Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей со ступенчатой полостью переменного диаметра и дном с плоской площадкой.
Известен способ изготовления холодной объемной штамповкой полых деталей типа цилиндрического стакана с полостью разных диаметров, переходным участком (уступом) и дном, заключающимся в том, что исходную заготовку, полученную резкой из прутка, подвергают термообработке и нанесению смазочного материала, затем обратным выдавливанием формообразуют ступенчатую полость за один переход с плавающей матрицей, после чего производят механическую обработку детали (см. книгу под общей редакцией д-ра техн. наук, проф. А.Г.Овчинникова «Прогрессивные технологические процессы холодной штамповки, изд-во «Машиностроение», М., 1985 г., стр.66, описание - 17 строка сверху).
Недостатком указанного способа является необходимость применения при выдавливании на существующем оборудовании штампов с плавающими матрицами довольно сложной конструкции или применения специального оборудования - прессов двойного действия, например, разработки МВТУ им. Н.Э.Баумана [А.С. 376268, 513889, 489658 (СССР)] (1. См. книгу под общей редакцией д-ра техн. наук, проф. А.Г.Овчинникова. «Основы теории штамповки выдавливанием на прессах», издательство «Машиностроение», М., 1983 г., стр.186, гл.7. Описание о недостатках известного способа).
Другим недостатком способа является то, что способ обеспечивает получение объемной холодной штамповкой детали за один переход, если деталь имеет относительно простую геометрическую форму и соотношение ее размеров соответствует требованиям технологической деформируемости исходной заготовки (по средней и накопленной деформации, глубине полости, толщине стенки, нагрузке на инструмент) (2. См. справочник под ред. д-ра техн. наук, проф. Г.А.Навроцкого и др. «Холодная объемная штамповка», изд-во «Машиностроение», М., 1973 г, стр.127 разд. «Коструирование штампованных заготовок», 2 столбец, 13 строка сверху: «Если деталь имеет относительно простую геометрическую форму..., то она может быть изготовлена за один переход»).
Известна и технологическая последовательность обработки сложных ступенчатых полых деталей из прутка на металлорежущих станках, а именно на токарных горизонтальных многошпиндельных прутковых автоматах на основе специально спроектированных карт наладки и набором специального режущего инструмента, державок и устройств, путем продольного и поперечного обтачивания, сверления, растачивания, зенкерования, развертывания, точения конусов, фасонных поверхностей и т.д. может быть изготовлена полая деталь переменного (ступенчатого) профиля, при этом нижняя и средняя полости детали соединены коническим переходом строго с заданными размерами его профиля и узким допуском расположения его от внутренней поверхности дна (3. См. книгу В.И.Черчикало, О.И.Гурова и др. «Токарные многошпиндельные автоматы», изд-во «Машиностроение», М., 1978 г, гл. III. «Наладка токарных многошпиндельных автоматов и полуавтоматов»).
Основными недостатками изготовления полых ступенчатых деталей из прутка резанием являются низкий коэффициент использования материала (КИМ), который составляет 0,3-0,5, низкая прочность детали и ее надежность из-за подрезки волокон при выполнении малых радиусов и переходов (ступени).
Известен также многопереходный способ изготовления холодной штамповкой деталей типа цилиндрического стакана со ступенчатой полостью переменного диаметра и дном из прутковой заготовки, включающим получение заготовки отрезкой в штампе от прутка (2. См. стр.111 разд. «Способ разделки исходного материала на заготовки», 4 строка сверху: «Наиболее производительной и экономичной является отрезка заготовок в штампе»), формообразование ступенчатой полости в несколько переходов обратным выдавливанием пуансонами разных диаметров (2. См. стр.106, табл. 4, подгруппа 2.1.3), на первом из которых исходную заготовку подвергают калибровке редуцированием с образованием полости большего диаметра (2. См. стр.153, разд. «Проектирование и расчет переходов: рис.15, фиг.Г), затем выдавливают последующую полость и заканчивают выдавливание ступенчатым пуансоном с формированием переходного уступа и дна с плоской площадкой (2. См. стр.140 рис.8, б, в - примеры оформления контура (уступов) полых ступенчатых деталей и стр.141 рис.9б - пример оформления контура дна полых деталей).
