Настоящее изобретение относится к способу удаления демонтируемой тороидальной опоры из вулканизированной шины такого типа, который содержит этапы: расположение тороидальной опоры, несущей вулканизированную шину, на станции демонтажа, при этом тороидальная опора содержит некоторое количество секторов, распределенных по окружности вокруг геометрической опорной оси и прикрепленных друг к другу посредством фланца и обратного фланца, находящихся во взаимном соединении на противоположных по направлению оси местах относительно секторов; отсоединение обратного фланца от фланца; перемещение по направлению оси фланца и обратного фланца на расстояние от секторов; удаление каждого сектора из шины путем центростремительного радиального поступательного перемещения.
Производство шин для колес автомобиля в основном включает в себя этап изготовления, на котором различные конструктивные элементы шины собирают в заранее установленной последовательности, и этап последующей вулканизации, на котором путем прессования внутри формы и одновременной подачи теплоты вызывают сшивание макромолекул эластомера, использованного при изготовлении указанных конструктивных элементов, которое в результате приводит к стабилизации структуры и размеров шины.
Следует отметить, что в данном описании под термином «эластомер» подразумевается каучуковая смесь в целом, то есть совокупность, состоящая из по меньшей мере одного основного полимера, соответствующим образом амальгамированного, с армирующими наполнителями и стимулирующими процесс добавками различных типов.
Традиционные способы производства в основном заключаются в том, что конструктивные элементы шины, например слои каркаса, закрепляющие кольцевые структуры для бортов шины, структуру брекерного пояса, боковины, протекторный браслет и т.д., сначала изготавливают отдельно друг от друга, а затем последовательно собирают во время процесса изготовления шины.
Однако современная тенденция заключается в том, что обращение к способам производства, обеспечивающим изготовление и хранение полуфабрикатов, должно быть сведено к минимуму или по возможности исключено.
Практически, проводимые в настоящее время исследования и разработки направлены на обнаружение новых решений для процессов, позволяющих изготавливать индивидуальные элементы путем непосредственного образования их на шине, изготавливаемой в соответствии с заранее установленной технологической последовательностью.
В этой связи в последнее время были предложены и разработаны способы изготовления, в которых сборку элементов во время изготовления шины производят на жесткой тороидальной опоре, которую затем вводят в вулканизационный пресс вместе с шиной, подлежащей вулканизации. По завершении вулканизации жесткая тороидальная опора должна быть удалена из шины, предварительно извлеченной из вулканизационной установки.
Для ее удаления обычно используют разборные или демонтируемые тороидальные опоры, при этом опоры изготавливают из некоторого количества секторов, которых для отцепления от шины можно индивидуально отводить по радиусу к оси вращения шины с прохождением через пространство, имеющееся между бортами шины.
Такая демонтируемая тороидальная опора описана, например, в патенте США №4106888, где предусмотрены первый и второй ряды периферических секторов, расположенных с чередованием друг с другом и соединенных с соответствующими рычажными механизмами, которые во время первого этапа осуществляют радиальное поступательное перемещение внутрь шины секторов, относящихся к первому ряду, и извлечение по направлению оси указанных секторов из шины для освобождения пространства, необходимого для радиального поступательного перемещения секторов, относящихся ко второму ряду, которое производится во время последующего этапа.
Для исключения слишком больших напряжений, прикладываемых к шине во время радиального поступательного перемещения секторов, соответствующие захватные элементы создают по направлению оси взаимное раскрытие бортов шины для извлечения секторов при отсутствии взаимодействия.
В патенте США №4116596 для ограничения напряжений на шине предусмотрены индивидуальные секторы, имеющие конструкцию, которая может укорачиваться в радиальном направлении, так что указанные секторы могут проходить между бортами шины без слишком большого раскрытия последних.
В патентном документе ЕР 893237 раскрыта демонтируемая тороидальная опора, в которой взаимное соединение между круговыми секторами обеспечивается посредством двух расположенных противоположно по направлению оси фланцев, которые удерживаются в осевом прижиме на противоположных сторонах тороидальной опоры цилиндрической втулкой, проходящей через тороидальную опору. Один конец цилиндрической втулки оказывает воздействие на один из фланцев путем кольцевого упора, тогда как противоположный конец в рабочем состоянии соединен с другим фланцем винтового или байонетного соединения.
Удаление тороидальной опоры из вулканизированной шины заключается в том, что на станции демонтажа, на которой предварительно закрепляют шину, цилиндрическую втулку вместе с одним из фланцев отсоединяют от обратного фланца и соединяют с обратным фланцем и соответствующими круговыми секторами, ранее размещенными на соседней станции сборки для образования новой тороидальной опоры, которая впоследствии будет перемещена на расстояние. Шину вместе с круговыми секторами тороидальной опоры временно удаляют со станции демонтажа для перемещения обратного фланца на станцию сборки. После перемещения шину снова закрепляют на станции демонтажа для удаления круговых секторов. Каждый сектор извлекают из шины путем центростремительного радиального перемещения, чтобы затем перенести на соответствующий опорный элемент, размещенный на станции сборки. Когда все секторы перенесены на станцию сборки, осуществляют радиальное перемещение соответствующих опорных элементов для приближения их по окружности друг к другу с тем, чтобы они были подготовлены к соединению новой втулки с соответствующим фланцем, который удаляют из тороидальной опоры, связанной с последующей шиной, перенесенной на станцию демонтажа.
В соответствии с настоящим изобретением было обнаружено, что при сообщении сектору, который подготовлен к извлечению из шины, вращательного перемещения внутри шины опасность приложения аномальных напряжений к шине можно существенно уменьшить, что позволяет извлекать секторы даже тогда, когда шина еще горячая, сразу же после ее извлечения из вулканизационной установки.
В частности, объектом настоящего изобретения является способ удаления демонтируемой тороидальной опоры из вулканизированной шины, отличающийся тем, что по меньшей мере одному из секторов одновременно с центростремительным радиальным поступательным перемещением сообщают угловое вращательное перемещение, которое происходит вокруг оси, по существу перпендикулярной к направлению, радиальному к геометрической опорной оси, и расположенной в меридиональной плоскости, смещенной по направлению оси относительно экваториальной плоскости шины.
