Область изобретения
Настоящее изобретение относится к контррельсу и модулю комбинации контррельса и прижимной прокладки, соответственно предназначенных для использования в устройстве для термосваривания слоистого упаковочного материала для упаковки жидкого или текучего продукта.
Изобретение также относится к устройству термосваривания и запечатывающему/режущему устройству, включающему указанный контррельс и прижимную прокладку, а также к упаковочной машине, включающей такое запечатывающее устройство и контррельс и прижимную прокладку согласно изобретению.
Кроме того, изобретение относится к способу изготовления указанного контррельса и прижимной прокладки.
Предшествующий уровень техники
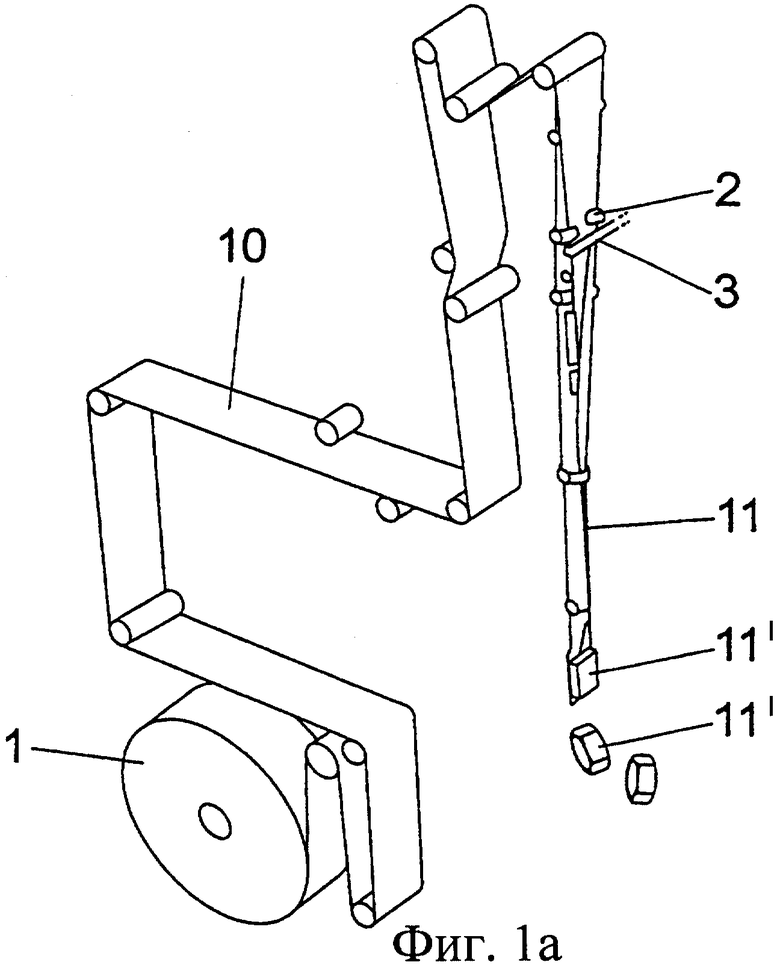
Современные процессы упаковки пищи (под термином "пища" подразумеваются все сорта твердой и жидкой пищи, как например, соусы, молоко и другие напитки, а также пасты, супы, желе и сыр) часто представляют собой процесс "формирования-заполнения-запечатывания" и могут осуществляться путем формирования непрерывно движущегося упаковочного листового материала, сделанного из гибкого слоистого материала, в непрерывно движущуюся трубу, непрерывным заполнением трубы заданным пищевым продуктом, подлежащим упаковке, и запечатыванием и, наконец, отрезанием герметично запечатанных упаковок от трубы. Пример такого формирования трубы из непрерывного листа упаковочного материала и дальнейшее формирование упаковочных контейнеров схематично показаны на фиг.1а.
Способы упаковки часто представляют собой высокоскоростные непрерывные процессы, в которых упаковочный листовой материал непрерывно подается через машину, стерилизуется, например, пропусканием через быстродействующую стерилизующую среду в жидкой или газовой фазе, формируется и запечатывается, образуя заданную форму трубы для заполнения пищевым продуктом, подлежащем упаковке, и, наконец, запечатывается в поперечном направлении.
Упаковочный материал в виде непрерывного листа производится машиной для изготовления упаковочного материала и размещается на бобине. Упаковочный материал часто имеет слоистую структуру, содержащую слой сердцевины из бумаги или картона, наружный термосвариваемый слой термопластичного полимера (как, например, полиэтилен) с каждой стороны слоя сердцевины и, если это необходимо, газонепроницаемый слой из алюминиевой фольги, расположенный между бумажным слоем сердцевины и пленкой. В качестве альтернативы, вместо алюминиевой фольги может быть использован газонепроницаемый слой из пластика или неорганического материала, например полиамид, полиэтиленвинилалкоголь или оксид кремния.
Бобина с упаковочным материалом устанавливается в упаковочной машине, где ее разматывают и направляют через упаковочную машину, используя приводные механизмы, расположенные в нескольких местах в машине. Лист упаковочного материала формируется в трубу и герметично запечатывается в продольном направлении внутри упаковочной машины. По мере перемещения трубы вниз внутри упаковочной машины сверху подается жидкость или жидкотекучий продукт для заполнения внутренней полости трубчатого упаковочного материала. Затем трубу упаковочного материала сжимают по бокам с двух сторон и герметично запечатывают в боковом направлении с определенными интервалами для образования взаимосвязанных, заполненных и запечатанных упаковочных контейнеров. Затем запечатанные упаковочные контейнеры отделяют от трубы, делая разрезы между запечатанными боковыми участками, и разделенным таким образом упаковочным контейнерам придают определенную необходимую форму, например, складывая их и сгибая вдоль предварительно выполненных линий сгиба в упаковочном материале и, если это требуется, окончательно герметично запечатывают для сохранения формы.
Запечатывание трубчатого упаковочного материала в продольном или боковом направлении выполняется посредством термосваривания наружных поверхностей упаковочного материала, выполненных из термосвариваемых термопластов. Это может быть выполнено известными приемами термосваривания, например индукционным термосвариванием, термосвариванием токами высокой частоты или микроволновым термосвариванием, конвекционным термосвариванием, ультразвуковым вибрационным термосвариванием. Весьма обычной технологией термосваривания в наши дни для получения поперечных термосварных уплотнений в случае стерильной упаковки является индукционное термосваривание (с нагревом проводником), при котором алюминиевая фольга в упаковочном слоистом материале взаимодействует с индуктором для вырабатывания тепла. Термопластичные поверхности соединяются одна с другой сплавлением путем одновременного приложения индуцированного тока и давления.
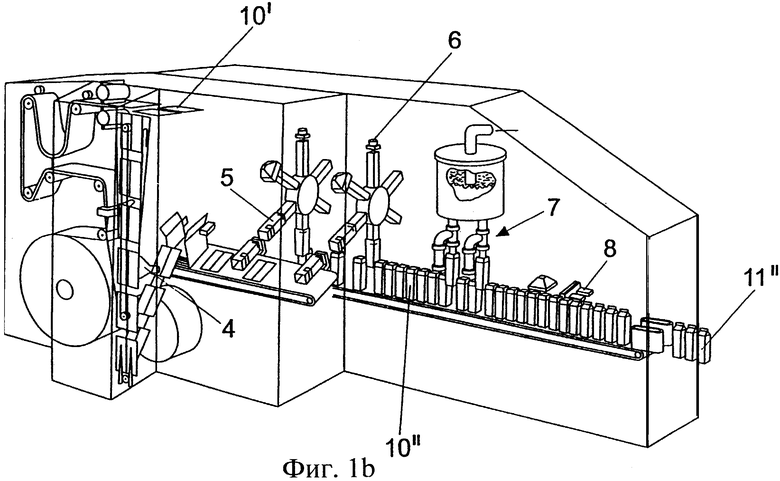
В качестве альтернативы, способы упаковки могут часто быть такого типа, согласно которому из предварительно вырезанных заготовок упаковочного материала формируются упаковки. Пример принципа такого упаковочного процесса показан в фиг.1b.
Предварительно вырезанные заготовки упаковочного материала могут подаваться в упаковочную машину, складываться и запечатываться в продольном направлении, могут быть сформированы по складкам и запечатаны на дне, чтобы образовать открытые капсулы упаковок. Капсулы заполняются и затем запечатываются сверху, таким образом обеспечивая заполненные упаковки (11’’).
Обычные упаковочные машины, таким образом, используют устройство термосваривания для герметичного запечатывания упаковочного материала. Устройство запечатывания обычно образовано так называемыми контрзажимами и зажимами термосваривания, расположенными и действующими противоположно друг другу.
