Настоящее изобретение относится к способу получения элемента на основе каучуковых смесей, предназначеному для изготовления пневматической шины из нескольких каучуковых смесей, исключающих в качестве основного наполнителя такой наполнитель, который не обладает собственной электропроводностью, например наполнитель в виде двуокиси кремния или каучуковых смесей, содержащих в качестве наполнителя небольшое количество газовой сажи, причем, по меньшей мере, две из каучуковых смесей образуют беговую дорожку протектора.
Настоящее изобретение относится также к устройству для экструзии, предназначенному для осуществления способа.
Поскольку проблемы защиты окружающей среды в настоящее время оказываются все более актуальными, а экономия топлива и борьба с вредными выбросами, создаваемыми автомобилями с двигателями внутреннего сгорания, становятся приоритетными проблемами, одна из задач, которые возникают перед производителями пневматических шин, состоит в том, чтобы создать такую пневматическую шину, которая одновременно обладала бы очень малым сопротивлением качению, превосходным сцеплением как с сухой дорожной поверхностью, так и с влажной, заснеженной или обледеневшей дорожной поверхностью, а также обладающей очень высокой сопротивляемостью износу и уменьшенным уровнем шума, возникающего в процессе движения.
Для решения этих задач в Европейской публикации ЕР А 501227 была предложена пневматическая шина, имеющая беговую дорожку протектора, включающую в качестве основного закрепляющего наполнителя двуокись кремния. Если такое техническое решение позволяет обеспечить необходимые качества, то оказывается, однако, что, в зависимости от типа автомобиля, пневматические шины, имеющие беговую дорожку протектора, содержащую в качестве основного закрепляющего наполнителя двуокись кремния, обладают недостатком, который состоит в том, что такая пневматическая шина в большей или меньшей степени способна накапливать заряд статического электричества, который формируется в результате трения такой пневматической шины о дорожное покрытие в процессе движения автомобиля вследствие отсутствия у двуокиси кремния собственной электрической проводимости.
Накопленный таким образом в пневматической шине заряд статического электричества способен вызвать при определенных специфических условиях неприятный для пассажиров автомобиля удар электрическим током в том случае, когда они касаются элементов кузова этого автомобиля.
Кроме того, этот заряд статического электричества способен ускорить процесс старения такой пневматической шины вследствие образования озона в результате электрического разряда.
Этот статический электрический заряд может также, в зависимости от характера дорожного покрытия и особенностей данного автомобиля, быть источником помех для нормальной работы радиоприемной аппаратуры, установленной в этом автомобиле.
Эта проблема накопления заряда статического электричества в пневматической шине и большинство связанных с этим недостатков является старой и ставилась уже в те времена, когда используемый закрепляющий наполнитель представлял собой газовую сажу.
В европейской заявке ЕР 0658452 описано использование уже давно известных принципов к так называемой современной пневматической шине. Это использование позволяет разрешить главные проблемы, относящиеся к техническим решениям, описанным в различных предшествующих документах, и, в частности, к нежелательным неоднородностям, вносимым в конструкции различных пневматических шин.
Предложенное техническое решение заключается во введении полосы или вставки из электропроводной каучуковой смеси, предпочтительно проходящей по всей длине окружности пневматической шины и связывающей поверхность беговой дорожки протектора либо с одним из слоев арматуры гребня, либо с арматурой каркаса, либо с любой другой частью пневматической шины, обладающей достаточной электропроводностью, причем необходимая электропроводность в данном случае обеспечивается наличием специальной газовой сажи.
Если такое техническое решение является вполне приемлемым для пневматической шины, содержащей беговую дорожку протектора, включающую одну каучуковую смесь, не обладающую электропроводностью, например, для беговой дорожки протектора легкового автомобиля, то это не совсем так в случае пневматической шины, содержащей несколько слоев каучуковых смесей, расположенных поверх арматуры каркаса, и несколько слоев каучуковых смесей, расположенных между арматурой гребня и арматурой каркаса, что соответствует случаю любой пневматической шины, способной нормально совершать движение при стабильно высокой температуре функционирования и предназначенной для использования, например, в тяжелых транспортных средствах или скоростных автомобилях.