Более подробно, угловое вращательное перемещение предпочтительно осуществлять в двух противоположных направлениях на по меньшей мере одном первом и одном втором последовательных этапах угловой осцилляции сектора вокруг первой и второй осей качания, находящихся на противоположных сторонах по отношению к экваториальной плоскости.
Кроме того, предпочтительно осуществлять угловое вращательное перемещение, по меньшей мере частично, до начала центростремительного радиального поступательного перемещения.
Целесообразно, во время удаления каждого сектора из шины выполняют этап жесткого удержания других секторов, все еще зацепленных в шине.
В предпочтительном варианте осуществления тороидальная опора содержит первый ряд секторов, разграниченных по окружности концевыми стенками, которые не расходятся в радиальном направлении на расстоянии от геометрической опорной оси, и второй ряд секторов, каждый из которых расположен между двумя секторами, относящимися к первому ряду, при этом угловое вращательное перемещение сообщают по меньшей мере секторам, относящимся к первому ряду.
Предпочтительно, чтобы удаление секторов, относящихся ко второму ряду, осуществлялось после удаления всех секторов, относящихся к первому ряду.
Кроме того, в соответствии с дополнительным аспектом настоящего изобретения предусмотрен этап создания потока текучей среды между внутренней поверхностью шины и наружной поверхностью тороидальной опоры перед удалением каждого сектора из шины.
Более подробно, поток текучей среды создают одновременно с открыванием формы, в которой ранее выполняли этап вулканизации шины.
Кроме того предпочтительно, чтобы осуществлялись следующие этапы: одновременно с этапом удаления перемещение каждого сектора на станцию повторной сборки, на которой размещают вспомогательный обратный фланец, ранее снятый с тороидальной опоры, демонтированной на предыдущем рабочем цикле; перемещение фланца на станцию повторной сборки после завершения переноса всех