Недостатком этого способа является то, что способ не обеспечивает качественного формирования поверхности под ступенью (переходным уступом), на которой наблюдаются трещины из-за недостаточного гидростатического давления под ступенью при малых радиусах ступени, малопластичных сплавах, толстой стенки выше ступени и узкой ступени (3. См. научно-технический журнал «Кузнечно-штамповочное производство», изд-во «Машиностроение», 1980 г, №1, стр.9, табл. 2; дефекты изделий при выдавливании ступенчатым пуансоном).
Известна и оптимальная форма переходной ступени, выполненная в виде обтекаемой галтели, устраняющая трещины (4. См. А.С. 538768 (СССР)).
При применении в известном способе оптимальной формы переходной ступени исключается возможность получения детали с малым радиусом и узкой ступенью (узким переходным уступом), что требует для получения законченной геометрической формы ступени детали - выполнения дополнительной отделочной операции обработкой резанием (сверление, токарная и др.), что сужает его технологические возможности.
Известный способ не обеспечивает также и качественного формирования цилиндрического участка дна детали, что обусловлено наличием под ним всестороннего сжатия при его деформировании, а при снятии деформирующей силы из-за упругой деформации отформованный цилиндрический участок дна искажается и получает форму выпуклой поверхности.
Недостатком данного способа также является и низкая стойкость инструмента - пуансона на последнем этапе выдавливания полости малого диаметра с одновременной штамповкой переходного уступа.
Объясняется это тем, что при выдавливании полости малого диаметра обратным выдавливанием истечение металла заготовки относительно стенок матрицы происходит в направлении, противоположном движению пуансона, и при касании металла торца ступени сопротивление течению резко возрастает, что приводит к увеличению деформирующей силы, превышающей допустимую нагрузку на пуансон, и его разрушению, особенно при штамповке деталей из материалов с пониженной пластичностью. Кроме того, при снятии деформирующей силы (подъем пуансона) растягивающие напряжения превышают сжимающие напряжения пуансона в зоне уступа, что приводит к отрыву его нижней части в месте торца ступени, что также снижает стойкость пуансона.
Технической задачей при изготовлении деталей со ступенчатой полостью переменного диаметра с переходным уступом и дном с плоской площадкой является расширение технологических возможностей за счет обеспечения получения переходного уступа у готовой детали не требующего обработки резанием, повышение качества за счет исключения искажения профиля дна, а также повышение стойкости инструмента.
Это достигается тем, что в способе изготовления холодной объемной штамповкой деталей со ступенчатой полостью переменного диаметра, имеющей полость малого диаметра с переходным уступом и дном с плоской площадкой, включающем отрезку исходной заготовки от прутка в штампе и получение в ней полостей, которые ведут в несколько переходов пуансонами разного диаметра с формированием дна полости малого диаметра, имеющего плоскую площадку, и переходного уступа, в отличие от прототипа, на первом переходе в исходной заготовке получают полость большего диаметра обратным выдавливанием с калибровкой редуцированием, затем обратным выдавливанием получают последующую полость, а полость, расположенную выше полости малого диаметра, получают обратным выдавливанием с формированием переходного уступа требуемых формы и размеров, после чего на конечном переходе посредством обратного выдавливания ступенчатым пуансоном формируют полость малого диаметра, оформляют дно этой полости с плоской площадкой и обеспечивают расположение сформированного переходного уступа на требуемой высоте от указанного дна за счет подъема объема металла, выдавленного из дна.
Кроме того, в способе, при обратном выдавливании полости малого диаметра используют ступенчатый пуансон с выпуклым рабочим торцем, имеющим кривизну, равную величине упругой деформации дна полости малого диаметра.
Последовательность этапов (операций) изготовления деталей со ступенчатой полостью и дном с плоской площадкой, показана на чертежах. На левой части чертежей (фиг.2-4) - исходное положение заготовки и элементов штампа до выполнения этапа, на правой - после выполнения этапа.
На первом этапе (см. фиг.1) пруток рубят на заготовки 1.