Пример такого устройства термосваривания схематично показан на фиг.4, а вид поперечного сечения типичного контрзажима и зажима термосваривания схематически показан на фиг.5.
Обычно для поперечного термосваривания каждый контрзажим имеет пару контррельсов, а каждый зажим термосваривания имеет блок герметизации. Каждый контррельс и обращенный в противоположную сторону блок герметизации способны выполнять одно герметичное уплотнение, полученное термосвариванием, поперек упаковочного материала. В зазоре, образованном между двумя контррельсами, может быть расположен резак. Каждый режущий рельс имеет контрэлемент, так называемую "подушку" или "прижимную прокладку", которая проходит вдоль контррельса, в то время как блок герметизации в случае индукционного термосваривания имеет индукционную катушку, расположенную напротив прижимной прокладки. Обычно в случае упаковки в непрерывный трубчатый упаковочный материал операции герметичного запечатывания и резки выполняются в одной и той же части процесса упаковки, причем в этом случае контррельс также называется "режущим рельсом". Однако также вполне возможно отделить операцию герметичного запечатывания от операции резки, например, последующим разрезанием заполненной и запечатанной трубки в отдельном узле резки.
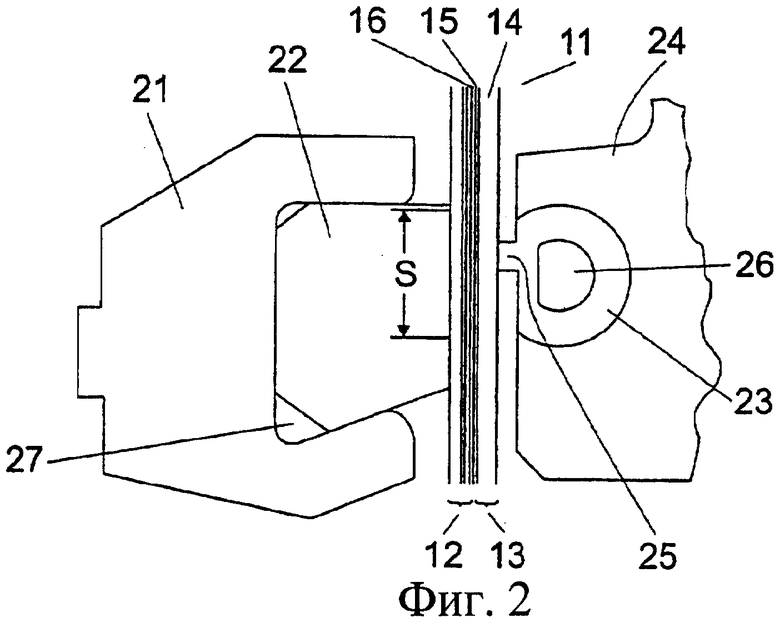
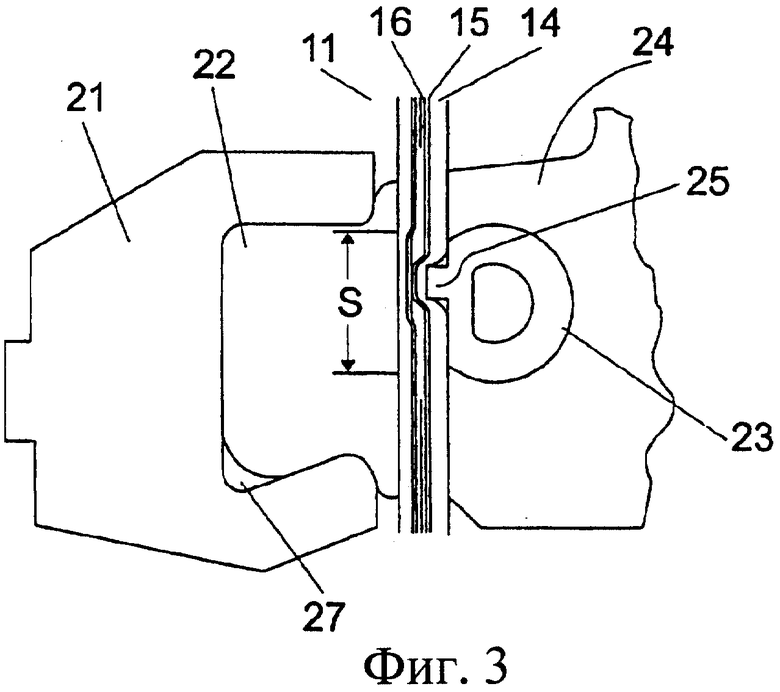
Фиг.2 и 3 схематически представляют вид сбоку обычного контррельса и блока герметизации для индукционного термосваривания, расположенных на противоположных сторонах термосвариваемого упаковочного материала, до и после выполнения запечатывания.
Как показано на фиг.2 и 3, стенки 12, 13 упаковочного материала трубы или капсулы могут быть установлены лицом к лицу друг к другу в зоне герметизации S для поперечного индукционного термосваривания, например, трубчатого упаковочного материала 11. Каждая из стенок 12, 13 упаковочного материала имеет обычно слоистую структуру, состоящую из слоя 14 бумажной основы и слоя пленки 16 из полиэтилена, например, расположенного на внутренней поверхности слоя 15 алюминиевой фольги. Несмотря на отсутствие конкретной иллюстрации на наружной поверхности слоя 14 бумажной основы также нанесен слой пластика, например полиэтилена. Участки 16 полиэтилена двух упаковочных материалов 12, 13 соединяются вместе сплавлением.
В других способах термосваривания, как например, высокочастотном термосваривании или конвекционном термосваривании, слой алюминиевой фольги не нужен для вырабатывания тепла.
Обычно контррельс 21 выполняется из стали и является плоским и параллельным. В зависимости, например, от требований, предъявляемых к качеству уплотнения (шва), типу упаковочного материала, размеру упаковки и типу продукта, предназначенного для упаковки, форма и механические свойства прижимной прокладки 22 могут изменяться, чтобы лучшим образом соответствовать обстоятельствам. В случае необходимости в высококачественных уплотнениях, как это, например, имеет место в настоящем изобретении, для упаковки, рассчитанной на стерильное или длительное хранение, так называемое хранение "с увеличенным сроком годности", прижимная прокладка должна иметь некоторую степень гибкости и сжимаемости для регулирования пластической деформации нагретых термопластов из слоя 16 в зоне герметизации S. Для упаковок, к которым предъявляются менее строгие требования в отношении качества уплотнения, прижимная прокладка может быть выполнена из износостойкого твердого металла, такого же, как материал контррельса.
Индукционная катушка 23 расположена вдоль блока герметизации 24 и обычно обеспечена выступом 25, проходящим в направлении контрзажимов. Канал 26 для хладагента выполнен в индукционной катушке 23 для регулирования температуры индукционной катушки 23 в результате прохождения хладагента через проход 26.
В начальных стадиях процесса запечатывания, показанного на фиг.2, упаковочный материал 11 располагается между блоком 24 герметизации и контррельсом 21 с прижимной прокладкой 22, после чего контрзажим и зажим термосваривания перемещаются таким образом, что они приближаются друг к другу. Затем контрзажим и зажим термосваривания перемещаются ближе друг к другу и участок для запечатывания упаковочного материала 11 крепко сжимается и деформируется индукционной катушкой 23 и контрэлементом 22. Прикладывается высокочастотное напряжение от источника энергии (не показан), чтобы заставить алюминиевую фольгу 15 вырабатывать тепло индукционного тока. В результате, как показано на фиг.3, участки 16 полиэтилена упаковочного материала, объединенные в пары, обращенные друг к другу и зажатые между парными участками 15 алюминиевой фольги, нагреваются, и участки 16 полиэтилена в зоне герметизации S сплавляются. После чего трубчатый упаковочный материал 11 соединен сплавлением.
Как показано на фиг.3, сжимающийся контрэлемент 22 деформируется во время стадии запечатывания. Когда давление снимается с блока герметизации и контррельса, контрэлемент приобретает свою исходную форму и готов к следующей операции запечатывания и сжатия. Такие сжимающиеся контрэлементы обычно выполняются из пластика с подходящими механическими и химическими свойствами. В наши дни для этой цели наиболее широко применяется сшитый полиуретан (СПУ). Нужная форма и конфигурация прижимной прокладки (подушки) обычно получается резкой из материала сшитого полиуретана. Прижимная прокладка из СПУ крепится в режущем рельсе из нержавеющей, химически стойкой стали, для чего ее вставляют в канавку 27, проходящую вдоль контррельса 21. Конфигурация, твердость и сжимаемость прокладки очень важны для качества уплотнения и могут изменяться в зависимости от различных упомянутых выше факторов, т.е. требующегося качества уплотнения, типа упаковочного материала, размера упаковки и продукта, предназначенного для заполнения. Различные свойства, касающиеся формы и твердости/сжимаемости прокладки, будут по разному влиять на пластическую деформацию термолластов в зоне герметизации S во время плавления. Кроме того, существуют важные факторы, влияющие на то, как продукт в трубке выдавливается из зоны герметизации S. Таким образом, различные формы оказались оптимальными для различных комбинаций размеров упаковки и продуктов, предназначенных для заполнения.