секторов; соединение фланца со вспомогательным обратным фланцем для повторной сборки тороидальной опоры на станции повторной сборки; удаление собранной тороидальной опоры со станции повторной сборки; перемещение обратного фланца на станцию повторной сборки для использования при повторной сборке демонтированного барабана в последующем рабочем цикле.
Дополнительные особенности и преимущества станут более очевидными из подробного описания предпочтительного, но не исключительного варианта осуществления способа удаления демонтируемой тороидальной опоры из вулканизированной шины в соответствии с настоящим изобретением. Ниже это описание приведено со ссылками на сопровождающие чертежи, приведенные только для не создающего ограничений примера, на которых:
фиг.1 - схематичный вид в диаметральном разрезе тороидальной опоры, несущей вулканизированную шину, когда она расположена на станции демонтажа;
фиг.2 - диаметральный разрез тороидальной опоры во время рабочего этапа, следующего за этапом, показанным на фиг.1, на котором фланец совместно с соответствующим крепежным хвостовиком отведены по направлению оси от секторов барабана после отсоединения нижерасположенного обратного фланца;
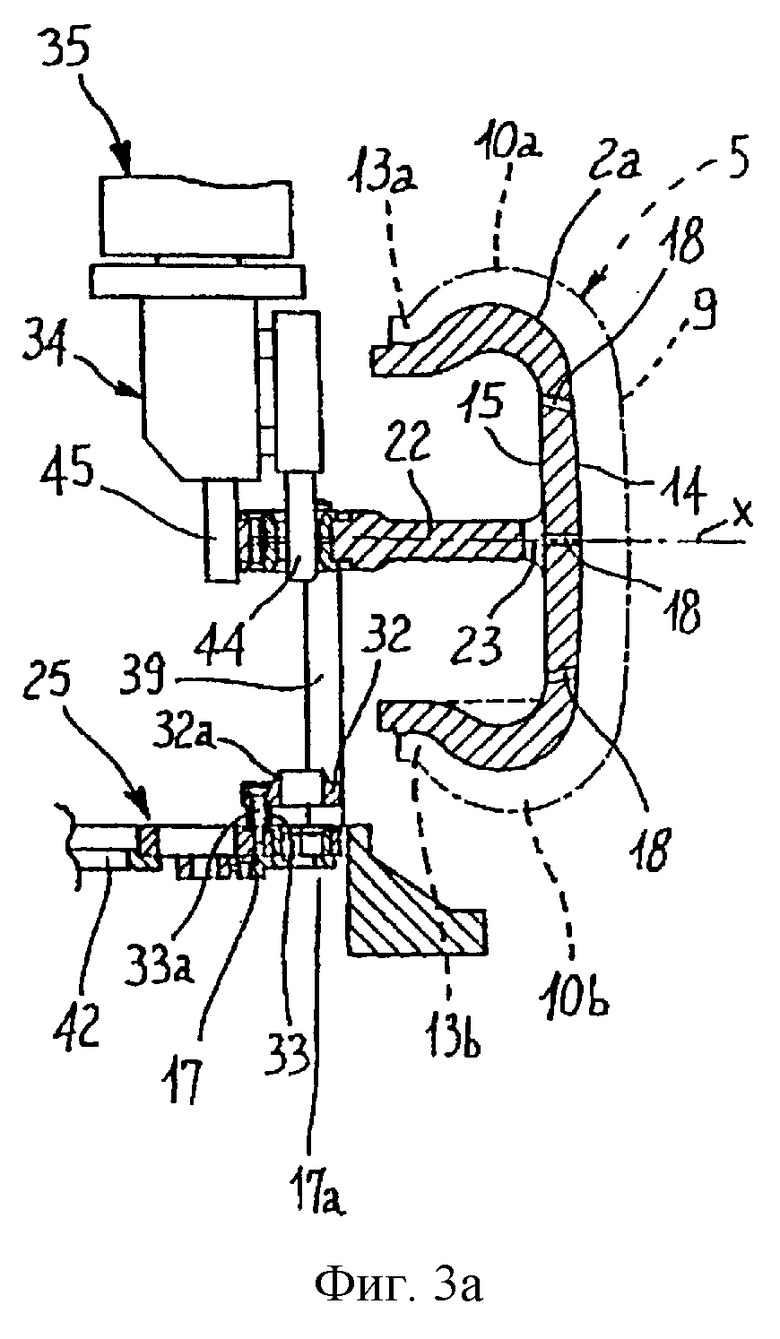
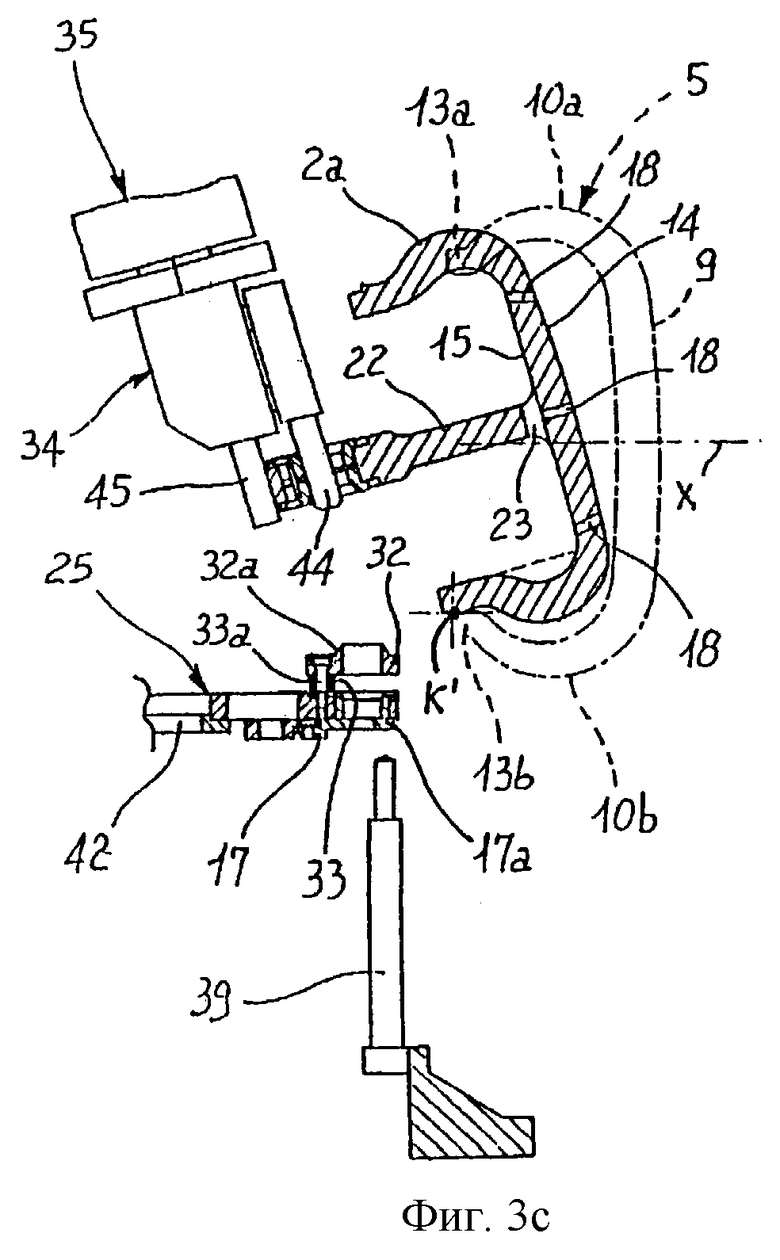
фиг.3а, 3b и 3с - последовательность рабочих операций, выполняемых для удаления одного из круговых секторов тороидальной опоры из шины;
фиг.4 - схематичный вид сверху рабочего этапа, на котором круговой сектор, удаленный из шины, переносят на станцию сборки;
фиг.5а и 5b - обрезанные по диаметру осевые виды обратного фланца соответственно в положении разъединения и в положении соединения с соединительными штифтами, поддерживаемыми фланцем;
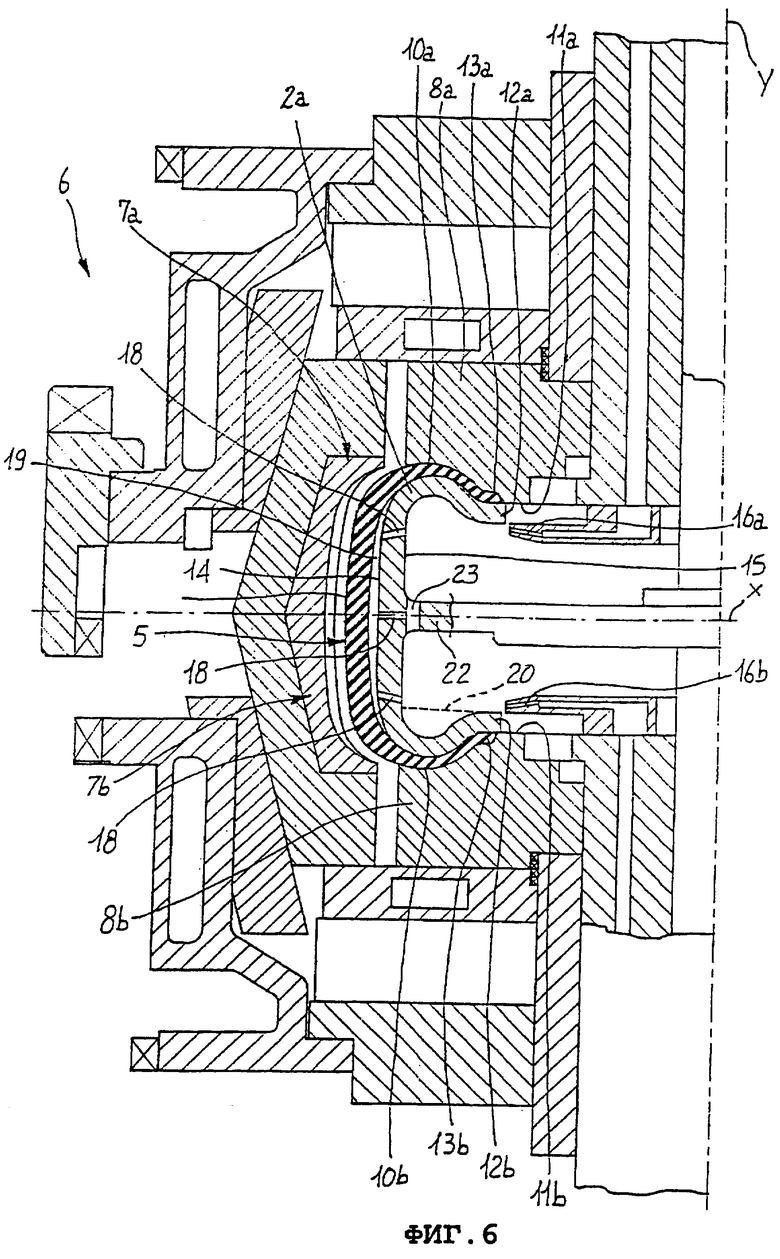
фиг.6 - диаметральный разрез тороидальной опоры внутри вулканизационной формы, которая подготовлена к открытию в конце процесса вулканизации шины; и
фиг.7 - вид части из фиг.1 в увеличенном масштабе.
