавки является меньшим, чем 0,1 мас.%, желаемые водоотталкивающие свойства не могут быть приданы. С другой стороны, когда содержание вещества гидрофобизирующей добавки является большим, чем 3,0 мас.%, отвержденная форма силиката кальция, имеющая превосходную микроструктуру и превосходную прочность, которые являются характерными для настоящего изобретения, не может быть получена.
Является предпочтительным, чтобы отвержденная форма силиката кальция согласно настоящему изобретению содержала от 0,05 до 3% объемных армирующего волокна. Примеры армирующих волокон включают неорганические волокна, такие как щелочеустойчивое стекловолокно, углеродное волокно, волокно из нержавеющей стали и керамическое волокно; и органические волокна, такие как арамидное волокно, винилоновое волокно и полипропиленовое волокно. Эти армирующие волокна могут быть использованы индивидуально или в сочетании друг с другом. Среди этих армирующих волокон, арамидное волокно, щелочеустойчивое стекловолокно и углеродное волокно являются предпочтительными. Арамидное волокно является наиболее предпочтительным.
Обычный облегченный автоклавный бетон имеет тот недостаток, что он содержит крупные ячейки, так что, даже если армирующее волокно включается в ALC, нет большой вероятности того, что полученный армированный ALC будет проявлять улучшенную устойчивость к скалыванию и повышенную ударопрочность, которые являются его важными свойствами в качестве строительного материала. С другой стороны, мелкодисперсные поры равномерно распределяются, даже когда отвержденная форма силиката кальция содержит крупные ячейки в отвержденной форме силиката кальция согласно настоящему изобретению, так что отвержденная форма силиката кальция согласно настоящему изобретению может демонстрировать значительное улучшение ударопрочности. Длина волокон армирующего волокна, используемого в настоящем изобретении, как правило, составляет от 1 до 20 мм, предпочтительно от 3 до 10 мм, более предпочтительно от 5 до 8 мм. Количество армирующего волокна в отвержденной форме составляет предпочтительно от 0,05 до 3% объемных, более предпочтительно от 0,1 до 2% объемных по отношению к объему отвержденной формы силиката кальция, где объем отвержденной формы включает объем пор, содержащихся в нем. Когда количество армирующего волокна является меньшим, чем 0,05% объемных, улучшение прочности отвержденной формы силиката кальция путем использования армирующего волокна является неудовлетворительным. С другой стороны, когда количество армирующего волокна является большим, чем 3% объемных, во время смешивания исходных материалов (включая армирующее волокно), для получения отвержденной формы силиката кальция, с большой вероятностью образуются полости из волокон, делая трудным однородное диспергирование армирующего волокна в отвержденной форме.
Композитная структура армированного силиката кальция согласно настоящему изобретению содержит отвержденную форму силиката кальция согласно настоящему изобретению и помещенный внутри нее армирующий железный стержень или армирующую проволочную сетку. Как правило, армирующий железный стержень или армирующая проволочная сетка находится внутри отвержденной формы силиката кальция. Выражение "армирующий железный стержень", как правило, обозначает структуру, содержащую множество армирующих железных стержней, расположенных таким образом, что армирующие железные стержни пересекаются, где армирующие железные стержни свариваются в точках пересечения. Выражение "армирующая железная сетка" означает структуру из железа, сформированного в форме проволоки. Репрезентативные примеры армирующих проволочных сеток включают сетку под штукатурку. Форма и размер каждого армирующего железного стержня и армирующей проволочной сетки, толщина армирующего железного стержня, размер ячеек сетки, для армирующей проволочной сетки, и структура (например, расположение) армирующего железного стержня или армирующей проволочной сетки, находящейся внутри композита на основе силиката кальция, определяются в зависимости от размера, использования и тому подобное композитной структуры армированного силиката кальция. Является предпочтительным, чтобы армирующий железный стержень и армирующая проволочная сетка были, перед использованием, обработаны с помощью антикоррозионного агента для улучшения их износостойкости.
В качестве антикоррозионного агента может быть использован обычный антикоррозионный агент, такой как синтетическая смола.
Благодаря размещению армирующего железного стержня или армирующей проволочной сетки внутри отвержденной формы силиката кальция, получаемая композитная структура армированного силиката кальция демонстрирует значительно улучшенную устойчивость к разрушению. В частности, отвержденная форма силиката кальция согласно настоящему изобретению демонстрирует как результат высокой степени кристалличности очень высокий модуль упругости при сжатии по сравнению с обычным строительным материалом, так что армирование отвержденной формы силиката кальция с помощью армирующего железного стержня или армирующей проволочной сетки является очень эффективным. В дополнение к этому, отвержденная форма силиката кальция имеет указанные выше однородные, мелкодисперсные поры, так что отвержденная форма силиката кальция демонстрирует значительно улучшенную адгезию к армирующему железному стержню по сравнению с обычным облегченным автоклавным бетоном.
Что касается способа получения отвержденной формы силиката кальция согласно настоящему изобретению, объяснение приводится ниже.
Способ получения отвержденной формы силиката кальция согласно настоящему изобретению включает:
получение водной суспензии, содержащей воду и твердые материалы, включающие материал на основе кремния, цементный материал, известковый материал, по меньшей мере, одно соединение, выбранное из группы, состоящей из сульфата алюминия и его гидрата, и сульфатного соединения, иного, чем сульфат алюминия и его гидрат, наливание водной суспензии в форму для формования и предварительное отверждение водной суспензии, с последующей автоклавной обработкой,
где 50 мас.% или более материала на основе кремния представляет собой кристаллический материал на основе кремния, и
где, по меньшей мере, одно соединение, выбранное из группы, состоящей из сульфата алюминия и его гидрата, содержится в водной суспензии в количестве от 0,09 до 10 мас.%, выраженном от количества Al2O3, по отношению к общей массе твердых материалов, и сульфатное соединение, иное, чем сульфат алюминия и его гидрат, содержится в водной суспензии в количестве от 0,15 до 15 мас.%, выраженном от количества SO3, по отношению к общей массе твердых материалов, и где количество SO3 представляет собой сумму количества SO3, соответствующего, по меньшей мере, одному элементу, выбранному из группы, состоящей из сульфата алюминия и его гидрата, и количества SO3, соответствующего сульфатному соединению, иному чем сульфат алюминия и его гидрат.
В настоящем изобретении выражение "предварительно отвержденная форма" означает вещество, которое получают путем предварительного отверждения водной суспензии в форме для формования, но не подвергают автоклавной обработке.
Выражение "материал на основе кремния" означает материал, содержащий 70 мас.% или более SiO2. Примеры материалов на основе кремния включают массивный материал на основе кремния, кремниевый песок, кварц (каждый материал, из массивного материала на основе кремния, кремниевого песка и кварца, является кристаллическим), горную породу, имеющую высокое содержание массивного материала на основе кремния, кремниевого песка или кварца, диатомовую землю, белую сажу, летучую золу, минерал природной глины, и продукт кальцинирования диатомовой земли, белой сажи, летучей золы или минерала натуральной глины. Примеры кристаллических материалов на основе кремния включают массивный материал на основе кремния, кремниевый песок, кварц и горную породу, имеющие высокое содержание массивного материала на основе кремния, кремниевого песка или кварца. Выражение "кристаллический материал на основе кремния" обозначает материал на основе кремния, который демонстрирует картину дифракции рентгеновских лучей на порошке, где наблюдаются острые дифракционные пики α -кварца, кристобалита и тому подобное. Примеры некристаллических материалов на основе кремния включают диатомовую землю, белую сажу и летучую золу. Выражение "некристаллический материал на основе кремния" означает материал на основе кремния, который демонстрирует картину дифракции рентгеновских лучей на порошке, где не наблюдаются острые дифракционные пики.
В настоящем изобретении, выражение "цементный материал" обозначает цемент, состоящий, в основном, из силикатного компонента и кальциевого компонента. Примеры цементных материалов включают обычный портландцемент, быстротвердеющий портландцемент и белитовый цемент. Выражение "известковый материал" обозначает содержащий кальций материал, имеющий содержание кальция 50 мас.% или более, в расчете на CaO, по отношению к массе материала. Примеры известкового материала включают негашеную известь и гашеную известь.
В способе получения отвержденной формы силиката кальция согласно настоящему изобретению требуется, чтобы 50 мас.% или более материала на основе кремния представляли собой кристаллический материал на основе кремния. Причина для этого является следующей. Среди материалов на основе кремния некристаллические материалы на основе кремния (такие как белая сажа) имеют очень высокую реакционную способность по сравнению с кристаллическим материалом на основе кремния. Из-за этой высокой реакционной способности некристаллического материала на основе кремния, когда некристаллический материал на основе кремния предварительно отверждается вместе с цементным материалом и известковым материалом, для получения предварительно отвержденной формы, очень легко образуется CSH, имеющий молярное отношение CaO/SiO2 примерно 1, даже при комнатной температуре. CSH представляет собой очень стабильное вещество. По этой причине, даже когда предварительно отвержденная форма подвергается автоклавной обработке при высокой температуре, при высоком давлении, преобразование CSH в тоберморит является очень медленным, так что получаемая в результате отвержденная форма силиката кальция неизбежно содержит большое количество CSH, что вызывает понижение стабильности размеров и способности переносить погодные условия, для отвержденной формы силиката кальция. В дополнение к этому, степень кристалличности тоберморита в отвержденной форме силиката кальция заметно понижается из-за присутствия большого количества CSH. Кроме того, поры в отвержденной форме силиката кальция не имеют малого диаметра пор и равномерного распределения пор, так что отвержденная форма силиката кальция не демонстрирует удовлетворительно высокой упругости или удовлетворительно высокой прочности на сжатие. Соответственно, содержание кристаллического материала на основе кремния в материале на основе кремния должно составлять 50 мас.% или более. Является предпочтительным, чтобы содержание кристаллического материала на основе кремния в материале на основе кремния составляло 60 мас.% или более.
Из кристаллических материалов на основе кремния, с точки зрения цены, массивный кристаллический материал на основе кремния является предпочтительным. Из массивных кристаллических материалов на основе кремния, является предпочтительным использование измельченной до мелкодисперсного состояния формы массивного материала на основе кремния, который имеет удельную площадь поверхности 5000 см2/г или более, более предпочтительно 7000 см2/г или более, измеренную с помощью способа проницаемости по Блэйну. Измельченная до исключительно мелкодисперсного состояния форма массивного материала на основе кремния имеет тот недостаток, что такая форма массивного материала на основе кремния является сложной для манипуляции. По этой причине является предпочтительным, чтобы удельная площадь поверхности измельченной до мелкодисперсного состояния формы массивного материала на основе кремния составляла 300000 см2/г или менее. Поскольку измельченная до мелкодисперсного состояния форма массивного материала на основе кремния является кристаллической, эта измельченная до мелкодисперсного состояния форма массивного материала на основе кремния почти не взаимодействует во время предварительного отверждения водной суспензии. Однако измельченная до мелкодисперсного состояния форма массивного материала на основе кремния имеет высокую реакционную способность во время автоклавной обработки предварительно отвержденной формы и по этой причине становится возможным производить большое количество тоберморита, имеющего высокую степень кристалличности. Использование измельченной до мелкодисперсного состояния формы массивного материала на основе кремния, имеющего удельную площадь поверхности 5000 см2/г или более, имеет то преимущество, что даже тогда, когда материал агрегата на основе кремния остается непрореагировавшим после автоклавной обработки, размер полостей, формируемых на границе раздела массивного материала на основе кремния, остающихся в матрице из отвержденной формы, может быть доведен до низкого уровня.
Когда предполагается либо получение отвержденной формы силиката кальция, содержащей достаточное количество ячеек, имеющих размер ячейки, больший, чем 200 мкм (то есть получение отвержденной формы силиката кальция, имеющей кажущуюся удельную плотность 0,5 или менее, без использования пенообразующего агента), либо получение отвержденной формы силиката кальция, имеющей кажущуюся удельную плотность 0,3 или менее, путем использования пенообразующего агента, необходимо увеличить отношение вода/твердые материалы. В таком случае, является предпочтительным использование некристаллических материалов на основе кремния, в качестве части материала на основе кремния, для целей предотвращения седиментации твердых продуктов во время производства отвержденной формы и повышения скорости отверждения во время предварительного отверждения. В этом случае, однако, использование большого количества некристаллического материала на основе кремния имеет тот недостаток, что количество образующегося тоберморита понижается и понижается степень кристалличности тоберморита. Ввиду этого количество некристаллического материала на основе кремния в материале на основе кремния предпочтительно составляет от 5 до менее чем 50 мас.%, более предпочтительно от 5 до 40 мас.% по отношению к массе материала на основе кремния. "Отношение вода/твердые материалы" означает отношение массы воды к общей массе твердых материалов, где в том случае, когда, по меньшей мере, один из твердых материалов содержит кристаллизационную воду, масса кристаллизационной воды включается не в общую массу твердых материалов, а в массу воды. Количество, по меньшей мере, одного соединения, выбранного из группы, состоящей из сульфата алюминия и его гидрата, в водной суспензии, составляет от 0,09 до 10 мас.%, выраженном от количества Al2O3, по отношению к общей массе твердых материалов. Когда отношение вода/твердые материалы является меньшим, чем 0,95, количество, по меньшей мере, одного соединения, выбранного из группы, состоящей из сульфата алюминия и его гидрата, в водной суспензии, предпочтительно составляет от 0,09 до 3 мас.%, более предпочтительно от 0,12 до 2 мас.%. С другой стороны, когда отношение вода/твердые материалы составляет от 0,95 до менее чем 1,9, количество, по меньшей мере, одного соединения, выбранного из группы, состоящей из сульфата алюминия и его гидрата, в водной суспензии, предпочтительно составляет от 0,15 до 6 мас.%, более предпочтительно от 0,2 до 4 мас.%. В дополнение к этому, когда отношение вода/твердые материалы составляет 1,9 или более, количество, по меньшей мере, одного соединения, выбранного из группы, состоящей из сульфата алюминия и его гидрата, в водной суспензии, предпочтительно составляет от 0,2 до 10 мас.%, более предпочтительно от 0,25 до 6 мас.%. Когда количество, по меньшей мере, одного соединения, выбранного из группы, состоящей из сульфата алюминия и его гидрата, в водной суспензии, составляет менее чем 0,09 мас.%, эффект настоящего изобретения не может быть достигнут. С другой стороны, когда количество, по меньшей мере, одного соединения, выбранного из группы, состоящей из сульфата алюминия и его гидрата, в водной суспензии, составляет более чем 10 мас.%, вязкость водной суспензии становится слишком высокой, так что формуемость суспензии становится неудовлетворительной.
Выражение "сульфат алюминия" означает вещество, содержащее соединение, представленное формулой: Al2(SO4)3. Выражение "гидрат сульфата алюминия" означает продукт гидратирования сульфата алюминия. Примеры гидратов сульфата алюминия включают вещество, содержащее сульфат алюминия и кристаллизационную воду, такое как вещество, представленное формулой: Al2(SO4)3·17H2O. В настоящем изобретении, необходимо, чтобы количество Al2(SO4)3 в гидрате сульфата алюминия составляло 80 мас.% или более, по отношению к массе гидрата, где масса кристаллизационной воды исключается из массы гидрата. Каждое соединение из сульфата алюминия и его гидрата может быть использовано в форме порошка, раствора или суспензии.
Количество сульфатного соединения, иного, чем сульфат алюминия и его гидрат, в водной суспензии, составляет от 0,15 до 15 мас.%, предпочтительно от 0,2 до 10 мас.%, выраженном от количества SO3, по отношению к общей массе твердых материалов, где количество SO3 представляет собой сумму количества SO3,соответствующего, по меньшей мере, одному соединению, выбранному из группы, состоящей из сульфата алюминия и его гидрата, и количества SO3,соответствующего сульфатному соединению, иному, чем сульфат алюминия и его гидрата. Когда количество сульфатного соединения, иного, чем сульфат алюминия и его гидрат, в водной суспензии, является меньшим чем 0,15 мас.%, скорость отверждения предварительно отвержденной формы становится слишком малой. С другой стороны, когда количество сульфатного соединения, иного, чем сульфат алюминия и его гидрат, в водной суспензии, составляет более чем 15 мас.%, общее количество, по меньшей мере, одного соединения, выбранного из группы, состоящей из сульфата алюминия и его гидрата, и сульфатного соединения, иного, чем сульфат алюминия и его гидрат, становится слишком большим, так что содержание тоберморита в отвержденной форме силиката кальция понижается.
В настоящем изобретении не существует конкретных ограничений по отношению к сульфатному соединению, иному, чем сульфат алюминия и его гидрат, настолько, насколько сульфатное соединение содержит SO3 или SO4. Примеры таких сульфатных соединений включают: сернистую кислоту; серную кислоту; ангидрид гипса (CaSO4), гидраты гипса, такие как дигидрат гипса (CaSO4·2H2O) и хемигидрат гипса (CaSO4·1/2H2O); и сульфаты металлов. Примеры сульфатов металлов включают сульфаты щелочноземельных металлов, такие как сульфат магния; сульфаты щелочных металлов, такие как сульфит натрия, сульфит кальция, сульфат натрия и сульфат кальция; сульфат меди и сульфат серебра. Указанные выше сульфатные соединения могут быть использованы индивидуально или в сочетании друг с другом. Сульфатные соединения, иные, чем сульфат алюминия и его гидрат, используются для формирования большого количества тоберморита с высокой степенью кристалличности, тем самым, получается отвержденная форма, имеющая мелкодисперсные поры и однородное распределение диаметров пор. Из указанных выше сульфатных соединений дигидрат гипса является особенно предпочтительным, поскольку дигидрат гипса содержится в цементном материале, который используется в качестве одного из главных исходных материалов для производства отвержденной формы силиката кальция согласно настоящему изобретению.
В способе согласно настоящему изобретению использование, по меньшей мере, одного соединения, выбранного из группы, состоящей из сульфата алюминия и его гидрата, в сочетании с сульфатным соединением, иным, чем сульфат алюминия и его гидрат, имеет то преимущество, что седиментация твердого материала может быть предотвращена, и предварительное отверждение водной суспензии может быть ускорено, даже когда отношение вода/твердые материалы является высоким, так что полученная отвержденная форма силиката кальция демонстрирует улучшенную прочность и улучшенный модуль упругости. По этой причине использование, по меньшей мере, одного соединения, выбранного из группы, состоящей из сульфата алюминия и его гидрата, в сочетании с сульфатным соединением, иным, чем сульфат алюминия и его гидрат, является критичным для производства отвержденной формы силиката кальция согласно настоящему изобретению.
В способе для производства отвержденной формы силиката кальция согласно настоящему изобретению является предпочтительным, чтобы, по меньшей мере, одно соединение, выбранное из группы, состоящей из сульфата алюминия и его гидрата, другие твердые материалы и вода, смешивались вместе при 40-100° C в течение 10 минут или более, более предпочтительно в течение 30 минут или более, с тем, чтобы получить водную суспензию. Путем смешивания исходных материалов (включая воду и твердые материалы) при указанных выше условиях становится возможным не только предотвращение разделения твердой и жидкой фазы, даже когда отношение вода/твердые материалы достигает 5, но также и предварительное отверждение водной суспензии в форме для формования, в течение короткого периода времени, так что полученная предварительно отвержденная форма является достаточно твердой для того, чтобы ее можно было извлечь из формы для формования.
Является предпочтительным, чтобы водная суспензия имела отношение вода/твердые материалы в пределах от 0,67 до 5. Путем отверждения водной суспензии (имеющей отношение вода/твердые материалы в диапазоне от 0,67 до 5), самой по себе или в форме ее смеси с соответствующим количеством пенообразующего агента (такого как порошкообразный алюминий), становится возможным производство отвержденной формы силиката кальция, имеющей желаемую низкую кажущуюся удельную плотность и имеющей соответствующим образом контролируемое качество крупных ячеек.
В дополнение к этому, становится возможным путем использования сульфата алюминия и/или его гидрата в сочетании с указанной выше измельченной до мелкодисперсного состояния формой кристаллического массивного материала на основе кремния получение отвержденной формы силиката кальция, где диаметры пор для пор матрицы отвержденной формы силиката кальция доведены до минимума и где распределение диаметров пор является однородным. В такой отвержденной форме модуль упругости, прочность на сжатие и отношение прочности на сжатие к модулю упругости сильно улучшаются. Причина того, почему использование сульфата алюминия и/или его гидрата в сочетании с измельченной до мелкодисперсного состояния формой кристаллического массивного материала на основе кремния делает возможным получение превосходной отвержденной формы силиката кальция, является невыясненной, но предполагается, что благодаря использованию сульфата алюминия и/или его гидрата в сочетании с измельченной до мелкодисперсного состояния формой массивного материала на основе кремния состояние диспергирования и однородность водной суспензии улучшаются, может быть получено большое количество тоберморита с высокой степенью кристалличности, и диаметры полостей, которые формируются между матрицей и остающимся массивным материалом на основе кремния, могут быть сделаны малыми.
В настоящем изобретении, когда оно предназначается для получения отвержденной формы силиката кальция, которая не содержит достаточного количества ячеек, имеющих размер ячейки, больший, чем 200 мкм, твердые материалы (включающие материал на основе кремния, цементный материал, сульфатное соединение и известковый материал) смешиваются с водой, при отношении вода/твердые материалы от 0,77 до 5, с получением водной суспензии. Когда все это предназначается для получения указанной выше отвержденной формы силиката кальция, которая не содержит достаточного количества ячеек, имеющих размер ячейки, больший, чем 200 мкм, и которая, следовательно, демонстрирует высокую прочность, высокий модуль упругости и низкую кажущуюся удельную плотность, отношение вода/твердые материалы находится в пределах от 0,77 до 5, предпочтительно от 0,9 до 4, более предпочтительно от 1,2 до 3.
