Настоящее изобретение относится к способу и устройству для полностью автоматизированного выполнения наполнения и вакуумного запечатывания пар расположенных друг против друга контейнеров типа конверта или пакета, которые подаются в форме непрерывной ленты к пункту наполнения.
В области упаковочной техники, в первую очередь в тех случаях, когда дело касается товаров широкого потребления, широко применяются конверты из гибкого пластика, которые могут подвергаться непосредственному термосвариванию, или же конверты из алюминиевой фольги, которые могут подвергаться термосвариванию за счет наличия тонкого покрытия из пластического материала.
В обоих случаях на поверхности, которая по замыслу должна оставаться видимой снаружи, обычно отпечатывают надписи, предназначенные для идентификации содержащегося внутри товара.
Из различных продуктов, поступающих на рынок в контейнерах такого типа, очень многие требуют асептических конвертов или пакетов, которые должны герметично завариваться для улучшения сохранности с течением времени продукта, хранящегося в них.
Технической задачей настоящего изобретения является создание способа и устройства для продвижения и наполнения товарами в жидком виде, в форме порошка или в форме отдельных кусков пар контейнеров из гибкого материала, открытых сверху и зеркально обращенных своими соответствующими открытыми частями друг к другу, соединенных между собой соединительной полосой, а также осуществления герметичного запечатывания устья наполненных таким образом контейнеров.
Согласно изобретению поставленная техническая задача решается путем модификации простого и относительно удобного автоматического аппарата, относящегося к типу, уже представленному на рынке, в который введено устройство, предназначенное для размещения в камере, которая может герметично закрываться, ограниченного количества контейнеров, предварительно наполненных продуктами, с последующим созданием вакуума в указанной камере и термосвариванием устья в контейнере в самой камере.
Ленты спаренных контейнеров, обращенных друг к другу, могут использоваться в способе наполнения и вакуумного запечатывания, являющемся предметом настоящего изобретения, могут состоять из спаренных контейнеров любого известного типа, например пакетов или простых конвертов, конвертов с гофрированным дном, конвертов с двумя боковыми складками, или конвертов с боковыми складками и упрощенными складками на дне, позволяющими установить контейнер вертикально без дополнительных опор.
Предпочтительными являются конверты с боковыми складками, поскольку они в большей степени позволяют автоматизировать при наполнении открывание клапана верхнего устья контейнера.
Поскольку изобретение, в частности, направлено на удовлетворение требований бизнеса, касающихся даже ограниченных размеров наполнения контейнеров продуктами, контейнеры поставляются фирмами, специализирующимися на изготовлении пакетов в форме непрерывной ленты спаренных контейнеров с верхними устьями, обращенными друг к другу, намотанной в форме бобины или сложенной гармошкой в упаковочных коробках. Эта особенность облегчает организацию производства пользователем, поскольку последний должен заниматься только заключительным герметичным завариванием для запечатывания контейнера после его наполнения. Это позволяет сократить трудозатраты на заключительный контроль в пользу имеющей большее практическое значение операции. С точки зрения загрязнения поверхности закрытый пакет более надежен, чем материал на бобине.
Ниже настоящее изобретение описано более подробно со ссылкой на прилагаемые чертежи, на которых показано также расположение последовательности обычных пунктов устройства, использующего указанные ленты спаренных контейнеров и предназначенного для выполнения вакуумного запечатывания контейнеров в соответствии с рассматриваемым способом.