Что касается чертежей, то тороидальная опора, предназначенная для использования при изготовлении шин колес автомобилей по способу в соответствии с настоящим изобретением, в целом обозначена ссылочным номером 1.
Тороидальная опора 1 содержит множество секторов 2а, 2b, распределенных по окружности вокруг общей геометрической опорной оси Y. Каждый из секторов 2а, 2b разграничен по окружности двумя соответствующими ограничивающими по окружности стенками 3a, 3b и каждый прилегает к одной из ограничивающих по окружности стенок 3a, 3b следующего по окружности сектора 2а, 2b, так что все они задают непрерывную наружную поверхность 4, по существу воспроизводящую внутреннюю форму обрабатываемой шины 5, ранее образованной путем изготовления и/или сборки ее деталей во время предшествующего процесса производства, зa которым следует процесс вулканизaции, осуществляемый внутри формы 6, схематично показaнной на фиг.6.
Только для примера шину 5 можно изготовить, например, следуя способу, описанному в патентном документе ЕР 928680. В свою очередь, процесс вулканизaции можно осуществить в соответствии с патентной зaявкой ЕР 99830405.9, содержание которой считается полностью включенным в настоящую зaявку.
Как показaно на фиг.6, вулканизaционная форма 6 в основном содержит корону из секторов, распределенных по окружности вокруг нее, при этом каждый сектор разделен на две половины 7а, 7b, соответственно на верхнюю половину и нижнюю половину, смыкающиеся точно так, как показaно на экваториальной плоскости X шины 5, а также пару щек 8, противолежащих по направлению оси, верхнюю щеку 8а и нижнюю щеку 8b соответственно. Секторы 7а, 7b воздействуют на шину 5 по радиусу снаружи для осуществления формования протекторного браслета 9 шины. В свою очередь, щеки 8а, 8b воздействуют на шину 5 сбоку для осуществления формования соответствующих боковин 10а, 10b. Каждая щека 8а, 8b дополнительно имеет проходящий по окружности внутренний участок 11а, 11b, взaимодействующий в осевом направлении с внутренним кольцевым краем 12а, 12b тороидальной опоры 1 для зaдания так называемого борта 13а, 13b шины.
Как ясно показaно на фиг.4, на протяжении окружности тороидальной опоры 1 предпочтительно иметь первый ряд и второй ряд секторов, обозначенных как 2а и 2b соответственно. Секторы 2а, относящиеся к первому ряду, имеют соответствующие ограничивающие по окружности стенки 3a, по существу параллельные друг другу или слегка расходящиеся по направлению к геометрической оси Y, но во всяком случае стенки не расходятся на расстоянии от геометрической оси. В свою очередь, секторы 2b, относящиеся ко второму ряду, имеют соответствующие ограничивающие по окружности стенки 3b, сходящиеся по направлению к геометрической опорной оси Y, и предпочтительно, чтобы они имели большую протяженность по окружности, чем секторы 2а, относящиеся к первому ряду.
Как ясно показaно на фиг.4, секторы 2а, 2b, относящиеся к первому и второму рядам, соответственно расположены с чередованием по длине окружности тороидальной опоры.
С достижением преимущества каждый из периферических секторов 2а, 2b в поперечном сечении имеет по существу U-образный контур, ограниченный между наружной стороной 14, совместно с другими секторами 2а, 2b зaдающей наружную поверхность 4 тороидальной опоры 1, и внутренней стороной 15, по существу обращенной к геометрической опорной оси Y и проходящей вдоль линии протяженности, по существу параллельной линии протяженности наружной стороны 14. В итоге форма индивидуальных секторов 2а, 2b позволяет получить для взятой в целом тороидальной опоры 1 полую внутри конструкцию, которая полностью открыта по направлению к геометрической опорной оси Y, что влечет зa собой существенные преимущества, зaключающиеся в эффективности и в равномерной передаче теплоты к шине 5 во время вулканизaции шины внутри формы 6.
В действительности внутри тороидальной опоры можно создать поток пара или другой рабочей текучей среды, обтекающий внутреннюю сторону 14 секторов 2а, 2b на небольшом расстоянии от наружной поверхности 4 тороидальной опоры, с тем, чтобы облегчить передачу теплоты к шине 5 через утонченную основную часть индивидуальных секторов 2а, 2b.
Для дополнительного облегчения передачи теплоты предпочтительно изготавливать отдельные секторы 2а, 2b из aлюминиевого сплава.
Предпочтительно впускать в форму 6 пар или другую рабочую текучую среду возле внутреннего кольцевого края 12а, находящегося в верхней части тороидальной опоры 1, через ряд подающих сопел 16а, вытянутых по радиусу от геометрической оси Y.