Кроме того, материалы пластиков, используемых в прокладке, должны быть стойкими к химическим веществам (например, к щелочным чистящим веществам, молочной кислоте и другим веществам в различных продуктах, предназначенных для заполнения, и к стерилизующим веществам, например перекиси водорода (H2O2)).
Несмотря на то, что контррельс и прижимная прокладка действуют вполне адекватно, на самом деле они обладают рядом недостатков. Главным недостатком этой известной конструкции является то, что прижимная прокладка сделана из довольно мягкого материала по сравнению с режущим рельсом и блоком герметизации, подвергается износу и, таким образом, должна заменяться новой через определенные периоды времени. Каждый раз, когда происходит замена прижимной прокладки, упаковочная машина должна быть полностью остановлена. Прежде всего, необходимо удалить контррельс из контрзажима, к которому он крепится в работе. Затем следует удалить старую прижимную прокладку, которая закреплена в канавке в контррельсе. После изъятия старой прокладки в узкую канавку контррельса должна быть вставлена новая прокладка, затем контррельс должен крепиться к контрзажиму, после чего машина снова приводится в действие. Канавка, а также прижимная прокладка, обычно имеют несимметричную форму в поперечном сечении и очень важно, чтобы прокладка была тщательно установлена и закреплена в канавке, и чтобы она была вставлена в правильном положении, т.е. правильно направлена. Стадии замены прижимной прокладки занимают некоторое время, поскольку прокладка должна быть очень плотно закреплена в канавке, и поэтому прокладка имеет немного большее поперечное сечение, чем канавка. Соответственно требуется применение некоторой силы, чтобы изъять прокладку из канавки и вдавить прокладку в канавку. Это делается вручную, поскольку это довольно сложная операция. Время, необходимое для полной остановки машины, может составлять до 10 минут, включая время торможения и запуска, в течение которого машина выходит из/входит в обычную рабочую скорость, при которой можно изготовить по меньшей мере 600-1300 упаковок, в зависимости от типа упаковочной машины. В спешке можно легко вставить прижимную прокладку в канавку в неправильном направлении и это может сильно отразиться на качестве уплотнения, если этого вовремя не заметить, и, кроме того, потребуется полная остановка машины во второй раз, что вызовет дополнительные потери производственного времени.
Кроме того, при изъятии прижимной прокладки из контррельса иногда стараются использовать заостренный инструмент, как например отвертку, чтобы поддеть прокладку и вытащить ее из канавки. В случае неудачи контррельс может быть поврежден. Поскольку новый контррельс стоит довольно дорого, это крайне нежелательно.
Другим недостатком известной конструкции контррельса и прижимной прокладки является то, что две части модуля, т.е. контррельс и прижимная прокладка, выполнены из разных материалов, имеющих значительно отличающиеся коэффициенты теплового расширения. Пластики обычно имеют коэффициенты теплового расширения в пределах от приблизительно 100 до приблизительно 200-10-5 мК-1, в то время как коэффициенты металлов варьируются в пределах приблизительно от 6 до приблизительно 10-10-5 мК-1.
Когда выполняется термосваривание и прижимная прокладка нагревается, она расширяется гораздо больше и гораздо быстрее, чем контррельс, при той же температуре. Поэтому прижимная прокладка нуждается в некотором пространстве вокруг себя внутри канавки для расширения, а также она должна иметь возможность перемещения и скольжения на внутренней поверхности канавки. Таким образом, форма прокладки является решающей с нескольких точек зрения, а именно, прежде всего, для свойств сжатия и прижима в зоне герметизации, во вторых, для обеспечения надежного крепления внутри канавки в холодном виде, а также теплового расширения внутри канавки контррельса в горячем состоянии. В результате контррельс, обеспеченный прижимной прокладкой, образует очень сложный модуль частей как с точки зрения изготовления, так и с точки зрения сборки.
Поэтому существует необходимость в контррельсе и комбинированном модуле контррельса и прижимной прокладки соответственно, которым не присущи эти недостатки, ошибки и проблемы, связанные с обычным контррельсом или модулем контррельса. В частности, было бы целесообразным создание комбинации контррельса и прижимной прокладки, которая функционирует одинаково хорошо, как и обычные контррельс и прокладка, но имеет дополнительные преимущества, заключающиеся в том, что легко и быстро заменяются в запечатывающем устройстве и упаковочной машине предпочтительно при уменьшенных или по меньшей мере тех же уровнях материальных затрат.
Поэтому целью настоящего изобретения является создание контррельса, имеющего прижимную прокладку и такой комбинированный модуль соответственно, в котором преодолеваются или уменьшаются указанные выше проблемы.
Соответственно целью изобретения является создание контррельса, имеющего прижимную прокладку, дающую возможность заменять прокладку быстрее и сократить перерыв в работе.
Другой целью изобретения является создание контррельса, имеющего прижимную прокладку, которая упрощает операцию замены прокладки и таким образом облегчает ее безошибочное выполнение.
Также целью изобретения является создание контррельса и контррельса с прижимной прокладкой соответственно, которая проста в изготовлении.
Согласно предпочтительному примеру реализации изобретения целью является создание контррельса, имеющего прижимную прокладку, которая исключает проблему сборки контррельса и прижимной прокладки в операции замены прижимной прокладки.
Еще одной целью изобретения является создание экономичного комбинированного модуля контррельса и прижимной прокладки, который функционирует хорошо в производстве и техническом обслуживании, т.е. в операции замены прокладки.
Кроме того, целью изобретения является создание устройства термосваривания, включающего контррельс, имеющий прижимную прокладку согласно изобретению, а также упаковочной машины, включающей такое устройство запечатывания.
Краткое описание изобретения
Эти цели достигаются согласно настоящему изобретению с помощью контррельса и прижимной прокладки, как описано в пункте 1 патентной формулы, и контррельса, как описано в пункте 11 патентной формулы.
Изготовлением контррельса и прижимной прокладки из пластика достигается менее сложная конструкция, поскольку состоящий из двух частей модуль может быть объединен в одну единую деталь. Получают значительную выгоду в производительности и стоимости, так как запечатывающее устройство согласно изобретению работает с большой скоростью и каждое сокращение производственного простоя значительно повышает производительность.
Контррельс и контррельс с прижимной прокладкой соответственно согласно изобретению, таким образом, подходят для использования в запечатывающем устройстве для поперечного термосваривания трубы из слоистого упаковочного материала, заполненной жидкостью или жидкотекучим продуктом, как например, запечатывающее устройство, имеющее по меньшей мере один зажим термосваривания и по меньшей мере один контрзажим, расположенные так, что они обращены друг к другу и имеют возможность выдвигаться вперед и отводиться назад для поперечного запечатывания запечатываемой упаковки, причем контррельс предназначен для включения в устройство термосваривания креплением к контрзажиму, а прижимная прокладка расположена вдоль контррельса.
Предпочтительные и целесообразные примеры реализации контррельса, а также модуля контррельса и прижимной прокладки согласно изобретению также имеют отличительные признаки, изложенные в пунктах 2-10 патентной формулы.
Предпочтительно с практической точки зрения для того, чтобы не приходилось менять контррельс и прижимную прокладку слишком часто, пластиками должны быть конструкционные пластики с высокой стойкостью к химическим веществам при температурах в пределах приблизительно от 10 до приблизительно 90°С, более предпочтительно приблизительно от 5 до приблизительно 100°С, наиболее предпочтительно приблизительно от 0 до приблизительно 110°С.
Предпочтительно, пластики, включенные в контррельс согласно изобретению, являются конструкционными пластиками, стойкими к щелочным, а также кислотным жидкостям и растворам, имеющим рН в пределах приблизительно от 2 приблизительно до 12, как, например, моющие и стерилизующие вещества, обычно используемые для мойки упаковочных машин для пищевых продуктов. Целесообразно, используемые пластики должны быть также стойкими к гидролизу, когда они подвергаются воздействию горячей воды или водных растворов. Кроме того, моющие вещества часто содержат алифатические или ароматические растворители, которые могут иметь разрушающее воздействие на некоторые материалы пластиков. Пластики согласно изобретению также предпочтительно должны быть стойкими к маслу и смазке в смазочных составах, которые могут использоваться при техническом обслуживании машин. Под словом "стойкие" подразумевается, что необходимые механические свойства сохраняются при использовании в течение достаточно продолжительного периода времени.
