Изобретение относится к разборной тороидальной опоре для изготовления шин, являющейся опорой, содержащей множество секторов, точно сцентрированных по окружности вокруг геометрической базисной оси, и таким образом образующих внешнюю поверхность, по существу воспроизводящую внутреннюю конформацию обрабатываемой шины; фланец, на котором установлен по меньшей мере один крепежный элемент для зацепления с манипулирующим устройством; контрфланец, оперативно связанный с фланцем в осевом противоположном положении; устройства зацепления для неподвижного удерживания секторов между фланцем и контрфланцем.
Производство шин для автомобильных колес по существу включает в себя производственную операцию, согласно которой разные конструкционные элементы шины собирают в заранее установленном порядке, и последующую операцию вулканизации, в которой - за счет давления в пресс-форме и одновременного нагрева - происходит молекулярное сшивание эластомерного материала, применяемого при формировании конструкционных элементов, которое обеспечивает структурную и геометрическую устойчивость самой шины.
Следует отметить, что в данном описании термин «эластомерный материал» подразумевает каучуковую смесь во всей ее совокупности, т.е. сборку, сформированную из, по меньшей мере, одного исходного полимера в соответствующей совокупности с усиливающими наполнителями и технологическими присадками различных типов.
Обычные производственные способы по существу предусматривают, чтобы конструкционные элементы шины, такие как слои каркаса шины, крепящие кольцевые конструкции борта шины, ременные конструкции, боковины, протекторный браслет и пр., сначала были изготовлены отдельно друг от друга с последующей их сборкой в процессе изготовления шины.
Задача данного изобретения заключается в том, чтобы свести к минимуму или, по возможности, исключить использование производственной методики, предусматривающей производство и хранение полуфабрикатов.
В настоящее время исследования и разработки практически направлены на новые решения производственного метода, которые позволят изготавливать отдельные компоненты, непосредственно формируя их на шине, изготавливаемой в соответствии с заданной последовательностью.
В этой связи были разработаны производственные методы, согласно которым сборка компонентов во время изготовления шины выполняется на жесткой тороидальной опоре, которую затем вводят в пресс вулканизации вместе с вулканизируемой шиной. По завершении вулканизации жесткую тороидальную опору необходимо снять с шины, до этого извлеченной из вулканизатора.
Для съема обычно используют раздвижные или разборные тороидальные опоры, которые выполнены из множества периферических секторов, которые можно отводить по отдельности в радиальном направлении в сторону оси вращения шины для отсоединения их от самой шины, проходя через пространство, образованное между бортами шины.
Такая разборная тороидальная опора описывается, например, в патенте США №4106888, в соответствии с которым предусматривают наличие первого и второго ряда периферических секторов, имеющих переменное расположение относительно друг друга и соединенных с соответствующими связями, которые, во время первой операции, выполняют радиальное поступательное перемещение внутрь шины секторов, относящихся к первой совокупности, и в осевом направлении извлекают указанные секторы из самой шины для освобождения нужного пространства для радиального поступательного перемещения секторов, относящихся ко второй совокупности; это осуществляют во время последующей операции.
Во избежание многих напряжений, которым подвергается шина во время радиального поступательного перемещения, соответствующие захваты взаимно широко раскрывают борта шины в осевом направлении для обеспечения извлечения секторов без помех.
Согласно патенту США 4116596, чтобы ограничить напряжения на шину, предусматривают отдельные секторы, имеющие структуру, сокращающуюся в радиальном направлении, в результате чего указанные секторы могут проходить между бортами шины - без необходимости их слишком широкого раскрытия.
В ЕР 893237 раскрыта разборная тороидальная опора, в которой взаимное соединение между периферическими секторами обеспечивают двумя противоположными в осевом направлении кольцевыми фланцами, которые удерживают с осевым упором в противоположные стороны тороидальной опоры посредством цилиндрической гильзы, проходящей в осевом направлении через саму тороидальную опору. Один конец цилиндрической гильзы воздействует на один из фланцев посредством круговой опорной поверхности, в то время как противоположный конец оперативно зацепляют другим фланцем с помощью винтовой или байонетной связи.
Удаление тороидальной опоры из вулканизированной шины предусматривает следующее: в станции демонтажа, в которой ранее была помещена шина, цилиндрическую гильзу вместе с одним из фланцев нужно отсоединить от контрфланца и установить относительно контрфланца и соответствующих периферических секторов, ранее установленных в соседней сборочной станции для образования новой тороидальной опоры, которая впоследствии будет удалена. Шину вместе с периферическими секторами тороидальной опоры временно удаляют из станции демонтажа, чтобы контрфланец можно было переместить в сборочную станцию. По завершении этого перемещения шину снова устанавливают в станции демонтажа, чтобы можно было удалить периферические секторы. Каждый сектор извлекают из шины с помощью центростремительного радиального движения, чтобы затем переместить на соответствующий опорный элемент, выполненный в сборочной станции. Когда все секторы будут перемещены в сборочную станцию, за счет радиального движения соответствующих опорных элементов их перемещают по окружности близко друг к другу, чтобы они были готовы произвести зацепление новой гильзы с соответствующим фланцем, который был удален из тороидальной опоры, относящейся к последующей шине, перемещенной в станцию демонтажа.
В соответствии с данным изобретением обнаружено, что если по существу U-образную в сечении конформацию поместить на тороидальную опору, то можно получить значительные преимущества как в качестве готовой продукции, в частности в связи с последующей оптимизацией процесса вулканизации, так и с точки зрения упрощения операций разборки и/или повторной сборки тороидальной опоры в конце процесса вулканизации.
Конкретнее, задача данного изобретения заключается в создании разборной тороидальной опоры для изготовления шин, отличающейся тем, что каждый из секторов имеет основной корпус с по существу U-образным в сечении контуром, который ограничен между внешней стороной, образующей внешнюю поверхность, и внутренней стороной, обращенной к геометрической базисной оси; при этом устройства зацепления содержат, для каждого из указанных секторов, по меньшей мере одну крепежную пластину, радиально выступающую из внутренней стороны по существу в плоскости, перпендикулярной к геометрической базисной оси, и выполненную с возможностью съемного зацепления в положении, которое по оси расположено между фланцем и контрфланцем.
Более подробно, крепежная пластина каждого сектора по существу простирается в экваториальной плоскости тороидальной опоры и предпочтительно ее выполняют по меньшей мере одной вспомогательной сквозной прорезью, простирающейся рядом с внутренней стороной основного корпуса.
Также на внутренней стороне основного корпуса каждого сектора может быть выполнена по меньшей мере одна дренажная секция, простирающаяся от внутреннего кругового края тороидальной опоры и постепенно сходящаяся в сторону экваториальной плоскости тороидальной опоры в сторону от геометрической базисной оси.
В предпочтительном варианте осуществления изобретения устройства зацепления также содержат: соединительные штифты, распределенные вокруг геометрической базисной оси и имеющие, каждый из них, конечную головку для осевого плотного вхождения в сквозное посадочное место, выполненное в одной из крепежных пластин; крюки, которые оперативно, каждый из них, зацепляются с конечной головкой одного из соединительных штифтов для осевого фиксирования крепежной пластины одного из секторов между фланцем и контрфланцем.
Более подробно, соединительные штифты предпочтительно выполнены за одно целое с фланцем, а крюки расположены на контрфланце.
Крюки целесообразно образовать в запорном кольце на контрфланце и выполнять с возможностью поворота вокруг геометрической базисной оси.
Устройства зацепления также предпочтительно содержат контрвтулки и пружинные элементы, которые воздействуют на контрвтулки - наталкивают их в осевом направлении на крепежные пластины секторов.
Конкретнее, контрвтулки и пружинные элементы расположены на контрфланце, причем контрвтулки выполнены с возможностью их осевой посадки на конечные головки соединительных штифтов.
В соответствии с предпочтительным вариантом осуществления изобретения каждое из сквозных посадочных мест, образованных в крепежных пластинах, имеет расширяющиеся концы, выполненные с возможностью зацепления конусообразных частей на соединительных штифтах и контрвтулках соответственно.