Действительно, если по каким-либо соображениям необходимо обеспечить такую пневматическую шину слоем или внутренней частью беговой дорожки протектора (то есть частью, не находящейся в непосредственном контакте с дорожным покрытием), не обладающей электропроводностью и расположенной между арматурой гребня и наружной частью (то есть той частью, которая находится в непосредственном контакте с дорожным покрытием) беговой дорожки протектора, которая выполнена электропроводной в результате наличия окружной вставки или полосы, то внутренняя часть этой беговой дорожки протектора также должна быть выполнена электропроводной.
Кроме того, слой каучуковой смеси, расположенный между арматурой каркаса и арматурой гребня и содержащий утолщения в краевых областях подкрепляющих слоев гребня, также должен быть выполнен электропроводным, если он не был таковым изначально.
Первое техническое решение заключается, как это описано во французской заявке FR 97/02276, поданной на имя Заявителя, в том, чтобы обеспечить электрическое соединение между двумя первыми слоями, обладающими собственной электропроводностью или специально выполненными электропроводными и разделенными третьим слоем, который не является электропроводным, при помощи, по меньшей мере, одной полосы или вставки, выполненной из каучуковой смеси, имеющей небольшую толщину, ширину и длину, размещенной между двумя поверхностями сварки этого третьего не являющегося электропроводным слоя и находящейся в контакте со средствами, придающими электропроводность двум первым слоям, соединенным этим электропроводным элементом.
Этот способ, являющийся удовлетворительным с точки зрения его промышленной реализации, требует размещения соответствующего дополнительного средства, что увеличивает стоимость изготовления данной пневматической шины.
Другое техническое решение заключается, как это описано в международной заявке WO 99/43506, поданной на имя Заявителя, в снабжении каждого не являющегося электропроводным слоя окружной вставкой, выполненной из электропроводной каучуковой смеси и формируемой после экструзии слоя при помощи обычных средств экструзии, и в последующем соединении двух слоев между собой перед их размещением на гребне пневматической шины, причем слои имеют общую контактную стенку, а ширина вставки одного из слоев на уровне этой контактной стенки, по меньшей мере, в 10 раз превышает ширину вставки другого слоя на этом же самом уровне.
Этот способ позволяет эффективно придать каждому слою свойство электропроводности и обеспечить электрическое соединение между этими слоями и арматурой каркаса.
Однако этот способ является слишком сложным в том случае, когда речь уже больше не идет о наличии только двух слоев, образованных двумя различными каучуковыми смесями, но рассматривается возможность существования трех таких слоев, четырех слоев или большего числа этих слоев, выполненных из различных каучуковых смесей.
В то же время некоторые каучуковые смеси обладают настолько различными реологическими свойствами, что это делает предельно трудным процесс их склеивание. Это, в частности, относится к случаю, когда одна из смесей является более подверженной отслаиванию, чем другая.
Когда необходимо соединить такие смеси внутри, например, беговой дорожки протектора без использования связующего агента типа клея или специальной соединительной резины между двумя соединяемыми слоями, используют способ совместной экструзии, который, кроме того, представляет определенный экономический промышленный интерес.
Предметом настоящего изобретения является более простой способ изготовления пневматической шины, включающей, по меньшей мере, два слоя, выполненных из не являющихся электропроводными каучуковых смесей, и одну окружную вставку из электропроводной каучуковой смеси, обеспечивающей рассеивание статических электрических зарядов, возникающих в результате качения данной пневматической шины, а также устройство для экструзии, предназначенное для осуществления способа.
В соответствии с предлагаемым изобретением способ получения элемента на основе каучуковых смесей, предназначенного для изготовления пневматической шины, отличается тем, что он содержит следующие этапы:
- экструдируют путем осуществления экструзии, по меньшей мере, два слоя из каучуковых смесей с использованием основного экструдера, имеющего, по меньшей мере, два шнека нагнетания, соответственно снабженных каналом истечения, открывающимися в одно и то же отверстие, ограниченное первой и второй стенками пластины экструдера,
- одновременно вводят путем экструзии через два слоя, по меньшей мере, одну вставку из каучуковой смеси посредством сопла микроэкструдера, причем сопло прижимают к второй стенке пластины основного экструдера.