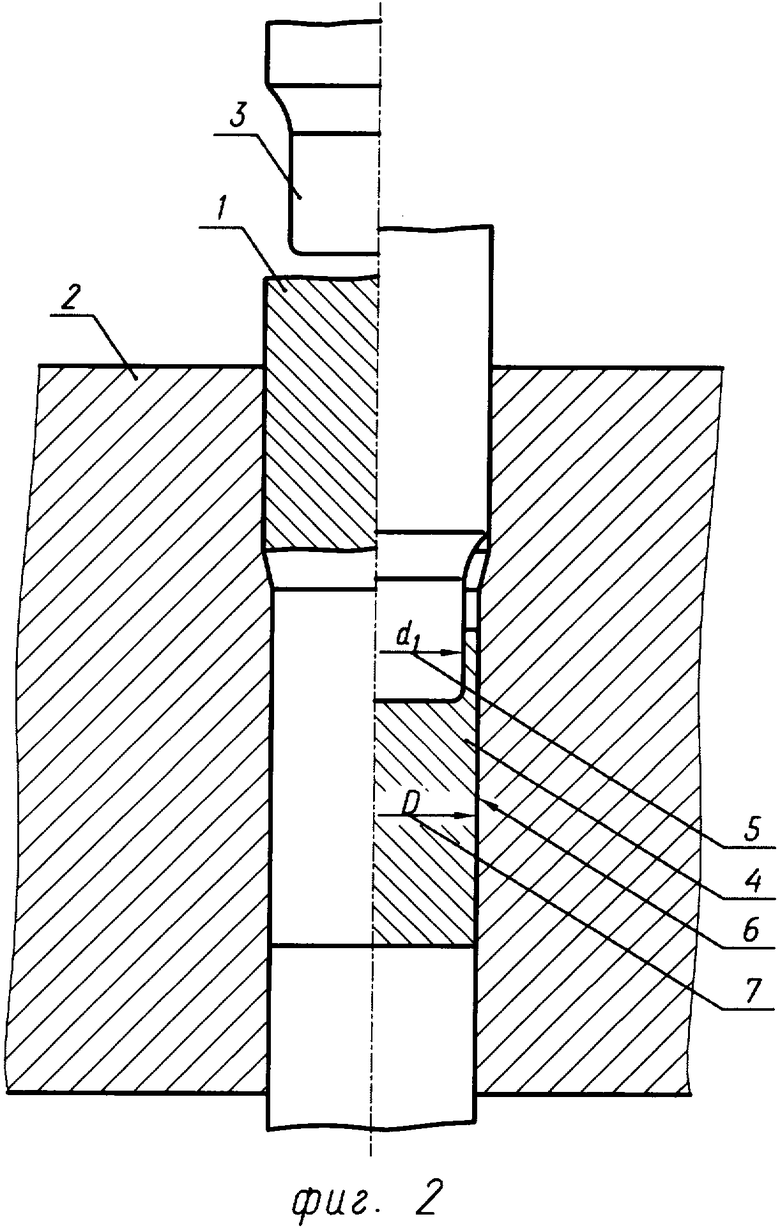
На втором этапе (см. фиг.2) исходную заготовку 1 укладывают в приемную часть матрицы 2 и пуансоном 3 выдавливают калибровкой редуцированием полуфабрикат 4 с внутренним диаметром 5, равным большему внутреннему диаметру готового изделия, и при этом оформляют наружную поверхность 6 диаметром 7, равным диаметру детали.
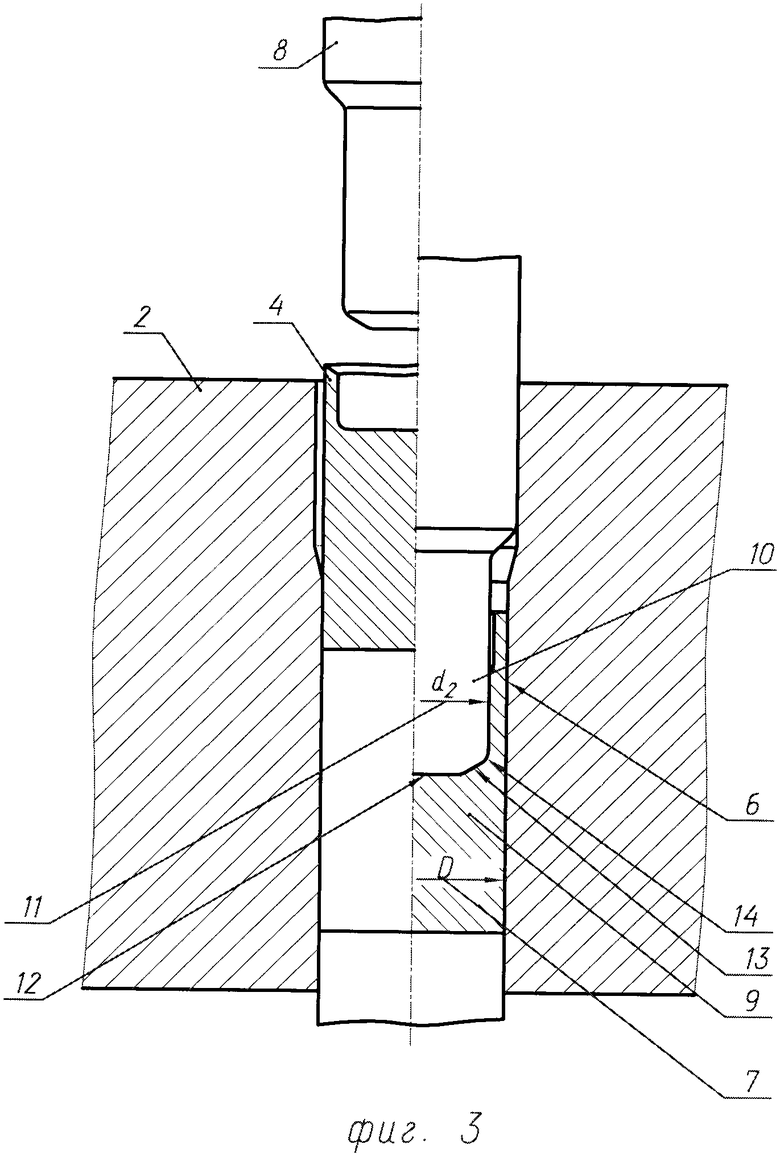
На третьем этапе (см. фиг.3) полученный полуфабрикат 4 в форме стакана с дном укладывают в приемную часть матрицы 2 и пуансоном 8 подвергают выдавливанию калибровкой редуцированием, при этом наружную поверхность 6 детали 9 получают также диаметром 7 и одновременно получают вторую полость 10 диаметром 11, равным диаметру готового изделия, и дно в виде плоской