Помимо этого, предусматривается, что каждая из крепежных пластин также имеет по меньшей мере одно вспомогательное посадочное место, простирающееся параллельно сквозному посадочному месту, для зацепления позиционных штырьков, расположенных на устройстве, для разборки и повторной сборки самой тороидальной опоры.
Прочие признаки и преимущества будут более очевидными из подробного описания предпочтительного, но не исключительного варианта осуществления разборной тороидальной опоры для изготовления шин в соответствии с данным изобретением. Это описание должно рассматриваться совместно с прилагаемыми чертежами, являющимися неограничивающим примером, на которых:
Фиг.1 схематически изображает, в сечении по диаметру, тороидальную опору, на которой находится вулканизированная шина в то время, когда ее позиционируют на станции демонтажа;
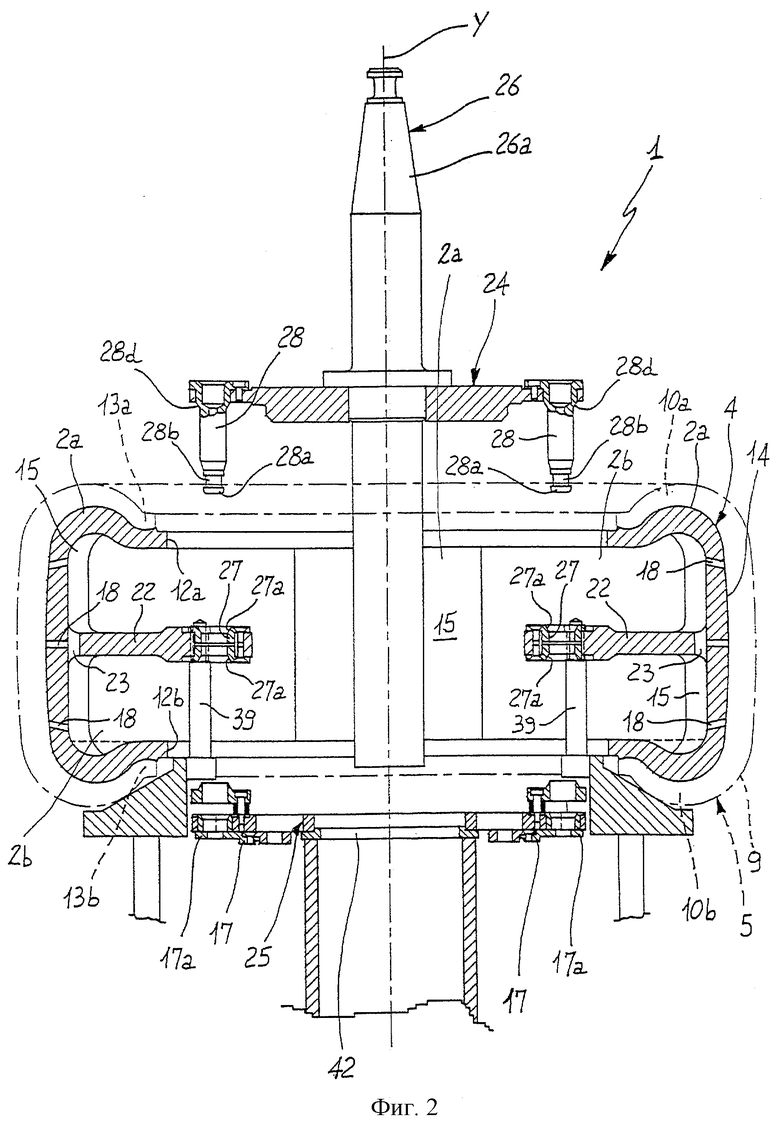
Фиг.2 - сечение по диаметру тороидальной опоры во время операции, следующей после операции, изображаемой на Фиг.1, где фланец вместе с соответствующим крепежным хвостовиком убирают в осевом направлении из барабанных секторов, после отсоединения от находящегося под ними контрфланца;
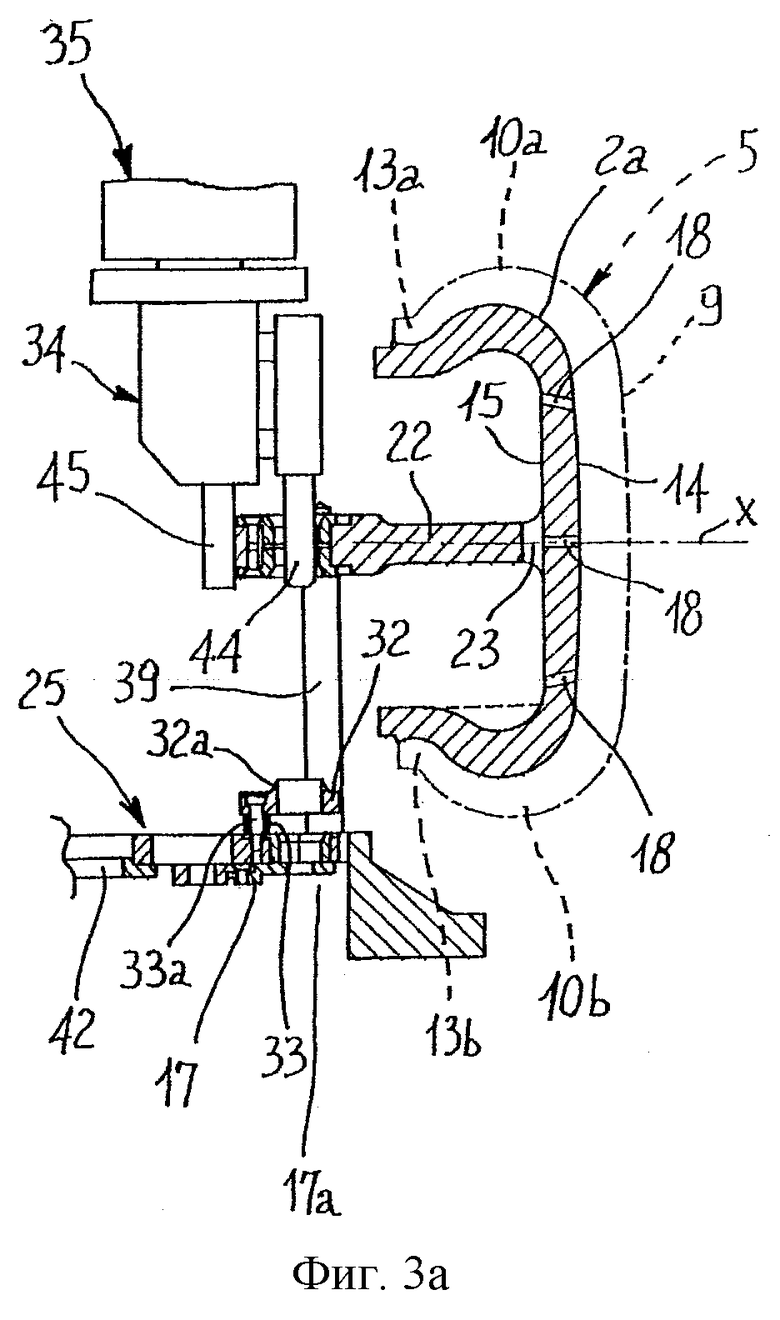
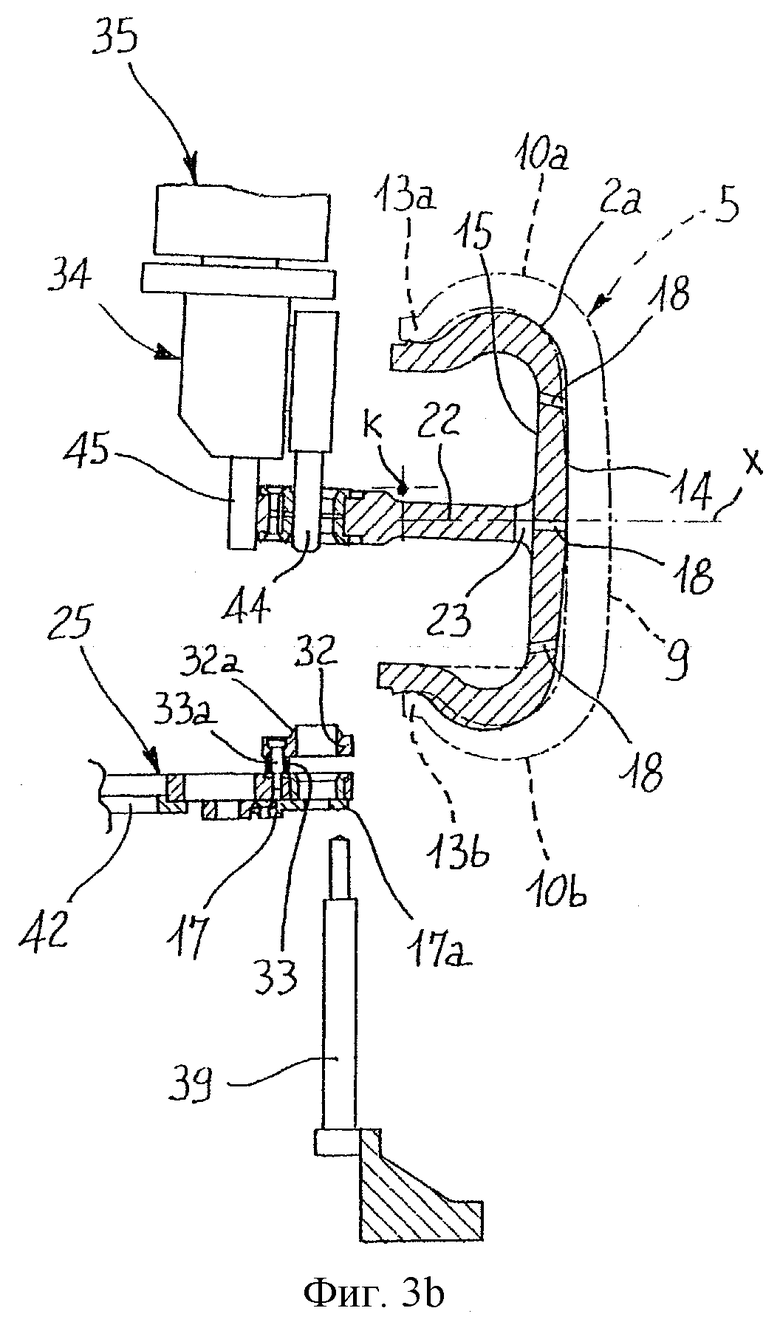
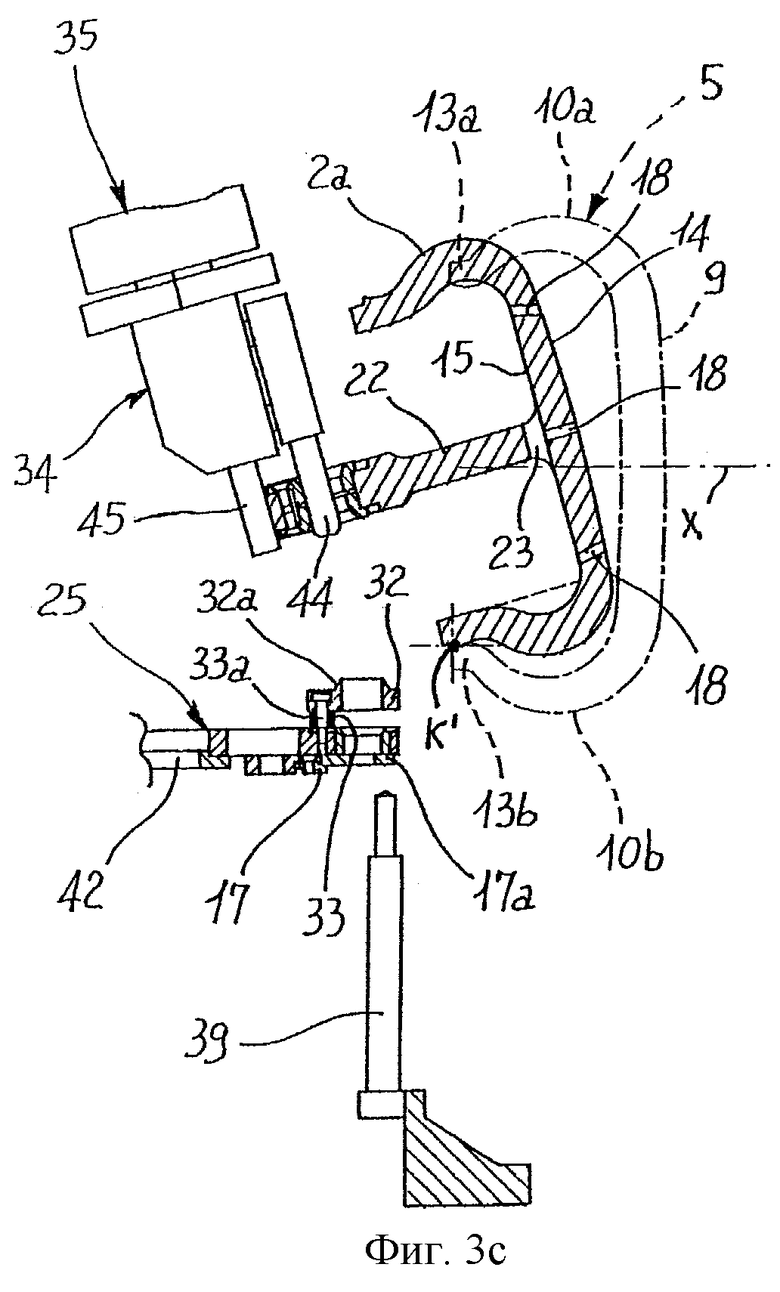
Фиг.3а, 3b и 3с изображают операционную последовательность, выполняемую для удаления одного из периферических секторов тороидальной опоры из шины;
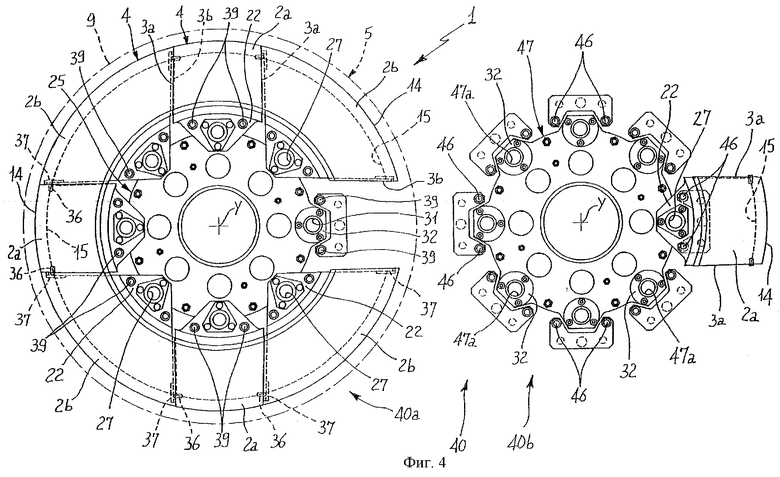
Фиг.4 - схематическое изображение горизонтальной проекции операции, согласно которой периферический сектор, снятый с шины, переносят в сборочную станцию;
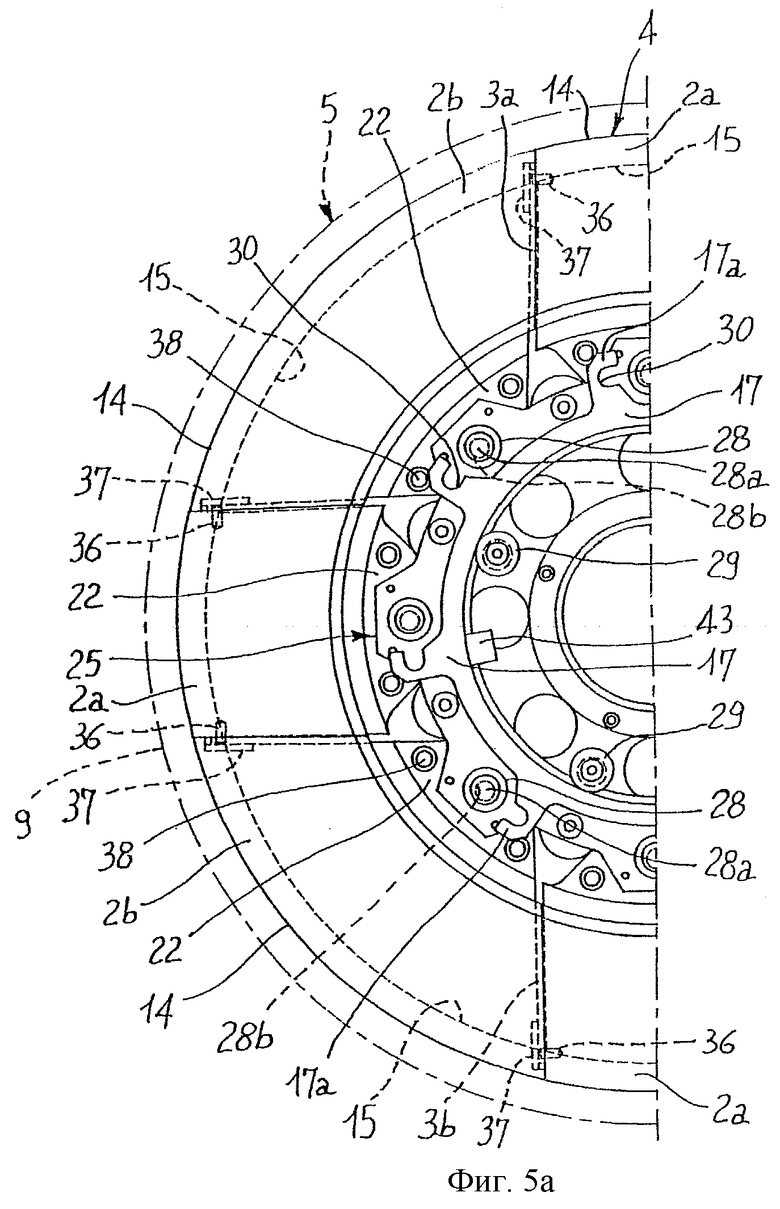