Целесообразно, чтобы слои каучуковых смесей образовывали части (31, 32) беговой дорожки протектора (3).
Целесообразно также, чтобы каучуковые смеси (А, В), образующие части (31, 32) беговой дорожки протектора, не обладали электропроводностью, а каучуковая смесь (С), экструдируемая через микроэкструдер (40), являлась электропроводной.
Осуществление способа, используемого для экструзии одного изделия и состоящего в непосредственном введении на уровне пластины экструдера в профилируемую экструзией смесь, состоящую из двух или более каучуковых смесей, представляет собой трудную для реализации задачу для специалиста в данной области техники.
Действительно, как уже было сказано выше, экструзия обладает тем существенным преимуществом, что она позволяет обеспечить склеивание двух слоев каучуковых смесей, реологические свойства которых делают их соединение весьма затруднительным и создают трудности при использовании каких--либо других компонентов.
Однако эффект такого соединения оказывается возможным при экструзии и благодаря различным факторам, а именно склеиванию в сыром, то есть не вулканизированном виде, осуществляемой при определенной температуре, при определенном давлении, без контакта с окружающим воздухом и перед профилированием.
Однако наличие сопла, через которое проходят эти смеси на уровне пластины экструдера, которое модифицирует совокупность условий, обеспечивающих соединение этих смесей, и создает на всей длине этих смесей разрыв поверхности их соединения, может неблагоприятным образом повлиять на склеивание двух слоев таких смесей или вызвать появление серьезных дефектов соединения на уровне поверхности раздела между двумя смесями в результате создания в не вулканизированном состоянии очагов отклеивания или расслоения, предполагая, что две эти смеси подвергаются повторному склеиванию после прохождения сопла, что также представляется далеким от возможности практического достижения.
Однако было неожиданно обнаружено, что две каучуковые смеси снова склеиваются эффективным образом после прохождения этого сопла, и что наличие окружной вставки в двух каучуковых смесях и на поверхности их раздела не влияет на их соединение.
Настоящее изобретение относится также к устройству для экструзии каучуковых смесей, которое содержит основной экструдер, имеющий головку экструдера с, по меньшей мере, двумя каналами истечения, каждый из которых предназначен для одной каучуковой смеси, причем каналы открываются в одно и то же отверстие экструдера, через которое нагнетаются эти две каучуковые смеси, это отверстие ограничено первой и второй стенками пластины экструдера, причем устройство отличается тем, что оно также содержит, по меньшей мере, один микроэкструдер для третьей каучуковой смеси, головка экструдера которого снабжена на своем конце соплом, это сопло вставлено в первую стенку пластины основного экструдера таким образом, чтобы это сопло было размещено в отверстии основного зкструдера и прижато к второй стенке пластины основного экструдера с тем, чтобы ввести третью каучуковую смесь в профилированную конструкцию из каучуковых смесей, выходящих из основного экструдера.
Целесообразно, чтобы первая (110) и вторая (111) стенки пластины (112) были выполнены неподвижными.
Целесообразно также, чтобы первая стенка пластины экструзии была выполнена неподвижной, а вторая стенка была образована наружной поверхностью ролика, закрепленного на основном экструдере.
Предпочтительно, чтобы сопло (403) экструдера содержало подвижную фильеру, разрезанную на некоторой части своей высоты и вставленную в расточку, по существу перпендикулярную головке (402), причем основание (408) сопла удерживалось в контакте с второй стенкой (111) пластины (112) при помощи давления каучуковой смеси (С), экструдируемой через микроэкструдер.