Далее изобретение будет пояснено более подробно со ссылками на чертежи, на которых:
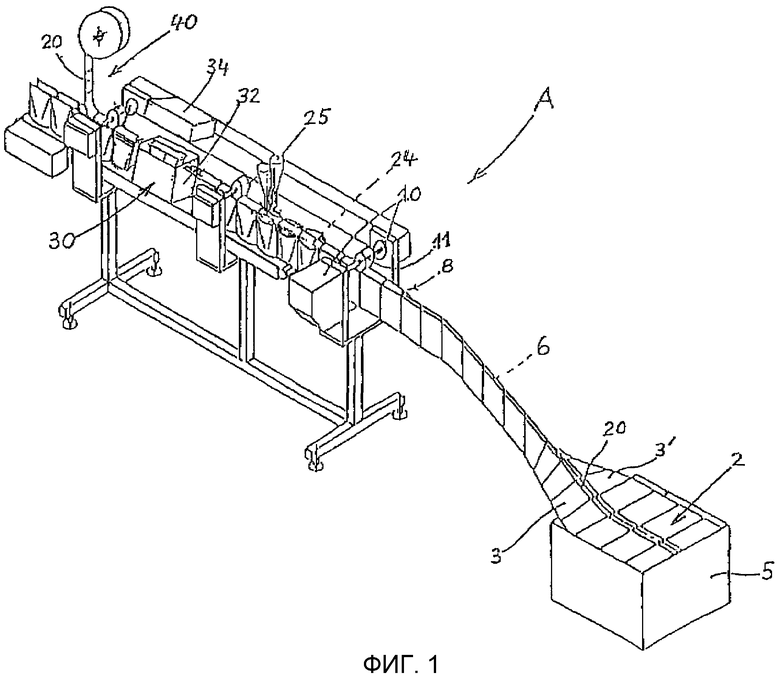
фиг.1 - схематическое трехмерное изображение сверху устройства для подачи, наполнения и вакуумного запечатывания пакетов, воплощающее способ, являющийся предметом настоящего изобретения;
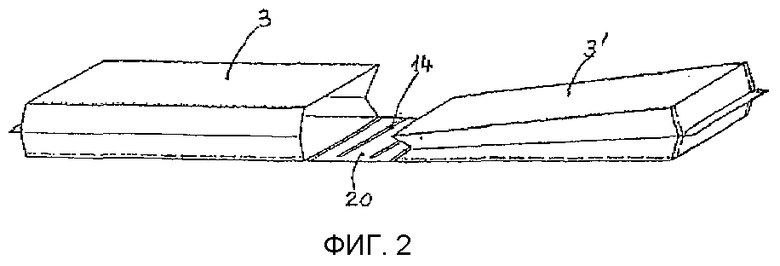
фиг.2 - трехмерное изображение сбоку, только в качестве примера, пары пакетов, относящихся к типу с боковыми складками, соединенных между собой промежуточной соединительной полосой, которая является частью непрерывной ленты пакетов, подаваемой в устройство, схематически показанное на фиг.1, причем в целях иллюстрации правый пакет имеет загрузочное устье, приподнятое только частично, в то время как в левом пакете устье открыто полностью;
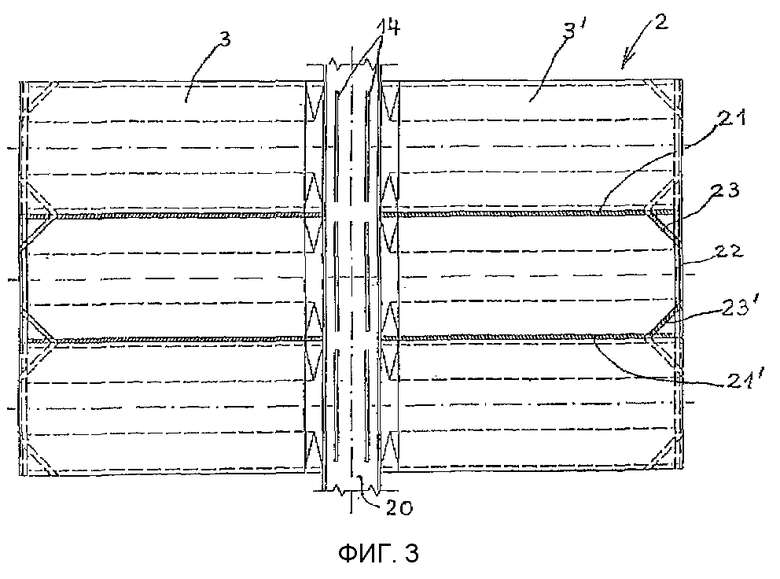
фиг.3 - изображение в плане, только в качестве примера, продольного отрезка полосы пакетов, относящихся к типу, показанному на фиг.2, в которых пакеты запечатаны со стороны дна таким образом, что образуются складки, позволяющие удерживать наполненный и запечатанный пакет на полках витрины в вертикальном положении;
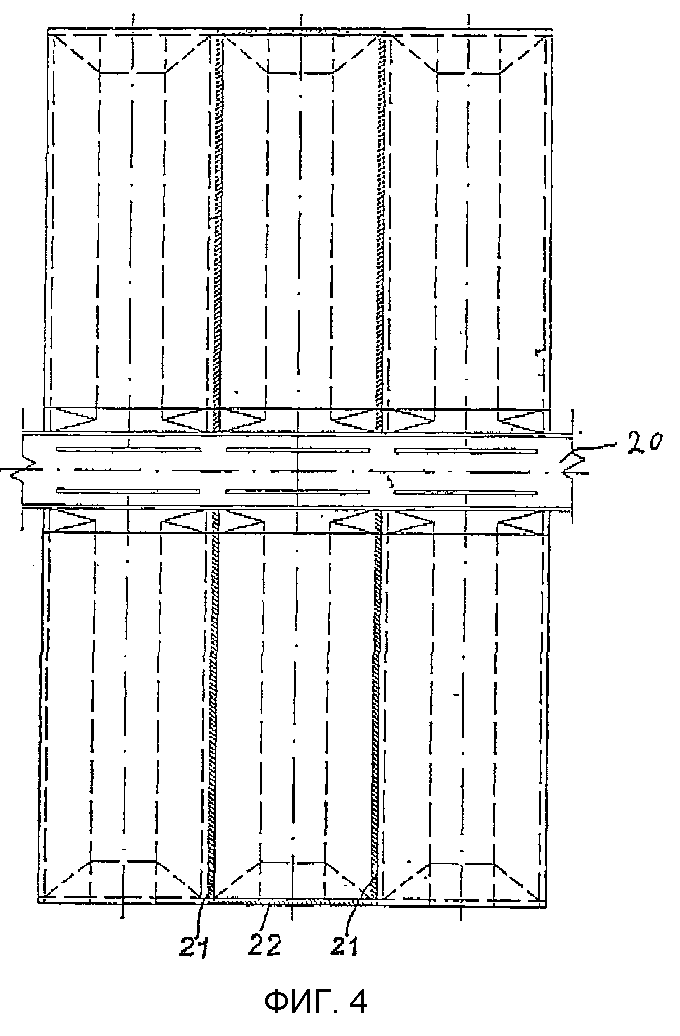
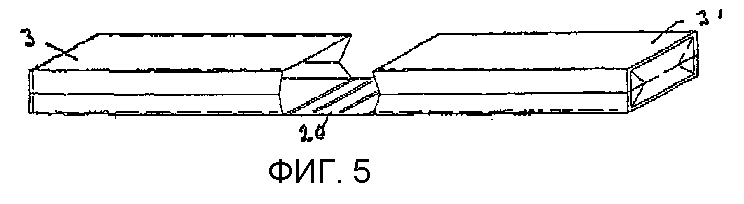