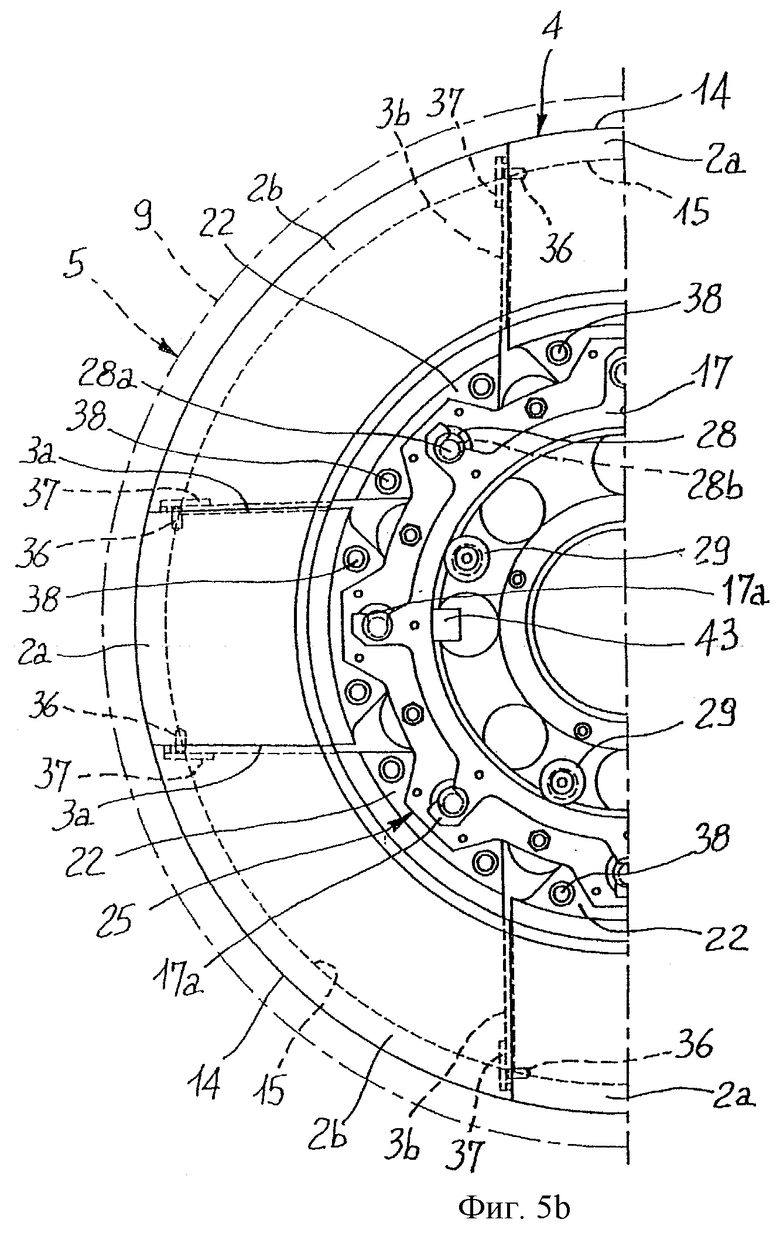
Фиг.5а и 5b - фрагменты сечения по диаметру осевой проекции контрфланца в отсоединенном состоянии и в состоянии зацепления с соединительными штифтами, находящимися на фланце соответственно;
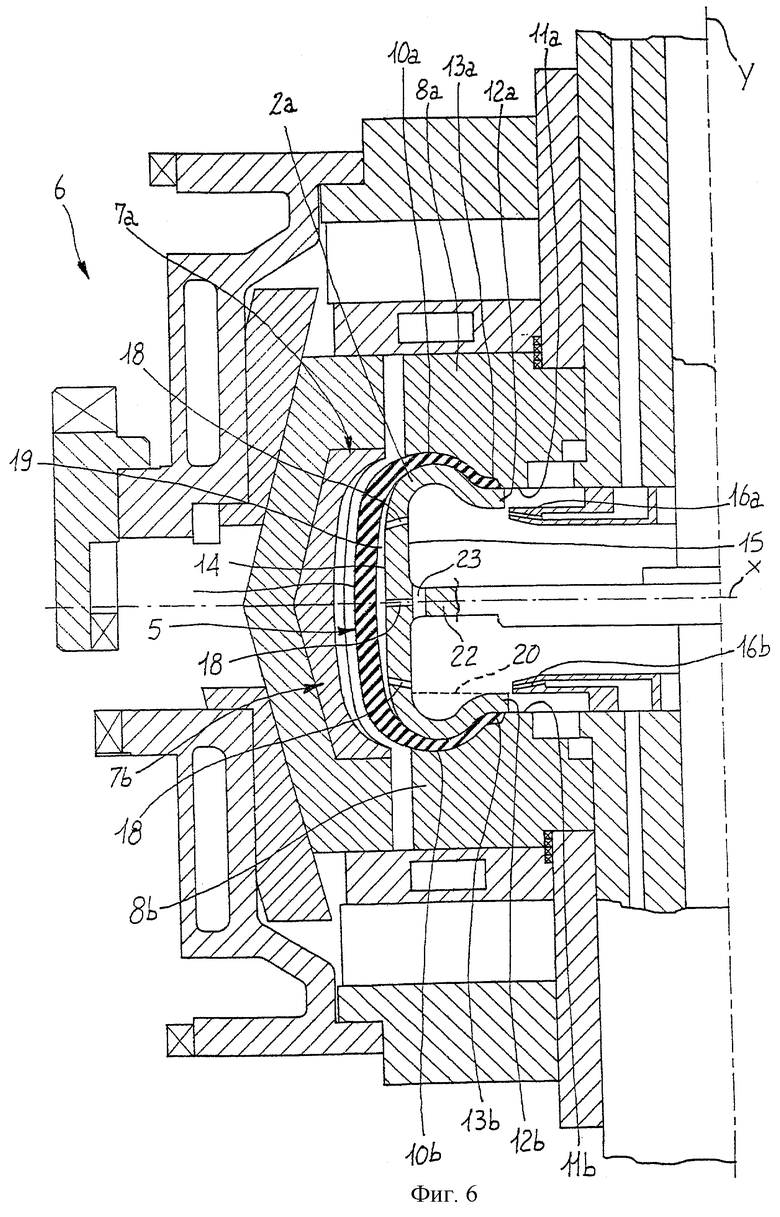
Фиг.6 - сечение по диаметру тороидальной опоры внутри вулканизационной пресс-формы перед ее открытием в конце процесса вулканизации шины;
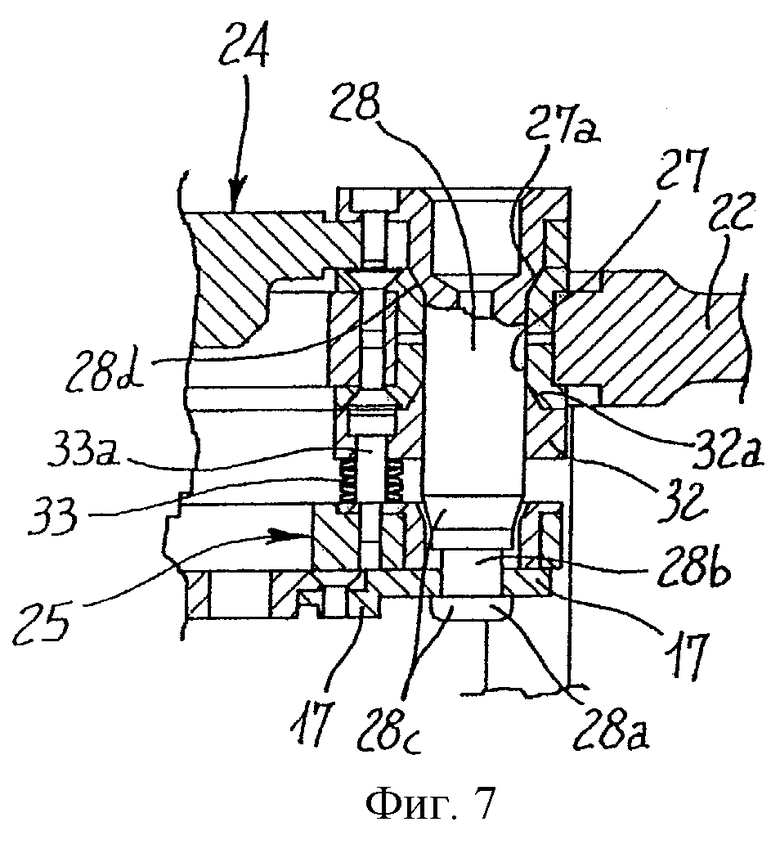
Фиг.7 - в увеличенном виде, более подробно иллюстрирует изображение Фиг.1.
На чертежах тороидальная опора, применяемая в изготовлении шин автомобильных колес в соответствии с данным изобретением, в общем обозначена цифрой 1.
Тороидальная опора 1 содержит множество секторов 2а, 2b, периферически распределенных вокруг общей геометрической базисной оси Y. Секторы 2а, 2b по окружности ограничены между двумя соответствующими периферическими ограничивающими сторонами 3а, 3b, и каждый из них упирается в одну из периферических ограничивающих сторон 3а, 3b следующего далее по окружности сектора 2а, 2b и тем самым образует сплошную внешнюю поверхность 4, по существу воспроизводящую внутреннюю конформацию обрабатываемой шины 5, ранее сформированной за счет выполнения и/или сборки ее компонентов во время предыдущего производственного процесса; после этого следует процесс вулканизации, выполняемый в пресс-форме 6, схематически изображаемой в Фиг.6.
Например, изготовление шины 5 можно выполнить в соответствии с процедурой, описанной в ЕР 928 680. Процесс вулканизации может, в свою очередь, быть выполнен согласно условию патентной заявки ЕР 99830405.9, содержание которой приведено здесь в качестве ссылки.