Другие признаки и преимущества настоящего изобретения будут лучше понятны из приведенного ниже описания примера реализации пневматической шины и устройства в соответствии с этим изобретением, со ссылкой на чертежи, на которых:
- Фиг.1 представляет собой схематический перспективный вид гребневой части пневматической шины согласно настоящему изобретению,
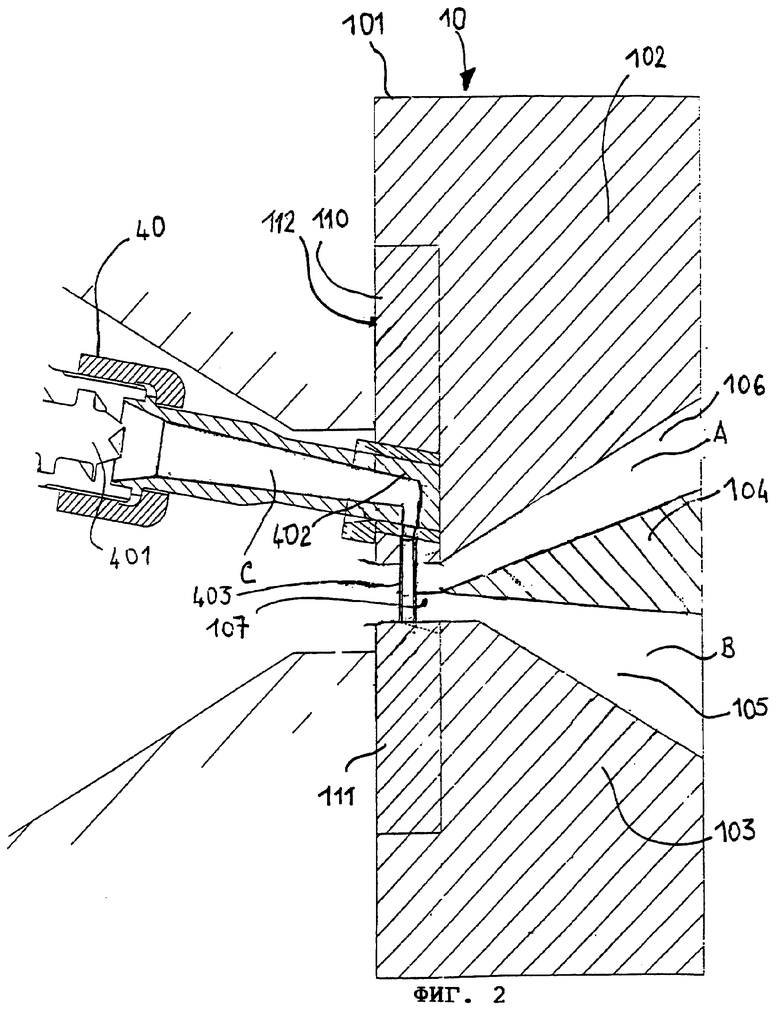
- Фиг.2 представляет собой схематический вид в разрезе части устройства согласно настоящему изобретению,
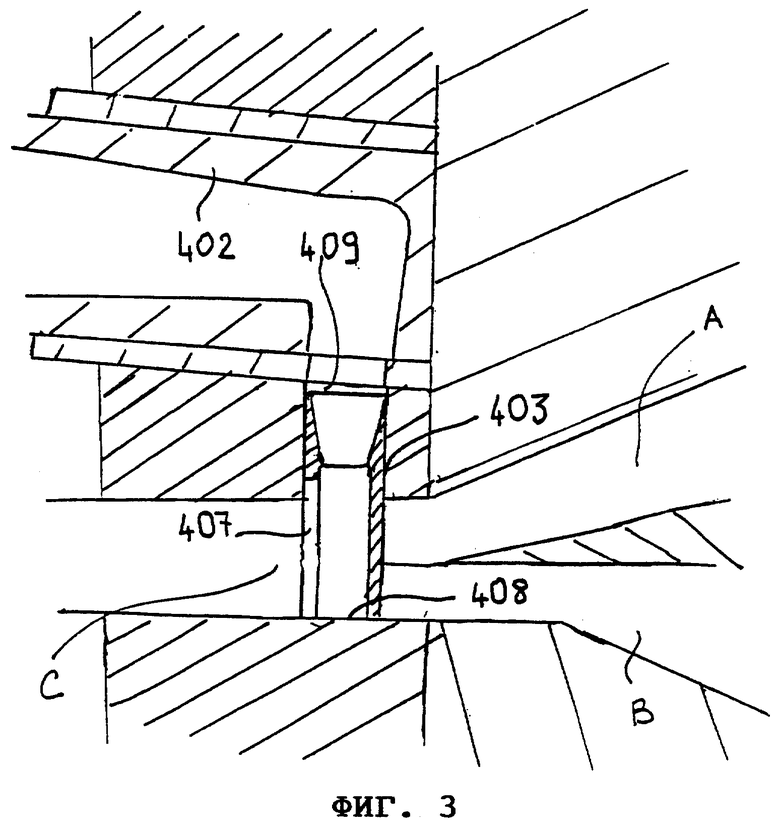
- Фиг.3 представляет собой увеличенный схематический вид элемента А устройства, показанного на Фиг.2.