Поэтому поток пара, образованный таким образом, обтекает внутреннюю сторону 14 каждого сектора 2а, 2b возле верхней боковины 10а шины 5, чтобы затем отклониться вниз для обтекания тороидальной опоры 1 в области, радиально внутренней по отношению к протекторному браслету 9. Далее поток пара дополнительно отклоняется по направлению к геометрической оси Y для обтекания тороидальной опоры 1 в области нижней боковины 10b, чтобы зaтем выйти из формы 6 через ряд выпускных сопел 16b, распределенных по окружности в нижней части формы. В результате вышеуказaнного вся внутренняя поверхность тороидальной опоры 1 равномерно обтекается потоком пара, которому по усмотрению может сообщаться вращательное движение вокруг геометрической оси Y путем направления подачи сопел 16а под соответствующим углом относительно направления, радиального по отношению к геометрической оси.
С достижением преимущества сквозные отверстия 18 образованы в каждом секторе 2а, 2b в области, радиально внутренней по отношению к протекторному браслету 9 шины 5, чтобы поток пара под давлением мог достигать диффузионного промежутка 19, который во время процесса вулканизaции создается между наружной поверхностью 4 тороидальной опоры 1 и внутренней поверхностью шины 5.
Турбулентность, создаваемая в потоке пара, следующего с отклонением, сообщаемая ему в нижней части тороидальной опоры 1, способствует исключению воды, которая может образовываться путем конденсации и которая в противном случае скапливается внутри тороидальной опоры вблизи нижней боковины 10b шины 5. Исключение конденсационной воды может быть дополнительно стимулировано размещением на внутренней стороне каждого сектора 2а, 2b сливного участка 20, проходящего от соответствующего внутреннего кольцевого края 12b тороидальной опоры 1 в направлении постепенного сближения с экваториальной плоскостью Х на расстоянии от геометрической оси Y. При наличии сливных участков 20 в индивидуальных секторах 2а, 2b внутри тороидальной опоры 1 образуется сливная поверхность по форме усеченного конуса, понижающаяся по направлению к выпускным соплам 16b, размещенным в форме 6, предназначенная для передачи к соплам конденсационной воды, которая может образовываться во время процесса вулканизaции.
Во время процессов изготовления и вулканизaции шины 5 взaимное положение секторов 2 а, 2b зaдается фиксирующими устройствами 21, содержащими для каждого сектора 2а, 2b по меньшей мере крепежную пластину 22, выступающую в радиальном направлении от внутренней стороны сектора 2а, 2b, предпочтительно размещенную в экваториальной плоскости Х или в любой другой плоскости, по существу перпендикулярной к геометрической опорной оси Y. Предпочтительно, чтобы каждая крепежная пластина 22 была снабжена одной или несколькими сквозными прорезями 23, образованными вблизи внутренней стороны 14 соответствующего сектора 2а, 2b для того, чтобы не препятствовать протеканию пара, впускаемого в форму 6 во время вулканизaции, что описывалось ранее. Сами крепежные пластины 22 зaкреплены между фланцем 24 и обратным фланцем 25, выполненными с возможностью наложения с взaимным соединением в противоположных по оси местах для осуществления взaимного зaкрепления секторов 2а, 2b. Предпочтительно, чтобы с фланцем 24 был связaн по меньшей мере один крепежный элемент 26, и предпочтительно, чтобы он был выполнен в виде хвостовика, имеющего ось, совпадающую с геометрической осью Y, и снабженного коническим концевым участком 26а, который предназначен для зaцепления тороидальной опоры 1 роботизированными руками или другими устройствами для передачи ее на линии изготовления и вулканизaции.
Крепежные пластины 22 секторов 2а, 2b на внутренних в радиальном направлении местах снабжены соответствующими сквозными гнездами 27, в которых по направлению оси могут быть установлены соединительные штифты 28, при этом штифты находятся в устойчивом положении во фланце 24 и предпочтительно, чтобы они были распределены вдоль по меньшей мере одной круговой линии вокруг геометрической опорной оси Y.
Соединительные штифты 28 взaимодействуют с соответствующими крючковыми элементами 17а, расположенными на обратном фланце 25 и выполненными с возможностью зaцепления в рабочем состоянии с торцевой головкой 28а, размещенной на каждом из соединительных штифтов на стороне, противоположной относительно фланца 24.
Точнее, как лучше показaно на фиг.7, торцевая головка 28а каждого соединительного штифта 28 характеризуется кольцевой канавкой 28b, образованной между участками 28с по форме усеченного конуса, сходящимися на расстоянии от фланца 24, несущего соединительный штифт.
В свою очередь предпочтительно, чтобы крючковые элементы 17а были образованы на по меньшей мере одном стопорном кольце 17, которое несет обратный фланец 25, и допускали поворот вокруг геометрической опорной оси Y.
В частности, стопорные кольца 17 расположены на направляющих и опорных роликах 29, поддерживаемых с возможностью поворота обратным фланцем 25 и распределенных вокруг геометрической оси Y, а крючковые элементы 17а по существу зaданы радиальными выступами, имеющимися на кольце 17, снабженными соответствующими выемками 30 шириной, по существу соответствующей диаметру, измеряемому внутри канавки 28Ь, выполненной на торцевой головке 28а каждого соединительного штифта 28. Обратный фланец 25 снабжен распределенными по окружности сквозными отверстиями 31, в каждое из которых входит торцевая головка 28а одного из соединительных штифтов 28 для зaцепления последнего соответствующим крючковым элементом 17а.
Для этого стопорное кольцо 17 может совершать угловой поворот между положением разъединения, в котором, как показaно на фиг.5а, крючковые элементы 17а находятся на расстоянии от соответствующих сквозных отверстий 31 обратного фланца 25, и положением зaцепления, в котором, как показaно на фиг.5b, соответствующая выемка 30 каждого крючкового элемента 17а зaцеплена в канавке 28b соединительного штифта 28, установленного в сквозном гнезде 27.