На Фиг.6 показана пресс-форма 6 вулканизации, по существу содержащая обод из секторов, периферически расположенных вокруг нее; при этом каждый сектор подразделяется на две половины 7а, 7b, соответственно на верхнюю и нижнюю половины вблизи - только в иллюстративных целях - экваториальной плоскости Х шины 5, и также подразделяется как пара противоположных в осевом направлении щек 8: соответственно на верхнюю щеку 8а и нижнюю щеку 8b. Секторы 7а, 7b воздействуют в радиально внешнем положении на шину 5 для формования протекторного браслета 9 шины. Щеки 8а, 8b в свою очередь воздействуют в поперечном направлении на шину 5 и выполняют формование соответствующих боковин 10а, 10b. Каждая щека 8а, 8b также имеет периферическую внутреннюю часть На, 11b, взаимодействующую с упором во внутренний периферический край 12а, 12b тороидальной опоры 1, для образования т.н. борта 13а, 13b шины.
Как ясно показано на Фиг.4, по круговой протяженности тороидальной опоры 1 предпочтительно идентифицируют первый и второй ряд секторов, обозначаемые как 2а и 2b соответственно. Секторы 2а, относящиеся к первому ряду, имеют свои соответствующие круговые ограничивающие стороны За, по существу параллельные друг другу, или ненамного расходящиеся в сторону геометрической оси Y; ив любом случае указанные стороны не расходятся в сторону от геометрической оси. Секторы 2b, относящиеся ко второму ряду, в свою очередь имеют соответствующие ограничивающие стороны 3b, сходящиеся в сторону геометрической базисной оси Y, и предпочтительно имеют большее круговое простирание, чем секторы 2а, относящиеся к первому ряду.
