Изобретение относится к обработке многоступенчатых поверхностей деталей и может быть использовано для обработки ступенчатых втулок и валов, колец многорядных подшипников, шарошек буровых долот и др. деталей.
Известен способ шлифования многоступенчатых деталей (а.с. №795889, В 24 В 1/00, В 24 В 5/12), при котором шлифование всех ступеней детали производят одновременно несколькими соосно установленными кругами с прерывистыми рабочими поверхностями, при этом отношение длины рабочей поверхности шлифовального круга к длине взаимодействующей с ней поверхности заготовки постоянно.
Недостатком данного способа является то, что он не учитывает влияние режимов шлифования (частоты вращения и скорости круга и детали, поперечной подачи), которые оказывают влияние на все показатели обработки: силу резания, шероховатость шлифованной поверхности, мгновенную температуру в зоне работы зерна, износ шлифовального круга. Так как шлифовальный блок составлен из кругов разных диаметров, окружные скорости которых различны, то это приводит к неравномерному радиальному износу шлифовальных кругов и, соответственно, не обеспечивается высокая точность перепадов диаметров каждой обрабатываемой ступени.
Наиболее близким по технической сущности является способ шлифования многоступенчатых деталей (патент №2136475, В 24 В 1/00, 5/02, В 24 D 17/00), в котором используют прерывистые круги с уменьшающейся длиной режущих выступов в направлении от периферии кругов к центру. Длина выступов определяется из условия постоянства толщины снимаемого слоя во всех поперечных сечениях взаимодействующих поверхностей круга и детали в любой фиксируемый момент времени шлифования по формуле
где lni - длина режущего выступа круга i-го радиуса; Vкci - окружная скорость сплошного круга i-го радиуса; V∂с - окружная скорость ступени детали, обрабатываемой сплошным кругом; V∂c - окружная скорость ступени детали, обрабатываемой прерывистым кругом; dn - диаметр ступени детали, обрабатываемой прерывистым кругом; Dni - i-ый диаметр прерывистого круга; nш- частота вращения шпинделя шлифовального блока, dc - диаметр ступени детали, обрабатываемой сплошным кругом; Dci - i-ый диаметр сплошного круга.
Этот способ тоже не обеспечивает высокую точность взаимного расположения поверхностей ступеней. Это вызвано тем, что длина режущих выступов lni определена зависимостью, не учитывающей величину поперечной подачи, которая необходима для съема припуска при врезном шлифовании и которая так же, как и другие режимы шлифования, влияет на условия взаимодействия инструмента и заготовки. В связи с этим круги, составляющие инструмент, изнашиваются неравномерно, что приводит к снижению точности взаимного расположения обрабатываемых поверхностей. Частые периодические правки шлифовальных кругов, применяемые с целью обеспечения требуемой точности взаимного расположения ступеней детали, увеличивают расход шлифовальных кругов, правящего инструмента и снижают технико-экономические показатели технологического процесса.
Сущность предлагаемого способа заключается в том, что шлифование производят сборным абразивным инструментом, составленным из кругов со сплошной и прерывистой рабочей поверхностью. При этом сборному абразивному инструменту сообщают поперечную подачу на врезание, а длину рабочей поверхности режущих выступов определяют из условия равенства средней глубины внедрения абразивных зерен сплошного и прерывистых кругов в обрабатываемый материал в любой фиксируемый момент времени шлифования.
Техническим результатом предлагаемого изобретения является повышение точности взаимного расположения ступеней детали за счет обеспечения стабильности взаимодействия шлифовального инструмента и заготовки в каждом обрабатываемом сечении.
Длина рабочей поверхности режущих выступов в поперечном сечении каждого прерывистого круга вычисляется по формуле, которая учитывает длину контакта сплошного и прерывистых кругов с заготовкой (фиг.1), зависящую от всех режимов шлифования, в том числе и от поперечной подачи
где Rс - радиус сплошного круга, мм; rnpi - радиус поверхности заготовки, контактирующей с прерывистым кругом, мм; rс - радиус поверхности заготовки, контактирующей со сплошным кругом, мм; Lnрi - длина кривой контакта прерывистого круга с заготовкой, мм; Lс- длина кривой контакта сплошного круга с заготовкой, мм; Ni - число режущих выступов прерывистого круга.
Средняя глубина внедрения абразивных зерен в заготовку определяется по зависимостям:
- для сплошного круга
- для прерывистых кругов
где nk - частота вращения инструмента, об/мин; n∂ - частота вращения детали, об/мин; t - глубина шлифования, мм; lср - средний шаг между зернами, мм.
Длина кривой контакта L при различных видах круглого шлифования с учетом всех режимов обработки определяется по формулам:
- для наружного встречного шлифования