Как можно видеть на фиг.1, пневматическая шина типоразмера 315/80.R.22.5, разработанная таким образом, чтобы иметь малое сопротивление качению, содержит арматуру каркаса 1, образованную одним металлическим слоем, сформированным из нерастяжимых металлических кордных нитей, покрытых оболочкой из облицовочной каучуковой смеси, проводящей электростатические заряды посредством газовой сажи, обычно используемой в качестве закрепляющего наполнителя в каучуковых смесях.
Упомянутая арматура каркаса 1, как известно, закреплена на по меньшей мере одном бортовом кольце в каждом борту пневматической шины с формированием на нем оборота (на приведенных фигурах не показаны).
Внутри арматуры каркаса 1 расположены обычные закрепляющие слои и так называемые внутренние слои, выполненные обычно из известных каучуковых смесей, непроницаемых для газов накачивания этой пневматической шины.
Один или несколько концов этого или этих внутренних слоев обычно бывают перекрыты внутренней в осевом направлении частью защитного слоя борта (на приведенных фигурах не показан), то есть рабочего и изнашиваемого слоя, наружная в осевом направлении часть которого опирается на монтажный обод, причем слой обычно содержит очень большое количество закрепляющего наполнителя в виде газовой сажи, то есть является хорошим электрическим проводником.
Сверху арматуры каркаса 1 на ее вершине расположена арматура гребня, образованная в рассматриваемом здесь примере реализации двумя так называемыми триангуляционными полуслоями 20, выполненными из металлических нерастяжимых кордных нитей, ориентированных по отношению к окружному направлению под углом, который имеет величину в диапазоне от 30° до 90°, затем, выше в радиальном направлении, двумя так называемыми рабочими слоями 21 и 22, выполненными из металлических нерастяжимых кордных нитей, перекрещивающихся от одного слоя к другому и образующих с окружным направлением одинаковые или различные углы, абсолютная величина которых имеет величину в диапазоне от 10° до 30°, и наконец, обычно в последнюю очередь, по меньшей мере, одним так называемым защитным слоем 23, выполненным из эластичных кордных нитей, образующих с окружным направлением угол, равный по величине и направлению углу ориентации самого наружного в радиальном направлении из рабочих слоев.
Все кордные нити этой арматуры гребня 2 покрыты оболочкой, выполненной из одной или нескольких облицовочных каучуковых смесей, являющихся проводящими для электростатических зарядов благодаря наличию в них газовой сажи, обычно используемой в качестве закрепляющего наполнителя в каучуковых смесях.
Поскольку арматура гребня 2 не имеет такой поперечный профиль, который имеет расположенная ниже нее арматура каркаса 1, она отделена от этой арматуры каркаса 1 каучуковой конструкцией, имеющей относительно небольшую толщину в своей центральной в осевом направлении части 61, где две арматуры расположены по существу параллельно друг другу, и имеющей, по одну и по другую стороны от центральной части 61, толщину, постепенно возрастающую в направлении к наружной стороне пневматической шины для образования уголковых участков или профилированных элементов треугольной формы 62.
Эти уголковые участки 62 конструкции из каучука и осевая часть 61 этой конструкции выполнены из каучуковых смесей, не являющихся электропроводными, поскольку эти смеси содержат очень мало газовой сажи в качестве наполнителя.