Секторы 2а, 2b, относящиеся к первому и второму рядам, располагаются соответственно в переменном расположении по круговой протяженности тороидальной опоры - как это наглядно изображено на Фиг.4.
Каждый из периферических секторов 2а, 2b в поперечном сечении имеет по существу U-образный контур, ограниченный между внешней стороной 14, взаимодействующей в ограничении - совместно с другими секторами 2а, 2b - внешней поверхности 4 тороидальной опоры 1, и внутренней поверхности 15, по существу обращенной к геометрической базисной оси Y и проходящей по линии простирания, по существу параллельной линии простирания внешней стороны 14. Наконец, конформация отдельных секторов 2а, 2b придает тороидальной опоре 1, взятой в совокупности, внутреннюю полую конструкцию, которая полностью открыта в сторону геометрической базисной оси Y; и это обстоятельство будет обеспечивать важные преимущества для осуществления Эффективной и единообразной теплопередачи в шину 5 во время вулканизации шины в пресс-форме 6.
Фактически возможно создать в тороидальной опоре 1 паровой или другой рабочий поток текучей среды, контактирующей с внутренней стороной 14 секторов 2а, 2b на коротком расстоянии от внешней поверхности 4 самой тороидальной опоры, чтобы содействовать теплопередаче 5 через уменьшенную толщину основного корпуса отдельных секторов 2а, 2b.
Для дальнейшего содействия теплопередаче отдельные секторы 2а, 2b предпочтительно выполнены из алюминиевого сплава.
Пар или иную нагревающую текучую среду предпочтительно впускают в пресс-форму 6 через ряд подающих сопел 16а, радиально выступающих из геометрической оси Y на внутреннем круговом крае 12а, расположенном в верхней части тороидальной опоры 1.