- для наружного попутного шлифования

- для внутреннего встречного шлифования

- для внутреннего попутного шлифования

где Vn - поперечная подача, мм/мин.
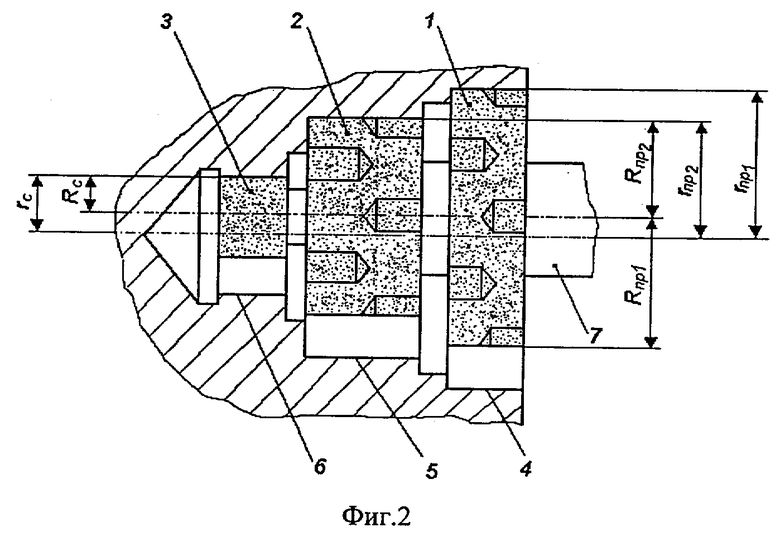
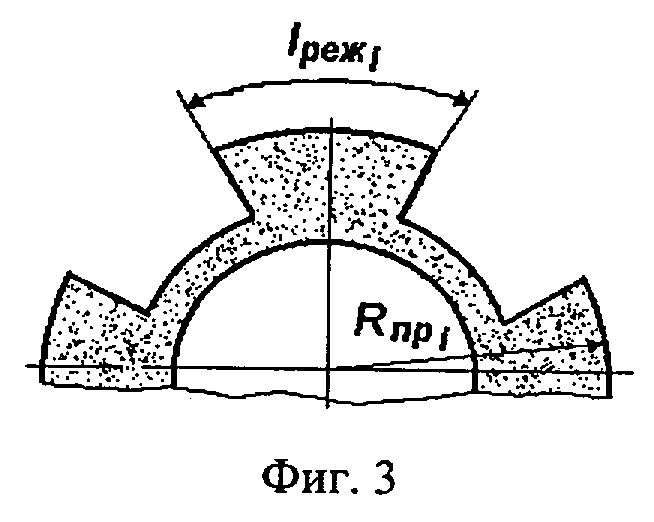
Сущность изобретения иллюстрируется схемами (фиг.1, 2, 3). На оправку 7 жестко посажены прерывистые шлифовальные круги 1, 2 радиусами Rnp1 и Rnp2 и сплошной шлифовальный круг 3 радиусом Rс, которые контактируют со ступенями детали 4, 5, 6, имеющими радиусы rпр1, rпр2 и rс соответственно (фиг.2). Длина режущих выступов прерывистых кругов уменьшается от периферии круга к центру в зависимости от степени износа сплошного шлифовального круга и определяется из условия равенства средней глубины внедрения абразивных зерен в обрабатываемый материал в любой фиксируемый момент времени шлифования во всех поперечных сечениях взаимодействующих поверхностей круга и заготовки (фиг.3).
Реализацию способа покажем на конкретном примере. Обработке подвергается шарошка бурового долота. Марка шлифовальных кругов - 24А16НСМ17К6А.
Исходные данные для расчета:
- радиус прерывистого круга 1 Rnр1=90 мм,
- радиус прерывистого круга 2 Rnр2=70 мм,
- радиус сплошного круга Rc=60 мм,
- радиус ступени 4 rnр1=110 мм,
- радиус ступени 5 rnр2=90 мм,
- радиус ступени 6 rс=80 мм,
- радиус предельно изношенного прерывистого круга 1 Rnризн1=70 мм,
- радиус предельно изношенного прерывистого круга 2 Rnризн2=50 мм,
- радиус предельно изношенного сплошного круга Rcизн=40 мм,
- частота вращения абразивного инструмента nk=5000 об/мин,
- частота вращения детали n∂=60 об/мин,
- поперечная подача Vn=0,6 мм/мин,
- глубина шлифования t=0,01 мм.
Результаты расчетов, выполненных по зависимостям 2 и 3, показывают, что при традиционном способе шлифования средняя глубина внедрения абразивных зерен в материал заготовки в каждой обрабатываемой ступени различна (табл.1).
Для достижения технического результата необходимо, чтобы средняя глубина внедрения зерен в материал во всех поперечных сечениях взаимодействующих поверхностей инструмента и заготовки была одинакова в каждый фиксируемый момент времени шлифования.
Указанное условие обеспечивается за счет изменения суммарной длины режущих выступов прерывистого круга. Для этого определим azвс при обработке каждой ступени и приравняем правые части полученных выражений