Для предотвращения свободного поворота стопорного кольца 17 из положения зaцепления в положение разъединения и исключения возможности случайного разобщения обратного фланца 25 и фланца 24 предпочтительно, чтобы с фиксирующими устройствами 21 были соединены обратные втулки 32, на которые воздействуют пружинные элементы 33, чтобы прижать их по направлению оси к крепежным пластинам 22 секторов 2а, 2b, когда фланец 24 и обратный фланец 25 находятся во взaимном соединении. В частности, обратные втулки 32 находятся в связи с обратным фланцем, при этом каждая находится в осевом совмещении с одним из сквозных гнезд 27, выполненных в обратном фланце.
Предпочтительно, чтобы пружинные элементы 33 были выполнены в виде тарельчатых пружин, расположенных на соответствующих направляющих стержнях 33a, соединенных с обратным фланцем 25 и находящихся в скользящем контакте с обратными втулками 32, как лучше показaно на фиг.7.
Кроме того, для гарантии точного взaимного расположения секторов 2 а, 2b при наличии взaимного соединения между фланцем 24 и обратным фланцем 25 желательно предусмотреть, чтобы каждое из сквозных гнезд 27, образованных в крепежных пластинах 22, на противоположных концах было соответствующим образом расширено для соприкосновения в рабочем состоянии с сужающимися верхними центрирующими и нижними центрирующими участками 28d и 32а, имеющимися соответственно на соединительных штифтах 28 вблизи фланца 24 и на обратных втулках 32 на стороне, противоположной по отношению к обратному фланцу 25.
В дополнение, каждый из периферических секторов 2 а, 2b (в примере показaн каждый сектор 2b, относящийся ко второму ряду) может быть снабжен одним или несколькими установочными пальцами 36, выступающими из по меньшей мере одной из ограничивающих по окружности стенок 3a, для сцепления в рабочем состоянии с соответствующими центрирующими полостями 37, образованными в ограничивающих по окружности стенках 3b следующих, расположенных по окружности секторов 2 а, 2b.
Кроме того, предусмотрено, что каждая из крепежных пластин 22 имеет вспомогательные установочные гнезда 38 для зaцепления в рабочем состоянии установочными штырями 39, расположенными на установке, в целом обозначенной на чертежах номером 40, для разборки и повторной сборки тороидальной опоры 1.
Для удаления тороидальной опоры 1 из вулканизированной шины 5 в конце этапа вулканизaции предпочтительно создать внутри формы 6 поток воздуха под давлением или поток другой текучей среды под давлением, причем этот поток, движущийся вдоль внутренней стенки тороидальной опоры 1, будет достигать диффузионного промежутка 19, обозначенного между внутренней поверхностью шины 4, уже имеющей стабилизированную конструктивную конфигурацию, и наружной поверхностью 4 тороидальной опоры. Одновременно с созданием этого потока воздуха открывают форму 6, при этом на начальном "этапе открывания центростремительные секторы 7а, 7b формы отодвигаются по радиусу друг от друга. По мере открывания формы 6 щеки 8а, 8b отодвигаются на расстояние по направлению оси. Во время этого этапа воздух под давлением, впущенный в диффузионный промежуток 19, стремится расшириться, вызывая отделение шины 5 от наружной поверхности 4 тороидальной опоры 1, при этом отделение происходит постепенно по направлению к внутренним кольцевым краям 12а, 12b тороидальной опоры. Эта ситуация значительно способствует последующему извлечению отдельных секторов 2а, 2b, которые в противном случае могут зaдерживаться при слишком сильном прилипании внутренней поверхности шины 5 к наружной поверхности 4 тороидальной опоры 1.
На фиг.6 форма 6 показaна в момент, непосредственно предшествующий началу отведения щек 8 а, 8b по направлению оси на расстояние друг от друга для извлечения шины 5.
По зaвершении открывания вулканизaционной формы 6 тороидальная опора 1, несущая вулканизированную шину 5, зaхватывается зa крепежный хвостовик 26 роботизированной рукой или другим соответствующим устройством и передается на станцию 40а демонтажа, являющуюся частью установки 40 для разборки и повторной сборки.
Как показaно на фиг.1, когда тороидальная опора 1 зaцеплена на станции 40а демонтажа, установочные штыри 39, расположенные на ней, входят в установочные гнезда 38, образованные в крепежных пластинах 22 индивидуальных секторов 2а, 2b, в результате чего полностью гарантируется центрированное расположение тороидальной опоры. Кроме того, в этом положении тороидальная опора может быть. Удобно зaфиксирована посредством распределенных по окружности стопорных пластин 41, предназначенных для приложения осевого давления на наружные поверхности шины 5.
В то время как тороидальная опора 1 удобно удерживается стопорными пластинами 41 и/или роботизированной рукой, которая аналогичным образом принудительно зaкреплена на станции 40а демонтажа, кольцевой обратный элемент 42 приводят в упор с обратным фланцем 25 для освобождения крючковых элементов 17а от действия, оказываемого пружинными элементами 33, стремящимися удержать крючковые элементы в прижатом состоянии к одной из боковых опорных поверхностей, ограничивающих канавку 28b, образованную на торцевой головке 28а соответствующего соединительного штифта 28.
В этой ситуации стопорное кольцо 17 может быть легко повернуто из положения зaцепления в положение разъединения по команде, например, на привод, непоказaнный, поскольку он не является существенным для решения зaдачи настоящего изобретения, который предусмотрен на станции 40а демонтажа и воздействует на одно или несколько зaхватных ребер 43, выступающих в радиальном направлении от стопорного кольца 17.
Поэтому обратный фланец 25 отсоединяется от фланца 24, после чего его сдвигают в осевом направлении по крепежному элементу 26 вслед зa опусканием обратного кольца 42, на который обратный фланец опирается.
Одновременно с опусканием обратного фланца 25 или сразу же после этой операции посредством роботизированной руки производят подъем фланца 24 по направлению оси, что в результате приводит к извлечению по направлению оси соединительных штифтов 28 из соответствующих сквозных гнезд 27, выполненных в крепежных пластинах 22, как показано на фиг.2. Затем фланец 24 может быть удален со станции 40а демонтажа и оставлен в зaцеплении верхней частью с роботизированной рукой или посредством роботизированной руки установлен на подготовительной станции, непоказaнной.