Поток пара, созданный таким образом, контактирует с внутренней стороной 14 каждого сектора 2а, 2b на верхней боковине 10a шины 5 и затем отклоняется вниз и поэтому контактирует с тороидальной опорой 1 на участке, который является радиально внутренним по отношению к протекторному браслету 9. Затем поток пара отклоняется далее в сторону геометрической оси Y и поэтому контактирует с тороидальной опорой 1 в области нижней боковой стенки 10b, затем он выводится из пресс-формы 6 через совокупность выпускных сопел 10b, распределенных по окружности в нижней части самой пресс-формы. В результате вышеизложенного со всей внутренней поверхностью тороидальной опоры 1 единообразно контактирует поток пара, которому, как вариант, можно также придать вращательное движение вокруг геометрической оси Y, обеспечив для этого впускные сопла 16 соответствующим наклоном относительно радиального направления в отношении самой геометрической оси.
Сквозные отверстия 18 целесообразно выполнить в каждом секторе 2а, 2b на участке, который в радиальном направлении является внутренним по отношению к протекторному браслету 9 шины 5, для обеспечения для пара под давлением возможности достижения диффузионного зазора 19, выполненного между внешней поверхностью 4 тороидальной опоры 1 и внутренней поверхностью шины 5 по время процесса вулканизации.
Вызываемая потоком пара турбулентность вследствие отклонения, прилагаемого к нему в нижней части тороидальной опоры 1, содействует устранению воды, возможно образуемой из-за конденсации и которая в ином случае будет накапливаться внутри тороидальной опоры вблизи нижней боковины 10b шины 5. Устранению сконденсировавшейся воды можно также содействовать за счет выполнения на внутренней стороне каждого сектора 2а, 2b дренажной секции 20, проходящей от соответствующего внутреннего кругового края 12b тороидальной опоры 1 в направлении, которое постепенно сходится в сторону экваториальной плоскости X в сторону от геометрической оси Y. Наличие дренажных секций 20 на отдельных секторах 2а, 2b определяет, в тороидальной опоре 1, имеющую форму усеченного конуса дренажную поверхность, нисходящую в сторону выпускных сопел 16b, выполненных в пресс-форме 6, чтобы доставлять сконденсировавшуюся воду, которая, возможно, создалась во время процесса вулканизации, в сторону сопел.
Во время процессов изготовления и вулканизации шины 5 взаимное расположение секторов 2а, 2b определяется зацепляющими устройствами 21, содержащими, для каждого сектора 2а, 2b, по меньшей мере одну крепежную пластину 22, радиально выступающую из внутренней стороны самого сектора 2а, 2b, предпочтительно в экваториальной плоскости Х или в любой другой плоскости, по существу перпендикулярной геометрической базисной оси Y. Каждая крепежная пластина 22 предпочтительно имеет одну или несколько прорезей 23, выполненных вблизи внутренней стороны 14 соответствующего сектора 2а, 2b, чтобы не мешать прохождению пара в пресс-форме 6 во время вулканизации в соответствии с изложенным выше. Крепежные пластины 22 зацепляются между фланцем 24 и контрфланцем 25, выполненными с возможностью вхождения во взаимное зацепление в осевых противоположных положениях для взаимного фиксирования секторов 2а, 2b. С фланцем 24 предпочтительно соединен по меньшей мере один крепежный элемент 26, предпочтительно выполненный в виде хвостовика, соосного с геометрической осью У и имеющего конусообразную концевую часть 26а, посредством которого выполняют зацепление тороидальной опоры 1 роботизированными манипуляторами или другими устройствами, предназначенными для манипулирования ею на линиях изготовления и вулканизации шин.
Крепежные пластины 22 секторов 2а, 2b обеспечивают, в радиально внутреннем положении, соответствующими сквозными посадочными местами 27, в которые можно вставить в осевом направлении соединительные штифты 28; причем указанные штифты жестко закреплены на фланце 24 и распределены - предпочтительно вдоль по меньшей мере одной круговой линии - вокруг геометрической базисной оси У.
Соединительные штифты 28 взаимодействуют с соответствующими крюками 17а на контрфланце 25 и выполнены с возможностью оперативного зацепления с конечной головкой 28а, выполненной на каждом штифте из числа указанных соединительных штифтов, на стороне, противоположной фланцу 24.
Более конкретно, как лучше показано на Фиг.7, конечная головка 28а каждого соединительного штифта 28 ограничена кольцевым пазом 28b, выполненным между имеющими форму усеченного конуса участками 28с, сходящимися в сторону от фланца 24, на котором расположен сам соединительный штифт.
Крюки 17а в свою очередь предпочтительно образованы по меньшей мере на одном запорном кольце 17, установленном на контрфланце 25 и выполненном с возможностью поворота вокруг геометрической базисной оси У.
В частности, запорное кольцо 17 расположено на направляющей и опорных роликах 29, установленных с возможностью вращения, на контрфланце 25 и распределенных вокруг геометрической оси Y; крюки 17а по существу образованы радиальными выступами, имеющимися на кольце 11, которое имеет соответствующие выемки 30, ширина которых по существу соответствует диаметру внутреннего пространства паза 28b, образованного в конечной головке 28а каждого соединительного штифта 28. Контрфланец 25 имеет распределенные по кругу сквозные отверстия 31, в каждое из которых входит конечная головка 28а одного из соединительных штифтов 27, для его зацепления соответствующим крюком 17а.
Для этого запорное кольцо 17 выполнено с возможностью углового поворота между незацепленным положением, в котором, как показано на Фиг.5а, крюки 17а отстоят от соответствующих сквозных отверстий 31 контрфланца 25, и запорным положением, в котором, как показано на Фиг.5b, каждый крюк 17а имеет свою соответствующую выемку 30, зацепленную в пазе 28b соединительного штифта 28, вставленного через сквозное посадочное место 27.
Для предотвращения свободного поворота запорного кольца 17 из зацепленного состояния в незацепленное состояние и для устранения риска случайного отсоединения контрфланца 25 от фланца 24 с зацепляющими устройствами 21 также предпочтительно соединены контрвтулки 32, на которые воздействуют пружинные элементы 33, которые в осевом направлении наталкивают их на крепежные пластины 22 секторов 2а, 2b, когда фланец 24 и контрфланец 25 находятся во взаимном зацеплении. В частности, контрвтулки 32 соединены с контрфланцем, каждая - соосно с одним из сквозных посадочных мест, выполненных на самом контрфланце.
Как лучше показано на Фиг.7, пружинные элементы 33 предпочтительно состоят из тарельчатых пружин, расположенных на соответствующих направляющих штырях 33а, прикрепленных к контрфланцу 25 и путем скольжения зацепляющих контрвтулки 32.
Для обеспечения точного взаимного позиционирования секторов 2а, 2b, когда между фланцем 24 и контрфланцем 25 происходит взаимное зацепление, также предпочтительно, чтобы у каждого из сквозных посадочных мест 27, выполненных в крепежных пластинах 22, соответствующие противоположные концы надлежащим образом были расширены для оперативного зацепления суживающихся верхнецентрующих и нижнецентрующих участков 28d и 32а, находящихся на соединительных штифтах 38 вблизи фланца 24 и на контрвтулках 32 на противоположной стороне относительно контрфланца 25 соответственно.
Помимо этого, каждый из периферических секторов 2а, 2b (в изображаемом примере каждый сектор 2b, относящийся к первому ряду) может иметь одну или несколько штыревых заглушек 36, выступающих по меньшей мере из одной из их периферических ограничивающих сторон За, для зацепления во взаимодействии с соответствующими центрующими полостями 37, выполненными в периферических ограничивающих сторонах 3b следующих по кругу секторов 2а, 2b.
Также предусматривается, что каждая из крепежных пластин 22 должна иметь вспомогательные посадочные места 38, которые оперативно зацепляются установленными на устройстве позиционирующими штырьками 39, в общем обозначаемыми позицией 40 на чертежах и предназначаемыми для разборки и повторной сборки тороидальной опоры 1.