Сверху арматуры гребня 2 в радиальном направлении расположена беговая дорожка протектора 3, образованная в рассматриваемом здесь примере реализации внутренним в радиальном направлении слоем 31, выполненным из каучуковой смеси, содержащей в качестве преобладающего наполнителя двуокись кремния, сверху которого в радиальном направлении расположен наружный в радиальном направлении слой 32, также содержащий в составе образующей его каучуковой смеси двуокись кремния в качестве основного наполнителя. Эта беговая дорожка протектора 3 соединена с бортами пневматической шины при помощи каучуковых смесей боковин 4, которые также содержат в качестве наполнителя большое количество двуокиси кремния.
Внутренний 31 и наружный 32 слои беговой дорожки протектора 3 выполнены электропроводными посредством каучуковой вставки или полосы 11, выполненной в форме окружного кольца по всей высоте двух слоев 31 и 32, для того, чтобы связать поверхность беговой дорожки протектора 3, входящую в непосредственный контакт с дорожным покрытием, с наружным в радиальном направлении защитным слоем 23 арматуры гребня 2, выполненным из металлических кордных нитей, покрытых оболочкой из каучуковой смеси, содержащей в качестве наполнителя являющуюся электропроводной обычную газовую сажу.
Эта вставка 11, имеющая очень малую осевую ширину е на поверхности беговой дорожки протектора, составляющую 0,5 мм, в рассматриваемом варианте реализации является единственной и центрированной, теоретически, на экваториальной плоскости XX" пневматической шины. При этом след, оставляемый этой вставкой на поверхности контакта 310 между внутренним слоем 31 и защитным слоем 23 арматуры гребня 2, является прямолинейным и окружным.
Вставка 11 также может быть децентрирована, в частности, в случае наличия на поверхности беговой дорожки протектора пневматической шины центральной канавки. Эта беговая дорожка протектора может также содержать две вставки 11, размещенные, например, симметрично по отношению к экваториальной плоскости пневматической шины, или больше, чем две таких вставки, но размещенные в любом случае в осевом направлении пневматической шины таким образом, чтобы контакт с дорожным покрытием мог быть установлен при любой степени износа беговой дорожки протектора.
Могут быть рассмотрены также случаи, когда вставка 11 образована сплошным окружным кольцом или окружным кольцом, имеющим разрывы.
Каучуковая композиция, образующая соединительный элемент 11, способный проводить электростатические заряды, выполнена на основе природного и/или синтетического каучука, обычно используемого для изготовления пневматических шин и, в частности, их беговых дорожек протектора, и имеющего в качестве закрепляющего наполнителя электропроводную газовую сажу, обычно и предпочтительно используемую для этого при изготовлении пневматических шин.
Электрическое соединение между арматурой гребня 2 и арматурой каркаса 1 в рассматриваемом варианте обеспечивается при помощи дополнительной вставки 13, имеющей прямоугольное поперечное сечение и представляющей на общей поверхности с арматурой каркаса и на общей поверхности с арматурой гребня прямолинейные и окружные следы, ширина которых составляет 0,5 мм, причем дополнительная вставка 13 может быть сплошной или прерывистой в окружном направлении.
В то же время вставка 11, способная проводить электрические заряды вследствие специфического состава ее каучуковой смеси, обладающей высоким содержанием газовой сажи, может быть выполнена при помощи любых подходящих для этого средств в процессе изготовления пневматической шины как в ее не вулканизированном состоянии, так и после ее вулканизации.
Однако в том случае, когда желательно реализовать беговую дорожку протектора 3 путем совместной экструзии внутреннего 31 и наружного 32 слоев, предпочтительно, и даже необходимо, в зависимости от используемых в данном случае каучуковых смесей, выполнять электропроводную вставку 11 путем экструзии в процессе изготовления беговой дорожки протектора 3 в не вулканизированном состоянии.
На фиг.2 частично и схематически представлено устройство, обеспечивающее выполнение беговой дорожки протектора в не вулканизированном состоянии, включающей два получаемых в результате экструзией слоя, выполненных из не являющихся электропроводными каучуковых смесей А и В, и содержащей вставку из электропроводной каучуковой смеси С, полученную посредством экструзии с совокупностью каучуковых смесей А и В беговой дорожки протектора 3.