Среди конструкционных пластиков особенно предпочтительны полиамиды и пластики из группы пластиков с высокими рабочими характеристиками (ПВРХ). Специалистам в области пластмасс хорошо известно, что к этой группе принадлежат простые полиэфир кетоны, как например, простой полиэфир кетон (ПЭК), простой полиэфир-эфир кетон (ПЭЭК), простой ариловый полиэфир кетон (ПАЭК) и простой полиэфир-эфир-кетон-кетон (ПЭЭКК), полифениленсульфид (ПФС), жидкокристаллические полиэфиры (ЖКП), полиимиды, а также полисульфоны. Эти полимеры вообще имеют некоторую химическую стойкость и термостойкость вместе с хорошими механическими свойствами. Однако жидкокристаллические полимеры (ЖКП) менее предпочтительны, так как они имеют ограниченную стойкость к гидролизу. Кроме того, они меньше подходят для литьевого формования вследствие их анизотропных свойств и морфологии. Полисульфоны также не являются предпочтительными, поскольку они обладают только небольшой стойкостью к маслам и ароматическим растворителям. Полиимиды имеют ограниченную стойкость к щелочи, тогда как поликарбонаты не имеют никакой стойкости к щелочи и ароматическим растворителям, отчего эти полимеры также малопригодны для контррельса.
Специалист также знает, что к группе конструкционных пластиков, отличающихся от ПВРХ, принадлежат, например, помимо этого, полиамиды, полибутилентерефталаты (ПБТ), полиэтилентерефталат (ПЭТ), поликарбонат (ПК), полифениленоксид (ПФО) и полиоксиметилен (ПОМ).
Согласно одному предпочтительному примеру реализации изобретения контррельс выполнен из полиамида. Предпочтительно полиамид выбран из полиамида-11 (ПА-11), или полиамида-12 (ПА-12), или полиамида, имеющего похожие свойства. В основном ПА-6, ПА-66 и ПА-46 менее предпочтительны, так как они поглощают больше воды и имеют ограниченную стойкость к кислотным жидкостям и растворам. Полиариламид (ПАА) не так предпочтителен, как ПА-11 и ПА-12, но все же более целесообразен, чем указанные менее предпочтительные полиамиды, так как они поглощают меньше воды.
Согласно другому предпочтительному примеру реализации контррельс выполнен из ПВРХ, выбранных из группы, состоящей из ПФС и простых полиэфир кетонов (ПЭК, ПЭЭК, ПЭЭКК, ПАЭК). Используемые в контррельсе пластики согласно указанным предпочтительным примерам реализации все обладают стойкостью к горячей воде, кислотным и щелочным растворам, а также к спирту, ароматическим и алифатическим растворителям и маслам. Кроме того, они поглощают лишь незначительное количество воды, в основном приблизительно менее 1,0%, предпочтительно менее 0,5%. Кроме того, они имеют хорошие характеристики пластической деформации и механические свойства для изготовления формованных деталей, как например, контррельс, полученный литьевым формованием. Также важно при выборе пластиков для контррельса, чтобы он имел высокую стабильность размера, и чтобы могли сохраняться допуски на размер такие же, как для контррельсов, выполненных из нержавеющей стали или титана. Контррельс должен предпочтительно иметь плоскостность менее 0,3 мм, более предпочтительно менее 0,2 мм и параллельность менее 0,1 мм.
Согласно наиболее предпочтительному примеру реализации изобретения контррельс выполнен из армированного, предпочтительно армированного стекловолокном ПФС. ПФС имеет целесообразные свойства для химической стойкости, стойкости к огню, стабильности размера, длительной прочности и небольшого поглощения воды/влаги.
Согласно другому предпочтительному примеру реализации материал пластика в контррельсе может быть смешан с приблизительно до 50 вес.%, более предпочтительно приблизительно до 40 вес.%, армирующей добавки, как например, стекловолокно, стеклянные шарики или железный порошок, чтобы сохранять размеры в требующихся пределах допуска. Это может быть целесообразным с точки зрения стабильности размера и с точки зрения механических свойств. Однако, если количество армирующей добавки слишком высоко, это может отрицательно сказаться на ударной вязкости материала пластика.
Используемая прижимная прокладка (подушка) согласно настоящему изобретению выполнена из термоэластопласта (ТЭП), имеющего сжимаемость по меньшей мере приблизительно 20% при твердости по Шору, составляющей приблизительно 70, а также высокую стойкость к химическим веществам и температурам в пределах приблизительно от 10 до приблизительно 90°С, предпочтительно от 0 до приблизительно 110°С.
Предпочтительно прижимная прокладка выполнена из термоэластопласта, выбранного из группы, состоящей из полиуретанов (ПУР), простых полиэфирных блоков амида (блоксополимеров) (ПЭБА) и термоэластичных полиолефинов (ТЭП-0). Полиуретаны могут быть типа простого полиэфира или сложного полиэфира, причем более предпочтителен ПУР простого полиэфира. ПУР и ПЭБА вообще более предпочтительны, так как они тверже и имеют большую стойкость к истиранию, а также более подходящую сжимаемость для получения сжимаемой прижимной прокладки. Полиолефины (ТЭП-0) имеют, однако, достаточную химическую стойкость и водостойкость и поглощают менее 1% воды, а также они обладают стойкостью к температурам в пределах по меньшей мере от -10°С до приблизительно 100°С, предпочтительно 110°С.
Сжимаемость эластомерного материала в основном зависит от его твердости, и материал термоэластопласта ПУР в основном имеет сжимаемость порядка приблизительно 24% при твердости по Шору, составляющей 70, в то время как ПЭБА имеет сжимаемость порядка приблизительно 36% при такой же твердости. ТЭП-0 имеет сжимаемость порядка приблизительно 64% при той же твердости.
Более предпочтительно контррельс выполнен из полиамида-11 (ПА-11), полиамида-12 (ПА-12) или ПФС, а прижимная прокладка из полиуретана (ПУР) типа простого эфира или сополимера простого полиэфирного блока амида, поскольку эти сочетания пластиков, помимо хороших механических свойств и химической стойкости, а также стойкости к температурам, кроме того, в результате обеспечивают хорошую связь и сцепление контактных поверхностей пластиков на границе раздела между контррельсом и прижимной прокладкой.
Эти специфические пластики используются предпочтительно, поскольку они обеспечивают немедленную связь при последовательном совместном впрыске двух материалов для их сплавления. Трение от высокой скорости процесса литьевого формования вырабатывает тепло на границе раздела между поверхностями контррельса и прижимной прокладки, в результате чего происходит сплавление поверхностей.
Предпочтительно контррельс и прижимная прокладка выполнены процессом совместного литьевого формования. Посредством так называемого совместного процесса литьевого формования или двойного литьевого формования прижимная прокладка и контррельс могут быть изготовлены одной операцией, причем вся деталь таким образом выполняется из пластиков.
Следующим преимуществом того, что как контррельс, так и прижимная прокладка выполнены из пластиков, является то, что коэффициент теплового расширения может быть подобран почти одинаковым, и трудности, возникшие от комбинации металла и пластиков, устраняются. Коэффициенты теплового расширения металлов и пластиков очень различны, например в пределах от 100 до 200 (10-5 мК-1) для пластиков, от 6 до 10 (10-5 мК-1) для металлов. Материал пластика больше разбухает и расширяется, чем металл, и реагирует на температурные изменения медленнее, чем металл. Таким образом, между металлическим контррельсом и прижимной прокладкой из пластика не должна образовываться поверхностная связь. Прижимная прокладка из пластика должна иметь возможность скольжения внутри канавки металлического контррельса. Это, помимо других факторов, приводит к тому, что форма прижимной прокладки относительно канавки приобретает решающее значение. При подборе пластиков, имеющих одинаковые свойства теплового расширения, для контррельса и прижимной прокладки эти трудности уменьшаются или даже устраняются, и форма прижимной прокладки и ее соответствие контррельсу, таким образом, не имеют такого критического значения.
Согласно второму аспекту изобретения предложено запечатывающее устройство, как описано в пункте 12 патентной формулы.
Кроме того, в качестве одного предпочтительного примера реализации запечатывающего устройства согласно изобретению создано запечатывающее/режущее устройство, как описано в пункте 13 патентной формулы.
Согласно третьему аспекту изобретения предложена упаковочная машина для упаковки жидких или жидкотекучих продуктов, как описано в пункте 14 патентной формулы.