С другой стороны, когда все это предназначается для получения отвержденной формы силиката кальция, которая содержит достаточное количество ячеек, имеющих размер ячейки, больший, чем 200 мкм, является предпочтительным, чтобы твердые материалы и вода смешивались вместе при отношении вода/твердые материалы от 0,67 до 3,5, более предпочтительно от 0,85 до 3,3, еще более предпочтительно от 0,96 до 2,7, для получения водной суспензии, с последующим добавлением порошкообразного алюминия, в качестве пенообразующего агента, чтобы, тем самым, получить вспениваемую водную суспензию, и наливанием полученной вспениваемой водной суспензии в форму для формования. Порошкообразный алюминий используется в количестве от 0,002 до 0,8 мас.%, выраженном от массы твердого алюминия, по отношению к общей массе твердых материалов. Когда отношение вода/твердые материалы составляет меньше, чем 1,1, количество порошкообразного алюминия составляет предпочтительно от 0,002 до 0,15 мас.%, более предпочтительно от 0,003 до 0,1 мас.%. С другой стороны, когда отношение вода/твердые материалы составляет от 1,1 до менее чем 1,5, количество порошкообразного алюминия составляет предпочтительно от 0,005 до 0,2 мас.%, более предпочтительно от 0,008 до 0,15 мас.%. В дополнение к этому, когда отношение вода/твердые материалы составляет от 1,5 до менее чем 2,2, количество порошкообразного алюминия составляет предпочтительно от 0,008 до 0,3 мас.%, более предпочтительно от 0,015 до 0,2 мас.%. Кроме того, когда отношение вода/твердые материалы составляет 2,2 или более, количество порошкообразного алюминия составляет предпочтительно от 0,02 до 0,6 мас.%, более предпочтительно от 0,03 до 0,4 мас.%. Не существует каких-либо конкретных ограничений по отношению к форме порошкообразного алюминия, когда порошкообразный алюминий добавляется к водной суспензии. Порошкообразный алюминий может быть добавлен в той форме, в которой порошкообразный алюминий, как правило, используется при производстве ALC. Например, порошкообразный алюминий, как таковой, может быть добавлен к водной суспензии. Альтернативно, порошкообразный алюминий может быть добавлен к водной суспензии в форме алюминиевой суспензии, которую получают путем смешивания порошкообразного алюминия с частью воды, используемой в качестве исходного материала. В дополнение к этому, порошкообразный алюминий может быть добавлен к водной суспензии в форме алюминиевой пасты, которая используется для производства облегченного автоклавного бетона (смотри патент США №4318270). Количество порошкообразного алюминия как пенообразующего агента определяется, принимая во внимание отношение вода/твердые материалы в водной суспензии и желаемую кажущуюся удельную плотность отвержденной формы. Формирование пены в водной суспензии может быть проделано с помощью способа, в котором порошкообразный алюминий не используется. Предпочтительные примеры таких способов включают обычный способ предварительного пенообразования, в котором воздух вводится в пенообразующий агент для предварительного пенообразования или в его водный раствор, для формирования пены, с последующим смешиванием пены с водной суспензией (смотри описание выложенной заявки на патент Японии № Sho 63-295487), и способ, в котором пенообразующий агент для предварительного пенообразования смешивается с водной суспензией и пену в полученной суспензии формируют посредством устройства для предварительного пенообразования. Тип пенообразующего агента для предварительного пенообразования специально не ограничивается, и может быть использован обычный пенообразующий агент для предварительного пенообразования, используемый в данной области. Примеры пенообразующих агентов для предварительного пенообразования включают пенообразующий агент для предварительного пенообразования типа синтетического поверхностно-активного вещества, пенообразующий агент для предварительного пенообразования типа смоляного мыла и пенообразующий агент для предварительного пенообразования типа гидролизного белка.
В водной суспензии, которая впервые обеспечена в способе согласно настоящему изобретению, молярное отношение CaO/SiO2 составляет от 0,5 до 1,5, предпочтительно от 0,6 до 1,3, более предпочтительно от 0,65 до 1,1. Когда молярное отношение CaO/SiO2 составляет более чем 1,5, с высокой вероятностью могут появиться неудобства, когда количество материала на основе кремния становится недостаточным для формирования тоберморита, так что не только заметно понижается количество полученного тоберморита, но также и не может формироваться тоберморит с высокой степенью кристалличности. С другой стороны, когда молярное отношение CaO/SiO2 составляет менее чем 0,5, количество материала на основе кремния является удовлетворительным, но большое количество материала на основе кремния остается непрореагировавшим, так что количество полученного тоберморита понижается.
Что касается температуры, при которой твердые материалы и вода смешиваются вместе, для получения водной суспензии, не существует каких-либо конкретных ограничений. Однако необходимо заметить, что если из-за смешивания начальное гидратирование цементного материала и взаимодействие материала на основе кремния с известковым начинается перед наливанием водной суспензии в форму для формования, тогда может эффективно осуществляться предварительное отверждение водной суспензии после ее сливания в форму для формования. Когда температура смешивания является слишком низкой, начальное гидратирование цементного материала и взаимодействие материала на основе кремния с известковым материалом не происходит до удовлетворительной степени, так что скорость предварительного отверждения водной суспензии после сливания суспензии в форму для формования является неудовлетворительно низкой. Ввиду этого является предпочтительным, чтобы температура непосредственно после смешивания твердых материалов с водой составляла от 40 до 100° C, более предпочтительно от 50 до 100° C. Что касается времени смешивания, для получения водной суспензии, не существует каких-либо конкретных ограничений. Однако когда время смешивания является слишком коротким, является невозможным получение однородной водной суспензии, в которой каждый из твердых материалов диспергируется удовлетворительным образом, и ни начальное гидратирование цементного материала, ни взаимодействие этого материала на основе кремния с известковым материалом не происходит до удовлетворительной степени. С другой стороны, когда время смешивания является слишком большим, начальное гидратирование цементного материала и взаимодействие материала на основе кремния с известковым материалом заходит слишком далеко, так что скорость предварительного отверждения водной суспензии является неудовлетворительно низкой. Ввиду этого время смешивания предпочтительно составляет от 10 минут до менее чем 5 часов, более предпочтительно от 30 минут до менее чем 3 часов.
Более того, когда все количество известкового материала смешивается за один раз с материалом на основе кремния и цементным материалом, возможно, что известковый материал понижает начальную скорость гидратирования цементного материала. По этой причине, когда намереваются ускорить предварительное отверждение водной суспензии, после ее сливания в форму для формования, является предпочтительным, чтобы водная суспензия, которая должна создаваться в способе согласно настоящему изобретению, была приготовлена с помощью способа, включающего стадии: (1) смешивания воды с твердыми материалами, иными, чем известковый материал, для получения смеси, где смешивание осуществляется при температуре от 40 до 100° C, в течение от 10 минут до менее чем 5 часов; (2) добавления известкового материала к смеси, полученной на стадии (1), с последующим смешиванием при температуре от 40 до 100° C, в течение от 30 секунд до менее чем 1 часа. Полученную водную суспензию выливают в форму для формования. На стадии (1) указанного выше способа, вместо использования всего количества известкового материала, может быть использована некоторая часть известкового материала. В этом случае остаток известкового материала используется на стадии (2). Далее, загрузка исходных материалов на стадии (1) упоминается как "первичная загрузка", а загрузка исходных материалов на стадии (2) упоминается как "вторичная загрузка".
Использование сульфатного соединения, иного, чем сульфат алюминия и его гидрат, является эффективным не только в том отношении, что может быть предотвращена седиментация твердого материала, но также и в том, что может быть ускорено предварительное отверждение водной суспензии. Эффект предотвращения седиментации твердого материала является заметным, когда сульфатное соединение, иное, чем сульфат алюминия и его гидрат, смешивается с другими твердыми материалами и водой при 40° C или выше, в течение 10 минут или более, на указанной выше стадии (1). С другой стороны, эффект ускорения предварительного отверждения водной суспензии (это предварительное отверждение осуществляется после стадии (2)) является заметным, когда добавляется некоторая часть или все количество сульфатного соединения, иного, чем сульфат алюминия и его гидрат, с последующим смешиванием при 40° C или выше, в течение 30 секунд или более, на указанной выше стадии (2).
Когда отношение вода/твердые материалы является высоким (в особенности, когда отношение вода/твердые материалы составляет 2 или более), является предпочтительным, с точки зрения предотвращения седиментации твердого материала, чтобы сульфатное соединение, иное, чем сульфат алюминия и его гидрат, добавлялось к другим твердым материалам и воде, на указанной выше стадии (1). С другой стороны, когда отношение вода/твердые материалы является низким, является предпочтительным, чтобы сульфатное соединение, иное, чем сульфат алюминия и его гидрат, добавлялось на указанной выше стадии (2).
Использование, по меньшей мере, одного соединения, выбранного из группы, состоящей из сульфата алюминия и его гидрата, является эффективным также и для предотвращения седиментации твердого материала, и ускорения предварительного отверждения водной суспензии. Для достижения таких эффектов является предпочтительным, чтобы, по меньшей мере, одно соединение, выбранное из группы, состоящей из сульфата алюминия и его гидрата, смешивалось с другими твердыми материалами и водой, на указанной выше стадии (1), при температуре от 40 до 100° C, в течение от 10 минут до менее чем 5 часов.
Из указанного выше ясно, что по отношению к каждому компоненту из известкового материала, по меньшей мере, одному соединению, выбранному из группы, состоящей из сульфата алюминия и его гидрата, и сульфатного соединения, иного чем сульфат алюминия и его гидрат, эффект, достигаемый при их использовании, изменяется, в зависимости от того, используется ли материал на стадии (1) (то есть при первичной загрузке) или на стадии (2) (то есть при вторичной загрузке). Тот факт, что материал загружается в полном количестве за один раз или загружается порциями, за несколько раз, определяется, принимая во внимание отношение вода/твердые материалы, условия смешивания (температуру смешивания, время смешивания, и тому подобное), используемый способ и тому подобное.
Когда сульфатное соединение, иное, чем сульфат алюминия и его гидрат, и известковый материал используются при вторичной загрузке, не существует каких-либо конкретных ограничений по отношению к температуре, при которой эти материалы смешиваются со смесью, полученной на указанной выше стадии (1). Однако когда температура смешивания является слишком низкой, скорость предварительного отверждения водной суспензии после стадии (2) понижается. По этой причине является предпочтительным, чтобы температура непосредственно после добавления двух указанных выше материалов к смеси, полученной на стадии (1), составляла от 40 до 100° C. Подобным же образом, не существует каких-либо конкретных ограничений по отношению к периоду времени (времени смешивания), в течение которого два указанных выше материала смешиваются вместе со смесью, полученной на стадии (1). Однако когда время смешивания является слишком коротким, становится невозможным получение водной суспензии, в которой твердые материалы диспергированы однородно. С другой стороны, когда время смешивания является слишком длинным, скорость предварительного отверждения водной суспензии понижается. По этой причине время смешивания составляет предпочтительно от 30 секунд до менее чем 1 часа, более предпочтительно от 1 минуты до менее чем 10 минут.
Твердые материалы и вода могут быть смешаны вместе посредством смесителя, который является коммерчески доступным. Из таких смесителей является предпочтительным использование смесителя, снабженного лопастями с высокой скоростью вращения, используемого для строительного раствора низкой вязкости, такого как лопастная мешалка, снабженная ограничительной пластиной. Смешивание твердых материалов с водой может быть осуществлено, например, с помощью способа, использующего указанный выше смеситель, имеющий лопасти с высокой скоростью вращения, пригодный для строительного раствора низкой вязкости. В частности, твердые материалы добавляются, в этом способе к воде, нагретой до 60° C, для получения смеси, и смесь перемешивается в сосуде с использованием указанного выше смесителя при 60° C, при атмосферном давлении, в течение 2 часов. Что касается скорости вращения смесителя, не существует каких-либо конкретных ограничений. Однако когда скорость вращения смесителя является слишком низкой, с большой вероятностью будет происходить седиментация твердого материала. По этой причине скорость вращения смесителя, как правило, составляет от 100 до 2500 об/мин. Смешивание твердых материалов с водой может осуществляться на воздухе или в атмосфере инертного газа, такого как азот. Однако с точки зрения простоты работы является предпочтительным, чтобы смешивание осуществлялось на воздухе. В дополнение к этому, является предпочтительным, чтобы после указанной выше стадии (2) дополнительное перемешивание осуществлялось при пониженном давлении, в течение короткого периода времени (например, в течение приблизительно 1-5 минут), тем самым, понижая количество пены, формирующейся во время перемешивания смеси. В этом случае является предпочтительным, чтобы общая величина времени смешивания на стадии (2) и времени смешивания после стадии (2), при пониженном давлении, была меньшей, чем 1 час, более предпочтительно 10 минут или менее.
В способе согласно настоящему изобретению может быть использована любая добавка, которая не ухудшает свойства отвержденной формы силиката кальция. Примеры добавок включают: легкие органические массивные материалы, такие как древесная масса, шарики из вспененного стирола и органические полые микросферы; неорганические легкие массивные материалы, такие как перлит и силастиковые полые сферы; загущающие агенты, такие как метилцеллюлоза и полиакриловая кислота; дисперсанты, которые, как правило, используются в цементном материале, такие как агент для понижения содержания воды и высокопроизводительный агент для понижения содержания воды; карбонатные соединения, такие как карбонат кальция и доломит; агенты для ускорения отверждения, такие как силикат натрия; замедлители отверждения, которые, как правило, используются в цементном материале, такие как лигнин сульфоновая кислота и глюконат; и замедлители пенообразования, такие как фосфорная кислота. Добавка может быть использована в количестве, которое обычно используется в данной области. Добавка должна быть добавлена одновременно с добавлением исходных материалов. Альтернативно, добавка может быть добавлена после указанной выше стадии (2), то есть после завершения смешивания всех исходных материалов. Если время смешивания для добавки является слишком коротким, водная суспензия, в которой однородно диспергирована добавка, не может быть получена. С другой стороны, когда время смешивания является слишком длинным, общее время смешивания на всех стадиях становится неудовлетворительно длинным. Ввиду этого является предпочтительным, чтобы время смешивания составляло от 1 до 5 минут.
Из указанных выше добавок древесная масса является предпочтительной, поскольку древесная масса является дешевой и не очень портится при автоклавной обработке. Примеры древесной массы включают природную древесную массу и древесную массу из рециклированной бумаги, каждая из которых может быть произведена из широколиственных деревьев или хвойных деревьев. Древесная масса может эффективно использоваться в качестве загущающего агента, стабилизатора дисперсии или агента для понижения усадки при отверждении (который используется во время предварительного отверждения водной суспензии). Мелкодисперсная древесная масса является предпочтительной по следующим причинам. Мелкодисперсная древесная масса может предотвращать седиментацию твердого материала, когда отношение вода/твердые материалы является высоким; мелкодисперсная древесная масса может придавать соответствующую вязкость водной суспензии; мелкодисперсная древесная масса может подавлять появление трещин во время предварительного отверждения и последующей автоклавной обработки водной суспензии; и мелкодисперсная древесная масса может улучшить не только формуемость водной суспензии, но также и прочность отвержденной формы силиката кальция. Примеры мелкодисперсных древесных масс включают коммерчески доступную мелкодисперсную древесную массу, сухой мелкодисперсный продукт и мелкодисперсную древесную массу, полученную путем гомогенизации суспензии древесной массы посредством гомогенизатора высокого давления. Содержание древесной массы в отвержденной форме силиката кальция предпочтительно составляет от 0,1 до 3,0 мас.%, более предпочтительно 0,2 до 2,0 мас.%. Когда содержание древесной массы является меньшим, чем 0,1 мас.%, указанные выше эффекты не достигаются. С другой стороны, когда содержание древесной массы составляет более чем 3,0 мас.%, вязкость водной суспензии заметно повышается, когда древесная масса добавляется к водной суспензии, тем самым, вызывая не только дефектную заливку водной суспензии в форму для формования, но также и пенообразование.
Водная суспензия, полученная путем смешивания исходных материалов, сливается в форму для формования и предварительно отверждается, с последующей автоклавной обработкой. Если это желательно, вещество гидрофобизирующей добавки или армирующее волокно могут быть включены в водную суспензию перед наливанием водной суспензии в форму для формования. Если это желательно, в форме для формования может находиться армирующий железный стержень или армирующая проволочная сетка, размещенная в ней. В этом случае, является предпочтительным, чтобы указанный выше армирующий железный стержень или армирующая проволочная сетка подвергались обработке для защиты от ржавления. Водная суспензия в форме для формования предварительно отверждается либо с помощью генерируемого в ней экзотермического тепла водной суспензии, либо путем нагрева водной суспензии извне. Является предпочтительным, чтобы предварительное отверждение водной суспензии осуществлялось при 40-100° C, в течение от 1 до 48 часов. В качестве формы для формования может быть использована камера автоклава или емкость автоклава. Является предпочтительным, чтобы предварительное отверждение водной суспензии осуществлялось с одновременным подавлением испарения воды в водной суспензии. В дополнение к этому, предварительное отверждение может быть осуществлено путем нагрева формы для формования, с одновременным предотвращением испарения воды, со стороны верхней поверхности формы для формования. С помощью предварительного отверждения водной суспензии получается предварительно отвержденная форма. Полученная предварительно отвержденная форма подвергается автоклавной обработке при высокой температуре и высоком давлении, посредством автоклава. Если это желательно, перед автоклавной обработкой предварительно отвержденной формы, предварительно отвержденная форма обрезается до желаемой формы. Обрезка предварительно отвержденной формы может осуществляться с помощью любого обычного способа, который, как правило, используется при производстве облегченного автоклавного бетона. Примеры таких обычных способов включают способ с использованием проволоки. Для повышения эффективности автоклавной обработки является предпочтительным, чтобы автоклавная обработка осуществлялась после извлечения предварительно отвержденной формы из формы для формования. Является предпочтительным, чтобы автоклавная обработка предварительно отвержденной формы осуществлялась при температуре от 160° C (давление в датчике: приблизительно 5,3 кгс/см2) до 220° C (давление в датчике: приблизительно 22,6 кгс/см2). Отвержденную форму, полученную с помощью автоклавной обработки предварительно отвержденной формы, сушат, при этом получая отвержденную форму силиката кальция согласно настоящему изобретению в сухом виде.
В настоящем изобретении, вещество гидрофобизирующей добавки может быть добавлено к водной суспензии перед ее наливанием в форму для формования, к предварительно отвержденной форме или к отвержденной форме силиката кальция, который подвергается автоклавной обработке. Содержание вещества гидрофобизирующей добавки в отвержденной форме предпочтительно составляет от 0,1 до 3 мас.%, более предпочтительно 0,5 до 2 мас.%. Когда вещество гидрофобизирующей добавки добавляется к водной суспензии, является предпочтительным, чтобы вещество гидрофобизирующей добавки добавлялось само по себе. С другой стороны, когда вещество гидрофобизирующей добавки добавляется к предварительно отвержденной форме или к отвержденной форме, которая подвергнута автоклавной обработке, является предпочтительным, чтобы добавление вещества гидрофобизирующей добавки осуществлялось путем измельчения или чего-либо подобного, с последующей тепловой обработкой, такой как сушка. Когда предполагается сделать такую отвержденную форму, чтобы она проявляла гидрофобные свойства по всему внутреннему пространству отвержденной формы, является предпочтительным, чтобы вещество гидрофобизирующей добавки добавлялось к водной суспензии.
Наилучший способ для осуществления изобретения
Ниже настоящее изобретение будет описываться более подробно со ссылками на следующие далее примеры и сравнительные примеры, которые не должны рассматриваться как ограничивающие объем настоящего изобретения.
В следующих далее примерах и сравнительных примерах различные измерения и анализы осуществляются с помощью следующих способов.
[Прочность на изгиб и прочность на сжатие]
Отвержденная форма силиката кальция, которая была подвергнута автоклавной обработке, помещается в емкость при постоянной температуре, постоянной влажности, в которой температура и относительная влажность (ОВ) поддерживаются при 20° C и 60% соответственно. Условия для отвержденной формы силиката кальция устанавливаются таким образом, что содержание воды в отвержденной форме становится равным 10±2%, по отношению к массе отвержденной формы в абсолютно сухом состоянии. Эта отвержденная форма, имеющая содержание воды 10±2%, используется в качестве образца для измерения прочности на изгиб и прочности на сжатие. Исследования для измерения прочности на изгиб и прочности на сжатие отвержденной формы силиката кальция осуществляют в соответствии с JIS R 5201. Конкретно, образец, имеющий размер 40 мм × 40 мм × 160 мм подвергается исследованию на прочность на изгиб, где расстояние между креплениями составляет 100 мм. При осуществлении исследования прочности на изгиб образец разделяется на два для получения двух образцов, каждый из которых имеет половинный размер образца до исследования прочности на изгиб. Используя один из двух полученных образцов, прочность на сжатие измеряют следующим образом. Измеряется максимальная нагрузка, которую может выдержать образец, при этом нагрузка помещается на поверхность 40 мм × 40 мм полученного образца. Полученное значение максимальной нагрузки определяется как прочность на сжатие отвержденной формы. Когда образцы в форме плиток (то есть формованные изделия из отвержденной формы силиката кальция, полученные с помощью способа дегидратационного формования или получения листа бумаги) имеют толщину меньше, чем 40 мм, множество таких образцов, имеющих толщину, меньшую, чем 40 мм, соединяют вместе, с использованием адгезива, с получением склейки отвержденной формы, с последующим вырезанием из склейки куба, имеющего размер 40 мм × 40 мм × 40 мм, этот куб используется в качестве образца для измерения прочности на сжатие. В этом случае прочность на сжатие измеряется, по меньшей мере, в трех различных направлениях, которые перпендикулярны друг другу, и средние значения, по меньшей мере, по трем полученным значениям прочности на сжатие определяются как прочность на сжатие отвержденной формы силиката кальция.
[Динамический модуль упругости]
Динамический модуль упругости измеряется в соответствии с JIS A-1127, который предписывает способ измерения динамического модуля упругости бетона с использованием резонансных колебаний. Для измерения динамического модуля упругости используется образец отвержденной формы силиката кальция, при этом образец имеет такую же форму и содержание воды, как и образец, используемый при исследовании прочности на изгиб. Продольные колебания образца измеряются посредством тестера динамического модуля Юнга автоматически сканирующего типа на основе ПК (MODEL MIN-011-0-08; производится и продается Marui & Co., Ltd., Japan). По основной резонансной частоте продольных колебаний вычисляется динамический модуль образца. Вычисленное значение динамического модуля определяется как динамический модуль упругости отвержденной формы силиката кальция.