Снятие тороидальной опоры 1 с вулканизированной шины 5 предпочтительно предусматривает, чтобы в конце операции вулканизации в пресс-форме 6 создавался воздушный поток высокого давления или поток другой текучей среды под высоким давлением, который, перемещаясь вдоль внутренней стенки тороидальной опоры 1, будет доходить до диффузионного зазора 19, образованного между внутренней поверхностью шины 5, уже стабилизированной в своей структурной конфигурации, и другой поверхностью 4 тороидальной опоры. Одновременно с этим потоком воздуха обусловливают открытие пресс-формы 6 - с помощью первоначальной операции, согласно которой центростремительные секторы 7а, 7b самой пресс-формы радиально перемещаются друг от друга. Во время раскрытия пресс-формы 6 происходит осевое перемещение щек 8а, 8b. Во время этой операции воздух под давлением, впущенный в диффузионный зазор 19, расширяется, обусловливая отделение шины 5 от внешней поверхности 4 тороидальной опоры 1; причем это отделение происходит последовательно в направлении внутренних круговых краев 12а, 12b тороидальной опоры. Эта ситуация может целесообразно содействовать последующему извлечению отдельных секторов 2а, 2b, которое было бы в ином случае затруднено, если бы внутренняя поверхность шины 5 излишне сильно пристала к внешней поверхности 4 тороидальной опоры 1.
На Фиг.6 пресс-форма 6 изображена в момент, непосредственно предшествующий началу осевого перемещения щек 8а, 8b друг от друга для извлечения шины 5.
По завершении открытия пресс-формы 6 вулканизации, тороидальную опору 1, на которой находится вулканизированная шина, снимают, у крепежного хвостовика 26, роботизированным манипулятором или другим соответствующим устройством и переносят в станцию 40а демонтажа, которая является частью устройства 40 разборки и повторной сборки устройства.
Как показано на Фиг.1, когда тороидальная опора 1 зацепляется в станции 40а демонтажа, позиционирующие штырьки 39, выполненные в ней, входят в посадочные места 38, образованные в крепежных пластинах 22 отдельных секторов 2а, 2b, тем самым обеспечивая совершенно центрированное позиционирование тороидальной опоры. Тороидальную опору можно соответствующим образом зафиксировать в этом положении также с помощью периферически распределенных позиционирующих пластин 41, предназначаемых для воздействия на внешние поверхности шины 5, с упором в них.
Несмотря на то что тороидальная опора 1 соответствующим образом фиксируется позиционирующими пластинами 41 и/или роботизированным манипулятором, которые вывели их из зацепления с ней в станции 40а демонтажа, кольцевой контрэлемент 45 вводят в упор в контрфланец 25, для высвобождения крюков 17а из воздействия на них со стороны пружинных элементов 33, которые удерживают сами крюки в упор в одну из боковых опорных поверхностей, ограничивающих паз 28b, образованный в конечной головке 28а соответствующего соединительного штифта 28.
В этой ситуации запорное кольцо 17 может быть легко вывернуто из зацепления и приведено в незацепленные положения, например по команде исполнительного механизма, который не изображен как не имеющий существенного значения с точки зрения задачи данного изобретения, и который имеется в станции 40а демонтажа и воздействует на один или более гребней 42 захвата, радиально выступающих из запорного элемента.
Контрфланец 25 таким образом отсоединяется от фланца 24 и затем в осевом направлении движением вверх снимается с крепежного хвостовика 26 - после того, как опустится контркольцо 42, на которое опирается контрфланец, например.
Одновременно с опусканием контрфланца 25, или непосредственно сразу после этой операции, с помощью роботизированного манипулятора в осевом направлении поднимают фланец 24, в результате чего происходит извлечение, в осевом направлении, соединительных штифтов 28 из соответствующих сквозных посадочных мест 27 в крепежных пластинах 22, как показано на Фиг.2. Фланец 24 затем можно убрать из станции 40а демонтажа и оставить в зацеплении с роботизированным манипулятором на его головке, или оставить в резервной станции (не изображена) с помощью роботизированного манипулятора.
Затем выполняют съем отдельных секторов 2а, 2b с шины 5. Для этого зажим 34 роботизированного манипулятора 35, который может быть тем же самым манипулятором, который переносит тороидальную опору 1 в станцию 40а демонтажа, вводят в зацепление с крепежной пластиной 22а одного из секторов 2а, 2b, и конкретнее - с одним из секторов 2а, относящихся к первому ряду. Зацепление целесообразно выполнить с помощью штырька 44, который вставляют в посадочное место 27 и который взаимодействует с запорной щекой 45, выполненной с возможностью перемещения в сторону заглушки для осуществления зацепления радиально внутреннего конца крепежной пластины 22.
После зацепления происходит осевое перемещение от позиционирующих штырьков 39, связанных с сектором 2а, 2b, относящимся к действию зажима 34, и в результате этого позиционирующие штырьки выйдут из вспомогательных посадочных мест 38. При этом роботизированный манипулятор 35 сможет произвести извлечение сектора 2а из шины 5 с помощью центростремительного радиального поступательного перемещения.
Целесообразно, чтобы одновременно с этим центростремительным радиальным поступательным перемещением к сектору 2а, 2b было также приложено угловое вращательное движение, которое происходило бы, например, вокруг по меньшей мере одной оси, по существу перпендикулярной направлению, радиальному по отношению к геометрической оси У, и находилось в меридиональной плоскости, смещенной относительно экваториальной плоскости Х тороидальной опоры.
Более подробно, предпочтительно обеспечивают угловое вращательное движение непосредственно перед началом центростремительного радиального поступательного перемещения, по меньшей мере в двух последующих операциях.
Во время первой операции, как показано на Фиг.3b, производят ограниченное угловое колебание сектора 2а, 2b вокруг первой оси колебания К, расположенной в верхнем положении относительно экваториальной плоскости Х и по существу концентрически относительно контура изгиба внешней стороны 14 сектора 2а, 2b вблизи соответствующей плечевой зоны шины 5, т.е. в участке перехода между боковиной 10а и протекторным браслетом 9.
Таким образом, происходит первое отделение внутренних поверхностей шины 5 от тороидальной опоры 1, если это отделение не произошло правильно и/или полностью после впуска воздуха под давлением в пресс-форму 6 в конце операции вулканизации.
После этого сразу выполняют вторую операцию углового вращения, и в этой операции вращают сектор 2а, 2b, например, вокруг второй оси колебаний К, расположенной ниже экваториальной плоскости Х и по существу концентрической по отношению к контуру изгиба внешней стороны вблизи плечевой зоны напротив вышеуказанной со ссылкой на предыдущее колебание.
Эта вторая операция обеспечивает полное отделение внутренних поверхностей шины 5 от тороидальной опоры 1 и может быть продолжена до полного извлечения верхней части сектора 2а, 2b от борта 13а шины, находящегося в верхнем положении, как показано на Фиг.3с. Во время этой операции можно также выполнить подъем нижней части сектора 2а, 2b относительно борта 13b шины, расположенного в нижнем положении шины 5.
По завершении второй операции углового вращения, или одновременно с выполнением завершающей части этого вращения, выполняют радиальное поступательное движение сектора 2а, 2b в сторону оси шины, чтобы закончить извлечение указанного сектора из шины 5.
Затем с помощью роботизированного манипулятора 35 осуществляют осевой съем сектора 2а, 2b с шины 5 для переноса его в станцию 40b повторной сборки, расположенной вблизи станции 40а демонтажа.
Как показано на Фиг.4, во время этой операции сектор 2а, 2b зацепляют на соответствующих вспомогательных позиционирующих штырьках 46, которые по конструкции аналогичны позиционирующим штырькам 39 в станции 40а демонтажа. При зацеплении крепежную пластину сектора 2а, 2b, перенесенного в станцию 40b повторной сборки, располагают над вспомогательным контрфланцем 47, взятым с тороидальной опоры 1, удаленной с соответствующей шины 5 во время предыдущего рабочего цикла. Сквозное посадочное место 27 крепежной пластины 22 по существу является соосным с одним из сквозных отверстий 47а вспомогательного контрфланца 47.