Таким образом, на фиг.2 схематически представлена головка 101 основного экструдера 10, обеспечивающая экструзию двух каучуковых смесей А и В, предназначенных для изготовления нижней и верхней частей беговой дорожки протектора 3. Эта головка 101 содержит верхний свод 102 и нижний свод 103, которые ограничивают, вместе с промежуточной опорой 104, два канала истечения 106 и 105 каждой из каучуковых смесей А и В, причем эти каналы открываются в одно и то же отверстие 107, через которое выдавливаются обе смеси А и В.
Отверстие 107 экструдера ограничено первой и второй стенками пластины 112, которые обозначены на приведенных в приложении фигурах соответственно как верхняя стенка 110 и нижняя стенка 111, и позволяет придать системе, образованной двумя экструдируемыми каучуковыми смесями, требуемый профиль.
В рассматриваемом варианте реализации используется так называемый экструдер с плоским носком, в котором верхняя стенка 110 и нижняя стенка 111 пластины 112 являются неподвижными. Однако предлагаемое изобретение не ограничивается использованием экструдера этого типа и может быть также рассмотрено использование так называемого экструдера с роликовым носком, в котором верхняя стенка 110 пластины 112 является неподвижной, а нижняя стенка этой пластины является подвижной и образована наружной поверхностью ролика, связанного с данным экструдером.
С основным экструдером 10 связан другой экструдер 40 очень небольшого размера, обычно называемый микроэкструдером и установленный неподвижным образом на верхней стенке 110 пластины 112.
Этот экструдер, снабженный шнеком 401 и головкой 402, содержит на своем конце сопло 403, закрепленное на носке микроэкструдера 40 и предназначенное для экструдирования, в соответствии с требуемым профилем и следом, вставки 11 в профилированную конструкцию, формируемую из двух горячих и не вулканизированных каучуковых смесей, выходящих из отверстия 107 основного экструдера 10.
Головка 402 экструдера изогнута на своем конце таким образом, чтобы сопло 403, закрепленное на носке головки экструдера и размещенное в отверстии 107 основного экструдера 10, могло быть прижато к нижней стенке 111 пластины (или к наружной поверхности ролика в случае использования экструдера с роликовым носком). При этом электропроводная каучуковая смесь С, предназначенная для формирования вставки 11, экструдируется в поток системы из двух не являющихся электропроводными каучуковых смесей А и В.
На фиг.3 схематически представлен увеличенный вид сопла 403 с подвижной фильерой, используемого с микроэкструдером, показанным на фиг.2, причем фильера находится в положении контакта с нижней стенкой пластины основного экструдера.
В пластину 112 входит в расточку, по существу перпендикулярную головке 402, сопло 403 с подвижной фильерой, содержащее на своей цилиндрической поверхности щель 407, выполненную с соответствующим поперечным сечением на части ее высоты. Контакт между основанием 408 сопла с подвижной фильерой 403 и нижней стенкой 111 пластины 112 поддерживается при помощи давления нагнетаемой электропроводной каучуковой смеси, воздействующего на поперечное сечение 409.
При использовании этого устройства можно, в случае необходимости, обеспечить прерывистую экструзию электропроводной каучуковой смеси.
Таким образом, оказывается достаточно просто выполнить устройство, используя обычные элементы, применяемые для экструзии, например экструдеры с роликовым носком или с плоским носком.
Действительно, модификации, которые необходимо выполнить на экструдерах упомянутых выше типов, состоят в замене верхней стенки пластины экструдера для того, чтобы выполнить расточку, позволяющую вставить в нее головку микроэкструдера.
Легко понять, что имеется возможность выполнить несколько вставок, предусматривая для этого несколько возможных средств крепления на верхней стенке пластины экструдера, которые могут быть использованы, последовательно или одновременно, в зависимости от особенностей требуемой реализации, путем использования соответствующего количества микроэкструдеров.