[Ударная вязкость]
Отвержденную форму силиката кальция, которая подвергнута автоклавной обработке, помещают в емкость при постоянной температуре, постоянной влажности, в котором температура и относительная влажность (ОВ) поддерживаются при 20° C и 60% соответственно. Условия для отвержденной формы силиката кальция устанавливаются таким образом, что содержание воды в отвержденной форме становится равным 10±2% по отношению к массе отвержденной формы в абсолютно сухом состоянии. Эта отвержденная форма, имеющая содержание воды 10±2%, используется для измерения ударной вязкости. Ударная вязкость измеряется в соответствии с ударным испытанием Charpy, посредством цифрового ударного тестера (товарный знак: DG-UG; производится и продается Toyo Seiki Seisaku-sho, Ltd., Japan). Неразрезанный образец, имеющий размеры 10 мм × 10 мм × 100 мм, закрепляют на обоих его концах, с промежутком в 60 мм. Ударная вязкость измеряется при условиях, где молоток имеет вес (энергию) 1 Дж и момент 0,357 нм; расстояние между центром оси вращения молотка и точкой удара равно 23,0 см; начальный угол молотка составляет 150° ; и период качания равен 0,969 секунды. Вес молотка означает потенциальную энергию, которой обладает молоток, когда молоток удерживается в верхнем положении, чтобы повернуться затем вниз к образцу.
[Твердость предварительно отвержденной формы силиката кальция]
Что касается предварительно отвержденной формы силиката кальция, который предварительно отверждался в течение 5 часов в форме для формования, его твердость измеряется посредством тестера твердости почвы Yamanaka (No.351: стандартный тип), производимого в Японии. Твердость измеряется в трех различных точках на поверхности отвержденной формы силиката кальция, эта поверхность не находилась в контакте с формой для формования, при этом все три точки удалены друг от друга на 3 см или более. Среднее значение из трех полученных значений твердости определяется как твердость предварительно отвержденной формы силиката кальция.
[Кажущаяся удельная плотность]
Из отвержденной формы силиката кальция, который подвергался автоклавной обработке, получают образец, имеющий такой же размер, как и образец отвержденной формы силиката кальция, используемый для исследования прочности на изгиб, рассмотренной выше. Этот образец сушат при 105° C, в течение 24 часов, а затем измеряют массу и размеры (объем) образца. Из полученных значений массы и объема образца вычисляется кажущаяся удельная плотность образца.
[Наблюдение диаметра ячейки]
Поперечное сечение образца, который был использован для исследования прочности на изгиб, рассмотренного выше (где поперечное сечение получается путем разделения образца на два в исследовании прочности на изгиб), наблюдается посредством стереоскопического микроскопа (товарный знак: SZ; производится и продается Olympus Optical Co., Ltd., Japan) при увеличении × 40, и подсчитывается количество ячеек, имеющих размер ячейки, больший чем 200 мкм (по длине длинной оси поперечного сечения каждой из ячеек), в 10 мм квадрате на поперечном сечении. Наблюдение и отсчет осуществляется по отношению к пяти различным 10 мм квадратам на поперечном сечении. Среднее значение для пяти полученных значений количества ячеек определяется как количество ячеек.
[Ртутная порометрия: логарифмическая ширина на 1/4 высоты и отношение объема пор]
Свойства пористости и распределения диаметров пор отвержденной формы силиката кальция могут измеряться с помощью ртутной порометрии. Площадь поверхности отвержденной формы силиката кальция также может измеряться с помощью ртутной порометрии. В этом способе образец помещают в вакуумную камеру, содержащую ртуть, и давление прикладывается извне вакуумной камеры, тем самым, ртуть нагнетается в поры в образце. Количество ртути, нагнетаемой в поры, регистрируется как функция от приложенного давления. На основе этих данных может быть вычислен общий объем пор в образце и получены свойства распределения диаметров пор в образце.
Отвержденная форма силиката кальция, который подвергнут автоклавной обработке, измельчается. Измельченную отвержденную форму силиката кальция классифицируют, собирая частицы с размером от 2 до 4 мм. Частицы сушат при 105° C, в течение 24 часов, с получением образца отвержденной формы силиката кальция, используемого для ртутной порометрии. Распределение диаметров пор образца измеряется с помощью ртутной порометрии, посредством устройства для измерения распределения диаметров пор (товарный знак: Pore Sizer 9320; производится и продается Micromeritics Instrument Corporation, U.S.A.). Значение приложенного давления преобразуется в диаметр пор, в предположении, что контактный угол между ртутью и образцом составляет 130° и что поверхностное натяжение ртути равно 484 дин/см.
Строится график зависимости кумулятивного объема пор от диаметра пор с получением кумулятивной кривой распределения диаметров пор. Кумулятивная кривая распределения пор дифференцируется с получением дифференциальной кривой распределения размеров пор. Логарифмическая ширина распределения диаметров пор на высоте 1/4 от высоты максимального пика дифференциальной кривой распределения размеров пор (далее эта логарифмическая ширина часто упоминается для простоты как "логарифмическая ширина на 1/4 от высоты") определяется следующим образом: когда существуют два диаметра пор, которые соответствуют 1/4 от высоты максимального пика, больший диаметр пор определяется как A2 и меньший диаметр пор определяется как A1. Логарифмическая ширина на 1/4 от высоты определяется как разница между десятичным логарифмом A2 и десятичным логарифмом A1 (такие случаи показаны на фигурах 2(A) и 2(B)). Когда существуют более чем два диаметра пор, которые соответствуют 1/4 от высоты максимального пика, самый большой диаметр пор определяется как A2 и самый маленький диаметр пор определяется как A1. Логарифмическая ширина на 1/4 от высоты определяется как разница между десятичным логарифмом A2 и десятичным логарифмом A1 (такой случай показан на фиг.2(C)).
Что касается пор, имеющих диаметры пор в диапазоне 0,1 мкм или менее, количество таких пор выражается в процентах от общего объема пор, имеющих диаметры пор в диапазоне 0,1 мкм или менее, по отношению к общему объему пор, имеющих диаметры пор в пределах от 6 нм до 360 мкм.
[Удельная площадь поверхности, измеряемая с помощью поглощения азота]
Высушенный образец, полученный по существу таким же способом, как и в случае рассмотренной выше ртутной порометрии, дополнительно сушится в условиях вакуума, при 70° C, в течение 3 часов, тем самым, получается образец для измерений. Удельная площадь поверхности полученного образца измеряется с помощью способа адсорбции БЭТ (способ изотермы адсорбции Брунауэра-Эммета-Теллера), посредством устройства для измерения удельной площади поверхности (товарный знак: Autosorb 1-MP; производится и продается Quantachrome Instruments, U.S.A.). Измерения осуществляются по отношению к шести различным участкам образца.
[Удельная площадь поверхности, измеряемая с помощью способа проницаемости по Блэйну]
Удельная площадь поверхности измеряется в соответствии с исследованием (для измерения удельной площади поверхности), которое предписывается в JIS R 5201, который предписывает исследования для измерения различных свойств цемента.
[Дифракция рентгеновских лучей на порошке: измерения Ia и Ib]
По существу такой же образец, как используется в рассмотренном выше исследовании прочности на изгиб, измельчают посредством мельницы, с получением образца для дифракции рентгеновских лучей на порошке. Указанную выше интенсивность дифракционного пика Ib и минимальную интенсивность дифракции Ia измеряют посредством устройства для дифракции рентгеновских лучей (товарный знак: RINT 2000; производится и продается Rigaku Corporation, Japan) по отношению к линии Kα Cu. Измерение осуществляется при условиях, где ускоряющее напряжение равно 40 кВ, ускоряющий ток равен 200 мА, ширина щели для приемных щелей для света равна 0,15 мм, скорость сканирования равна 4°/мин, и с интервалом 0,02° . Дифрагирующие рентгеновские лучи регистрируются после выделения их с помощью графитового монохроматора.
Ia определяется как минимальная интенсивность дифракции, наблюдаемая в диапазоне углов дифракции между двумя дифракционными пиками, приписываемыми соответственно плоскости (220) и плоскости (222) тоберморита, где интенсивность включает интенсивность фона. Ib определяется как интенсивность дифракционного пика, приписываемого плоскости (220) тоберморита, где интенсивность включает интенсивность фона. Как показано на фигурах 1(A) и (B), дифракционные лучи, приписываемые плоскости (220) и плоскости (222) тоберморита, представляют собой дифракционные лучи, имеющие углы дифракции примерно 29,5° и примерно 28,9° (2θ ) соответственно.
[Дифракция рентгеновских лучей на порошке: измерения I(002) и I(220)]
Используемый образец и условия измерения являются по существу такими же, как и в рассмотренных выше измерениях Ia и Ib. I(002) представляет собой истинную интенсивность дифракции, полученную с помощью линейной аппроксимации фона вокруг углов дифракции от 6 до 9° (2θ ) (смотри фиг.3). Подобным же образом, I(220) представляет собой истинную интенсивность дифракции, полученную путем линейной аппроксимации фона вокруг углов дифракции от 20 до 40° (2θ ). Как показано на фиг.3, дифракционный луч, приписываемый плоскости (002) тоберморита, представляет собой дифракционный луч, имеющий угол дифракции примерно 7,7° (2θ ).
[Прочность панели на изгиб]
Исследование прочности на изгиб осуществляется в соответствии с "исследованием прочности на изгиб для панели из облегченного автоклавного бетона (9,5 panel)", предписанным в JIS A 5416, при условиях, когда L=1900 мм. Из исследования прочности панели на изгиб получают кривую нагрузка/смещение центрального участка. На кривой нагрузка/смещение центрального участка нагрузка (W), соответствующая первой точке перегиба, определяется как начальная нагрузка трещинообразования, а смещение (δ ) центрального участка, соответствующее первой точке перегиба, определяется как начальное отклонение трещинообразования. Жесткость панели дается формулой: (11× W× L3)/(768× δ ). Исследование прочности на изгиб продолжают до тех пор, пока панель не разрушается. Разрушающая нагрузка определяется как максимальная нагрузка на кривой нагрузка/смещение центрального участка.
[Исследование импульсной характеристики для панели]
Кусок панели просто поддерживается двумя опорами с промежутком 1800 мм. В точке вблизи центра панели, прикладывается один импульс стандартной тяжелой динамической нагрузки, определенной в пункте (1) для свойств импульсной силы, предписанной в appendix 2, JIS A 1418-2 (способ для измерения импульсной характеристики звуковой изоляции потолочных перекрытий зданий; часть 2: способ, использующий стандартный источник тяжелой динамической нагрузки). Вертикальное смещение под точкой удара измеряется с использованием бесконтактного емкостного измерителя смещения до тех пор, пока смещение не перестанет наблюдаться. По результатам измерения получают кривую импульсной характеристики. Характеристику вынужденного смещения, половинное время жизни амплитуды (то есть период от момента времени, в который смещение достигает максимального значения, до момента времени, в который смещение уменьшается до половины максимального значения) и резонансную частоту получают из кривой импульсной характеристики.
[Одностороннее поглощение воды]
Получают образец отвержденной формы силиката кальция, который подвергался автоклавной обработке и имеет размеры 40 мм × 40 мм × 160 мм, где образец высушен в емкости, при постоянной температуре, постоянной влажности, в которой температура и относительная влажность (ОВ) поддерживаются при 20° C и 60% соответственно до тех пор, пока масса образца не достигнет равновесной массы. Образец используется для измерения одностороннего поглощения воды. Образец погружают в воду, имеющую температуру 20° C, при этом, поддерживая поверхность 40 мм × 40 мм образца вверху, так что поверхность воды находится на 1 см выше нижней поверхности образца. Через один день и через одну неделю после погружения образца в воду измеряется масса образца. Одностороннее поглощение воды определяется как процент массы воды, поглощенной образцом отвержденной формы, по отношению к массе образца до его погружения в воду.
[Стабильность размеров]
Получают образец отвержденной формы силиката кальция, который подвергался автоклавной обработке и имеет размеры 40 мм × 40 мм × 160 мм, где образец высушен в емкости, при постоянной температуре, постоянной влажности, в которой температура и относительная влажность (ОВ) поддерживаются при 20° C и 60% соответственно до тех пор, пока масса образца не достигнет равновесной массы. Образец используется для измерения деформации. К образцу прикрепляют датчик деформации (товарный знак: KFW-5-120-C1-11 L5M3R; производится и продается Kyowa Electronic Instruments Co., Ltd., Japan). Образец погружают в воду, при этом поддерживая поверхность 40 мм × 160 мм образца вверху, так что поверхность воды находится на 3 см выше верхней части образца, тем самым, давая возможность образцу для поглощения воды на каждой поверхности образца. Через один день и через одну неделю после начала исследования (то есть от погружения образца в воду) измеряется величина деформации датчика деформации. Из полученного значения величины деформации для датчика деформации вычисляется величина деформации образца отвержденной формы на 1 м.
[Усадка при карбонизации]
В качестве показателя долговременной износостойкости отвержденной формы силиката кальция измеряется усадка отвержденной формы при ускоренной реакции карбонизации. Отвержденная форма силиката кальция, которая подвергалась автоклавной обработке и имеет размеры 20 мм × 40 мм × 160 мм, высушенная в емкости, при постоянной температуре, постоянной влажности, в которой температура и относительная влажность (ОВ) поддерживаются при 20° C и 60% соответственно до тех пор, пока масса образца не достигнет равновесной массы. Полученная отвержденная форма силиката кальция вводится в камеру для исследования ускоренной нейтрализации (то есть в камеру для исследования ускоренной карбонизации) (товарный знак: ASAHI-LUNAIRE; производится и продается by ASAHI KAGAKU CO., LTD., Japan), в которой температура, относительная влажность и концентрация газообразной двуокиси углерода поддерживаются при 20° C, 60% и 10% объемных соответственно. Через три дня, семь дней и четырнадцать дней после помещения отвержденной формы в камеру для исследования карбонизации измерение длины датчика (изначально 150 мм) производится посредством микроскопа, и усадка, связанная с карбонизацией, вычисляется с помощью следующей формулы:
Усадка (%)=100× (L0-L1)/L0
где:
L0: длина образца в начале исследования нейтрализации (то есть когда происходит помещение отвержденной формы в камеру для исследования карбонизации); и
L1: длина образца на третий, седьмой или четырнадцатый день после начала исследования нейтрализации (то есть после помещения отвержденной формы в камеру для исследования карбонизации).
[Исследование прочности удерживания гвоздей]
Отвержденная форма силиката кальция, которая подвергалась автоклавной обработке, помещается в емкость при постоянной температуре, постоянной влажности, в которой температура и относительная влажность (ОВ) поддерживаются при 20° C и 60% соответственно. Отвержденная форма силиката кальция сушится таким образом, что содержание воды в отвержденной форме становится равным 10±2%, в мас. процентах воды в отвержденной форме, по отношению к массе отвержденной формы в абсолютно сухом состоянии. Из этой отвержденной формы, имеющей содержание воды 10±2%, получают образец, имеющий размеры 180 мм × 180 мм × 50 мм. В центральной части образца формируют, посредством дрели, базовое отверстие, имеющее размер 3,0 мм в диаметре и глубину 25 мм. Затем шуруп для дерева с плоской головкой (товарный знак: 4-020-04145; производится и продается Yahata Neji Corporation, Japan) закручивают вручную в отверстие, на глубину 30 мм. Прочность при извлечении измеряется посредством тестера для измерения прочности при извлечении (производится и продается YAMAMOTO KOJYUKI CO., LTD., Japan; максимальная нагрузка: 1,5 т; длина перемещения: 10 мм), в соответствии с инструкцией Architectural Research Institute, Ministry of Construction. Результаты исследования прочности при извлечении классифицируются в две категории. То есть, когда прочность удерживания гвоздя для образца является низкой, шуруп просто извлекается из образца; когда прочность удерживания гвоздей является высокой, образец разрушается вокруг шурупа, так что в образце формируется отверстие конической формы (коническое разрушение).
Примеры 1–19
(Производство отвержденной формы силиката кальция, где в 10 мм квадрате на поперечном сечении отвержденной формы силиката кальция количество ячеек, имеющих размер ячейки, больший, чем 200 мкм, по длине длинной оси поперечного сечения каждой из ячеек, составляет 20 или менее)
В примерах 1-19 отвержденные формы силиката кальция получают с использованием твердых материалов и воды, где тип и количество каждого твердого материал и количество воды представлены в таблицах 1 и 2. Конкретно, измельченная до мелкодисперсного состояния форма массивного материала на основе кремния или сочетание измельченной до мелкодисперсного состояния формы массивного материала на основе кремния и белой сажи (производится и продается EFACO, Egypt) используются в качестве материала на основе кремния; негашеная известь используется в качестве известкового материала; обычный портландцемент (в таблицах 1-7 это вещество упоминается как "ОПЦ") используется в качестве цементного материала; октадекагидрат сульфата алюминия используется в качестве сульфата алюминия; дигидрат гипса используется в качестве сульфатного соединения, иного, чем сульфат алюминия и его гидрат; и измельченная до мелкодисперсного состояния форма древесной массы используется в качестве органических волокон. Что касается каждого соединения из октадекагидрата сульфата алюминия и дигидрата гипса, их количество указывается в частях массовых их безводной формы, в таблицах 1 и 2.
В каждом из примеров 1-19 осуществляются следующие операции. В качестве первичной загрузки исходных материалов измельченная до мелкодисперсного состояния форма массивного материала на основе кремния, белая сажа (загружается только в примерах 8-11), негашеная известь, обычный портландцемент, октадекагидрат сульфата алюминия и дигидрат гипса (загружается только в примерах 8-11) загружаются в ванну из нержавеющей стали, имеющую объем 10 литров, которая содержит воду, нагретую до 60° C. Содержимое ванны из нержавеющей стали перемешивают посредством мешалки (ultra stirrer DC-CHRM25; производится и продается Iuchi Seieido Co., Ltd., Japan) при скорости вращения 1200 об/мин, при атмосферном давлении, в течение двух часов, при этом подогревая ванну из нержавеющей стали до 60° C и подавляя испарение воды в ванне из нержавеющей стали. Затем в качестве вторичной загрузки исходных материалов, негашеная известь и дигидрат гипса (загружаются в примерах, иных, чем примеры 8-11) загружаются в ванну из нержавеющей стали. Содержимое ванны из нержавеющей стали перемешивают в течение 1 минуты, по существу, при таких же условиях, как и в случае первичной загрузки исходных материалов. В дополнение к этому, в примерах 2, 7, 10, 13 и 16 измельченная до мелкодисперсного состояния форма древесной массы загружается в ванну из нержавеющей стали и перемешивается в течение 1 минуты, по существу, при таких же условиях, как описывается выше.
Путем указанной выше загрузки исходных твердых материалов и воды в ванну из нержавеющей стали и последующего перемешивания содержимого ванны из нержавеющей стали получают суспензию. Полученную суспензию выливают в форму для формования, имеющую размер 25 см × 15 см × 7 см и предварительно отверждают при 60° C, в течение 5 часов, при этом подавляя испарение воды из суспензии, тем самым, получая предварительно отвержденную форму. Предварительно отвержденная форма извлекается из формы для формования и подвергается автоклавной обработке при высокой температуре и высоком давлении, при 180° C, в атмосфере насыщенного пара, в течение 4 часов, с последующей сушкой, при этом получая отвержденную форму силиката кальция.
Различные свойства отвержденных форм силиката кальция, полученных в примерах 1-19, представлены в таблицах 8 и 9. Отвержденная форма силиката кальция, полученная в примере 1, подвергается исследованию ускоренной карбонизации и исследованию прочности удерживания гвоздей. Результаты исследования ускоренной карбонизации и исследования прочности удерживания гвоздей представлены в таблицах 16 и 17 соответственно. Также, что касается отвержденной формы силиката кальция, полученной в примере 1, для нее измеряют одностороннее поглощение воды и стабильность размеров. Результаты представлены в таблице 18.
Отвержденная форма силиката кальция, полученная в примере 1, анализируется с помощью дифракции рентгеновских лучей на порошке. Картины дифракции рентгеновских лучей на порошке, полученные с помощью анализа, изображены на фигурах 1(A), 3 и 8(A). Отвержденная форма силиката кальция, полученная в примере 1, анализируется с помощью ртутной порометрии. Дифференциальная кривая распределения размеров пор, полученная путем анализа, изображена на фиг.2(A). Отвержденная форма силиката кальция, полученная в примере 1, наблюдается посредством сканирующего электронного микроскопа, при увеличениях × 2500 и × 5000. Фотографии, полученные с помощью сканирующего электронного микроскопа, полученные с помощью наблюдения при увеличениях × 2500 и × 5000, изображены на фигурах 5(A) и 5(B) соответственно. В дополнение к этому, отвержденные формы силиката кальция, полученные в примерах 2 и 18, анализируются с помощью ртутной порометрии. Дифференциальные кривые распределения размеров пор, полученные путем анализа отвержденных форм силиката кальция, полученных в примерах 2 и 18, изображены непрерывными линиями (A) на фигурах 4 и 7 соответственно.
Что касается отвержденных форм силиката кальция, полученных в примерах 1-19, их поперечные сечения наблюдаются посредством сканирующего электронного микроскопа. В результате наблюдений было обнаружено, что каждая из отвержденных форм силиката кальция, полученных в примерах 1-19, состоит из частиц тоберморита в форме пластинок (репрезентативные примеры таких частиц изображены на фигурах 5(A) и 5(B), которые демонстрируют фотографии, полученные с помощью сканирующего электронного микроскопа, полученные по отношению к отвержденной форме силиката кальция, полученной в примере 1) и очень малое количество измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния. В дополнение к этому, 20 участков в поперечном сечении каждой из отвержденных форм (где каждый участок имеет размеры 35,4 мкм × 18,9 мкм) выбираются случайным образом и наблюдаются посредством сканирующего электронного микроскопа, при увеличении × 2500. Что касается каждого из 20 участков, получают отношение площади участка, которую занимают частицы тоберморита, к площади участка, с последующим вычислением среднего значения для полученных таким образом 20 отношений площадей. В результате, было обнаружено, что в каждой из отвержденных форм среднее отношение площадей составляет 80% или более. В дополнение к этому, отвержденные формы силиката кальция анализируются с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что каждая из отвержденных форм силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, где дифракционный пик, приписываемый плоскости (220) тоберморита, показывает максимальную интенсивность дифракции или демонстрирует картину дифракции рентгеновских лучей на порошке, где только дифракционный пик, приписываемый плоскости (101) кварца, наблюдается как дифракционный пик, имеющий интенсивность дифракции, которая является чуть более высокой, чем максимальная интенсивность дифракционного пика, приписываемого плоскости (220) тоберморита.