По завершении переноса зажим 34 роботизированного манипулятора 35 отводят назад в станцию 40а демонтажа для выполнения съема и переноса нового сектора 2а, 2b аналогично описываемой выше процедуре. Предпочтительно, чтобы сначала были сняты все секторы 2а, относящиеся к первому ряду, чтобы затем выполнить съем и перенос секторов 2b, относящихся ко второму ряду.
При съеме отдельных секторов 2а, 2b с шины 5 их зацепляют по одному вспомогательными позиционирующими штырьками 46, выполненными в станции 40b повторного монтажа, чтобы повторно собрать в ней тороидальную опору 1, с секторами 2а, 2b в том же взаимном расположении, в котором они находились перед демонтажом тороидальной опоры 1.
Вспомогательные позиционирующие штырьки 46 предпочтительно распределяют вдоль по меньшей мере одной круговой линии, концентрической со вспомогательной геометрической осью Y; при этом ее диаметр немного превышает диаметр периферической линии распределения позиционирующих штырьков 39, установленных в станции 40а демонтажа. Секторы 2а, 2b поэтому расположены в станции 40b демонтажа таким образом, что оставляют небольшое пространство между соответствующими периферическими ограничивающими сторонами 3а, 3b для исключения механических помех между ними, которые могли бы препятствовать позиционированию секторов: роботизированным манипулятором.
После переноса всех периферических секторов 2а, 2b в станцию 40b повторной сборки фланец 24 также переносят в станцию повторной сборки и позиционируют соосно над секторами 2а, 2b. Вспомогательные позиционирующие штырьки 46 могут одновременно выходить из вспомогательных посадочных мест 38 секторов 2а, 2b. Фланец 24 затем опускают, чтобы соединительные штифты 28 вставились в соответствующие сквозные посадочные места 27. Вследствие конусной формы конечных головок 28а отдельных штифтов 28 и расширяющейся формы концов сквозных посадочных мест 27 обеспечивается правильное введение соединительных штифтов 28 во время этой операции, даже несмотря на то что сквозные посадочные места 27 находятся на круговой линии, диаметр которой ненамного превышает периферическую линию распределения самих штифтов.
Взаимодействие между имеющими форму усеченного конуса поверхностями, образованными в штифтах 28 и в сквозных посадочных местах 27, обусловливает автоматическое одновременное радиальное смещение всех секторов 2а, 2b в сторону вспомогательной базисной оси Y, приводя секторы 2а, 2b во взаимный контакт на соответствующих противоположных периферических ограничивающих сторонах 3а, 3b.
После того как он будет вставлен, фланец 24 вводят в зацепление со вспомогательным контрфланцем 47 для завершения повторной сборки тороидальной опоры 1 в станции 40b повторной сборки. Для этого контрфланец 25 поднимают в осевом направлении таким образом, что его втулки 32 находятся в зацеплении на соединительных штифтах 28, пока они не упрутся в крепежные пластины 22 секторов 2а, 2b. Во время этой операции конечные головки 28а соединительных штифтов 28 проходят в сквозные отверстия 47а вспомогательного контрфланца 47 и оперативно зацепляются крюками 17а после углового вращения, которому подвергается запорное кольцо 17.
В этот момент тороидальная опора 1 является полностью собранной, и ее можно удалить из станции 40b повторной сборки, чтобы использовать, например, для изготовления новой шины 5 на производственной линии, расположенной вблизи устройства демонтажа и повторной сборки.
В свою очередь, шину 5 можно снять со станции 40а демонтажа тороидальной опоры 1, а контрфланец 25, все еще находящийся в ней, будут перенесен в станцию 40b повторной сборки для соединения с секторами 2а, 2b и с фланцем тороидальной опоры 1, снятым с новой шины 5 в последующем рабочем цикле.
Данное изобретение обеспечивает важные преимущества.
Данное изобретение обеспечивает оптимальную теплопередачу во внутренние поверхности шины 5 во время процесса вулканизации за счет возможности создания парового потока, контактирующего со всей внутренней поверхностью тороидальной опоры 1, при этом не встречая препятствий при следовании от одного внутреннего кругового края тороидальной опоры к другому.
Тороидальная опора 1 в соответствии с данным изобретением также обеспечивает целесообразное отделение внутренних поверхностей шины 5 от тороидальной опоры 1 до извлечения секторов 2а, 2b, в результате чего снижается риск чрезмерных напряжений, воздействующих на шину во время снятия каждого сектора 2а, 2b.
Следует также отметить, что связь между фланцем 24 и контрфланцем 25 очень удобно и быстро осуществляют простой операцией осевой посадки, за которой следует угловой поворот запорного кольца 17.
Изобретение относится к шинной промышленности и может быть использовано для изготовления шин. Разборная тороидальная опора содержит множество секторов, точно сцентрированных по окружности вокруг геометрической базисной оси и образующих внешнюю поверхность, по существу воспроизводящую внутреннюю конформацию обрабатываемой шины. Разборная опора содержит фланец, на котором установлен по меньшей мере один крепежный элемент для зацепления с манипулирующим устройством и контрфланец, оперативно связанный с фланцем в осевом противоположном положении. Разборная опора содержит устройства зацепления для неподвижного удерживания секторов между фланцем и контрфланцем. Каждый из секторов имеет основной корпус с по существу U-образным контуром в поперечном сечении, который ограничен между внешней стороной, образующей внешнюю поверхность, и внутренней стороной, обращенной к геометрической базисной оси. Устройства зацепления содержат для каждого из секторов по меньшей мере одну крепежную пластину, радиально выступающую из внутренней стороны по существу в плоскости, перпендикулярной указанной геометрической базисной оси, и выполненную с возможностью съемного зацепления в осевом положении между фланцем и контрфланцем. Изобретение направлено на разработку нового производственного метода, позволяющего изготавливать отдельные компоненты шины, а затем формировать их в соответствии с заданной последовательностью на самой шине. 10 з.п. ф-лы, 7 ил.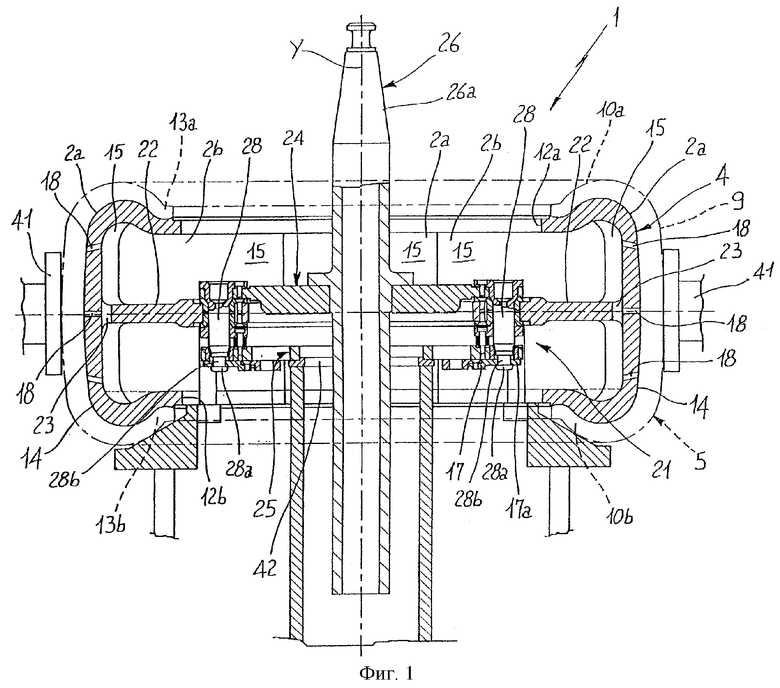
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН И ПОСТ ВУЛКАНИЗАЦИИ ТАКОЙ МАШИНЫ | 1995 |
|
RU2132777C1 |
| US 4248287 A, 03.02.1981 | |||
| Пистолет-смеситель для распыления двухкомпонентных высокореактивных композиций пенополиуретанов | 1985 |
|
SU1407839A1 |
| US 1954764 A, 10.04.1934 | |||
| Насадка для массообменных аппаратов | 1980 |
|
SU893237A1 |