фиг.4 и 5 - вид в плане и в качестве трехмерного изображения, и также в качестве примера, продольный отрезок полосы пакетов, относящихся к еще одному типу пакетов, снабженных также боковыми и донными складками, позволяющими удерживать наполненный и запечатанный пакет на полках витрины в вертикальном положении.
На фиг.1 устройство в целом обозначено позицией А, как и в его основных признаках известного типа.
В рассматриваемом случае в устройство поступает лента 2 спаренных контейнеров 3, 3’, выполненных из гибкого материала и соединенных между собой промежуточной полосой 20, сложенных гармошкой в упаковочной коробке 5 так, как они были поставлены изготовителем контейнеров.
Устройство оборудовано опорой 6 в форме стержня, постепенно опускающейся вниз вплоть до упаковочной коробки 5, где она подходит к центру полосы 20, остающейся соединенной с лентой спаренных контейнеров 3, 3′, сложенных в самой коробке (см. также фиг.2 и 3). При продвижении к участкам наполнения и запечатывания контейнеры 3, 3′, перемещаемые ведущим или транспортным блоком, размещаются по сторонам опоры 6, которая далее, в позиции 8, последовательно расширяется до тех пор, пока не превращается на транспортном блоке 10 в дорожку практически такой же поперечной ширины, что и полоса 20.