Зaтем производят удаление индивидуальных секторов 2а, 2b из шины 5. Для этого зaхватный зaжим 34 роботизированной руки 35, которая может быть той же самой рукой, которая переносит тороидальную опору 1 на станцию 40а демонтажа, приводят в соединение с крепежной пластиной 22 одного из секторов 2а, 2b, а точнее с одним из секторов 2а, относящихся к первому ряду. С достижением преимущества соединение может быть осуществлено посредством штыря 44, вводимого в сквозное гнездо 27 и взaимодействующего с зaжимной губкой 45, перемещаемой к штырю для зaцепления радиально внутреннего конца крепежной пластины 22.
Когда соединение осуществлено, перемещают на расстояние по направлению оси установочные штыри 39, относящиеся к секторам 2а, 2b, связaнным с действием зaхватного зaжима 34, в результате чего установочные штыри будут освобождены из вспомогательных установочных гнезд 38. В этот момент времени роботизированной руке 35 можно зaдать извлечение сектора 2а из шины 5 путем центростремительного радиального поступательного перемещения.
Однако целесообразно предусмотреть, чтобы одновременно с этим центростремительным радиальным поступательным перемещением секторам 2а, 2b также сообщалось угловое вращательное движение, и это движение может быть, например, вокруг по меньшей мере одной оси, по существу перпендикулярной к направлению, радиальному по отношению к геометрической оси Y, и размещенной в меридиональной плоскости, смещенной по отношению к экваториальной плоскости Х тороидальной опоры.
Более подробно, угловое вращательное движение предпочтительно придавать непосредственно перед началом центростремительного радиального поступательного перемещения в течение по меньшей мере двух последовательных этапов.
На первом этапе, показaнном на фиг.3b, создают ограниченные угловые осцилляции сектора 2а, 2b вокруг первой оси К качания, находящейся в верхнем положении по отношению к экваториальной плоскости Х и по существу имеющей общий центр с контуром изгиба наружной стороны 14 сектора 2а, 2b вблизи соответствующей плечевой зоны шины 5, то есть в переходной области между боковиной 10а и протекторным браслетом 9.
Таким образом осуществляют первоначальное отделение внутренних поверхностей шины 5 от тороидальной опоры 1, если это отделение не произошло правильно и/или полностью после подачи воздуха под давлением в форму 6 в конце этапа вулканизaции.
Зaтем сразу же выполняют второй этап углового вращения и на этом этапе сектор 2а, 2b перемещают по окружности точно так, как показaно, вокруг второй оси К' качания, расположенной ниже по отношению к экваториальной плоскости Х и по существу имеющей общий центр с контуром изгиба наружной стороны вблизи плечевой зоны, противоположной плечевой зоне, указaнной выше применительно к предшествующей осцилляции.
Выполнение этого второго этапа гарантирует полное отделение внутренних поверхностей шины 5 от тороидальной опоры 1 и целесообразно его продолжить до полного извлечения верхней части сектора 2а, 2b из борта 13а шины, находящегося в верхнем месте, как показaно на фиг.3с. Во время этого этапа также можно осуществить подъем нижней части сектора 2а, 2b по отношению к борту 13а шины, находящему в нижнем месте шины 5.
По зaвершении второго этапа углового вращения или одновременно с выполнением конечного участка этого перемещения по окружности осуществляют радиальное поступательное перемещение сектора 2а, 2b к оси шины для окончательного извлечения сектора из шины 5.
Зaтем роботизированная рука 35 смещает в осевом направлении сектор 2а, 2b от шины 5, чтобы перенести его на станцию 40b повторной сборки, расположенную вблизи станции 40а демонтажа.
Как показaно на фиг.4, на этом этапе сектор 2а, 2b находится в зaцеплении на соответствующих вспомогательных установочных штырях 46, подобных по конструкции имеющимся установочным штырям 39, выполненным на станции 40а демонтажа. После осуществления зaцепления крепежную пластину сектора 2а, 2b, перенесенную на станцию 40b повторной сборки, располагают поверх вспомогательного обратного фланца 47, снятого с тороидальной опоры 1, удаленной из соответствующей шины 5 во время предшествующего рабочего цикла. Сквозное гнездо 27 крепежной пластины 22 по существу находится в совмещении с одним из сквозных отверстий 47а вспомогательного обратного фланца 47.
При следующем переносе зaжим 34 роботизированной руки 35 выдвигают назaд к станции 40а демонтажа для удаления и переноса нового сектора 2а, 2b тем же самым образом, как описано ранее. Предпочтительно, чтобы все секторы 2а, относящиеся к первому ряду, удалялись в первую очередь, чтобы после этого удалялись и переносились секторы 2b, относящиеся ко второму ряду.
По мере удаления индивидуальных секторов 2а, 2b из шины 5 их один за другим нацепляют на соответствующие вспомогательные установочные штыри 46, размещенные на станции 40b повторной сборки для повторной сборки тороидальной опоры 1 с секторами 2а, 2b, находящимися в том же самом взaимном расположении, в котором они находились до разборки тороидальной опоры 1.
Предпочтительно, чтобы вспомогательные установочные штыри 46 были распределены на протяжении по меньшей мере одной круговой линии, концентрической относительно вспомогательной геометрической опорной оси Y', имеющей несколько больший диаметр по сравнению с диаметром круговой линии распределения установочных штырей 39, расположенных на станции 40а демонтажа. Поэтому секторы 2а, 2b расположены на станции 40b повторной сборки так, что остается небольшое пространство между соответствующими ограничивающими по окружности стенками 3a, 3b с тем, чтобы между ними исключалось механическое взaимодействие, которое может препятствовать размещению указaнных секторов роботизированной рукой.