площадки 12, переходного уступа 13 и радиуса 14, при этом форма и размеры переходного уступа детали выполнены согласно требованиям чертежа.
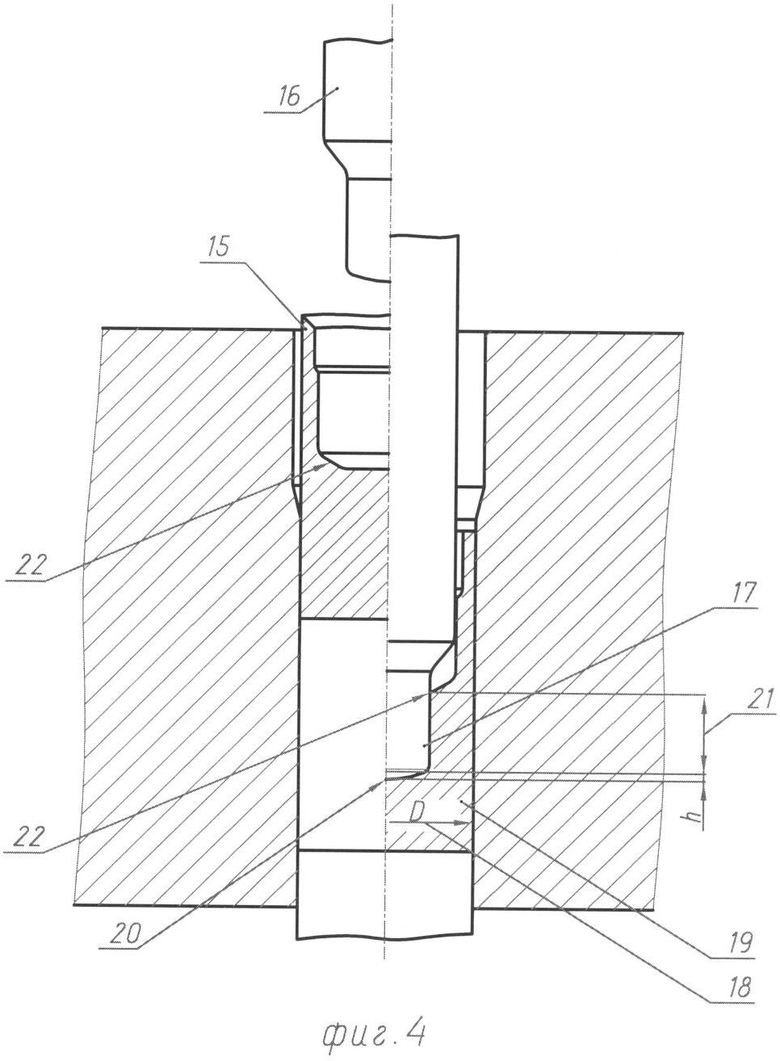
На четвертом - конечном этапе (см. фиг.4) в промежуточном ступенчатом полуфабрикате 15 с двумя полостями и с переходным уступом 22, отштампованным по форме и требуемым размерам детали, выдавливают пуансоном 16 полость 17 малого диаметра, при этом оформляют наружную поверхность детали диаметром 18, равным диаметру готовой детали, дно 19 с выпуклой кривизной 20, равной по высоте h величине упругой деформации дна и за счет выдавленного расчетного объема металла из дна пуансоном формируют высоту 21 расположения переходного уступа 22 от дна детали по требованиям чертежа.