Согласно четвертому аспекту изобретения предложен способ изготовления контррежущего рельса и прижимной прокладки, как описано в пункте 15 патентной формулы. Контррельс и прижимная прокладка могут быть получены отдельно литьевым формованием и затем крепиться друг к другу с помощью адгезива или сплавлением, в зависимости от сочетания материала пластика и имеющихся адгезивов, подходящих для каждого материала пластика.
Однако более предпочтительно контррельс и прижимная прокладка последовательно выполняются литьевым формованием из указанных материалов в совместном процессе литьевого формования и, таким образом, крепятся друг к другу сплавлением, что дает возможность быстрого, экономичного и надежного изготовления таких модулей контррельсов, обеспеченных прижимными прокладками, в промышленном масштабе.
Подробное описание
Другие преимущества и выгодные отличительные признаки устройства и способа согласно настоящему изобретению станут очевидными из следующего подробного описания со ссылками на сопутствующие чертежи.
Несмотря на то, что изобретение будет описано ниже с конкретной ссылкой на конфигурацию контррельса и комбинированного модуля контррельса и прижимной прокладки, также на устройство, следует заметить, что в более широком объеме настоящее изобретение не ограничивается исключительно этим практическим применением, которое выбрано в качестве одного примера среди многих других приемлемых устройств, для реализации изобретения, описанного в прилагаемых пунктах формулы изобретения. В частности, в пределах объема изобретения допустимы другие формы и конфигурации различных деталей.
Далее изобретение будет пояснено более подробно со ссылкой на чертежи, на которых
фиг.1а схематически изображает обычный процесс формирования трубы из непрерывной ленты упаковочного материала и дальнейшее формирование упаковочных контейнеров, включающее стадию поперечного запечатывания, в котором используется запечатывающее устройство согласно изобретению,
фиг.1b схематически изображает обычный процесс формирования упаковок из заранее вырезанных заготовок упаковочного материала,
фиг.2 схематически изображает вид сбоку в поперечном сечении части обычного запечатывающего устройства, то есть контррельса, обеспеченного прижимной прокладкой, обращенного к блоку герметизации на противоположной стороне упаковочного материала в начальной стадии операции выполнения поперечного уплотнения,
фиг.3 схематически изображает то же обычное устройство контррельса и прижимной прокладки, что и на фиг.2, в последней стадии операции запечатывания,
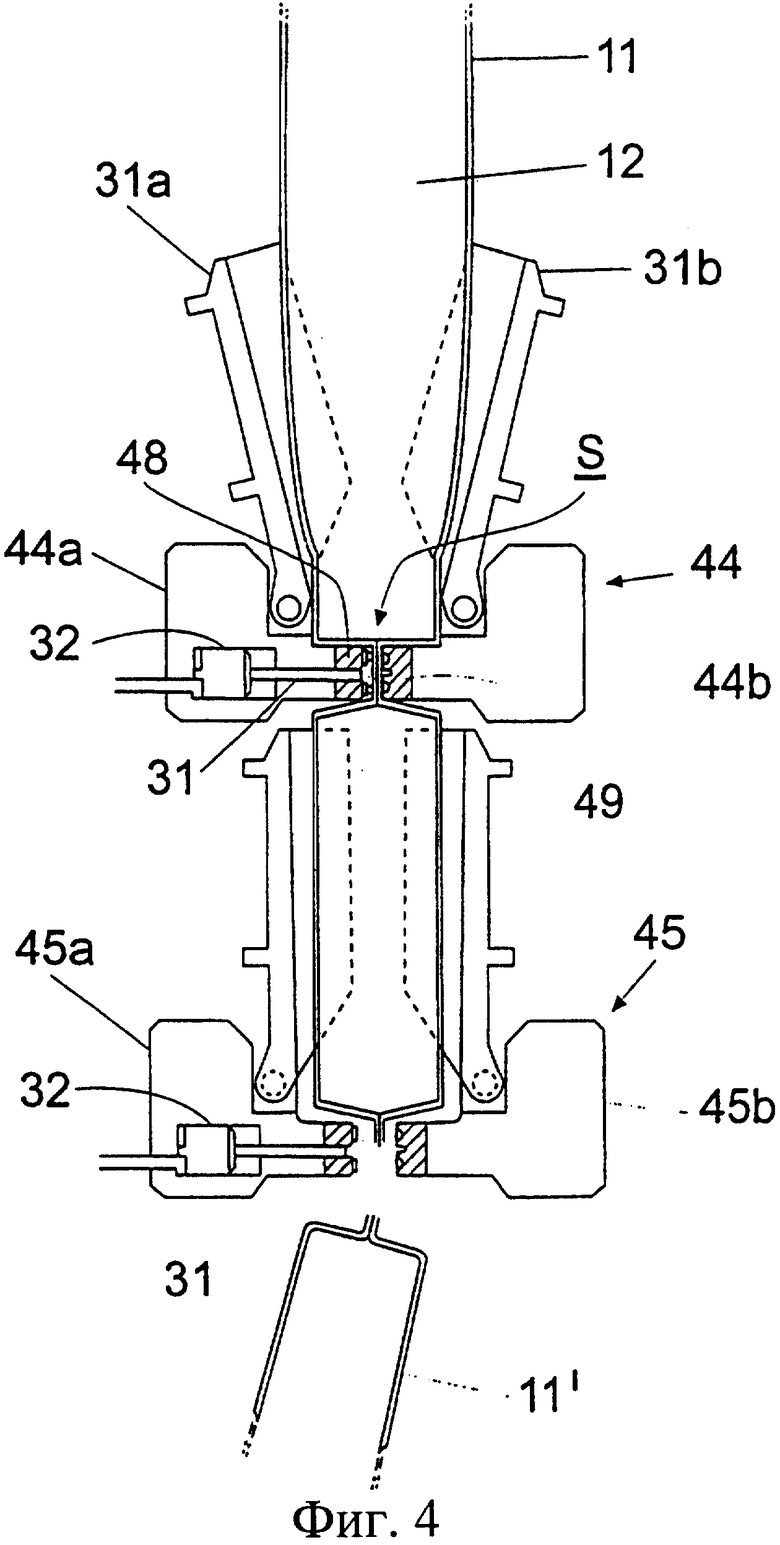
фиг.4 схематически изображает вид сбоку, частично в сечении, примера запечатывающего и режущего устройства согласно настоящему изобретению в использовании,
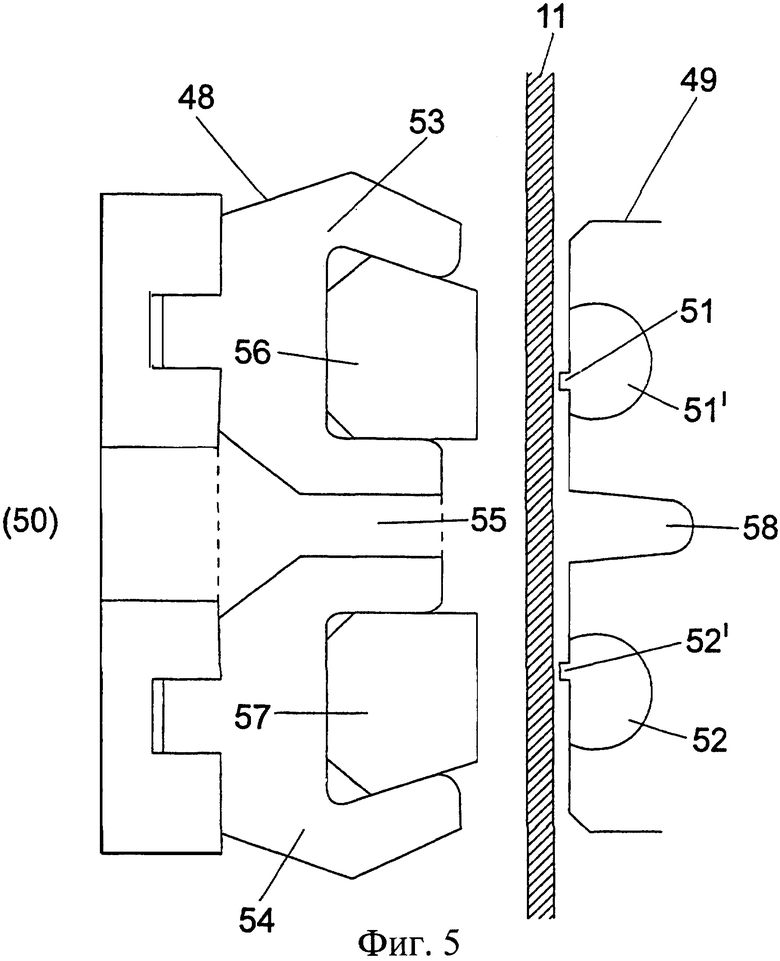
фиг.5 изображает вид сбоку в поперечном сечении примера контрзажима, к которому крепится пара контррельсов, а также блок герметизации, обеспеченный индукционными катушками,
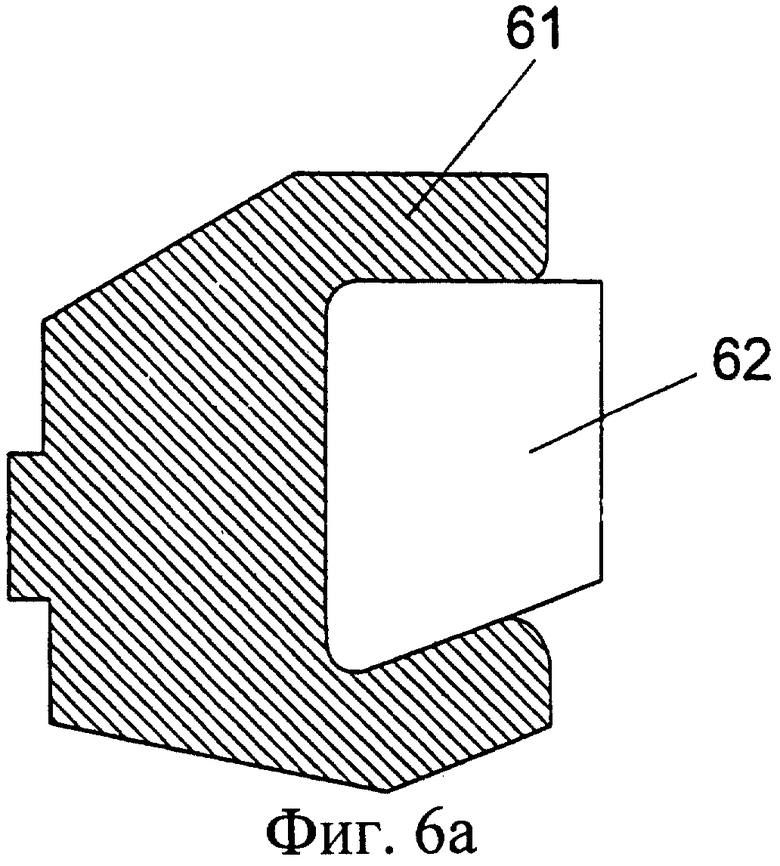
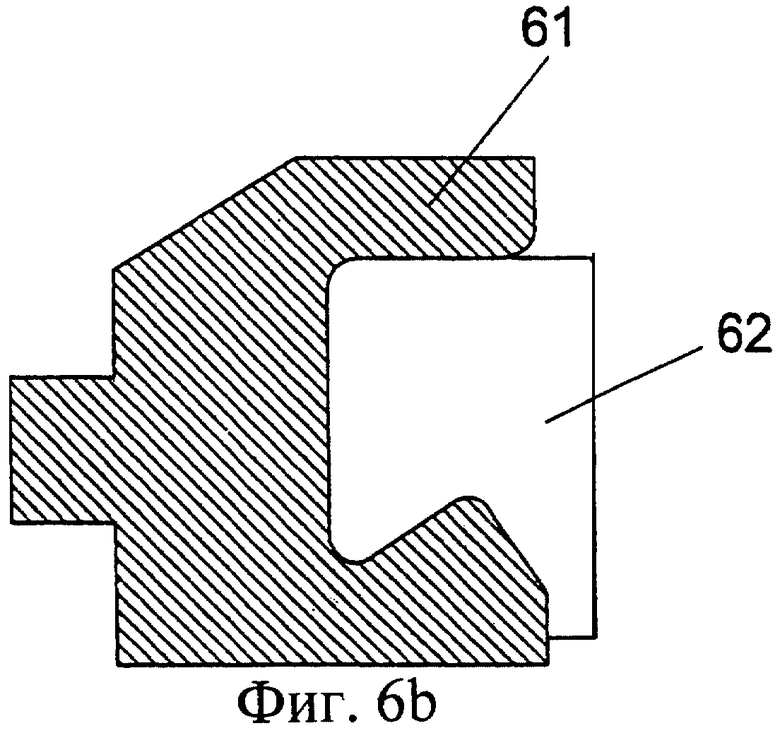
фиг.6а и 6b схематически показывают изображения сбоку в поперечном сечении примеров контррельса и прижимной прокладки согласно изобретению,