Примеры 20–33
(Производство отвержденной формы силиката кальция, где в 10 мм квадрате на поперечном сечении отвержденной формы силиката кальция количество ячеек, имеющих размер ячейки, больший, чем 200 мкм, по длине длинной оси поперечного сечения каждой из ячеек, составляет 21 или более)
В примерах 20-33 в дополнение к воде и твердым материалам, используемым в примерах 1-19, порошкообразный алюминий, в качестве пенообразующего агента, и метилцеллюлоза, в качестве загущающего агента, используются в качестве исходных материалов для производства отвержденных форм силиката кальция, где тип и количество каждого исходного материала представлены в таблицах 3 и 4. Дигидрат гипса используется при первичной загрузке (примеры 20, 21, 25-28 и 31) или при вторичной загрузке (примеры, иные, чем примеры 20, 21, 25-28 и 31). Измельченная до мелкодисперсного состояния форма древесной массы используется только в примерах 23 и 26.
В каждом из примеров 20-33 осуществляются следующие операции. Загрузка твердых материалов и воды и последующее перемешивание полученной смеси осуществляется по существу таким же способом, как в примерах 1-19. К полученной перемешиваемой смеси добавляют метилцеллюлозу, а затем перемешивают, при этом получая суспензию. К полученной суспензии добавляют порошкообразный алюминий, а затем перемешивают при 60° C в течение 1 минуты. Полученную суспензию выливают в форму для формования, имеющую размеры 25 см × 15 см × 7 см, для получения вспениваемой суспензии. Из вспениваемой суспензии отвержденную форму силиката кальция получают по существу таким же способом, как в примерах 1-19.
Различные свойства отвержденных форм силиката кальция, полученных в примерах 20-33, представлены в таблицах 10 и 11. Отвержденная форма силиката кальция, полученная в примере 20, подвергается исследованию ускоренной карбонизации и исследованию прочности удерживания гвоздей. Результаты исследования ускоренной карбонизации и исследования прочности удерживания гвоздей представлены в таблицах 16 и 17 соответственно. Отвержденная форма силиката кальция, полученная в примере 20, анализируется с помощью ртутной порометрии. Дифференциальная кривая распределения размеров пор, полученная с помощью анализа, изображена сплошной линией (A) на фиг.6.
Что касается отвержденных форм силиката кальция, полученных в примерах 20-33, их поперечные сечения наблюдаются посредством сканирующего электронного микроскопа. Путем наблюдений, было обнаружено, что каждая отвержденная форма силиката кальция, полученная в примерах 20-33, состоит из участков крупных ячеек (состоящих из крупных ячеек и расположенных вблизи них, частиц тоберморита в форме пластинок) и матрицы, состоящей из частиц тоберморита в форме пластинок (репрезентативные примеры таких частиц изображены на фигурах 5(A) и 5(B), которые демонстрируют фотографии, полученные с помощью сканирующего электронного микроскопа, полученные по отношению к отвержденной форме силиката кальция, полученной в примере 1), и очень малого количества измельченных до мелкодисперсного состояния частиц из массивного материала на основе кремния. В дополнение к этому, 20 участков в поперечном сечении матрицы каждой из отвержденных форм (где каждый участок имеет размеры 35,4 мкм × 18,9 мкм) выбирают случайным образом и наблюдают посредством сканирующего электронного микроскопа, при увеличении × 2500, и по отношению к каждому из 20 участков получают отношение площади участка, который занимают частицы тоберморита, к площади всего участка, с последующим вычислением среднего значения для полученных таким образом 20 отношений площадей. В результате, было обнаружено, что среднее значение отношения площадей составляет 80% или более, в каждой из отвержденных форм. В дополнение к этому, отвержденные формы силиката кальция анализируются с помощью дифракции рентгеновских лучей на порошке. В результате было обнаружено, что каждая из отвержденных форм силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, где дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность дифракции или демонстрирует картину дифракции рентгеновских лучей на порошке, где только дифракционный пик, приписываемый плоскости (101) кварца, наблюдается как дифракционный пик, имеющий дифракционную интенсивность, которая является чуть более высокой, чем максимальная интенсивность дифракционного пика, приписываемого плоскости (220) тоберморита.
Пример 34
Водный раствор, содержащий 2,5 мас.% жидкости для образования ячеек (Mearl P liquid; производится и продается Aso Foam Crete Co., Ltd., Japan), для цементного материала, загружается в устройство для получения пены (производится и продается CELLUFOAM ENGINEERING LABORATORY CO., LTD., Japan), с целью получения пены при условиях, где давление воздуха равно 0,25 кг/см2 и давление в поступающей жидкости равно 0,25 кг/см2. Плотность полученной пены составляет 0,093 г/см3. Суспензию приготавливают по существу таким же способом, как и в примере 12 (нет необходимости говорить, что типы и количества твердых материалов и количество воды являются такими же, как и в случае примера 12). Используя эту суспензию, отвержденную форму силиката кальция получают по существу таким же способом, как в примере 12, за исключением того, что полученную выше пену добавляют к суспензии, в количестве 27% объемных, по отношению к объему суспензии и полученную суспензию, содержащую пену, перемешивают в течение 1 минуты, а затем выливают в форму для формования.
Различные свойства полученной отвержденной формы силиката кальция представлены в таблице 11. Что касается отвержденной формы силиката кальция, ее поперечное сечение наблюдается с помощью сканирующего электронного микроскопа. Путем наблюдений было обнаружено, что отвержденная форма силиката кальция состоит из участков крупных ячеек (состоящих из крупных ячеек и расположенных вблизи них частиц тоберморита в форме пластинок) и матрицы, состоящей из частиц тоберморита в форме пластинок (репрезентативные примеры таких частиц представлены на фигурах 5(A) и 5(B), которые изображают фотографии (полученные с помощью сканирующего электронного микроскопа) отвержденной формы силиката кальция, полученного в примере 1), и очень малого количества измельченных до мелкодисперсного состояния частиц из массивного материала на основе кремния. В дополнение к этому, 20 участков в поперечном сечении матрицы отвержденной формы (где каждый участок имеет размеры 35,4 мкм × 18,9 мкм) выбирают случайным образом и наблюдают посредством сканирующего электронного микроскопа, при увеличении × 2500, и по отношению к каждому из 20 участков получают отношение площади участка, который занимают частицы тоберморита, к площади всего участка, с последующим вычислением среднего значения для полученных таким образом 20 отношений площадей. В результате, было обнаружено, что среднее значение отношения площадей в отвержденной форме составляет 80% или более. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, где дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность дифракции.
Примеры 35 и 36
В примере 35 суспензию приготавливают по существу таким же способом, как в примере 12 (нет необходимости говорить, что типы и количества твердых материалов и количество воды являются таким же, как и в случае примера 12), и пену приготавливают по существу таким же способом, как в примере 34. Затем, с использованием суспензии и пены, отвержденную форму силиката кальция получают по существу таким же способом, как в примере 34, за исключением того, что количество пены составляет 140% объемных по отношению к объему суспензии.
С другой стороны, в примере 36, суспензию приготавливают по существу таким же способом, как в примере 1 (нет необходимости говорить, что типы и количества твердых материалов и количество воды являются такими же, как и в случае примера 1), и пену приготавливают по существу таким же способом, как в примере 34. Затем, с использованием суспензии и пены отвержденную форму силиката кальция получают по существу таким же способом, как в примере 34, за исключением того, что количество пены составляет 58% объемных по отношению к объему суспензии.
Различные свойства отвержденных форм силиката кальция полученных в примерах 35 и 36 представлены в таблице 11. Что касается отвержденных форм силиката кальция в примерах 35 и 36, их поперечные сечения наблюдаются посредством сканирующего электронного микроскопа. Путем наблюдений было обнаружено, что каждая из отвержденных форм силиката кальция в примерах 35 и 36 состоит из участков крупных ячеек (состоящих из крупных ячеек и расположенных вблизи них, частиц тоберморита в форме пластинок) и матрицы, состоящей из частиц тоберморита в форме пластинок (репрезентативные примеры таких частиц изображены на фигурах 5(A) и 5(B), которые демонстрируют фотографии, полученные с помощью сканирующего электронного микроскопа, отвержденной формы силиката кальция, полученного в примере 1) и очень малого количества измельченных до мелкодисперсного состояния частиц из массивного материала на основе кремния. В дополнение к этому, 20 участков в поперечном сечении матрицы каждой из отвержденных форм (где каждый участок имеет размеры 35,4 мкм × 18,9 мкм) выбирают случайным образом и наблюдают посредством сканирующего электронного микроскопа, при увеличении × 2500, и по отношению к каждому из 20 участков получают отношение площади участка, который занимают частицы тоберморита, к площади всего участка с последующим вычислением среднего значения для полученных таким образом 20 отношений площадей. В результате обнаружено, что среднее значение отношения площадей составляет 80% или более, в каждой из отвержденных форм. В дополнение к этому, отвержденные формы силиката кальция анализируются с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что каждая из отвержденных форм силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, где дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность дифракции.
Пример 37
Отвержденную форму силиката кальция получают по существу таким же способом, как в примере 1, за исключением того, что в качестве вторичной загрузки, силиконовое масло (KF96-100CS; производится и продается Shin-Etsu Chemical Co., Ltd., Japan), в качестве вещества гидрофобизирующей добавки, загружается в количестве 1,14 частей, вместе с дигидратом гипса, где силиконовое масло состоит в основном из полидиметилсилоксана. Различные свойства отвержденной формы силиката кальция представлены в таблице 18 вместе со свойствами отвержденной формы силиката кальция, полученной в примере 1.
Пример 38
Отвержденную форму силиката кальция получают по существу таким же способом, как в примере 1, за исключением того, что арамидное короткое волокно, имеющее длину 6 мм (Technora 320; производится и продается Teijin Ltd., Japan), добавляют к суспензии (непосредственно после завершения смешивания твердых материалов и воды, и последующего перемешивания полученной смеси), и полученную суспензию, содержащую арамидное короткое волокно, перемешивают посредством всестороннего смесителя в течение 3 минут, а затем выливают в форму для формования, где количество арамидного короткого волокна составляет 0,5% объемных, по отношению к объему отвержденной формы силиката кальция, получаемой, в конце, после автоклавной обработки и сушки, и где объем отвержденной формы включает объемы полостей, присутствующих в нем.
Различные свойства отвержденной формы силиката кальция, полученной в примере 38, представлены в таблице 19, вместе со свойствами отвержденной формы силиката кальция, полученной в примере 1. В дополнение к этому, прочность на сжатие и ударная вязкость отвержденной формы силиката кальция, полученной в примере 38, и количество волокна, используемого в примере 38, представлены в таблице 20, вместе с прочностью на сжатие и ударной вязкостью отвержденной формы силиката кальция, полученной в примере 1, и с количеством волокна, используемым в примере 1. Что касается отвержденной формы силиката кальция, полученного в примере 38, ее поперечное сечение наблюдается посредством сканирующего электронного микроскопа. Путем наблюдения было обнаружено, что отвержденная форма силиката кальция состоит из частиц тоберморита в форме пластинок (репрезентативные примеры таких частиц изображены на фигурах 5(A) и 5(B), которые демонстрируют фотографии, полученные с помощью сканирующего электронного микроскопа, отвержденной формы силиката кальция, полученного в примере 1), арамидного короткого волокна и очень малого количества измельченной до мелкодисперсного состояния формы массивного материала на основе кремния. В дополнение к этому, 20 участков в поперечном сечении отвержденной формы (где участок имеет размеры 35,4 мкм × 18,9 мкм) выбирают случайным образом и наблюдают посредством сканирующего электронного микроскопа, при увеличении × 2500, и по отношению к каждому из 20 участков получают отношение площади участка, который занимают частицы тоберморита, к площади всего участка с последующим вычислением среднего значения для полученных таким образом 20 отношений площадей. В результате, было обнаружено, что среднее значение отношения площадей составляет 80% или более. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, где только дифракционный пик, приписываемый плоскости (101) кварца, наблюдается как дифракционный пик, имеющий интенсивность дифракции, которая является чуть более высокой, чем максимальная интенсивность дифракционного пика, приписываемого плоскости (220) тоберморита.
Пример 39
Суспензию получают с использованием таких же типов исходных материалов, как в примере 2, где количество каждого исходного материала является примерно в 4500 раз большим, чем количество материала в примере 2. Полученную суспензию выливают в форму для формования, которая имеет внутреннюю высоту 600 мм, внутреннюю длину 2000 мм и внутреннюю ширину 100 мм и внутри которой распложен армирующий железный стержень, имеющий диаметр 6 мм, и предварительно отверждают в течение 5 часов, тем самым, получая предварительно отвержденную форму силиката кальция. Полученная предварительно отвержденная форма силиката кальция извлекается из формы для формования, с последующей обрезкой посредством проволоки, тем самым, получая панель из силиката кальция, имеющую толщину 100 мм, длину 2000 мм и ширину 600 мм. Панель подвергают автоклавной обработке при высокой температуре и высоком давлении, при 180° C в течение 4 часов, с последующей сушкой, тем самым, получая композитную структуру армированного силиката кальция в форме панели. Композитная структура армированного силиката кальция имеет содержание воды 20 мас.% и не страдает растрескиванием. Фиг.9 изображает пояснительный схематический вид, демонстрирующий расположение армирующих железных стержней, используемых в композитной структуре армированного силиката кальция.
Композитная структура армированного силиката кальция в форме панели подвергается исследованию прочности на изгиб и исследованию импульсной характеристики. Результаты исследования прочности на изгиб и исследования импульсной характеристики представлены в таблицах 21 и 22 соответственно. Что касается исследования импульсной характеристики, измерения осуществляют три раза, и вычисляется среднее значение. В дополнение к этому, по отношению к части из силиката кальция в панели из композитной структуры армированного силиката кальция (то есть части панели, за исключением армирующих железных стержней) измеряются ее свойства. В результате, было обнаружено, что свойства части из силиката кальция в панели, полученной в примере 39, являются почти такими же, как свойства отвержденной формы силиката кальция, полученной в примере 2.
Сравнительный пример 1
Суспензию приготавливают по существу таким же способом, как в примере 1, за исключением того, что сульфат алюминия не используется. Суспензию выливают в форму для формования и предварительно отверждают при 60° C в течение 5 часов. Однако происходит преципитация твердых материалов (то есть отделение воды от твердых материалов), и, следовательно, является невозможным получение отвержденной формы силиката кальция, имеющей желаемую кажущуюся удельную плотность. Количество воды, выделенной из твердых материалов, составляет 15 мас.% по отношению к массе используемой воды.
Сравнительный пример 2
Отвержденную форму силиката кальция получают по существу таким же способом, как в примере 2, за исключением того, что сульфат алюминия не используют. Различные свойства отвержденной формы силиката кальция представлены в таблице 12. Отвержденная форма силиката кальция анализируется с помощью ртутной порометрии. Дифференциальная кривая распределения размеров пор отвержденной формы силиката кальция изображена с помощью прерывистой линии (B) на фиг.4. Что касается отвержденной формы силиката кальция, ее поперечное сечение наблюдается посредством сканирующего электронного микроскопа. Путем наблюдения было обнаружено, что отвержденная форма силиката кальция состоит из частиц тоберморита в форме пластинок, малого количества частиц в форме волокон и малого количества измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, где только дифракционный пик, приписываемый плоскости (101) кварца, наблюдается как дифракционный пик, имеющий интенсивность дифракции, которая является чуть более высокой, чем максимальная интенсивность дифракционного пика, приписываемая плоскости (220) тоберморита.
Сравнительный пример 3
Отвержденную форму силиката кальция получают по существу таким же способом, как в примере 7, за исключением того, что не используют сульфат алюминия. Различные свойства полученной отвержденной формы силиката кальция представлены в таблице 12. Что касается отвержденной формы силиката кальция, ее поперечное сечение наблюдается посредством сканирующего электронного микроскопа. Путем наблюдения было обнаружено, что отвержденная форма силиката кальция состоит из частиц тоберморита в форме пластинок, малого количества частиц в форме волокон и малого количества измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, где только дифракционный пик, приписываемый плоскости (101) кварца, наблюдается как дифракционный пик, имеющий интенсивность дифракции, которая является гораздо более высокой, чем максимальная интенсивность дифракционного пика, приписываемого плоскости (220) тоберморита.
Сравнительный пример 4
Суспензию приготавливают по существу таким же способом, как в примере 9, за исключением того, что сульфат алюминия не используют. Суспензию выливают в форму для формования и предварительно отверждают при 60° C в течение 5 часов. Однако происходит преципитация твердых материалов (то есть отделение воды от твердых материалов), и, следовательно, является невозможным получение отвержденной формы силиката кальция, имеющей желаемую кажущуюся удельную плотность. Количество воды, выделенной из твердых материалов, составляет 35 мас.% по отношению к массе используемой воды.
Сравнительный пример 5
Отвержденную форму силиката кальция получают по существу таким же способом, как в примере 10, за исключением того, что сульфат алюминия не используют. Различные свойства полученной отвержденной формы силиката кальция представлены в таблице 12. Что касается отвержденной формы силиката кальция, ее поперечное сечение наблюдается посредством сканирующего электронного микроскопа. Путем наблюдения было обнаружено, что отвержденная форма силиката кальция состоит из частиц тоберморита в форме пластинок, малого количества частиц в форме волокон и малого количества измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность.
Сравнительный пример 6
Отвержденную форму силиката кальция получают по существу таким же способом, как в примере 16, за исключением того, что сульфат алюминия не используют. Различные свойства отвержденной формы силиката кальция представлены в таблице 12. Что касается отвержденной формы силиката кальция, ее поперечное сечение наблюдается посредством сканирующего электронного микроскопа. Путем наблюдения было обнаружено, что отвержденная форма силиката кальция состоит из частиц тоберморита в форме пластинок, малого количества частиц в форме волокон и малого количества измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность.
Сравнительный пример 7
Отвержденную форму силиката кальция получают по существу таким же способом, как в примере 20, за исключением того, что сульфат алюминия не используют. Различные свойства отвержденной формы силиката кальция представлены в таблице 12. Что касается отвержденной формы силиката кальция, ее поперечное сечение наблюдается посредством сканирующего электронного микроскопа. Путем наблюдения было обнаружено, что отвержденная форма силиката кальция состоит из участков крупных ячеек (состоящих из крупных ячеек и расположенных вблизи них частиц тоберморита в форме пластинок) и матрицы, состоящей из частиц тоберморита в форме пластинок, малого количества частиц в форме волокон и малого количества измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность.
Сравнительный пример 8
Отвержденную форму силиката кальция получают по существу таким же способом, как в примере 22, за исключением того, что сульфат алюминия не используют. В сравнительном примере 8, по отношению к предварительно отвержденной форме, которая приготавливается путем сливания суспензии в форму для формования и предварительного отверждения суспензии при 60° C в течение 5 часов, твердость предварительно отвержденной формы равна 0 мм, в то время как твердость предварительно отвержденной формы, полученной в примере 22, равна 10 мм. Различные свойства отвержденной формы силиката кальция в сравнительном примере представлены в таблице 12. Что касается отвержденной формы силиката кальция, ее поперечное сечение наблюдается посредством сканирующего электронного микроскопа. Путем наблюдения было обнаружено, что отвержденная форма силиката кальция состоит из участков крупных ячеек (состоящих из крупных ячеек и расположенных вблизи них частиц тоберморита в форме пластинок) и матрицы, состоящей из частиц тоберморита в форме пластинок, малого количества частиц в форме волокон и малого количества измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность.
Сравнительный пример 9
Отвержденную форму силиката кальция получают по существу таким же способом, как в примере 23, за исключением того, что сульфат алюминия не используют. В сравнительном примере 9 по отношению к предварительно отвержденной форме, которая приготавливается путем сливания суспензии в форму для формования и предварительного отверждения суспензии при 60° C в течение 5 часов, твердость предварительно отвержденной формы равна 4 мм, в то время как твердость предварительно отвержденной формы, полученной в примере 23, равна 10 мм. Различные свойства отвержденной формы силиката кальция, полученной в сравнительном примере 9, представлены в таблице 12. Что касается отвержденной формы силиката кальция, ее поперечное сечение наблюдается посредством сканирующего электронного микроскопа. Путем наблюдения было обнаружено, что отвержденная форма силиката кальция состоит из участков крупных ячеек (состоящих из крупных ячеек и расположенных вблизи них частиц тоберморита в форме пластинок) и матрицы, состоящей из частиц тоберморита в форме пластинок, малого количества частиц в форме волокон и малого количества измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность.
Сравнительный пример 10
Суспензию приготавливают по существу таким же способом, как в примере 25, за исключением того, что сульфат алюминия не используют. Суспензию выливают в форму для формования и предварительно отверждают при 60° C в течение 5 часов, тем самым, получая предварительно отвержденную форму. Однако происходит выделение воды из твердых материалов, и вода собирается на дне предварительно отвержденной формы. По этой причине отвержденная форма силиката кальция, имеющая желаемую кажущуюся удельную плотность, не получается. Количество воды, выделенное из твердых материалов, составляет 25 мас.% по отношению к массе используемой воды.
Сравнительный пример 11
Отвержденную форму силиката кальция приготавливают по существу таким же способом, как в примере 26, за исключением того, что сульфат алюминия не используют. В сравнительном примере 11 по отношению к предварительно отвержденной форме, которая приготавливается путем сливания суспензии в форму для формования и предварительного отверждения суспензии при 60° C в течение 5 часов, твердость предварительно отвержденной формы равна 2 мм, в то время как твердость предварительно отвержденной формы, полученной в примере 26, равна 10 мм. Различные свойства отвержденной формы силиката кальция представлены в таблице 12. Что касается отвержденной формы силиката кальция, ее поперечное сечение наблюдается посредством сканирующего электронного микроскопа. Путем наблюдения было обнаружено, что отвержденная форма силиката кальция состоит из участков крупных ячеек (состоящих из крупных ячеек и расположенных вблизи них частиц тоберморита в форме пластинок) и матрицы, состоящей из частиц тоберморита в форме пластинок, малого количества частиц в форме волокон и малого количества измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность.