Аналогичным образом, хотя здесь для выполнения настоящего изобретения выбрана беговая дорожка протектора, содержащая два слоя каучуковых смесей, настоящее изобретение может также применяться с беговой дорожкой протектора, содержащей больше чем два экструдируемых слоя каучуковых смесей. Действительно, преобразование описанного выше устройства в экструдер, позволяющий обеспечить экструзию более чем двух каучуковых смесей, не представляет никаких трудностей.
Ясно, что способ и устройство для экструзии согласно изобретению, без выхода за его рамки, могут быть использованы для размещения в каучуковых смесях каучуковой вставки без электропроводности, то есть, например, для размещения одной или нескольких цветных вставок в каучуковых смесях черного цвета.
Изобретение относится к шинной промышленности и может быть использовано при изготовлении элемента пневматической шины на основе каучуковых смесей, две из которых образуют беговую дорожку протектора. В способе получения элемента на основе каучуковых смесей, предназначенного для изготовления пневматической шины, экструдируют путем осуществления экструзии, по меньшей мере, два слоя каучуковых смесей при помощи основного экструдера, снабженного по меньшей мере двумя экструзионными шнеками, имеющими соответственно каналы истечения, открывающиеся в одно и то же отверстие экструдера, ограниченное первой и второй стенками пластины. Затем вставляют путем экструзии одновременно через два слоя, по меньшей мере, одну вставку, выполненную из каучуковой смеси, посредством сопла микроэкструдера. Сопло микроэкструдера прижимают ко второй стенке пластины основного экструдера. В устройстве для экструзии каучуковых смесей имеется основной экструдер, имеющий головку экструзии с, по меньшей мере, двумя каналами истечения для каждой из двух каучуковых смесей. Каналы открываются в одно и то же отверстие экструдера, через которое выдавливаются две каучуковые смеси. Отверстие экструзии ограничено первой и второй стенками пластины. Устройство содержит, по меньшей мере, один микроэкструдер, предназначенный для экструдирования третьей каучуковой смеси. Головка микроэкструдера снабжена на своем конце соплом, которое вставлено в первую стенку пластины основного экструдера так, чтобы сопло было размещено в отверстии основного экструдера и прижато ко второй стенке пластины основного экструдера для того, чтобы ввести третью каучуковую смесь в профилированную конструкцию, выполненную из каучуковых смесей, выходящих из основного экструдера. Изобретение позволяет получать элементы шины из различных каучуковых смесей. 2 н. и 5 з.п. ф-лы, 3 ил.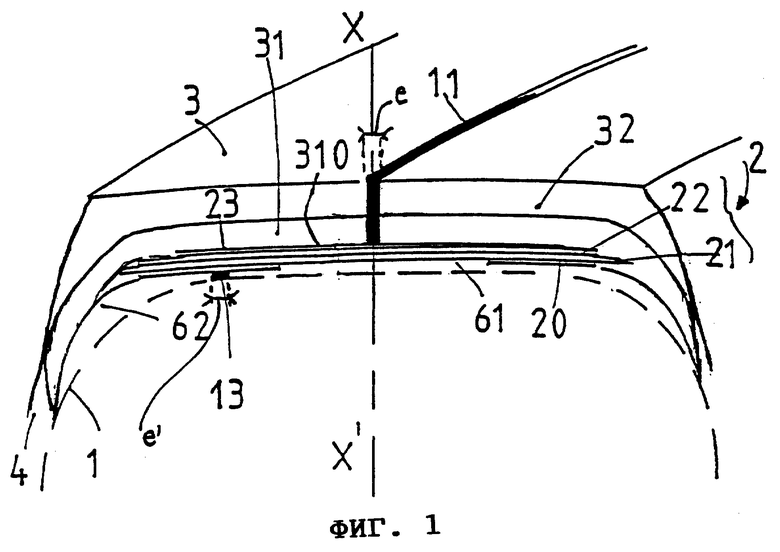
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| US 4781560 A, 01.11.1988 | |||
| Установка для исследования неравновесного потока пара | 1977 |
|
SU658452A1 |
| Гидрораспределитель | 1975 |
|
SU544757A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Головка двухчервячной машины для переработки термопластичных полимерных материалов | 1973 |
|
SU517503A1 |