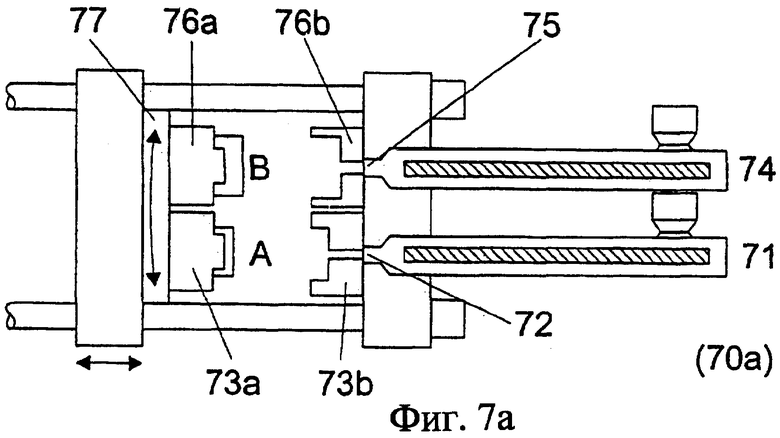
фиг.7а и 7b схематически изображают два предпочтительных примера реализации способа и устройства, с помощью которых изготавливаются контррельс и прижимная прокладка согласно изобретению, с использованием совместного литьевого формования.
Как показано на фиг.1а, упаковочный листовой материал 10, состоящий из гибкого слоистого материала, устанавливается в виде бобины 1 в упаковочной машине, где он сматывается и перемещается внутри упаковочной машины с помощью приводных механизмов (не показанных конкретно), расположенных в нескольких местах в машине. Обычный упаковочный материал 10 в случае индукционного термосваривания может быть образован послойным формированием, например, слоя полиэтилена, слоя алюминиевой фольги, слоя бумажной основы и слоя полиэтилена в этом порядке изнутри до наружной поверхности. Упаковочный материал 10 направляется с помощью направляющей 2, герметично запечатывается в продольном направлении запечатывающим устройством (конкретно не показанным) и формируется в трубчатый упаковочный материал 11. Когда трубчатый упаковочный материал 11 перемещается вниз внутри упаковочной машины, жидкий или жидкотекучий продукт подается сверху через наполняющую трубу 3 для заполнения изнутри трубчатого упаковочного материала. Затем упаковочный материал сжимается в направлении с двух боковых сторон контрзажимом и зажимом термосваривания (конкретно не показанным), так чтобы упаковочный материал был запечатан в боковом направлении с определенными интервалами для образования соединенных между собой, заполненных и герметично запечатанных упаковочных контейнеров в виде подушечек. Затем герметично запечатанные упаковочные контейнеры в виде отдельных, имеющих форму подушечек, первичных контейнеров 11' отделяются от трубы разрезом между расположенными рядом запечатанными участками.
Как видно из фиг.1b, в упаковочную машину подаются заранее вырезанные заготовки упаковочного материала (10’), которые складываются и запечатываются (4) в продольном направлении, формируются по складкам вокруг оправок (5) и запечатываются (6) на дне, чтобы образовать открытые упаковочные капсулы (10’’). Капсулы заполняются (7) и затем запечатываются (8) сверху, в результате чего образуются заполненные упаковки (11’’).
Как видно из фиг.4, запечатанный в продольном направлении трубчатый упаковочный материал 11 непрерывно подается вниз и сжимается двумя запечатывающими/режущими элементами 44, 45 с определенными интервалами, так что противоположные участки слоев пластика соединяются и запечатываются в боковом направлении, образуя зону герметизации S в виде полосы. Зона герметизации S затем разрезается для образования первичного контейнера 11’, содержащего определенное количество жидкого продукта 12. Для этой цели запечатывающие/режущие элементы 44, 45 обеспечены контррежущими зажимами 44а, 45а и зажимами термосваривания 44b, 45b соответственно.
Для увеличения скорости запечатывающего устройства имеются два комплекта запечатывающих/режущих элементов 44, 45, имеющих одинаковую конструкцию, которые работают по очереди с отставанием одного от другого на половину цикла в соответствии с отрегулированными интервалами времени.