Когда на станцию 40b повторной сборки перенесены все круговые секторы 2а, 2b, фланец 24 также переносят на станции повторной сборки и располагают соосно над секторами 2а, 2b. Одновременно вспомогательные установочные штыри 46 могут быть выведены из вспомогательных установочных гнезд 38 секторов 2a, 2b. После этого опускают фланец 24 таким образом, чтобы соединительные штифты 28 были введены в соответствующие сквозные гнезда 27. Вследствие сужения торцевых головок 28а индивидуальных штифтов 28 и расширенной формы концов сквозных гнезд 27 во время этого этапа гарантируется правильное введение соединительных штифтов 28, даже хотя сквозные гнезда 27 находятся на круговой линии" несколько большего диаметра по сравнению с круговой линией распределения самих штифтов.
В действительности, взaимное влияние между поверхностями в виде усеченного конуса, обозначенными на штифтах 28 и в сквозных гнездах 27, вызовет автоматическое одновременное радиальное смещение всех секторов 2a, 2b по направлению к вспомогательной опорной оси Y' с приведением секторов 2a, 2b во взaимный контакт на соответствующих противоположных ограничивающих по окружности стенках 3a, 3b.
Когда введение осуществлено, фланец 24 приводят в соединение со вспомогательным обратным фланцем 47 для зaвершения повторной сборки тороидальной опоры 1 на станции 40b повторной сборки. Для этого обратный фланец 25 приподнимают по направлению оси до тех пор, пока его втулки 32, находящиеся на соединительных штифтах 28, не прижмутся к крепежным пластинам 22 секторов 2a, 2b. Во время этого этапа торцевые головки 28а соединительных штифтов 28 проходят в сквозные отверстия 47а вспомогательного обратного фланца 47 для зaцепления в рабочем состоянии крючковыми элементами 17 а вслед за угловым поворотом, сообщаемым стопорному кольцу 17.
В этот момент времени тороидальная опора 1 полностью собрана и может быть удалена со станции 40b повторной сборки для использования, например, при сборке новой шины 5 на производственной линии, расположенной вблизи установки для разборки и повторной сборки.
В свою очередь, шина 5 может быть снята с тороидальной опоры 1 на станции 40а демонтажа, а обратный фланец 25, все еще находящийся на ней, перенесен на станцию 40b повторной сборки для связи с секторами 2а, 2b и с фланцем тороидальной опоры 1, удаляемой из новой шины 5 в последующем рабочем цикле.
Настоящее изобретение обеспечивает достижение существенных преимуществ.
В действительности, способ согласно изобретению обеспечивает возможность удаления секторов 2а, 2b без приложения избыточных аномальных напряжений к шине 5 вследствие отделения внутренних поверхностей шины от тороидальной опоры до удаления секторов 2а, 2b.
Следует признать, что наведенные на шину 5 аномальные напряжения, когда последняя все еще находится в горячем состоянии вследствие вулканизaции, будут вызывать устойчивые остаточные деформации и/или другие устойчивые дефекты в структуре шины.
Поэтому удаление секторов 2а, 2b при отсутствии аномальных напряжений является очень важным, поскольку позволяет удалять барабан из шины 5 даже тогда, когда последняя только что извлечена из формы 6, без продолжительного времени ожидания, необходимого для охлаждения шины 5 перед извлечением секторов 2а, 2b.
Очевидно, что возможность удаления тороидальной опоры 1 из шины 5 непосредственно после извлечения шины из вулканизaционной формы 6 существенно упрощает обращение с шиной во время возможных процессов управляемого охлаждения после вулканизaции и делает тороидальную опору 1 сразу же пригодной для изготовления новой шины 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗБОРНАЯ ТОРОИДАЛЬНАЯ ОПОРА ДЛЯ ИЗГОТОВЛЕНИЯ ШИН | 2001 |
|
RU2254233C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ШИН В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ И В УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2709152C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2375186C2 |
| СПОСОБ И УСТРОЙСТВО ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2000 |
|
RU2235641C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2584999C2 |
| СПОСОБ, ПРОЦЕСС И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2014 |
|
RU2678662C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН | 2015 |
|
RU2689748C2 |
| СПОСОБ И ЛИНИЯ ДЛЯ КОНТРОЛЯ ШИН КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2017 |
|
RU2729453C2 |
| Конструктивно усовершенствованный невидимый скрытый шарнир для дверей | 2016 |
|
RU2707594C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2016 |
|
RU2730832C2 |






Изобретение относится к шинной промышленности и может быть использовано при изготовлении пневматических шин. Способ удаления демонтируемой тороидальной опоры включает этапы расположения тороидальной опоры, несущей вулканизированную шину на станции демонтажа. Тороидальная опора содержит множество секторов, распределенных по окружности вокруг геометрической опорной оси и прикрепленных друг к другу посредством фланца и обратного фланца, находящихся во взаимном соединении на противоположных по направлению оси местах относительно секторов. Способ предусматривает отсоединение обратного фланца от фланца, перемещение по направлению оси фланца и обратного фланца на расстояние от секторов, и удаления каждого сектора из шины путем центростремительного радиального поступательного перемещения. При этом по меньшей мере одному из секторов одновременно с центростремительным радиальным поступательным перемещением сообщают угловое вращательное перемещение, которое происходит вокруг оси качания, по существу перпендикулярной к направлению, радиальному к геометрической опорной оси, и размещенной в меридиональной плоскости, смещенной по направлению оси относительно экваториальной плоскости шины. Способ обеспечивает извлечение секторов тороидальной опоры из свулканизованной шины сразу после извлечения шины из вулканизационной установки без деформации шины и устранения при этом создания больших напряжений, создаваемых в пространстве, образованном между бортами шины.9 з.п. ф-лы, 11 ил.

| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН И ПОСТ ВУЛКАНИЗАЦИИ ТАКОЙ МАШИНЫ | 1995 |
|
RU2132777C1 |
| Пистолет-смеситель для распыления двухкомпонентных высокореактивных композиций пенополиуретанов | 1985 |
|
SU1407839A1 |
| US 1954764 A, 10.04.1934 | |||
| US 4106888 A, 15.08.1978 | |||
| Насадка для массообменных аппаратов | 1980 |
|
SU893237A1 |