Транспортный блок 10 предпочтительно состоит из верхнего ролика 11, снабженного выступающими линейными элементами, напротив которых располагаются соответствующие выемки в находящемся внизу прижимном ролике, что позволяет протаскивать материал соединительной полосы 20 так, как показано позицией 14 на фиг.2 и 3, обеспечивая таким образом положительное и регулярное движение вперед контейнеров 3-3′. Контейнеры достигают пунктов 25 наполнения с клапанами на соответствующих устьях уже откинутыми ранее посредством действия открывающих элементов на пункте 24 разведения известного типа.
Согласно настоящему изобретению между пунктом 25 наполнения и конечным участком 40, предназначенным для приема полосы 20 и сбора наполненных и запечатанных контейнеров, отделенных друг от друга, предусмотрено размещение дополнительного пункта, этот пункт, обозначенный позицией 30 на фиг.1, завершает выполнение задачи данного устройства согласно предусмотренной цели.
Дополнительный пункт 30, показанный только схематически, состоит из камеры 32, которая может быть открыта и повторно закрыта герметичной крышкой 34 и в которой возможно создание условий вакуума.
Камера 30 обладает относительно ограниченной вместимостью, например в лучшем случае от одной до четырех пар контейнеров, в зависимости от их поперечных размеров, с тем чтобы ограничить создание условий вакуума пределами удобно уменьшенных периодов времени, и внутри ее размещаются одна или несколько пар термоэлектрических зажимов, предназначенных для термосваривания наполненных пар контейнеров, внутри которых, как и требуется, продукты остаются защищенными в условиях очень ограниченного присутствия воздуха. После выполнения вакуумного запечатывания верхнего устья контейнеров крышку 34 снимают и устройство типа щипцов извлекает из камеры запечатанные конверты и помещает туда другие только что наполненные конверты. Пары уже запечатанных конвертов достигают конечного пункта 40, где может отбираться соединительная полоса 20, а отдельные или спаренные конверты падают в соответствующие упаковочные коробки для отправки.
Как уже было указано, контейнеры, предназначенные для использования в данном устройстве, могут быть различного типа, в том числе относящиеся к контейнерам с боковыми складками, показанным на фиг.2, или к вертикальным независимым контейнерам, показанным на фиг.3 или на фиг.4.
Для получения типа конверта, показанного на фиг.3, боковые концы ленты могут быть сжаты нагреваемыми зажимами с целью выполнения на дне каждого контейнера соединения всех термосвариваемых лицевых поверхностей и формирования таким образом двух наклонных сварочных швов 23, 23′, которые, начинаясь от шва 22 на дне готового пакета, соединяются с боковыми швами 21, 21′ этого пакета, образуя складки, заменяющие известные складки криволинейной формы.
Для получения пакета типа, показанного на фиг.4, по четырем сторонам дна имеется сварочный шов 22, идущий по всему периметру самого дна и по нижней кромке четырех сварных швов 21 вертикальных стенок, так что опорная поверхность дна по существу соответствует собственно всей поверхности дна.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТРРЕЛЬС И КОНТРЭЛЕМЕНТ В ЗАПЕЧАТЫВАЮЩЕМ УСТРОЙСТВЕ | 2000 |
|
RU2243136C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ ДОСТАВОЧНОЙ УПАКОВКИ | 2013 |
|
RU2604560C2 |
| КОНТРЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2359882C2 |
| ФОРМУЮЩАЯ ГУБКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОСЛЕДОВАТЕЛЬНОСТИ ЗАПЕЧАТАННЫХ УПАКОВОК ИЗ ТРУБЫ ИЗ ЛИСТОВОГО УПАКОВОЧНОГО МАТЕРИАЛА | 2003 |
|
RU2314237C2 |
| СПОСОБ ПРОИЗВОДСТВА ЗАПЕЧАТАННЫХ УПАКОВОК, СОДЕРЖАЩИХ ЛЬЮЩИЕСЯ ПИЩЕВЫЕ ПРОДУКТЫ, ИЗ ТРУБЫ УПАКОВОЧНОГО МАТЕРИАЛА И УПАКОВОЧНОЕ УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ТАКОГО СПОСОБА | 1999 |
|
RU2253599C2 |
| УПАКОВОЧНЫЙ КОНТЕЙНЕР И ЗАГОТОВКА ДЛЯ НЕГО | 1996 |
|
RU2157330C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ПЛАСТИКОВЫЙ СЕТЧАТЫЙ ПАКЕТ | 2008 |
|
RU2489333C2 |