После преобразования получим формулу (1) для определения длины режущих выступов прерывистых кругов.
В таблице 2 приведены расчетные значения общей длины режущих выступов прерывистых кругов и длины режущей части сплошного круга (lс), которые определены с учетом всех режимов шлифования (в том числе поперечной подачи) и обеспечивают равенство средней глубины внедрения абразивных зерен сплошного и прерывистых кругов в обрабатываемый материал в любой фиксируемый момент времени шлифования.
Использование предлагаемого способа позволяет обеспечить стабильность условий взаимодействия шлифовального инструмента и заготовки в каждом обрабатываемом сечении и достичь более равномерного радиального износа рабочих поверхностей сборного шлифовального инструмента, а следовательно, значительно повышается точность взаимного расположения каждой обрабатываемой ступени.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1999 |
|
RU2168406C2 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| СПОСОБ ШЛИФОВАНИЯ КОНИЧЕСКОЙ ПОВЕРХНОСТИ | 1992 |
|
RU2053099C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
Изобретение относится к области машиностроения и может быть использовано при шлифовании многоступенчатых поверхностей втулок и валов, колец многорядных подшипников, шарошек буровых долот и др. деталей. Шлифование производят сборным абразивным инструментом, включающим круги со сплошной и прерывистой рабочими поверхностями. Инструменту сообщают поперечную подачу на врезание. Длину рабочей поверхности режущих выступов каждого прерывистого круга определяют из условия равенства средней глубины внедрения абразивных зерен сплошного и прерывистого кругов в обрабатываемый материал в любой фиксируемый момент времени шлифования. Приведена расчетная формула для определения упомянутой длины в зависимости от радиусов сплошного и прерывистого кругов, радиусов ступеней детали, длин кривой контакта прерывистого и сплошного кругов с деталью и числа режущих выступов прерывистого круга. Такие действия повышают точность взаимного расположения ступеней детали за счет обеспечения стабильности взаимодействия сборного инструмента и детали в каждом обрабатываемом сечении. 3 ил., 2 табл.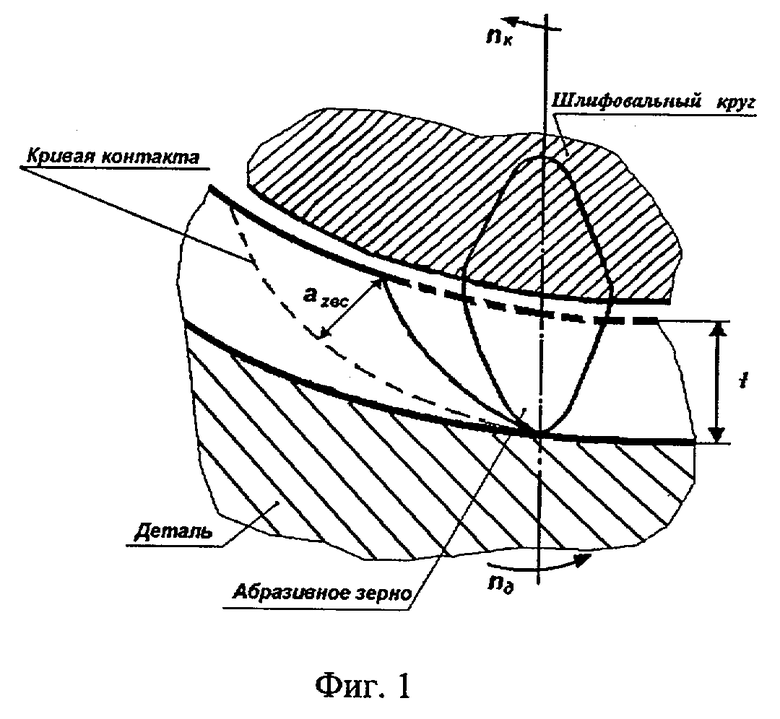
Способ шлифования многоступенчатых поверхностей деталей сборным абразивным инструментом, при котором шлифование производят кругами со сплошной и прерывистой рабочей поверхностью, отличающийся тем, что сборному абразивному инструменту сообщают поперечную подачу на врезание, а длину рабочей поверхности режущих выступов каждого прерывистого круга определяют из условия равенства средней глубины внедрения абразивных зерен сплошного и прерывистого кругов в обрабатываемый материал в любой фиксируемый момент времени шлифования и вычисляют по формуле
где Rc - радиус сплошного круга, мм;
rnpi - радиус поверхности заготовки, контактирующей с прерывистым кругом, мм;
rс - радиус поверхности заготовки, контактирующей со сплошным кругом, мм;
Lnpi - длина кривой контакта прерывистого круга с заготовкой, мм;
Lc - длина кривой контакта сплошного круга с заготовкой, мм;
Ni - число режущих выступов прерывистого круга.
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| Способ шлифования многоступенча-ТыХ дЕТАлЕй | 1979 |
|
SU795889A1 |
| Способ шлифования | 1991 |
|
SU1798123A1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 0 |
|
SU275772A1 |
| GB 1403948 А, 28.08.1975. | |||