Сравнительный пример 12
Отвержденную форму силиката кальция приготавливают по существу таким же способом, как в примере 31, за исключением того, что сульфат алюминия не используют. Различные свойства отвержденной формы силиката кальция представлены в таблице 12. Что касается отвержденной формы силиката кальция, ее поперечное сечение наблюдается посредством сканирующего электронного микроскопа. Путем наблюдения было обнаружено, что отвержденная форма силиката кальция состоит из участков крупных ячеек (состоящих из крупных ячеек и расположенных вблизи них частиц тоберморита в форме пластинок) и матрицы, состоящей из частиц тоберморита в форме пластинок, малого количества частиц в форме волокон и малого количества измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, где только дифракционный пик, приписываемый плоскости (101) кварца, наблюдается как дифракционный пик, имеющий интенсивность дифракции, которая является гораздо более высокой, чем максимальная интенсивность дифракционного пика, приписываемого плоскости (220) тоберморита.
Сравнительные примеры 13-16
В каждом из сравнительных примеров 13-16 исходные материалы, представленные в таблице 5, смешиваются вместе для получения суспензии, где температура суспензии непосредственно после смешивания исходных материалов составляет 50° C. В качестве материала на основе кремния используется измельченная до мелкодисперсного состояния форма массивного материала на основе кремния, имеющая удельную площадь поверхности 2500 см2/г, измеренную с помощью способа проницаемости по Блэйну (далее, выражение "удельная площадь поверхности, измеренная с помощью способа проницаемости по Блэйну" часто упоминается просто как "значение по Блэйну"). В качестве пенообразующего агента используется порошкообразный алюминий, в количестве, представленном в таблице 5, в частях массовых, по отношению к 100 частям массовым материала на основе кремния. Увеличение пенообразования изменяется с количеством добавленного порошкообразного алюминия. К полученной выше суспензии добавляют порошкообразный алюминий. Полученную смесь (то есть исходные материалы для бетона) сразу же выливают в форму для формования и предварительно отверждают при 60° C в течение 3 часов, тем самым, получая предварительно отвержденную форму. Предварительно отвержденную форму извлекают из формы для формования и подвергают автоклавной обработке при высокой температуре и при высоком давлении, при 180° C, в течение 4 часов, с последующей сушкой, тем самым, получая ALC (отвержденную форму силиката кальция). ALC, полученный в сравнительных примерах 13-16, имеет различные кажущиеся удельные плотности.
Различные свойства полученных ALC, представлены в таблице 13. ALC, полученные в сравнительном примере 15, подвергаются исследованию ускоренной карбонизации и исследованию прочности удерживания гвоздей. Результаты исследования ускоренной карбонизации и исследования прочности удерживания гвоздей представлены в таблицах 16 и 17 соответственно. В дополнение к этому, ALC, полученный в сравнительном примере 15, анализируется с помощью ртутной порометрии. Дифференциальная кривая распределения размеров пор, полученная с помощью анализа, изображается прерывистой линией (B) на фиг.6. ALC, полученный в сравнительном примере 15, анализируется с помощью дифракции рентгеновских лучей на порошке. Картина дифракции рентгеновских лучей на порошке, полученная с помощью анализа, изображена на фиг.8(B). Что касается ALC, полученных в сравнительных примерах 13-16, их поперечные сечения наблюдаются посредством сканирующего электронного микроскопа. Путем наблюдений было обнаружено, что каждый из полученных ALC в сравнительных примерах 13-16 состоит из участков крупных ячеек (состоящих из крупных ячеек и расположенных вблизи них частиц тоберморита в форме пластинок), матрицы, состоящей из частиц тоберморита в форме пластинок и измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния, оставшихся непрореагировавшими, и крупных полостей, присутствующих вокруг измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния. В дополнение к этому, ALC, полученные в сравнительных примерах 13-16, анализируются с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что каждый из ALC демонстрирует картину дифракции рентгеновских лучей на порошке, в которой только дифракционный пик, приписываемый плоскости (101) кварца, наблюдается как дифракционный пик, имеющий интенсивность дифракции, которая является гораздо более высокой, чем максимальная интенсивность дифракционного пика, приписываемого плоскости (220) тоберморита, как изображено на фиг.8(B).
Сравнительные примеры 17-19
Для каждого из трех типов коммерчески доступных ALC, имеющих армирующие железные стержни, размещенные внутри них, участок, который не содержит армирующего железного стержня, отбирают для измерения различных свойств ALC. Результаты представлены в таблице 13. Что касается этих трех ALC, их поперечные сечения наблюдаются посредством сканирующего электронного микроскопа. Путем наблюдений было обнаружено, что каждый из ALC состоит из участков крупных ячеек (состоящих из крупных ячеек и расположенных вблизи них частиц тоберморита в форме пластинок), матрицы, состоящей из частиц тоберморита в форме пластинок, и измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния, оставшегося непрореагировавшим, и крупных полостей, присутствующих вокруг измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния. В дополнение к этому, все три ALC анализируются с помощью дифракции рентгеновских лучей на порошке. В результате было обнаружено, что каждый из трех ALC демонстрирует картину дифракции рентгеновских лучей на порошке, в которой только дифракционный пик, приписываемый плоскости (101) кварца, наблюдается как дифракционный пик, имеющий интенсивность дифракции, которая является гораздо более высокой, чем максимальная интенсивность дифракционного пика, приписываемого плоскости (220) тоберморита.
Сравнительный пример 20
31 часть массовая обычного портландцемента, 42 части массовых негашеной извести, 27 частей массовых измельченной до мелкодисперсного состояния формы массивного материала на основе кремния, имеющих значение по Блэйну 7500 см2/г, и 160 частей массовых воды смешиваются вместе при 60° C, при этом перемешиваются с использованием мешалки, с получением смеси. Затем перемешивание смеси прекращают, и смеси дают возможность стоять при 60° C в течение 4 часов, тем самым, осуществляя отверждение смеси. Полученную отвержденную форму измельчают. 50 частей массовых полученной измельченной отвержденной формы, 8,4 частей массовых обычного портландцемента, 8,4 частей массовых негашеной извести, 30,1 частей массовых измельченной до мелкодисперсного состояния формы массивного материала на основе кремния, имеющего значение по Блэйну 11000 см2/г, 3 части массовых дигидрата гипса, 53,9 частей массовых воды и 0,42 части массовых волокон, полученных путем воздействия микрофибрилляции на древесную массу из рециклированной бумаги, смешивают вместе, тем самым, получая суспензию. Полученную суспензию выливают в форму для формования и предварительно отверждают при 60° C в течение 12 часов, при этом подавляя испарение воды из суспензии, тем самым, получая предварительно отвержденную форму. Предварительно отвержденную форму извлекают из формы для формования и подвергают автоклавной обработке при высокой температуре и высоком давлении, при 180° C, в течение 4 часов, с последующей сушкой, тем самым, получая отвержденную форму силиката кальция. Количества исходных материалов представлены в таблице 5, где количества исходных материалов представлены в частях массовых по отношению к 100 частям массовым материала на основе кремния (то есть измельченной до мелкодисперсного состояния формы массивного материала на основе кремния).
Различные свойства отвержденной формы силиката кальция представлены в таблице 13. Поперечное сечение отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате было обнаружено, что отвержденная форма силиката кальция содержит частицы тоберморита в форме пластинок и малое количество волокнистых частиц. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, в которой дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность дифракции.
Сравнительный пример 21
31 часть массовая обычного портландцемента, 42 части массовых негашеной извести, 27 частей массовых измельченной до мелкодисперсного состояния формы массивного материала на основе кремния, имеющего значение по Блэйну 11000 см2/г, и 160 частей массовых воды смешивают вместе при 60° C, при этом перемешивая с использованием мешалки, для получения смеси. Затем перемешивание смеси прекращают, и смеси дают возможность стоять при 60° C в течение 4 часов, тем самым, осуществляя отверждение смеси. Полученная отвержденная форма измельчается. 40 частей массовых полученной измельченной отвержденной формы, 13,6 части массовых обычного портландцемента, 13,6 части массовых негашеной извести, 29,8 части массовых измельченной до мелкодисперсного состояния формы массивного материала на основе кремния, имеющего значение по Блэйну 11000 см2/г, 3 части массовых дигидрата гипса, 118 частей массовых воды и 1 часть массовую волокна, полученного путем воздействия микрофибрилляции на древесную массу из рециклированной бумаги, смешивают вместе, тем самым, получая суспензию. Полученную суспензию выливают в форму для формования, и получают отвержденную форму силиката кальция, по существу, таким же способом, как в сравнительном примере 20. Количества исходных материалов представлены в таблице 5, где количества исходных материалов представлены в частях массовых по отношению к 100 частям массовым материала на основе кремния (то есть измельченной до мелкодисперсного состояния формы массивного материала на основе кремния).
Различные свойства отвержденной формы силиката кальция представлены в таблице 13. В дополнение к этому, результат исследования прочности удерживания гвоздей отвержденной формой силиката кальция представлен в таблице 17, и дифференциальное распределение пор отвержденной формы силиката кальция, измеренное с помощью ртутной порометрии, изображается на фиг.2(B). Кроме того, поперечное сечение отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция содержит частицы тоберморита в форме пластинок и малое количество волокнистых частиц. Кроме того, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, в которой дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность дифракции.
Сравнительный пример 22
38,3 части массовых обычного портландцемента, 43,2 части массовых негашеной извести, 4,3 части массовых измельченной до мелкодисперсного состояния формы массивного материала на основе кремния, имеющего значения по Блэйну 11000 см2/г, 14,2 части массовых белой сажи и 416 частей массовых воды смешивают вместе при 60° C в течение 4 часов, при этом перемешивая с использованием мешалки, для получения суспензии. 89,65 части массовых полученной суспензии, 9,15 части массовых измельченной до мелкодисперсного состояния формы массивного материала на основе кремния, имеющего значение по Блэйну 11000 см2/г, 1,2 части массовых дигидрата гипса, 5,8 части массовых воды и 0,8 части массовой волокон, полученных путем воздействия микрофибрилляции на древесную массу из рециклированной бумаги, смешивают вместе для получения суспензии. Полученную суспензию выливают в форму для формования, и получают отвержденную форму силиката кальция, по существу, таким же способом, как в сравнительном примере 20. Количества исходных материалов представлены в таблице 5, где количества исходных материалов представлены в частях массовых по отношению к 100 частям массовым материала на основе кремния (то есть измельченной до мелкодисперсного состояния формы массивного материала на основе кремния).
Различные свойства отвержденной формы силиката кальция представлены в таблице 14. Поперечное сечение отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция содержит частицы тоберморита в форме пластинок и малое количество волокнистых частиц. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, в которой дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность дифракции.
Сравнительный пример 23
Отвержденную форму силиката кальция получают по существу таким же способом, как в сравнительном примере 20, за исключением того, что к суспензии (содержащей волокна, полученные путем воздействия микрофибрилляции на древесную массу из рециклированной бумаги) добавляют 0,065 части массовых порошкообразного алюминия, в качестве пенообразующего агента, а затем перемешивают при 60° C в течение 30 секунд, и полученную суспензию выливают в форму для формования. Различные свойства отвержденной формы силиката кальция представлены в таблице 14. В дополнение к этому, результат исследования прочности удерживания гвоздей отвержденной формы силиката кальция представлен в таблице 17. Кроме того, поперечное сечение отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция состоит из участков крупных ячеек (состоящих из крупных ячеек и расположенных вблизи них частиц тоберморита в форме пластинок) и матрицы, состоящей из частиц тоберморита в форме пластинок, малого количества волокнистых частиц и малого количества измельченной до мелкодисперсного состояния формы массивного материала на основе кремния. Кроме того, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, в которой дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность дифракции.
Сравнительный пример 24
Отвержденную форму силиката кальция получают по существу таким же способом, как в сравнительном примере 21, за исключением того, что к суспензии (содержащей волокна, полученные путем воздействия микрофибрилляции на древесную массу из рециклированной бумаги) добавляют 0,107 части массовых порошкообразного алюминия, в качестве пенообразующего агента, затем перемешивают при 60° C в течение 30 секунд, и полученную суспензию выливают в форму для формования. Различные свойства отвержденной формы силиката кальция представлены в таблице 14. Поперечное сечение отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция состоит из участков крупных ячеек (состоящих из крупных ячеек и расположенных вблизи них частиц тоберморита в форме пластинок) и матрицы, состоящей из частиц тоберморита в форме пластинок, малого количества волокнистых частиц и малого количества измельченной до мелкодисперсного состояния формы массивного материала на основе кремния. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, в которой дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность дифракции.
Сравнительный пример 25
6 частей массовых обычного портландцемента, 39,4 части массовых негашеной извести, 13 частей массовых гашеной извести и 44,8 части массовых порошкообразной окиси кремния, имеющей средний диаметр частиц приблизительно 20 мкм, смешивают, для получения смеси. Затем добавляют дигидрат гипса, для получения смеси в количестве 3 мас.% по отношению к массе смеси. К смеси добавляют воду для получения суспензии, имеющей отношение вода/твердые материалы 0,62. Полученную суспензию нагревают до 40° C и выливают в форму для формования, имеющую размер 10 см × 10 см × 40 см, используемую для исследования прочности строительного раствора, которое предписывается в JIS R 5201, где форма для формования не имеет армирующего железного стержня, размещенного в ней, и имеет на своей внутренней поверхности покрытие из агента для облегчения извлечения из формы для формования. Форме для формования дают возможность стоять в атмосфере, имеющей влажность 80% и температуру 50° C, в течение 10 часов, тем самым, осуществляя предварительное отверждение суспензии, для получения предварительно отвержденной формы. Предварительно отвержденная форма извлекается из формы для формования и подвергается автоклавной обработке под паром, при 180° C, в течение 7 часов, тем самым, получают отвержденную форму силиката кальция. Количества исходных материалов представлены в таблице 5, где количества исходных материалов представлены в частях массовых по отношению к 100 частям массовым материала на основе кремния (то есть измельченной до мелкодисперсного состояния формы массивного материала на основе кремния).
Различные свойства отвержденной формы силиката кальция представлены в таблице 14. Поперечное сечение отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция содержит, в основном, волокнистые частицы, оставшуюся измельченную до мелкодисперсного состояния форму массивного материала на основе кремния, и крупные ячейки, присутствующие вокруг измельченной до мелкодисперсного состояния формы массивного материала на основе кремния, и содержит кристаллы в форме пластинок. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция не демонстрирует картины дифракции рентгеновских лучей на порошке, в которой дифракционный пик, приписываемый плоскости (101) кварца, имеет максимальную интенсивность дифракции, где не наблюдается острого дифракционного пика, приписываемого тобермориту.
Сравнительный пример 26
Отвержденную форму силиката кальция получают по существу таким же способом, как в сравнительном примере 25, за исключением того, что 14 частей массовых обычного портландцемента, 30,3 части массовых негашеной извести, 17,2 части массовых гашеной извести и 43,2 части массовых порошкообразной окиси кремния, имеющей средний диаметр частиц приблизительно 20 мкм, перемешивают вместе, для получения смеси, а затем добавляют дигидрат гипса для получения смеси в количестве 3 мас.% по отношению к массе смеси, и к этой смеси добавляют воду для получения суспензии, имеющей отношение вода/твердые материалы 0,66. Количества исходных материалов представлены в таблице 5, где количества исходных материалов представлены в частях массовых по отношению к 100 частям массовым материала на основе кремния (то есть измельченной до мелкодисперсного состояния формы массивного материала на основе кремния).
Различные свойства отвержденной формы силиката кальция представлены в таблице 14. Поперечное сечение отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате было обнаружено, что отвержденная форма силиката кальция содержит, в основном, волокнистые частицы, оставшуюся измельченную до мелкодисперсного состояния форму массивного материала на основе кремния и крупные полости, присутствующие вокруг измельченной до мелкодисперсного состояния формы массивного материала на основе кремния, и не содержит кристаллов в форме пластинок. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате было обнаружено, что отвержденная форма силиката кальция не демонстрирует никакой картины дифракции рентгеновских лучей на порошке, в которой дифракционный пик, приписываемый плоскости (101) кварца, имеет максимальную интенсивность дифракции и где не наблюдается острый дифракционный пик, приписываемый тобермориту.
Сравнительный пример 27
Отвержденную форму силиката кальция получают по существу таким же способом, как в сравнительном примере 25, за исключением того, что 18 частей массовых обычного портландцемента, 32,2 части массовых негашеной извести, 10,7 части массовых гашеной извести и 41,7 части массовых порошкообразной окиси кремния, имеющей средний диаметр частиц приблизительно 20 мкм, смешивают для получения смеси, с последующим добавлением дигидрата гипса для получения смеси в количестве 3 мас.% по отношению к массе смеси, и к смеси добавляют воду для получения суспензии, имеющей отношение вода/твердые материалы 0,79. Количества исходных материалов представлены в таблице 6, где количества исходных материалов представлены в частях массовых по отношению к 100 частям массовым материала на основе кремния (то есть измельченной до мелкодисперсного состояния формы массивного материала на основе кремния).
Различные свойства отвержденной формы силиката кальция представлены в таблице 14. В дополнение к этому, усадка отвержденной формы силиката кальция, полученная с помощью исследования ускоренной карбонизации, представлена в таблице 16. Дифференциальная кривая распределения размеров пор отвержденной формы силиката кальция, полученная с помощью ртутной порометрии, изображена прерывистой линией (B) на фиг.7, вместе с дифференциальной кривой распределения размеров пор для отвержденной формы силиката кальция (полученной в примере 18), полученной с помощью ртутной порометрии, которая изображена сплошной линией (A) на фиг 7. Кроме того, картина дифракции рентгеновских лучей на порошке отвержденной формы силиката кальция изображена на фиг.8(C). С другой стороны, поперечное сечение отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция содержит, в основном, волокнистые частицы, оставшуюся измельченную до мелкодисперсного состояния форму массивного материала на основе кремния и крупные полости, присутствующие вокруг оставшейся измельченной до мелкодисперсного состояния формы массивного материала на основе кремния, и не содержит кристаллов в форме пластинок. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция не демонстрирует никакой картины дифракции рентгеновских лучей на порошке, в которой дифракционный пик, приписываемый плоскости (101) кварца, имеет максимальную интенсивность дифракции и где не наблюдается острого дифракционного пика, приписываемого тобермориту.
Сравнительный пример 28
0,74 кг негашеной извести гидратируют в 2,60 кг горячей воды, имеющей температуру 70° C, для получения суспензии гашеной извести. Полученную суспензию охлаждают для получения суспензии, имеющей температуру 32° C, с последующим добавлением 0,20 кг диатомовой земли (325 меш, содержание SiO2 79,0 мас.%) и 0,70 кг охлажденной воды для получения суспензии, имеющей отношение вода/твердые материалы, равное 3,5. Полученную суспензию подвергают гелеобразованию при 88° C в течение 2 часов и сразу после этого охлаждают до 60° C. К гелю добавляют 0,81 кг измельченной до мелкодисперсного состояния формы массивного материала на основе кремния, используемого в примере 1, 0,11 кг щелочеупорного стекловолокна и 0,11 кг древесной массы из древесины хвойных пород. Полученную смесь равномерно перемешивают с использованием всестороннего миксера в течение 2 минут. Полученную смесь выливают в форму для формования, имеющую внутренние размеры 40 мм × 160 мм × 40 мм, и подвергают дегидратационному формованию под давлением 12 кгс/см2, при этом удаляя воду через проволочную сетку, тем самым, получая формованное изделие, имеющее толщину примерно 20 мм. Формованное изделие подвергают автоклавной обработке при 180°C в атмосфере насыщенного пара, в течение 8 часов, с последующей далее сушкой при 105° C в течение 24 часов, тем самым, получая отвержденную форму силиката кальция, имеющую такую же толщину, как и формованное изделие. Два листа отвержденной формы силиката кальция, имеющих, каждый, толщину примерно 20 мм, накладывают друг на друга со склеиванием путем использования эпоксидного клея, тем самым, получая склейку отвержденной формы силиката кальция. Из полученной массы отвержденной формы силиката кальция получают куб, имеющий размер 40 мм × 40 мм × 40 мм, который используется в качестве образца для измерения прочности на сжатие отвержденной формы силиката кальция. Количества исходных материалов представлены в таблице 6, где количества исходных материалов представлены в частях массовых по отношению к 100% массовым материала на основе кремния в целом (то есть диатомовой земли и измельченной до мелкодисперсного состояния формы массивного материала на основе кремния).
Различные свойства отвержденной формы силиката кальция представлены в таблице 14. В дополнение к этому, усадка отвержденной формы силиката кальция, полученной путем исследования ускоренной карбонизации, представлены в таблице 16. Поперечное сечение отвержденной формы силиката кальция, где поперечное сечение получают при измерении прочности на сжатие, наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция состоит в основном из древесной массы и стекловолокна и содержит только очень малое количество кристаллов в форме пластинок. В дополнение к этому, отвержденная форма анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма демонстрирует картину дифракции рентгеновских лучей на порошке, в которой дифракционный пик, приписываемый плоскости (101) кварца, имеет максимальную дифракционную интенсивность.
Сравнительный пример 29
Измеряются различные свойства коммерчески доступной плиты из силиката кальция для огнестойкого покрытия. Результаты измерения представлены в таблице 14. Исследование прочности на сжатие пластинки силиката кальция осуществляют по существу таким же способом, как в сравнительном примере 28. Пластинка силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что пластинка силиката кальция состоит в основном из ксонотлита.