| УПАКОВКА С ОДНОРАЗОВОЙ КАПСУЛОЙ ИЛИ ЕМКОСТЬЮ, УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВЫВАНИЯ | 2014 |
|
RU2666510C2 |
| СОНОТРОД | 2014 |
|
RU2662525C2 |
| УПАКОВОЧНОЕ УСТРОЙСТВО И СПОСОБ | 2020 |
|
RU2815178C1 |
Предложены способ и устройство для наполнения и запечатывания пар контейнеров (3, 3') в форме конвертов или пакетов, как имеющих боковые и/или донные складки, так и не имеющие их, изготовленных из гибкого материала, соединенных между собой центральной соединительной полосой и представляющих на указанной центральной полосе свои обращенные друг к другу и противоположные друг другу устья, предназначенные для наполнения контейнеров продуктами, образуя непрерывную ленту (2) спаренных контейнеров. Способ включает запечатывание спаренных контейнеров, которое выполняется в вакууме или при сильном разрежении. Для выполнения этой операции после пункта наполнения (25) введен пункт (30), состоящий из камеры (32) с крышкой (34) для герметизации, которую можно открыть при атмосферном давлении и в которой возможно создание вакуума или глубокого разрежения. Внутри указанной камеры (32) помещаются зажимы с электрическим нагревом, предназначенным для запечатывания контейнеров в отсутствие воздуха, и предусмотрен транспортный блок (10). Изобретение позволяет в полностью автоматизированном процессе получить асептические герметично заваренные конверты или пакеты с товарами в жидком виде, в форме порошка или отдельных кусков. 2 с. и 1 з.п. ф-лы, 5 ил.
a) подачу в наполняющее и запечатывающее устройство пар таких контейнеров, соединенных между собой в форме непрерывной ленты, которую разматывают с бобины, на которую эта лента намотана, или отбирают из упаковочной коробки, в которой лента сложена гармошкой;
b) подвешивание ленты спаренных контейнеров на горизонтальной опоре в форме стержня для последующего продвижения вперед;
c) разведение верхних устьев пар контейнеров непрерывной ленты;
d) наполнение каждой пары контейнеров на участке наполнения при продвижении указанных контейнеров под соответствующими наполняющими устройствами продуктами в жидкой или гранулированной форме или же в форме отдельных кусков;
e) термосваривание устьев пар наполненных контейнеров;
f) отделение запечатанных контейнеров друг от друга и
g) сбор отдельных контейнеров в упаковочных средствах,
отличающийся тем, что операция е), заключающаяся в запечатывании пар контейнеров, выполняется в камере, которую открывают для приема нескольких пар контейнеров, после чего камеру герметично закрывают, в ней создают вакуум или глубокое разрежение и подвергают термосвариванию устья контейнеров.
питающее устройство для подачи пар контейнеров, такое, как бобина или накопитель (5) пар сложенных гармошкой контейнеров, с которого разматывается или отбирается лента (2) спаренных контейнеров (3,3');
опору (6) для подачи ленты (2) спаренных контейнеров, свободный конец которой размещается по центру центральной полосы (20) для соединения пары контейнеров (3, 3'), для размещения указанных спаренных контейнеров по обеим сторонам питающей опоры, подвешенных вертикально своими соответствующими устьями, обращенными вверх;
привод или транспортный блок (10), предназначенный для направления ленты (2) спаренных контейнеров в направлении пункта (24) разведения устьев контейнеров (3, 3') и на следующий пункт (25) наполнения;
пункт (40) для разделения контейнеров поверх сварных швов и удаления отходов вместе с соединительной полосой (20),
отличающееся тем, что после пункта (25) наполнения введен пункт (30), состоящий из камеры (32) с крышкой (34) для герметизации, которую можно открыть при атмосферном давлении и в которой возможно создание вакуума или глубокого разрежения, причем внутри указанной камеры (32) помещаются зажимы с электрическим нагревом, предназначенные для запечатывания контейнеров в отсутствие воздуха.
| Устройство для предохранения кривошипных прессов от перегрузки и заклинивания | 1973 |
|
SU487788A1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБОБУЛОЧНОГО ИЗДЕЛИЯ | 2010 |
|
RU2436383C1 |