На переднем конце каждого из режущих зажимов 44а, 45а имеется режущий стержень 48. Блок герметизации или изолятор 49 индукционной катушки обеспечен на переднем конце каждого зажима термосваривания 44b, 45b. Режущие зажимы 44а, 45а и зажимы термосваривания 44b, 45b перемещаются в направлении упаковочного материала вместе с режущими стержнями 48 и блоками герметизации 49, чтобы сжать упаковочный материал 11 с двух сторон и таким образом обеспечить контакт противоположных поверхностей пластиков упаковочного материала, прижимая зажимы друг к другу, таким образом сваривая поверхности в боковом направлении.
В центре каждого из режущих зажимов 44а, 45а боком расположен резак 31 плоской формы, который предназначен выдвигаться или отводиться назад в зависимости от необходимости. Резак 31 в выдвинутом виде расположен так, чтобы прорезать центр промежуточного участка зоны герметизации S. Для осуществления необходимого движения резака 31 между выдвинутым и отведенным положениями на заднем конце резака 31 имеется цилиндр 32. Резак 31 может выдвигаться или отводиться назад подачей или сливом рабочей среды в или из цилиндра 32.
Парные створки или формообразующие пластины 31а, 31b также имеются на каждой стороне трубчатого упаковочного материала и выполнены на шарнирах, чтобы свободно качаться относительно режущих зажимов 44а, 45а и зажимов термосваривания 44b, 45b. Створки 31а, 31b предназначены окружать, направлять и формировать упаковочный материал 11 в нужную форму, как например, в обычную прямоугольную форму. Объем упаковок может регулироваться сжатием створок вместе непосредственно перед запечатыванием таким образом, что каждая упаковка получает один и тот же заданный объем.
Запечатывающий/режущий элемент 44, как показано на фиг.4, находится в исходном положении, в котором режущий зажим 44а и зажим термосваривания 44b перемещаются в направлении упаковочного материала 11, чтобы сжать его с двух сторон и ввести в контакт противоположные поверхности упаковочного материала 11. Когда запечатывающий/режущий элемент 44 движется вниз, сжимая и удерживая упаковочный материал 11, зона герметизации S соединяется и формируется.
Запечатывающий/режущий элемент 45, как показано на фиг.4, находится в конечном положении запечатывания/резки, в котором резак 31 элемента запечатывания/резки движется в направлении зоны герметизации S, чтобы разрезать центр промежуточного участка зоны герметизации S и отделить первичный контейнер 11' от упаковочного материала 11. Как только центр зоны герметизации S разрезан, режущий зажим 45а и зажим термосваривания 45b элемента 45 запечатывания/резки отводятся назад, поворачиваются и поднимаются для исходного положения запечатывания/резки. Когда элемент 45 запечатывания/резки движется в исходное положение, а режущий зажим 45а и зажим термосваривания 45b перемещаются в направлении зоны герметизации S, резак 31 элемента 44 запечатывания-резки движется к зоне герметизации S, чтобы сделать разрез в центре промежуточного участка зоны герметизации S, отделяя тем самым первичный контейнер 11’ от упаковочного материала 11.
Несмотря на то, что они не показаны конкретно, элементы 44, 45 запечатывания/резки имеют механизмы цилиндров, расположенные так, чтобы сдвигать режущий зажим 44а (или 45а) и зажим термосваривания 44b (или 45b) для придания необходимой силы прижима в момент запечатывания. Сила прижима между режущим зажимом и зажимом термосваривания снимается через короткий промежуток времени и запечатывающие/режущие элементы 44, 45 достигают конечного положения.
Может быть создано устройство, подобное тому, которое показано на фиг.4, но которое не включает резак и операцию резки. Захват и рельс, однако, будут иметь ту же самую или подобную конфигурацию и функцию противодействия, таким образом они являются "контрзахватом" и "контррельсом" соответственно.
Фиг.5 показывает различные признаки, связанные с режущим стержнем 48 и блоком герметизации 49. Индуктором служит пара параллельных индукционных катушек 51, 52, которые вставлены в блок герметизации 49 так, что часть каждой из катушек 51, 52 выходит на торцевую поверхность блока герметизации 49. Катушки 51, 52 соединены с источником энергии через соединительную деталь.
В блоке герметизации 49 образована канавка 58, которая находится между двумя катушками 51, 52. Эта канавка 58 проходит вдоль блока герметизации 49 и предназначена для того, чтобы в ней располагался передний конец резака 31 в его выдвинутом положении.
Катушки 51, 52 соответственно выполнены с выступающим участком 51’, 52’, который образует первый участок прижима. Выступающие участки 51’, 52’ направлены к режущему стержню 48 и расположены в продольном направлении индукционных катушек 51, 52.
Режущий стержень 48 образован парными режущими рельсами 53, 54. Резак 31 предназначен для перемещения в зазоре 55, образованном между режущими рельсами 53, 54.
Каждый из режущих рельсов 53, 54 образован контрэлементом или так называемой прижимной прокладкой (подушкой) 56, 57, расположенной вдоль режущих рельсов. Каждый контрэлемент 56, 57 установлен в канавке в соответствующем режущем рельсе. Зона герметизации S трубчатого упаковочного материала 11 сильно сжимается контрэлементами 56, 57. Поэтому контрэлементы 56, 57 выполняются из резинового материала, имеющего определенную степень сжимаемости. Помимо этого, каждый из контрэлементов 56, 57 имеет переднюю поверхность, которая обращена к блоку герметизации 49. Как показано на фиг.5, передняя поверхность каждого контрэлемента плоская или плоскостная.
Блок герметизации 49 соединен с силовой цепью или источником напряжения так, что высокочастотное напряжение, вырабатываемое силовой цепью, передается на индуктор. Когда высокое напряжение приложено к блоку герметизации 49, между блоком герметизации 49 и алюминиевой фольгой в упаковочном материале образуется электрическое поле, которое меняется соответственно высокому напряжению. В результате в алюминиевой фольге образуется вихревой ток, вследствие чего вырабатывается тепло от потерь на вихревые токи.
В запечатывающем устройстве, которое не включает операцию резки, как было упомянуто выше, возможна конфигурация, в которой один контррельс, имеющий больший размер, обеспечен двумя прижимными прокладками для получения одинаковой пары зон герметизации S. Контррельсы 53, 54 на фиг.5 тогда могут быть выполнены в виде только одной детали контррельса (что устраняет зазор 55 для резца по пунктирным линиям на фигуре) и, кроме того, иметь две параллельные канавки, в которые вставляются прижимные прокладки 56, 57.
Как видно из фиг.4 и 5, контррельс и прижимная прокладка согласно изобретению могут быть расположены для поперечного термосваривания. Однако в качестве альтернативы согласно изобретению может быть использовано запечатывающее устройство и упаковочная машина для продольного термосваривания вдоль трубки или капсулы упаковочного материала, включающие контррельс и прижимную прокладку согласно изобретению.
Конфигурация и характеристики твердости и гибкости прижимной прокладки играют важную роль для качества получаемых поперечных уплотнений (швов) в упаковке. Кроме того, относительные перемещения при сжатии зажима термосваривания и контррежущего зажима в операции запечатывания, то есть движения прижима и захвата зажимов, являются другими важными факторами для получающегося качества уплотнения. Как объяснялось выше, степень и направление пластической деформации пластиков могут быть оптимизированы регулированием этих параметров. Особенно при стерильной упаковке термопласты должны сплавляться в зоне герметизации, не выходя за пределы зоны герметизации внутрь в направлении наполняемого продукта. В случае утечки пластиков, за пределами зоны герметизации S будут образовываться кусочки пластика вследствие выхода полимера, и сила связи в зоне герметизации может быть снижена из-за уменьшения количества сплавляемых пластиков в зоне герметизации.
Кроме того, заполняющий продукт должен быть осторожно выдавлен из зон герметизации и из пространства между двумя параллельными зонами герметизации. При стерильной упаковке особенно важно, чтобы в пространстве между двумя прилегающими зонами герметизации, вдоль которого упаковки отрезаются от трубки, совсем не оставалось заполняющего продукта. Пищевой продукт, остающийся в упаковочном материале, выступающем из отрезанной кромки упаковки, будет способствовать росту грибков и бактерий и создавать проблемы гигиены при дальнейшем хранении, распространении и транспортировке в магазины. Кроме того, утечка и просачивание жидкотекучих пищевых продуктов в запечатывающем устройстве упаковочной машины создадут необходимость дополнительной чистки и стерилизации в процессе упаковки.
Проходящие поперек пересекающие уплотнения упаковок, таким образом, выполняются по два за один раз, а именно верхнее уплотнение первой упаковки и нижнее уплотнение второй упаковки в расположенной в продольном направлении заполненной трубке.