Сравнительный пример 30
2,16 кг воды добавляют к смеси 0,4 кг диатомовой земли, используемой в сравнительном примере 28, и 0,32 кг коммерчески доступной гашеной извести, имеющей чистоту 99%, с последующим нагреванием при 90° C в течение 3 часов, при этом перемешивая и, тем самым, осуществляя гелеобразование. К полученному гелеобразному веществу добавляют 0,2 кг обычного портландцемента, 0,2 кг измельченной до мелкодисперсного состояния формы массивного материала на основе кремния и добавляют 0,016 кг древесной массы из древесины хвойных пород для получения гелеобразного вещества, с последующим перемешиванием. Полученную смесь выливают в форму для формования и предварительно отверждают при 40° C, в течение 8 часов, для получения предварительно отвержденной формы. Предварительно отвержденная форма извлекается из формы для формования и подвергается автоклавной обработке при высокой температуре и при высоком давлении, при 180° C, в течение 8 часов, с последующей сушкой, тем самым, получая отвержденную форму силиката кальция. Количества исходных материалов представлены в таблице 6, где количества исходных материалов представлены в частях массовых по отношению к 100 мас.% материала на основе кремния в целом (то есть диатомовой земли и измельченной до мелкодисперсного состояния формы массивного материала на основе кремния).
Различные свойства отвержденной формы силиката кальция представлены в таблице 14. В дополнение к этому, исследование усадки отвержденной формы силиката кальция, полученной путем ускоренной карбонизации, представлены в таблице 16. Поперечное сечение отвержденной формы наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция содержит, в основном, аморфные частицы и частицы в форме коротких волокон. Также было обнаружено, что отвержденная форма силиката кальция содержит только очень малое количество кристаллов в форме пластинок. В дополнение к этому, отвержденная форма анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует дифракционную картину, в которой дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность дифракции.
Сравнительный пример 31
Водную суспензию гидроксида кальция, имеющую концентрацию 10 мас.% в расчете на CaO, добавляют, перемешивая при этом, к 5 мас.% водного раствора сульфата алюминия, при скорости 0,6 моль/мин, тем самым, получая суспензию, имеющую молярное отношение CaO/Al2О3, равное 6. Температуру суспензии доводят до 60° C. Суспензию перемешивают при 60° C в течение 1 часа, тем самым, получая синтетический эттрингит. Смесь, содержащую 30 мас.% полученного синтетического эттрингита, 26,9 мас.% гашеной извести, 27,6 мас.% кремниевого песка, 10,0 мас.% волластонита, 5,0 мас.% древесной массы и 0,5 мас.% щелочеупорного стекловолокна, получают путем смешивания этих компонентов вместе. Для получения смеси добавляют воду, тем самым, получая суспензию, имеющую содержание твердых веществ 10 мас.%. Полученную таким образом суспензию формуют с использованием одноцилиндровой бумагоделательной машины, тем самым, получая формованное изделие, имеющее толщину примерно 6 мм. Полученное формованное изделие подвергают автоклавной обработке при 180° C, в атмосфере насыщенного пара, в течение 6 часов, с последующей сушкой при 105° C в течение 24 часов, тем самым, получая отвержденную форму силиката кальция. Количества исходных материалов представлены в таблице 6, где количества исходных материалов представлены в частях массовых по отношению к 100 частям массовым материала на основе кремния (то есть кремниевого песка).
Различные свойства отвержденной формы силиката кальция представлены в таблице 15. Семь листов отвержденной формы силиката кальция, каждый, имеющий толщину примерно 6 мм, накладывают один на другой, со склеиванием, с использованием эпоксидного клея, тем самым, получая склейку отвержденной формы силиката кальция. Из полученной массы отвержденной формы силиката кальция получают куб, имеющий размеры 40 мм × 40 мм × 40 мм, который используется в качестве образца для измерения прочности на сжатие отвержденной формы силиката кальция. Поперечное сечение образца отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция содержит, в основном, древесную массу, стекловолокно и волокнистые частицы и содержит малое количество частиц массивного материала на основе кремния. Также было обнаружено, что отвержденная форма силиката кальция содержит малое количество слоистых кристаллов. В дополнение к этому, образец отвержденной формы силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, в которой дифракционный пик, приписываемый плоскости (101) кварца, имеет максимальную интенсивность дифракции.
Сравнительный пример 32
Смесь из 10 частей массовых гашеной извести и 10 частей массовых диатомовой земли нагревают при 90° C, в течение 2 часов, для осуществления гелеобразования. 20 частей массовых полученного геля, 27 мас.% гашеной извести, 27 мас.% кремниевого песка, 10 мас.% волластонита, 5 мас.% древесной массы, 1 мас.% стекловолокна и 10 мас.% безводного гипса типа II смешивают вместе. К полученной смеси добавляют сульфат кальция в количестве 3 мас.% по отношению к массе гипса, с последующим перемешиванием. К полученной смеси добавляют воду, в количестве, превышающем в 12 раз массу смеси, тем самым, получая исходный материал суспензии, имеющей содержание твердых веществ примерно 3,1 мас.%. Полученную таким образом суспензию формуют в виде формованного изделия, имеющего толщину примерно 6 мм. Полученное формованное изделие подвергают отверждению при 30° C во влажной атмосфере (имеющей влажность 95%) в течение 8 часов. Затем формованное изделие подвергают гидротермальной реакции с использованием емкости под давлением, при 180° C, в атмосфере насыщенного пара, в течение 10 часов, с последующей сушкой, тем самым, получая отвержденную форму силиката кальция. Количества исходных материалов представлены в таблице 6, где количества исходных материалов представлены в частях массовых по отношению к 100 частям массовым материала на основе кремния в целом (то есть диатомовой земли и кремниевого песка).
Различные свойства отвержденной формы силиката кальция представлены в таблице 15. Семь листов отвержденной формы силиката кальция, каждый, имеющих толщину примерно 6 мм накладывают один на другой со склеиванием, с использованием эпоксидного клея, тем самым, получая склейку отвержденных форм силиката кальция. Из полученной массы отвержденной формы силиката кальция получают куб, имеющий размер 40 мм × 40 мм × 40 мм, который используют в качестве образца для измерения прочности на сжатие отвержденной формы силиката кальция. Картина дифракции рентгеновских лучей на порошке полученной отвержденной формы силиката кальция изображена на фиг.1(B). Поперечное сечение образца отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция содержит, в основном, древесную массу, стекловолокно и волокнистые частицы, как изображено на фотографии, сделанной с помощью электронного микроскопа, на фиг.5(D), и содержит малое количество частиц массивного материала на основе кремния. Также было обнаружено, что отвержденная форма силиката кальция содержит малое количество слоистых кристаллов. В дополнение к этому, образец отвержденной формы силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, в которой дифракционный пик, приписываемый плоскости (101) кварца, имеет максимальную интенсивность дифракции.
Сравнительный пример 33
Негашеную известь гидратируют в горячей воде, имеющей температуру 60° C, тем самым, получая суспензию негашеной извести. Затем измельченную до мелкодисперсного состояния форму массивного материала на основе кремния, имеющую значение по Блэйну 7500 см2/г, добавляют для получения суспензии негашеной извести. К полученной смеси добавляют воду, при этом получая исходный материал суспензии, имеющей молярное отношение Ca/SiО2, равное 1, и отношение вода/твердые материалы, равное 1/30. Полученная таким образом суспензия подвергается гидротермальной реакции, с использованием автоклава, в атмосфере насыщенного пара, имеющего температуру 197° C и давление 14 кг/см2, в течение 2,5 часов, при перемешивании, тем самым, получая суспензию квазикристаллов. К 100 частям массовым (от содержания твердых веществ) суспензии квазикристаллов добавляют 3 части массовых стекловолокна, тем самым, получая водную суспензию. Для получения водной суспензии добавляют октадекагидрат сульфата алюминия и силиконовое масло (товарный знак: BY-16-805; производится и продается Toray Silicone Co., Ltd., Japan), которое представляет собой смесь метилгидрополисилоксанов, имеющих вязкость 30 сП, и диметилполисилоксанов (имеющих вязкость 90 сП), несущих на обоих своих концах гидроксильные группы (массовое отношение метилгидрополисилоксан/диметилполисилоксан = 1/1), где количество октадекагидрата сульфата алюминия составляет 1,5 части массовых (ангидрида), по отношению к 100 частям массовым твердых веществ, содержащихся в водной суспензии, и количество силиконовых масел составляет 2,5 части массовых по отношению к 100 частям массовым твердых веществ, содержащихся в водной суспензии. Полученная смесь подвергается формованию под давлением с дегидратацией, при давлении 4 кг/см2, тем самым, получают формованное изделие, имеющее толщину примерно 20 мм. Таким образом, получают формованное изделие, отвержденное в автоклаве, при 200° C, при давлении 15 кг/см2, в течение 7 часов, с последующей сушкой при 130° C, тем самым, получая водоотталкивающую отвержденную форму силиката кальция. Количества исходных материалов представлены в таблице 6, где количества исходных материалов представлены в частях массовых по отношению к 100 частям массовым материала на основе кремния (то есть измельченной до мелкодисперсного состояния формы массивного материала на основе кремния).
Различные свойства отвержденной формы силиката кальция представлены в таблице 15. Два листа отвержденной формы силиката кальция, имеющих, каждый, толщину примерно 20 мм, накладывают друг на друга со склеиванием, с использованием эпоксидного клея, тем самым, получая склейку отвержденных форм силиката кальция. Из полученной массы отвержденной формы силиката кальция получают куб, имеющий размер 40 мм × 40 мм × 40 мм, который используется в качестве образца для измерения прочности на сжатие отвержденной формы силиката кальция. Поперечное сечение образца отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция состоит из стекловолокна, слоистых частиц, которые предположительно представляют собой тоберморит, и волокнистых частиц. В дополнение к этому, образец отвержденной формы силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, в которой дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность дифракции. На картине дифракции рентгеновских лучей на порошке также наблюдается дифракционный пик, приписываемый ксонотлиту.
Сравнительный пример 34
Диатомовую землю и негашеную известь смешивают при молярном отношении Ca/(SiO2+Al), равном 0,95, для получения твердой смеси. К твердой смеси добавляют воду в количестве, превышающем в 12 раз массу твердой смеси, тем самым, получая суспензию. Полученную таким образом суспензию нагревают при 90° C, в течение 3 часов, при атмосферном давлении, тем самым, получая гель силиката кальция. К полученному таким образом гелю добавляют сульфат алюминия в количестве 10 мас.% по отношению к общей массе твердых веществ, содержащихся в геле, с последующим формованием под давлением с дегидратацией, под давлением 4 кг/см2, тем самым, получая формованное изделие, имеющее толщину примерно 20 мм. Полученное таким образом формованное изделие подвергают автоклавной обработке, в атмосфере насыщенного пара, при давлении 10 кг/см2, с последующей сушкой при 120° C, тем самым, получая отвержденную форму силиката кальция. Количества исходных материалов представлены в таблице 6, где количества исходных материалов представлены в частях массовых по отношению к 100 частям массовым материала на основе кремния (то есть диатомовой земли).
Различные свойства отвержденной формы силиката кальция представлены в таблице 15. Два листа отвержденной формы силиката кальция, имеющих, каждый, толщину примерно 20 мм, накладывают друг на друга со склеиванием, с использованием эпоксидного клея, тем самым, получая склейку отвержденных форм силиката кальция. Из полученной массы отвержденной формы силиката кальция получают куб, имеющий размер 40 мм × 40 мм × 40 мм, который используется в качестве образца для измерения прочности на сжатие отвержденной формы силиката кальция. Поперечное сечение образца отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция состоит из слоистых частиц и волокнистых частиц. В дополнение к этому, образец отвержденной формы силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, в которой дифракционный пик, приписываемый плоскости (220) тоберморита, имеет максимальную интенсивность дифракции.
Сравнительный пример 35
Приготавливают смесь измельченной до мелкодисперсного состояния формы массивного материала на основе кремния, имеющего значение по Блэйну 11000 см2/г, и гашеной извести, имеющей концентрацию 74% CaO, где смесь имеет молярное отношение Ca/SiО2, равное 0,65. К смеси добавляют воду, тем самым, получая суспензию, имеющую содержание твердых веществ 30 мас.%. Суспензия подвергается гидротермальной автоклавной обработке при давлении 10 кг/см2 в течение 1 часа, с последующим охлаждением в течение 6 часов, тем самым, получая гель кристаллического силиката кальция. Затем приготавливают смесь, содержащую 54,5 мас.% полученного выше геля кристаллического силиката кальция, 11,5 мас.% коммерчески доступного хемигидрата β типа, 11,5 мас.% гранулированного доменного шлака, имеющего значение по Блэйну 6000 см2/г, 5 мас.% древесной массы, 1,3 мас.% стекловолокна, 0,2 мас.% винилонового волокна, 2 мас.% перлита, 10,5 мас.% волластонита, 1,5 мас.% гашеной извести, 1,5 мас.% сульфата алюминия и 1,0 мас.% белкового замедлителя. К смеси добавляют воду, с последующим перемешиванием, путем использования смесителя, тем самым, получая однородный исходный материал суспензии, имеющий содержание твердых продуктов 10 мас.%. Полученный таким образом исходный материал суспензии подвергается формованию под давлением с дегидратацией, с использованием фильтр-пресса, при давлении 4 кг/см2, тем самым, получая частично приготовленный продукт, имеющий толщину примерно 20 мм. Полученный таким образом частично приготовленный продукт отверждают при 60° C в течение 10 часов, с последующей сушкой, тем самым, получая отвержденную форму силиката кальция. Количества исходных материалов представлены в таблице 6, где количества исходных материалов представлены в частях массовых по отношению к 100 частям массовым материала на основе кремния (то есть измельченной до мелкодисперсного состояния формы массивного материала на основе кремния).
Различные свойства отвержденной формы силиката кальция представлены в таблице 15. Два листа отвержденной формы силиката кальция, каждый, имеющих толщину примерно 20 мм, накладывают друг на друга со склеиванием, с использованием эпоксидного клея, тем самым, получая склейку отвержденной формы силиката кальция. Из полученной массы отвержденной формы силиката кальция получают куб, имеющий размер 40 мм × 40 мм × 40 мм, который используют в качестве образца для измерения прочности на сжатие отвержденной формы силиката кальция. Поперечное сечение образца отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция содержит, в основном, волокнистые частицы. Также было обнаружено, что отвержденная форма силиката кальция содержит малое количество слоистых кристаллов. В дополнение к этому, образец отвержденной формы силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, где только дифракционный пик, приписываемый плоскости (101) кварца, наблюдается как дифракционный пик, имеющий интенсивность дифракции, которая является гораздо более высокой, чем максимальная интенсивность дифракционного пика, приписываемого плоскости (220) тоберморита.
Сравнительный пример 36
Приготавливают смесь, содержащую 15,0 частей массовых портландцемента, 60,0 частей массовых массивного материала на основе кремния, 22,0 частей массовых гашеной извести (где количество гашеной извести представлено относительно массы CaO, и гашеная известь имеет массовое отношение гашеная известь/цемент, примерно равное 2), 3,0 части массовых гипса и 0,01 части массовой порошкообразного алюминия. К смеси добавляют воду, тем самым, получая водную суспензию, имеющую отношение вода/твердые материалы, равное 0,66, и молярное отношение CaO/SiO2, равное 0,6. Водную суспензию нагревают до 40° C. Водную суспензию выливают в форму для формования, имеющую размер 4 см × 4 см × 16 см, используемую для исследования прочности строительного раствора, которое предписывается в JIS R 5201, где форма для формования не имеет армирующего железного стержня, размещенного внутри нее, и имеет на внутренней поверхности покрытие из агента для облегчения извлечения из формы для формования. Форме для формования дают возможность стоять в атмосфере, имеющей влажность 95% и температуру 45° C, в течение 10 часов, тем самым, осуществляя предварительное отверждение суспензии, для получения предварительно отвержденной формы. Полученная предварительно отвержденная форма извлекается из формы для формования и подвергается автоклавной обработке, при высокой температуре и высоком давлении, при 180° C, при 10 атм, в течение 8 часов, тем самым, получают отвержденную форму силиката кальция. Количества исходных материалов представлены в таблице 6, где количества исходных материалов представлены в частях массовых по отношению к 100 частям массовым материала на основе кремния (то есть массивного материала на основе кремния).
Различные свойства отвержденной формы силиката кальция представлены в таблице 15. Поперечное сечение отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция состоит из участков крупных ячеек (состоящих из крупных ячеек и расположенных вблизи них частиц тоберморита в форме пластинок) и матрицы, состоящей из аморфных частиц, коротких волокнистых частиц и очень малого количества частиц тоберморита в форме пластинок. 20 участков (каждый имеет площадь 35,4 мкм × 18,9 мкм) в поперечном сечении отвержденной формы выбирают случайным образом, где каждый из 20 участков находится в матрице отвержденной формы, и эти 20 участков наблюдают посредством сканирующего электронного микроскопа, при увеличении × 2500, и, по отношению к каждому из 20 участков, получают отношение площади участка, который занимают частицы тоберморита в форме пластинок, к площади всего участка, имеющего размер 35,4 мкм × 18,9 мкм, с последующим вычислением среднего значения для полученных таким образом 20 отношений площадей. Среднее значение для 20 отношений площадей равно 10%. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, где только дифракционный пик, приписываемый плоскости (101) кварца, наблюдается как дифракционный пик, имеющий интенсивность дифракции, которая является гораздо более высокой, чем максимальная интенсивность дифракционного пика, приписываемого плоскости (220) тоберморита.
Сравнительные примеры 37 и 38
В сравнительном примере 37, отвержденную форму силиката кальция получают по существу таким же способом, как в сравнительном примере 36, за исключением того, что количество порошкообразного алюминия изменяется до 0,020 частей массовых. В сравнительном примере 38, отвержденную форму силиката кальция получают по существу таким же способом, как в сравнительном примере 36, за исключением того, что количество порошкообразного алюминия изменяют до 0,050 частей массовых. В каждом из сравнительных примеров 37 и 38 количества исходных материалов представлены в таблице 7, где количества исходных материалов представлены в частях массовых по отношению к 100 частям массовым материала на основе кремния (то есть массивного материала на основе кремния).
Различные свойства отвержденной формы силиката кальция, полученного в сравнительных примерах 37 и 38, представлены в таблице 15. Исследование усадки отвержденной формы силиката кальция, полученной с помощью ускоренной карбонизации, представлено в таблице 16. Поперечное сечение каждой из отвержденных форм силиката кальция, полученных в сравнительных примерах 37 и 38, наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что каждая из отвержденных форм силиката кальция состоит из участков крупных ячеек, состоящих из крупных ячеек и расположенных вблизи них частиц тоберморита в форме пластинок, и матрицы, содержащей аморфные частицы, короткие волокнистые частицы и очень малое количество частиц тоберморита в форме пластинок. 20 участков (каждый имеет размеры 35,4 мкм × 18,9 мкм) поперечного сечения отвержденной формы выбирают случайным образом, где каждый из 20 участков находится в матрице отвержденной формы, и эти 20 участков наблюдаются посредством сканирующего электронного микроскопа, при увеличении × 2500, и по отношению к каждому из 20 участков получают отношение площади участка, который занимают частицы тоберморита в форме пластинок, к площади участка, имеющего размер 35,4 мкм × 18,9 мкм, с последующим вычислением среднего значения для полученных таким образом 20 отношений площадей. Среднее значение для 20 отношений площадей равно 10%. В дополнение к этому, отвержденные формы силиката кальция, полученные в сравнительных примерах 37 и 38, анализируются с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что каждая из отвержденных форм силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, где только дифракционный пик, приписываемый плоскости (101) кварца, наблюдается как дифракционный пик, имеющий интенсивность дифракции, которая является гораздо более высокой, чем максимальная интенсивность дифракционного пика, приписываемого плоскости (220) тоберморита.
Сравнительный пример 39
Отвержденную форму силиката кальция получают по существу таким же способом, как в сравнительном примере 27, за исключением того, что к водной суспензии, в качестве пенообразующего агента, добавляют порошкообразный алюминий, с последующим перемешиванием при 40° C, в течение 30 секунд, и полученную суспензию выливают в форму для формования. Количества исходных материалов представлены в таблице 7, где количества исходных материалов представлены в частях массовых по отношению к 100 частям массовым материала на основе кремния (то есть измельченной до мелкодисперсного состояния формы массивного материала на основе кремния).
Различные свойства отвержденной формы силиката кальция представлены в таблице 15. Поперечное сечение отвержденной формы силиката кальция наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что отвержденная форма силиката кальция содержит в основном волокнистые частицы, измельченные до мелкодисперсного состояния частицы массивного материала на основе кремния, оставшиеся непрореагировавшими, и крупные полости, присутствующие вокруг измельченных до мелкодисперсного состояния частиц массивного материала на основе кремния, и не содержит кристаллов в форме пластинок. В дополнение к этому, отвержденная форма силиката кальция анализируется с помощью дифракции рентгеновских лучей на порошке. В результате, было обнаружено, что отвержденная форма силиката кальция демонстрирует картину дифракции рентгеновских лучей на порошке, в которой дифракционный пик, приписываемый плоскости (101) кварца, имеет максимальную дифракционную интенсивность, где не наблюдается острого дифракционного пика, приписываемого тобермориту.
Сравнительный пример 40
Облегченный автоклавный бетон (то есть отвержденную форму силиката кальция) получают по существу таким же способом, как в сравнительном примере 15, за исключением того, что к водной суспензии, имеющей температуру 50° C и содержащей твердые материалы и воду, добавляют силиконовое масло "KF96-100CS" (товарный знак; производится и продается Shin-Etsu Silicones, Japan) в количестве 0,5 мас.% по отношению к общей массе твердых материалов и к полученной суспензии добавляют порошкообразный алюминий. Измеряют одностороннее поглощение воды и стабильность размеров полученного облегченного автоклавного бетона, и результаты представлены в таблице 18. Что касается каждого из свойств, иного, чем одностороннее поглощение воды и стабильность размеров, ALC демонстрирует по существу такие же свойства, как в случае облегченного автоклавного бетона, полученного в сравнительном примере 15.