Поскольку процесс формирования переходного уступа производился холодной объемной штамповкой в два этапа: первоначально выдавливают верхнюю полость с формированием переходного уступа по чертежу детали, а затем полость малого диаметра с формированием высоты расположения переходного уступа от дна также по требованиям чертежа за счет подъема выдавливаемого объема металла из дна, то было достигнуто формирование переходного уступа по форме и размерам готовой детали, не требующего обработки резанием, что позволило расширить технологические возможности способа.
За счет выдавливания полости, расположенной выше полости малого диаметра, и оформления при этом одновременно дна с переходным уступом по форме и размерам чертежа исключается необходимость формирования переходного уступа при выдавливании полости малого диаметра, что снижает деформирующую силу, воздействующую на пуансон, и позволяет повысить стойкость инструмента.
Процесс окончательного обратного выдавливания полости малого диаметра с оформлением дна на плоском участке с выпуклой кривизной, что было достигнуто выполнением на торце пуансона выпуклой кривизны высотой h, равной величине упругой деформации дна, позволило получать дно детали после снятия деформирующей силы плоским, без искажения профиля.
Использование предлагаемого способа по сравнению с известным позволяет расширить технологические возможности способа за счет получения переходного уступа по форме и размерам готовой детали, не требующего обработки резанием, повысить качество отштампованных деталей и повысить стойкость инструмента.
Предлагаемое изобретение промышленно применимо. Подтверждением является факт изготовления полых ступенчатых деталей (корпусов) на ФГУП Производственное объединение «Завод им. Серго».
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ В СРЕДНЕЙ ЧАСТИ И ВНУТРЕННИМ КОЛЬЦЕВЫМ ВЫСТУПОМ В ЗОНЕ ФЛАНЦА | 1992 |
|
RU2021073C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2393937C1 |
| Способ холодной объемной штамповки сталей с внешним буртом и внутренней полостью переменного диаметра | 1974 |
|
SU561602A1 |
| Способ получения полых цилиндрических ступенчатых деталей с дном | 1985 |
|
SU1581448A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1997 |
|
RU2133167C1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1996 |
|
RU2107574C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей со ступенчатой полостью, имеющей полость малого диаметра с переходным уступом и дном с плоской площадкой. В отрезанной от прутка исходной заготовке образуют полости в несколько переходов пуансонами разного диаметра. На первом переходе получают полость большего диаметра обратным выдавливанием с калибровкой редуцированием. Затем обратным выдавливанием формируют последующую полость. Полость, расположенную выше полости малого диаметра, получают обратным выдавливанием с формированием переходного уступа требуемых формы и размеров. Далее на конечном переходе обратным выдавливанием ступенчатым пуансоном формируют полость малого диаметра, оформляют дно этой полости с плоской площадкой. При этом обеспечивают расположение сформированного переходного уступа на требуемой высоте от дна за счет подъема объема металла, выдавленного из дна. В результате обеспечиваются расширение технологических возможностей способа, повышение качества полученных изделий и увеличение стойкости используемой технологической оснастки. 1 з.п. ф-лы, 4 ил.
| Холодная объемная штамповка | |||
| Справочник под ред | |||
| Г.А | |||
| Навроцкого | |||
| - М.: Машиностроение, 1973, с.106, 2.1.3 | |||
| Способ изготовления ступенчатых оболочек | 1978 |
|
SU780943A1 |
| Способ изготовления ступенчатых полых изделий с перемычкой | 1990 |
|
SU1752479A1 |
| Способ изготовления деталей типа ступенчатых стаканов | 1991 |
|
SU1794591A1 |
| ЕР 0404570 А2, 27.12.1990 | |||
| US 6357274 В1, 19.03.2002 | |||
| US 6735997 B2, 18.05.2004. | |||