Соответственно имеются две параллельные катушки, каждая из которых имеет гребень для выполнения складки на одной стороне поперечного уплотнения и для отжатия упакованного пищевого продукта из линии выполненной зоны герметизации. Две индукционные катушки с гребнями находятся на нагревающем зажиме, в то время как соответствующий контррельс или контррельсы с прижимными прокладками для противодействия давлению со стороны нагревающего зажима расположены на контрзажиме. Контрзажим и нагревающий зажим в каждой операции термосваривания сжимаются вместе, при этом упаковочный слоистый материал находится между ними и под воздействием такого давления происходит сплавление. Нагревающий зажим подогревает зону герметизации, тем самым сплавляя термосвариваемый пластик вместе по контактным поверхностям упаковочного слоистого материала. Затем индуктор быстро охлаждают, чтобы оставить пластик в его расплавленном состоянии, после чего может выдвигаться нож, чтобы отрезать нижнюю упаковку вдоль участка между двумя параллельными зонами герметизации.
Несмотря на то, что изобретение описывает в частности индукционное термосваривание, контррельс, обеспеченный прижимной прокладкой согласно настоящему изобретению, может использоваться также с другими технологиями термосваривания, например с помощью высокочастотных радиоволн или конвекционным термосвариванием. Обычно уплотнение более низкого качества получают конвекционным термосвариванием, и, таким образом, оно не применяется для стерильной упаковки и запечатывания, требующего чрезвычайно высококачественного уплотнения. В большинстве случаев контррежущий рельс в конвекционном термосваривании выполнен из металла. Однако качество уплотнения в конвекционном термосваривании может быть улучшено использованием прижимной прокладки из пластика, что согласно настоящему изобретению в некоторых случаях делается. Кроме того, в радиочастотном термосваривании блок герметизации может быть заменен деталью, обеспечивающей высокочастотное излучение, в то время как контррельс и прижимная прокладка остаются такими же, как в индукционном термосваривании.
Как видно из фиг.6а и 6b, контррельс 61 выполняется из одного из конструкционных пластиков или пластиков, имеющих высокие рабочие характеристики, которые обладают необходимой химической стойкостью, а также стойкостью к температуре. Предпочтительно контррельс выполнен из ПФС, ПА-11 или ПА-12, более предпочтительно из армированного ПФС.
Прижимная прокладка 62 выполнена из ТЭП, имеющих необходимые механические, химические и тепловые свойства, предпочтительно, например, термоэластопласта ПУР, простого полиэфирного блока амида и полиолефинового термоэластопласта, более предпочтительно ПУР или термоэластопласта из простого полиэфирного блока амида.
Различные формы поперечного сечения контррельса и прижимной прокладки могут входить в объем изобретения. Форма контррельса и прижимной прокладки может выбираться от случая к случаю с учетом различных размеров упаковок, продуктов, предназначенных для заполнения, и упаковочных материалов. Фиг. 6а и 6b показывают два примера возможных конфигураций режущего рельса и прижимной прокладки согласно изобретению.
Фиг.7а и 7b, каждая, схематически изображают процесс совместного литьевого формования согласно изобретению.
Подходящие пластики для изготовления контррельса, например ПА-11 или ПА-12, расплавляют и подают инжектором 71 на первый вход 72 инжектора в первую литейную форму 73, состоящую из двух литейных форм 73а, 73b для отливки контррельса А. При впрыске пластиков в литейную форму 73 и последующем охлаждении и затвердевании расплавленных пластиков литейные полуформы соединяются в закрытом положении, например, перемещением полуформы 73а вперед вправо по чертежу в направлении инжектора и литейной полуформы 73b. Впрыснутый пластик затвердевает в отлитый контррельс А, закрепленный на литейной полуформе 73а. Секция 77, на которой закреплена литейная полуформа 73а, поворачивается на один шаг в направлении следующего второго инжектора 74, входа 75 инжектора и литейной формы 76. Таким же образом термоэластопласт, например предпочтительно ПУР или простой полиэфирный блок амида, расплавляется и подается инжектором 74 и впрыскивается в литейную форму 76, в то время как литейные полуформы 76а и 76b соединяются в закрытом положении. Контррельс А теперь обеспечен и прикреплен к полученной литьевым формованием прижимной прокладке, в результате чего получается совместно отлитая деталь В. Полученную совместным литьевым формованием деталь В оставляют затвердевать и, наконец, снимают с установки 70 для совместного литьевого формования. Поскольку литейные формы 73 и 76 могут вращаться и, таким образом, перемещаться между двумя инжекторами 71 и 74, стадии литьевого формования могут выполняться очень быстро одна за другой, что дает возможность соединять сплавлением два пластика контррельса и прижимной прокладки на границе раздела между ними.
Если контррельс образован двумя прижимными прокладками, добавляется еще одна стадия совместного литьевого формования для получения второй прижимной прокладки во второй канавке контррельса.
Соответственно изобретение, описанное выше, обеспечивает контррельс, а также модуль комбинации контррельса и прижимной прокладки, подходящий для использования в запечатывающем устройстве для термосваривания слоистого упаковочного материала в процессе упаковки жидкого или жидкотекучего продукта, причем запечатывающее устройство имеет по меньшей мере один зажим термосваривания и по меньшей мере один контрзажим, расположенные так, что они обращены один к другому и имеют возможность выдвигаться вперед и отводиться назад для запечатывания упаковки, при этом контррельс и модуль контррельса и прижимной прокладки соответственно обеспечивают простой и экономичный путь сокращения производственных простоев в процессе упаковки из-за технического обслуживания и замены подвергшихся износу прижимных прокладок, а также уменьшают возможные ошибки, случающиеся из-за сложной конфигурации контррельса и прижимной прокладки.
Кроме того, создан способ изготовления модуля контррельса и прижимной прокладки согласно изобретению, который дает возможность экономично и надежно изготавливать модули контррельсов, обеспеченные прижимными прокладками, как указывалось выше, в промышленном масштабе.

Контррельс с по меньшей мере одной прижимной прокладкой, предназначенный для использования в устройстве для термосваривания слоистого упаковочного материала, состоящего из внутреннего слоя и наружных слоев из термосвариваемого пластика и используемого для упаковки жидкого или жидкотекучего продукта. При этом контррельс и прижимная прокладка, каждый, выполнены по существу из пластического материала. Устройство для термосваривания слоистого упаковочного материала имеет зажим термосваривания и контрзажим, расположенные так, что они обращены один к другому и имеют возможность выдвигаться вперед и отводиться назад для запечатывания упаковочного материала. Причем контрзажим включает по меньшей мере один контррельс и по меньшей мере одну прижимную прокладку, расположенную вдоль каждого контррельса. Запечатывающее/режущее устройство имеет контрзажим и зажим термосваривания, которые расположены так, что они обращены один к другому и имеют возможность выдвигаться вперед и отводиться назад для запечатывания и разрезания противоположных участков упаковочного материала. При этом указанное устройство содержит пару контррельсов, расположенных в указанном контрзажиме, резак, который расположен в зазоре, выполненном между контррельсами, чтобы иметь возможность выдвигаться вперед и отводиться назад, и который разрезает указанный упаковочный материал в противоположных участках в выдвинутом положении. Прижимные прокладки, расположенные вдоль соответствующих контррельсов, и пара нагревающих элементов расположены в указанном зажиме термосваривания для сжатия и запечатывания противоположных участков указанного упаковочного материала во взаимодействии с прижимными прокладками и образуют канавку между ними, в которой располагается кончик резака, когда резак выдвигается, в котором каждый из контррельса и прижимной прокладки выполнен по существу из пластикового материала. Упаковочная машина для упаковки жидкого или жидкотекучего продукта по меньшей мере содержит средство для формирования упаковок из слоистого упаковочного материала, средство для заполнения упаковок указанным продуктом и средство для запечатывания упаковок, содержащее запечатывающее устройство. Предложенное устройство обеспечивает создание контррельса, имеющего прижимную прокладку, дающую возможность заменять прокладку быстрее и сократить перерыв в работе, кроме того, обеспечивается упрощение операции замены прокладки и, таким образом, облегчается ее безошибочное выполнение. Изобретение позволяет создать контррельс и контррельс с прижимной прокладкой, которая проста в изготовлении и которая исключает проблему сборки в операции замены прижимной прокладки. Кроме того, изобретение позволяет создать устройство термосваривания, включающее контррельс, имеющий прижимную прокладку, а также упаковочную машину, включающую такое устройство запечатывания. 4 с. и 9 з.п. ф-лы, 7 ил.
| Шариковая мишень | 1978 |
|
SU706945A1 |
| US 3753829 А, 21.08.1973 | |||
| RU 94046452 A1, 20.09.1996 | |||
| 1972 |
|
SU415197A1 | |
| Устройство для удаления горячих газов | 1978 |
|
SU730946A1 |