Сравнительный пример 41
Облегченный автоклавный бетон (то есть отвержденную форму силиката кальция) получают по существу таким же способом, как в сравнительном примере 15, за исключением того, что к суспензии непосредственно перед добавлением порошкообразного алюминия добавляют арамидное короткое волокно (как используется в примере 38), в количестве 0,5% объемного по отношению к объему облегченного автоклавного бетона, полученного в конечном счете после автоклавной обработки и сушки. Различные свойства облегченного автоклавного бетона представлены в таблице 18, вместе со свойствами облегченного автоклавного бетона, полученного в сравнительном примере 15. Также прочность на сжатие и ударная вязкость облегченного автоклавного бетона, полученного в сравнительном примере 41, и количество используемого волокна представлены в таблице 20, вместе с прочностью на сжатие и ударной вязкостью облегченного автоклавного бетона, полученного в сравнительном примере 15. Поперечное сечение облегченного автоклавного бетона, полученного в сравнительном примере 41, наблюдается посредством сканирующего электронного микроскопа. В результате, было обнаружено, что та часть ALC, которая не содержит арамидного волокна, имеет по существу такую же микроструктуру, как в ALC, полученном в сравнительном примере 15.
Сравнительный пример 42
Что касается коммерчески доступной панели из облегченного бетона (производится и продается Asahi Kasei Kabushiki Kaisha, Japan), имеющей ширину 600 мм, длину 2000 мм и толщину 100 мм, эта панель из облегченного бетона армирована железными стержнями, имеющими такой же размер и конструкцию, как изображено на фиг.9, их прочность на изгиб и ударная характеристика измеряются при условиях, где содержание воды в панели составляет 20 мас.%. Результаты измерения прочности на изгиб и ударная характеристика панели из облегченного бетона представлены в таблице 21 и 22 соответственно. С другой стороны, другая панель, такого же размера и конструкции, была получена отдельно. Что касается части (панели), иной, чем железные стержни, измеряются различные свойства этой части. В результате, было обнаружено, что по отношению к каждому из этих свойств панель демонстрирует по существу такие же свойства, как и свойства ALC, полученные в сравнительном примере 15. Что касается импульсной характеристики, измерение осуществляется три раза, и вычисляется среднее значение.
Сравнительный пример 43
Для производства композитной структуры армированного силиката кальция операции осуществляются по существу таким же способом, как и в примере 39, за исключением того, что суспензию, используемую в сравнительном примере 21, выливают в форму для формования. Когда предварительно отвержденную форму, полученную путем предварительного отверждения при 60° C, в течение 5 часов, извлекают из формы для формования, однако, обнаруживается, что объем предварительно отвержденной формы в вертикальном направлении уменьшается (то есть происходит седиментация). В результате, полученная отвержденная форма силиката кальция, имеющая железные стержни, помещенные в ней, страдает заметным возникновением трещин вокруг железных стержней. По этой причине по отношению к отвержденной форме силиката кальция является невозможным измерение свойств, необходимых для композитной структуры армированного силиката кальция.







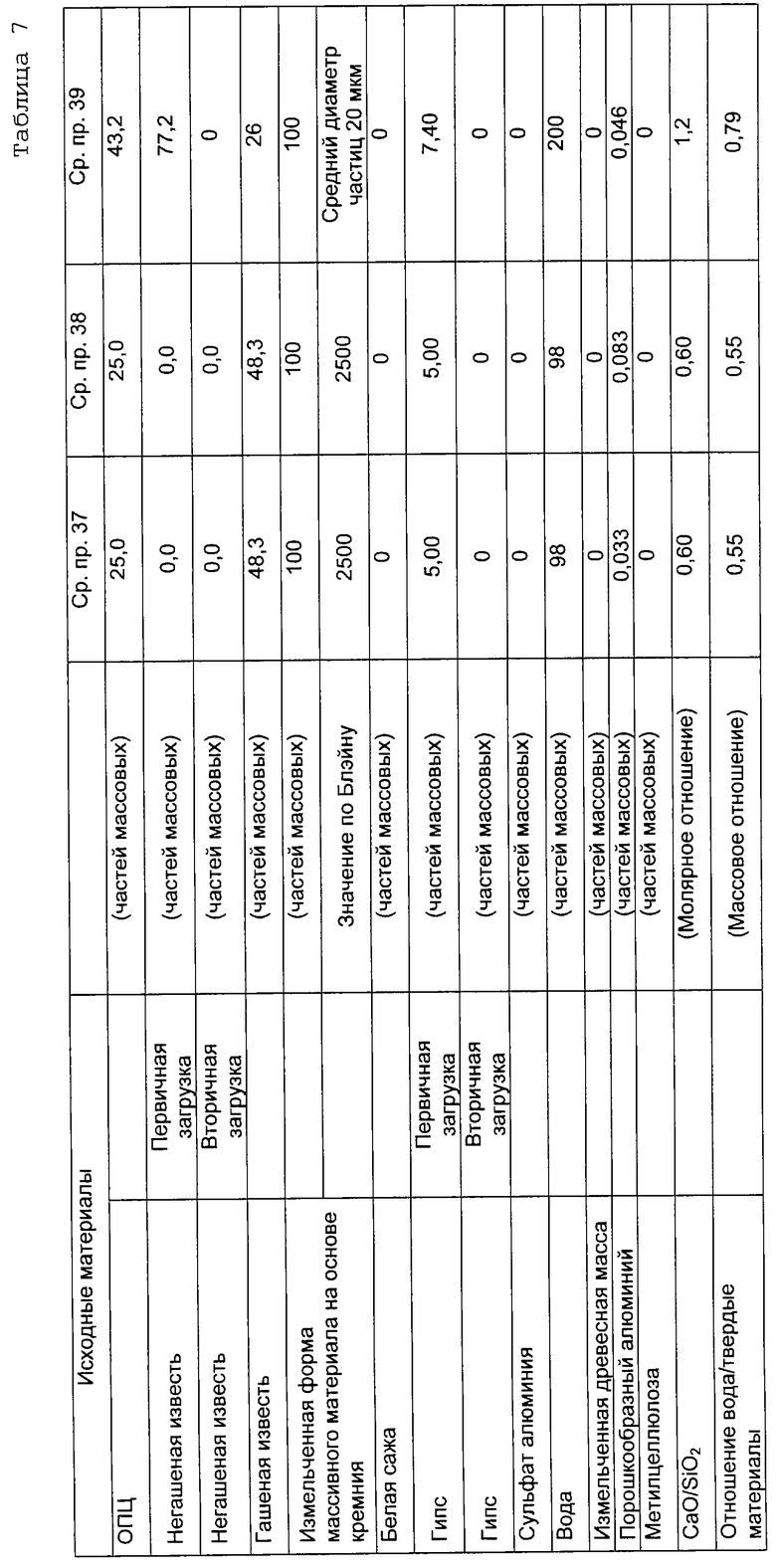


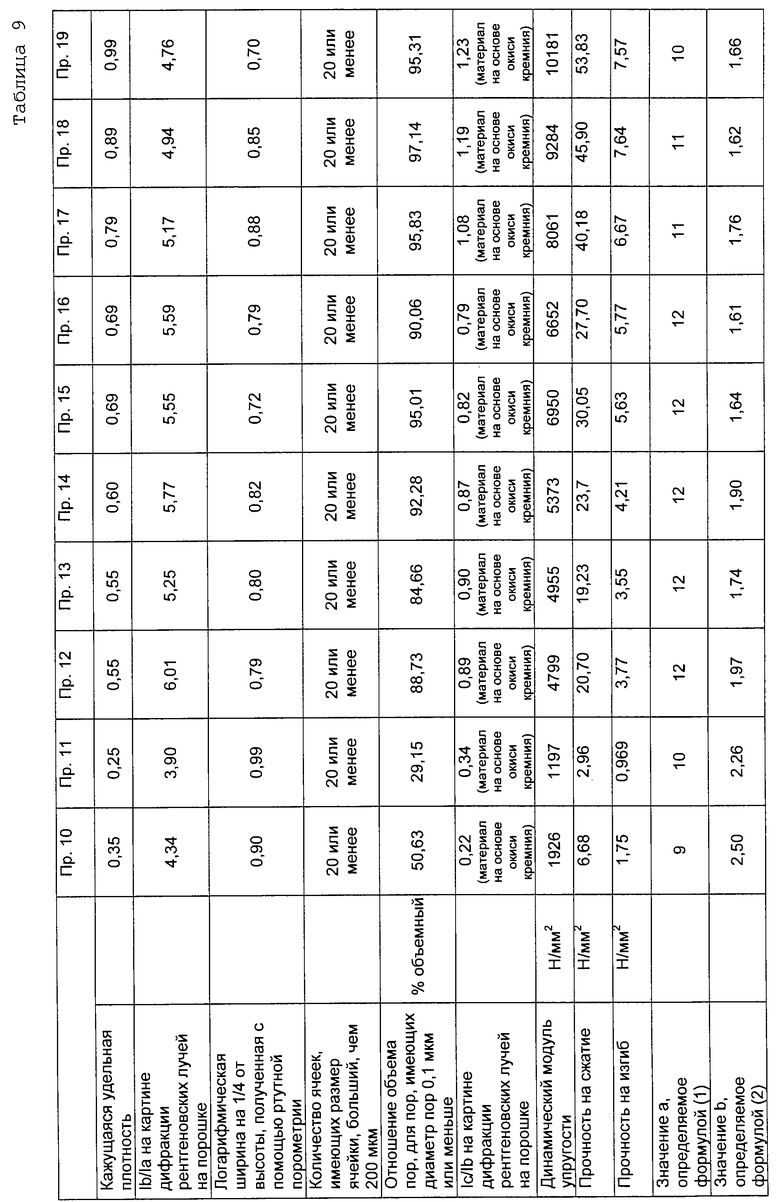

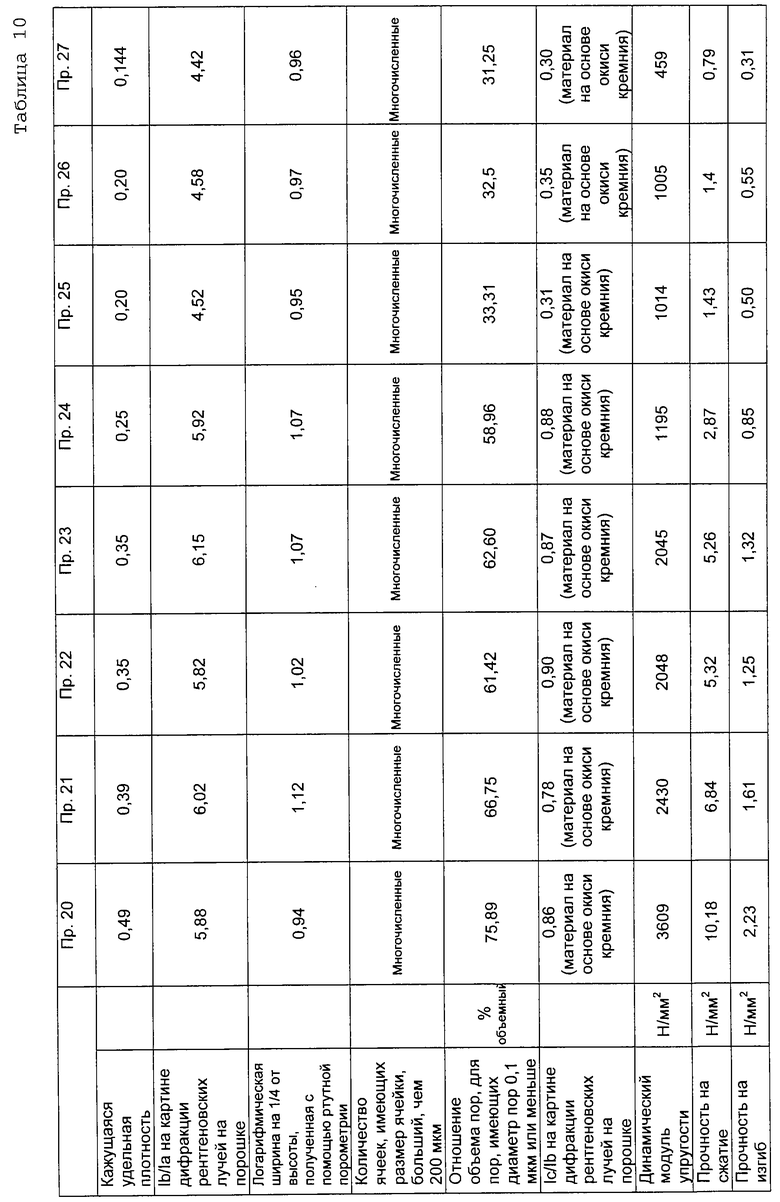

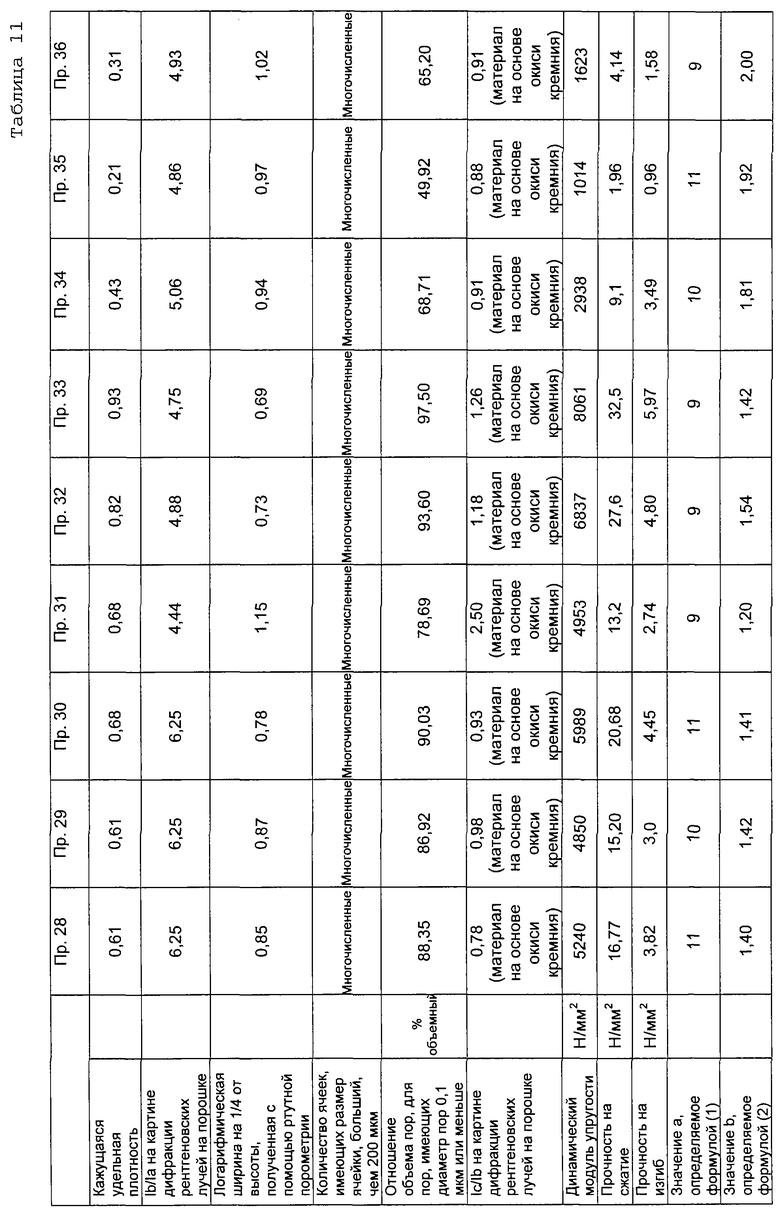

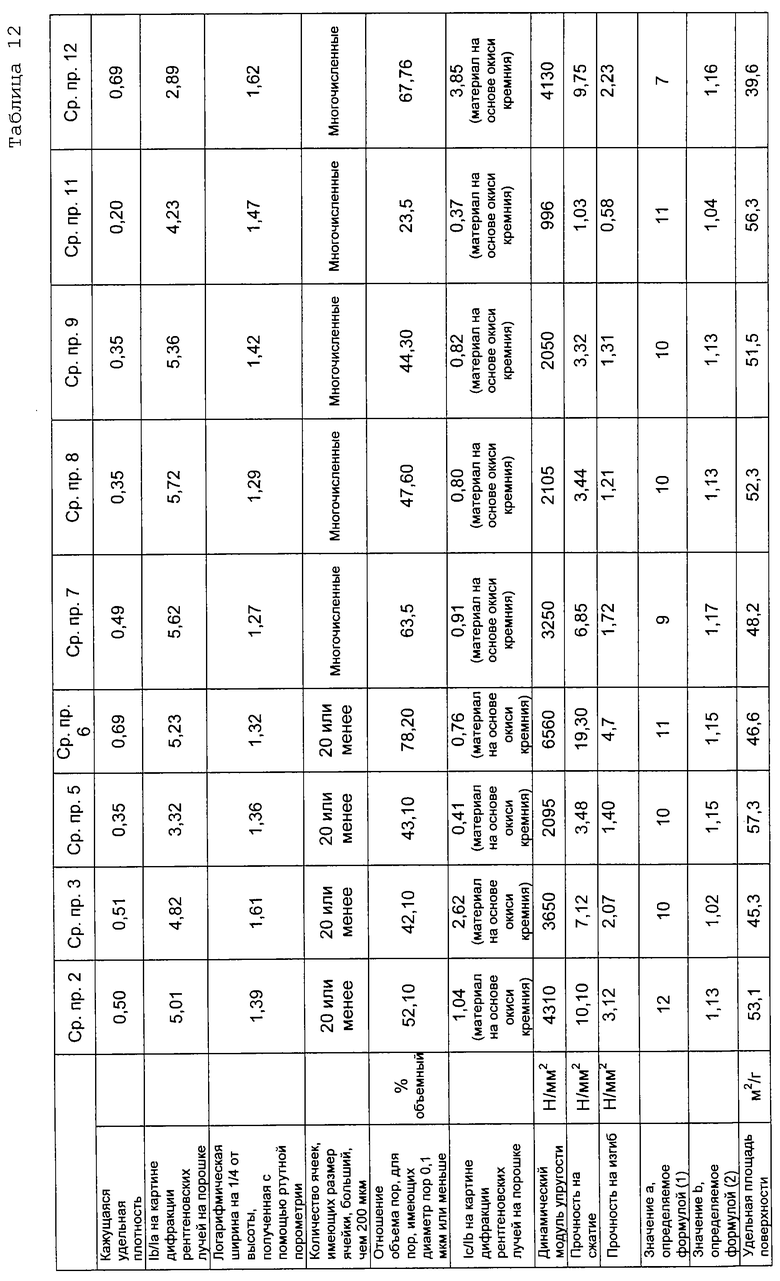




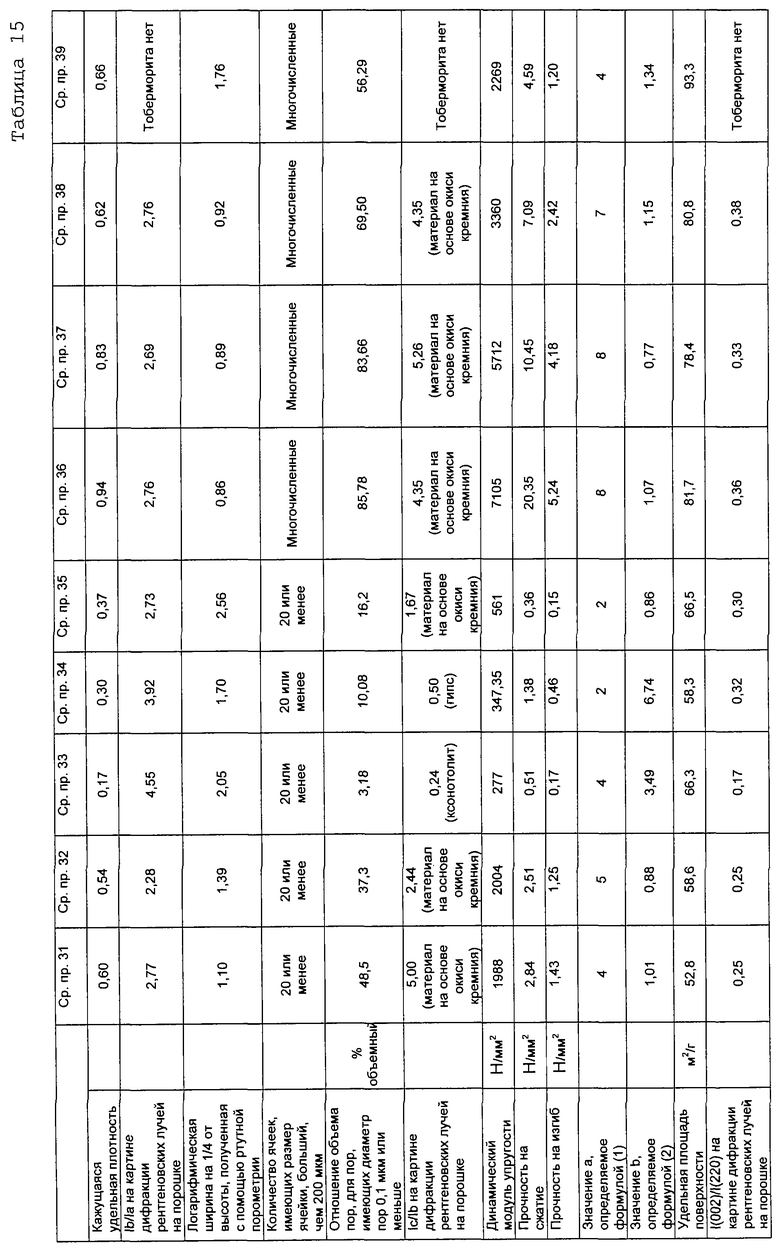
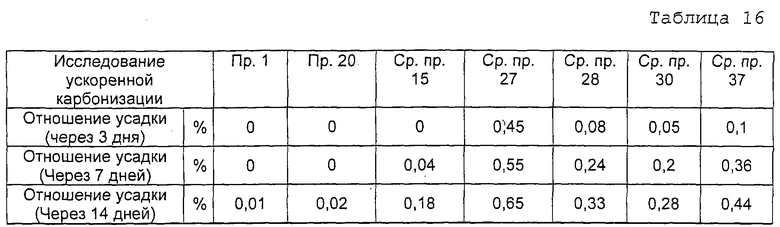
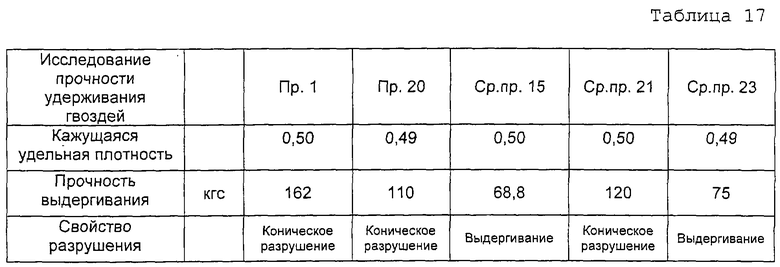



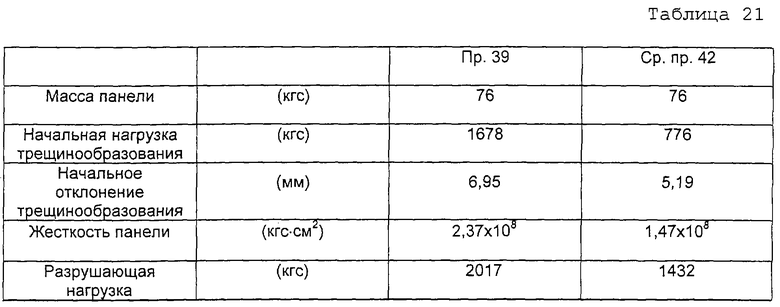
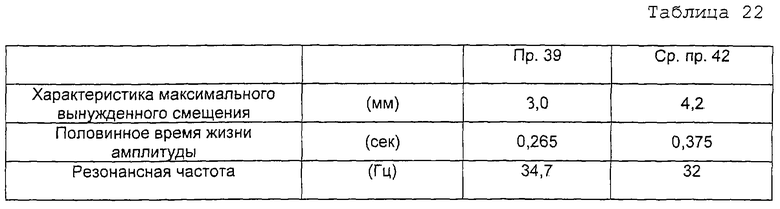
Промышленное применение
Получена отвержденная форма силиката кальция согласно настоящему изобретению, которая, проявляя при этом такие превосходные свойства, как огнестойкость и малую массу, демонстрирует и такие превосходные свойства, как высокий модуль упругости, высокую прочность на сжатие, высокое отношение прочности на сжатие к модулю упругости, высокую устойчивость к реакции нейтрализации и высокую технологичность. По этой причине, отвержденная форма силиката кальция согласно настоящему изобретению может быть использована в качестве материалов для наружных стенок, внутренних стенок и тому подобное. Конкретно, отвержденная форма силиката кальция согласно настоящему изобретению может быть использована в качестве материалов для огнестойких разделительных стенок, стенок с тканевым покрытием, огнестойких подшивок потолков для карнизов, плит для огнестойких покрытий, наружных плит для зданий, потолочных панелей для жилых домов, огнестойких строительных плит и тому подобное.
Более конкретно, отвержденная форма силиката кальция согласно настоящему изобретению демонстрирует удовлетворительную изоляцию против шумов, генерируемых весовым импульсом. В дополнение к этому, отвержденная форма силиката кальция согласно настоящему изобретению может быть использована в большом наборе строительных материалов, в которых использование обычных композиций неизбежно ограничивается, таких как деталь здания, которая поддерживается с помощью опорных элементов, расположенных через большие интервалы, черновой потолок, от которого требуется, чтобы он имел большую прочность удерживания, высотные здания, и тому подобное. Кроме того, могут быть использованы обычные устройства, используемые для производства обычных ALC, так что производительность производства отвержденной формы силиката кальция согласно настоящему изобретению существенно улучшается.
В дополнение к этому, отвержденная форма силиката кальция имеет высокий модуль упругости, высокую прочность на сжатие и высокое отношение прочности на сжатие к модулю упругости, даже если отвержденная форма силиката кальция содержит крупные ячейки. По этой причине, отвержденная форма силиката кальция создает условия для получения строительных материалов, имеющих превосходство в свойствах, которые в несколько раз лучше, чем у обычных строительных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТЕРИАЛ ИЗ ВЫСОКОПРОЧНОГО ОТВЕРЖДЕННОГО СИЛИКАТА КАЛЬЦИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2184713C2 |
| КОМПОЗИЦИЯ, СОДЕРЖАЩАЯ ПОЛУУПОРЯДОЧЕННЫЙ ГИДРОСИЛИКАТ КАЛЬЦИЯ | 2018 |
|
RU2763283C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАРОДЫШЕОБРАЗУЮЩИХ ДОБАВОК ДЛЯ УПРОЧНЕНИЯ БЕТОНА | 2015 |
|
RU2680995C1 |
| СПОСОБ ПРОИЗВОДСТВА ФОРМОВАННОГО ИЗДЕЛИЯ ИЗ ГЕОПОЛИМЕРА И СИСТЕМА ДЛЯ ПРОИЗВОДСТВА ФОРМОВАННОГО ИЗДЕЛИЯ ИЗ ГЕОПОЛИМЕРА | 2018 |
|
RU2731776C1 |
| Способ получения наноразмерных силикатов биометаллов, стабилизированных незаменимой аминокислотой L-лизином | 2022 |
|
RU2806188C1 |
| КОМПОЗИЦИЯ УСКОРИТЕЛЯ СХВАТЫВАНИЯ | 2016 |
|
RU2711191C2 |
| ИСХОДНЫЕ ОГНЕУПОРНЫЕ МАТЕРИАЛЫ, СПОСОБ ИХ ПРОИЗВОДСТВА И ОГНЕУПОРЫ С ИХ ИСПОЛЬЗОВАНИЕМ | 2002 |
|
RU2294945C2 |
| ЦЕОЛИТ ТИПА GIS | 2019 |
|
RU2752404C1 |
| НЕВЫЦВЕТАЮЩИЕ ЦЕМЕНТИРУЮЩИЕ МАТЕРИАЛЫ | 2001 |
|
RU2264362C2 |
| КАТАЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ ФТАЛЕВОГО АНГИДРИДА | 1992 |
|
RU2043784C1 |


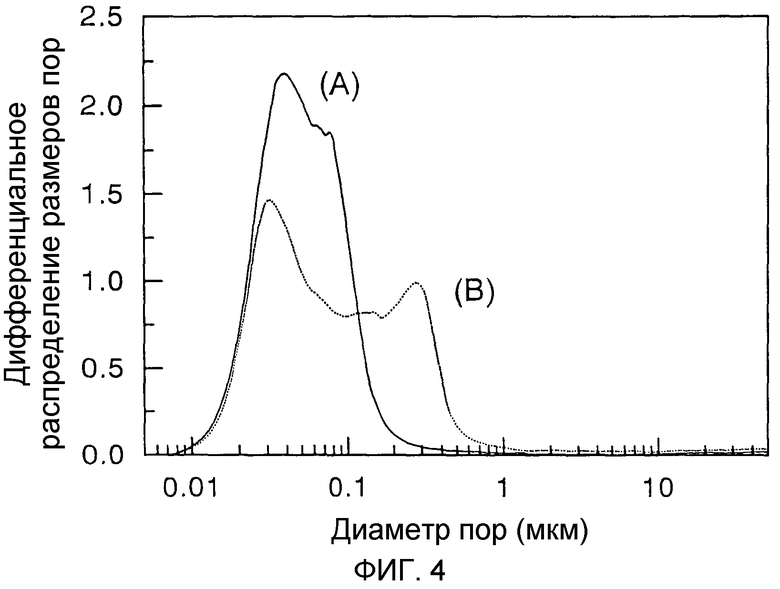
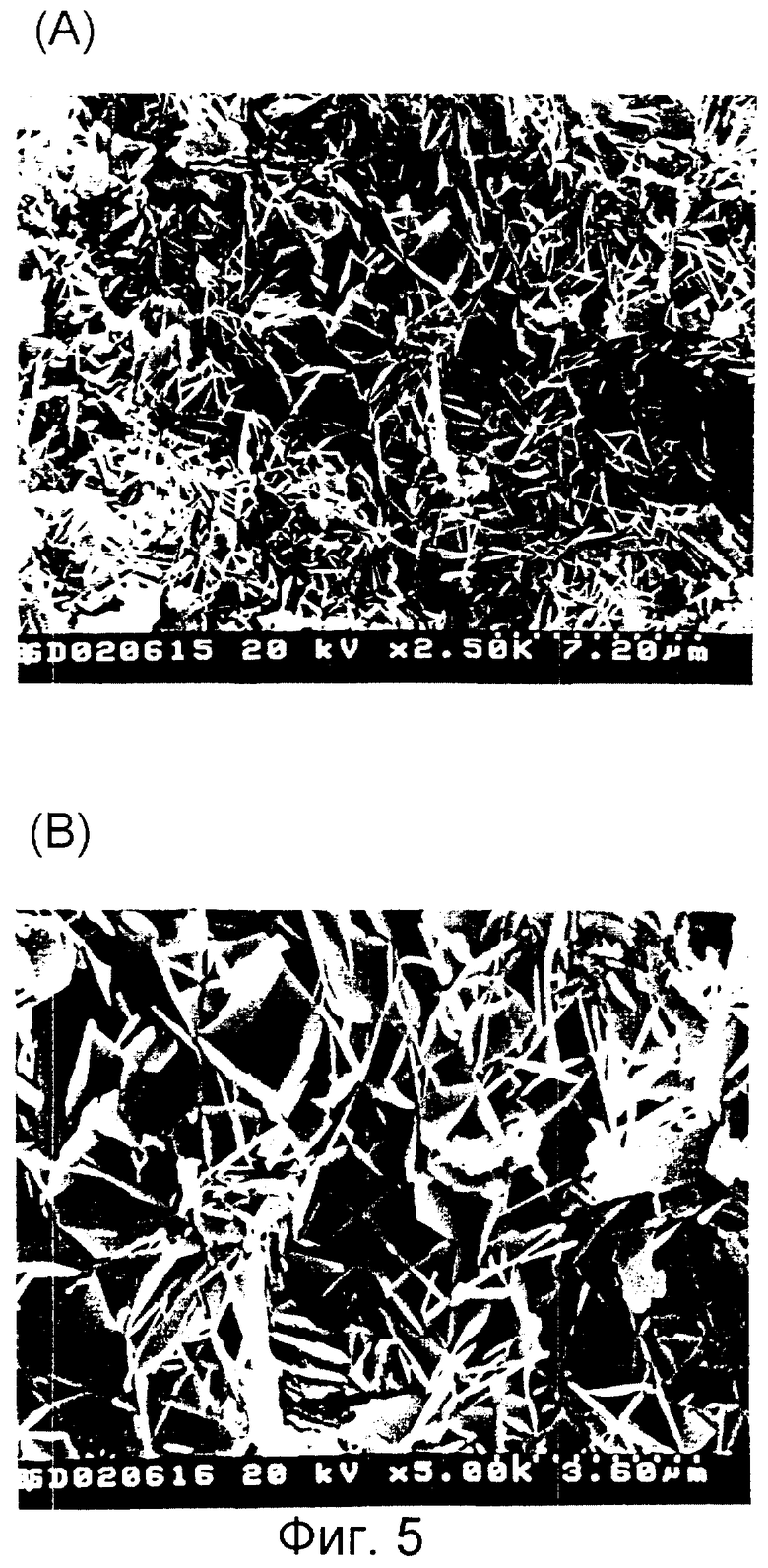

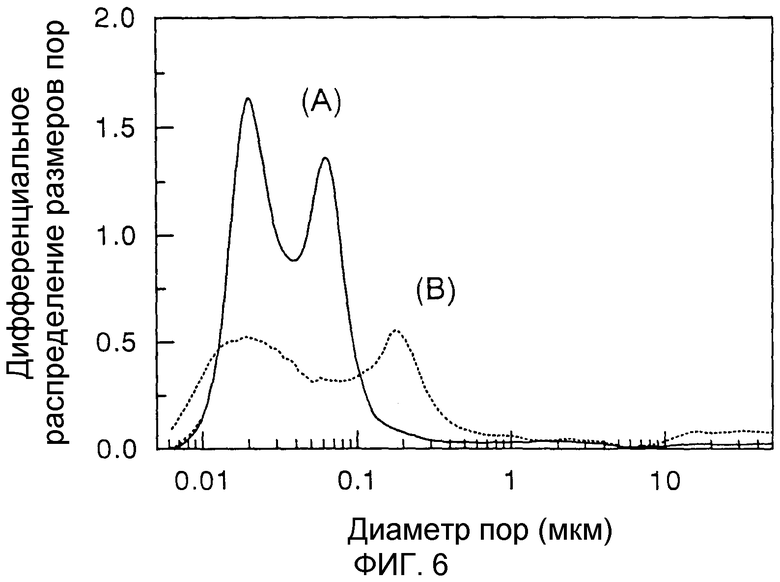

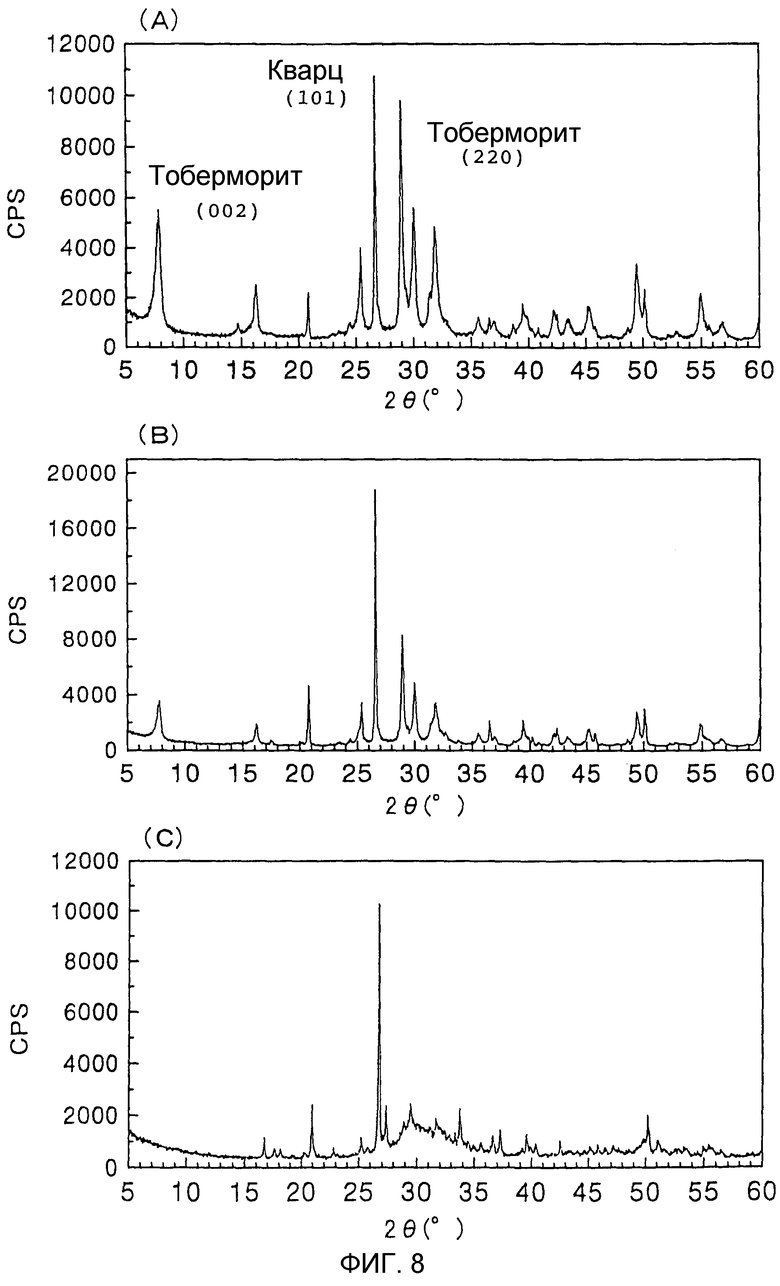

Изобретение относится к отвержденной форме силиката кальция, которая в основном содержит тоберморит и демонстрирует картину дифракции рентгеновских лучей на порошке, в которой интенсивность дифракционного пика Ib, приписываемого плоскости (220) тоберморита, и минимальная интенсивность дифракции Ia, наблюдаемая в диапазоне углов дифракции между двумя дифракционными пиками, приписываемыми соответственно плоскости (220) и плоскости (222) тоберморита, удовлетворяет отношению Ib/Ia ≥ 3,0; демонстрирующая дифференциальную кривую распределения размеров пор, полученную с помощью ртутной порометрии, в котором логарифмическая ширина распределения диаметров пор, как измерено на высоте 1/4 от высоты максимального пика дифференциальной кривой распределения размеров пор, составляет от 0,40 до 1,20, а также описывается композитная структура армированного силиката кальция и способы для ее производства. Отвержденная форма силиката кальция и композитная структура армированного силиката кальция согласно настоящему изобретению, хотя и демонстрирует кажущуюся удельную плотность от 0,14 до 1,0 (и, следовательно, имеет небольшой вес), демонстрирует превосходные свойства в качестве строительного материала, такие как высокая прочность, высокий модуль упругости, высокую устойчивость по отношению к реакции нейтрализации, высокую стабильность размеров и высокую устойчивость к скалыванию. Технический результат - создание отвержденной формы силиката кальция, обладающей высокой прочностью на сжатие, высоким модулем упругости, высоким отношением прочности на сжатие к модулю упругости, стабильностью размеров. 3 н. и 17 з.п. ф-лы, 22 табл., 9 ил.
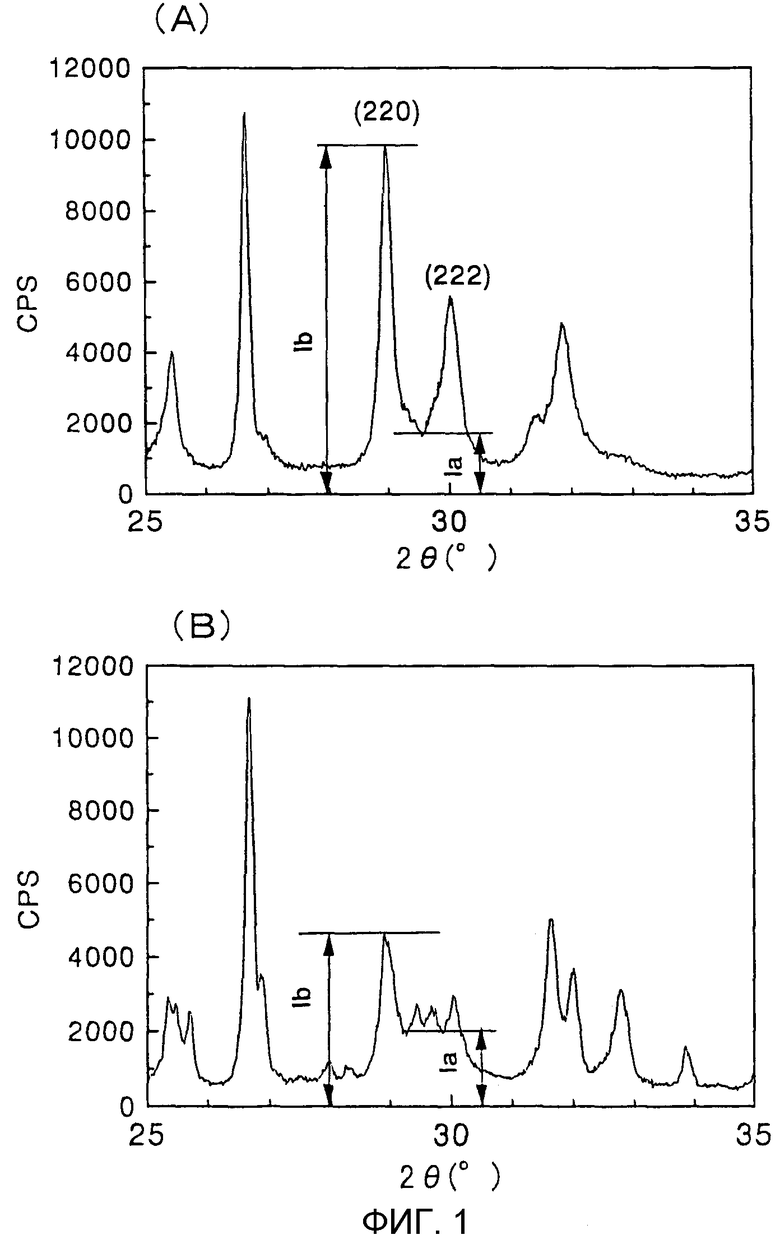
a=(Y×10-3)/(D1,5), (1)
где Y и D соответственно представляют собой модуль упругости (н/мм2) и кажущуюся удельную плотность отвержденной формы силиката кальция,
b=S/(Y×10-3)1,5,(2)
где S представляет собой прочность на сжатие (н/мм2) отвержденной формы силиката кальция, и Y является таким, как определено выше.
от V1(D) до 98% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,5 до 1,0,
от V2(D) до 95% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,3 до меньше 0,5 или
от V3(D) до 90% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,14 до менее 0,3, причем каждый % объемный вычислен по отношению к общему объему пор отвержденной формы силиката кальция и V1(D), V2(D) и V3(D) соответственно вычислены с помощью формул (3), (4) и (5)
V1(D)=50×D+40; (3)
V2(D)=100×D+15; (4)
и
V3(D)=200×D–15. (5)
от 90 до 98% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,8 до 1,0,
от V4(D) до 97% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,5 до менее 0,8 или
от V5(D) до 92% объемных, когда кажущаяся удельная плотность D отвержденной формы силиката кальция составляет от 0,14 до менее 0,5,
причем каждый % объемный вычислен по отношению к общему объему пор отвержденной формы силиката кальция и V4(D) и V5(D) соответственно вычислены с помощью следующих формул (6) и (7):
V4(D)=100×D+10 (6)
и
V5 (D)=150×D-15. (7)
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РАСХОДА ГАЗА | 2007 |
|
RU2349879C2 |
| Вяжущее | 1988 |
|
SU1662973A1 |
| Способ изготовления известковосиликатных изделий | 1976 |
|
SU685645A1 |
| МАТЕРИАЛ ИЗ ВЫСОКОПРОЧНОГО ОТВЕРЖДЕННОГО СИЛИКАТА КАЛЬЦИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2184713C2 |
| Устройство для загрузки шихты и отвода реакционных газов | 1974 |
|
SU562112A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |

