Изобретение относится к способам высокоточного шлифования ступенчатых поверхностей и может быть использовано при финишной обработке шарошек и лап буровых шарошечных долот, ступенчатых валиков и других деталей.
Целью изобретения является повышение точности.
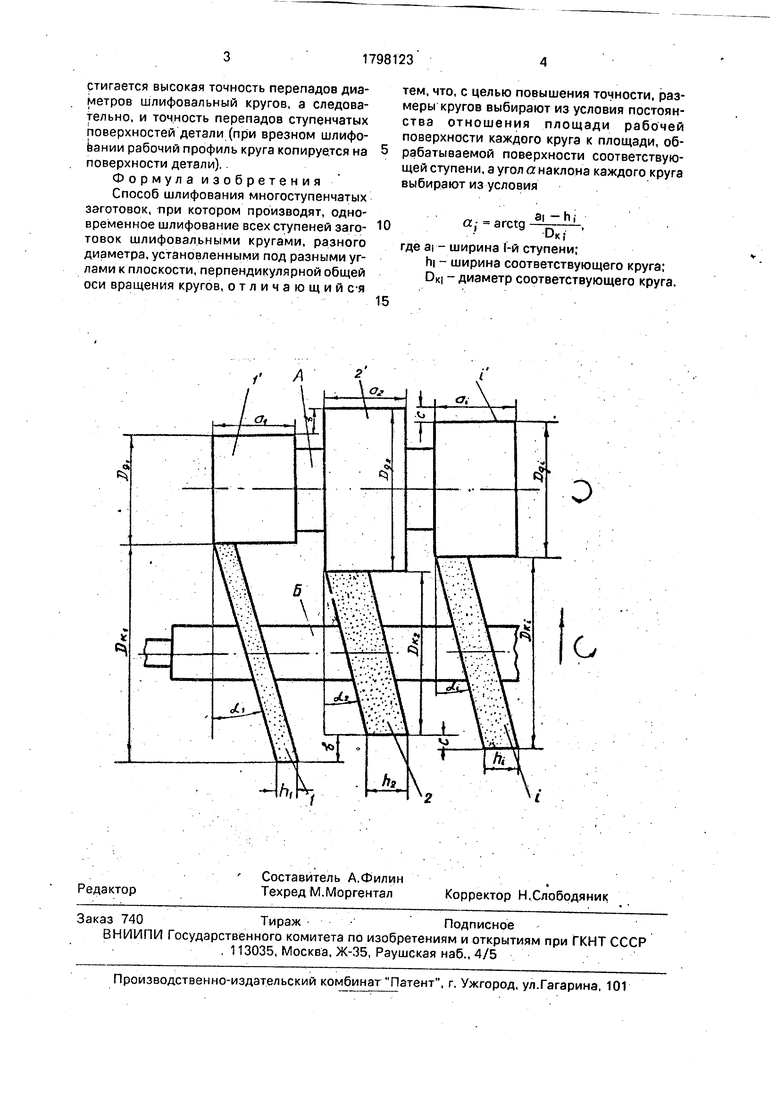
На чертеже изображена схема реализации способа.
Блок Б с кругами 1, 2... i с диаметрами DKI , Ока . DK,-, установленными под углами ом , аг , Q5 (соответственно) к плоскости вращения. Заготовка А, на которой необходимо обработать ступени 11,2,... I1 с диаметрами Од1,Од2,Од;. Перепады Ь, с диаметров кругов DKI , Ока DKJ соответствуют перепадам диаметров обрабатываемых ступеней Од1 , Од2 , Од-,.. Блок Б устанавливают относительно обрабатываемой детали А в осевой плоскости в положение контакта внешних торцов кругов 1, 2... i и обрабатываемых ступеней 11, 21... I1. Осуществляют поперечную подачу блока введением в контакт кругов с обрабатываемыми поверхностями. Равномерность радиального износа различных шлифовальных кругов достигается соотношением:
SKI
5д1
5д2
ЭК
Д1
с const,
ел С
где SKI Зк2 . SKJ - площади рабочих повер гов 1, 2... i взаиI -ступенью
хностей шлифовальных круго модействующих с i , 2 и обрабатываемой детали;
SAI . 5д2 , 5д| - площади поверхности детали 1, 2, I-ступеней, или ;
«1 arctg JLZJ1L ...«, arctgai-hi
D,
M
DK,
-xl чО 00
ю со
Постоянство отношения площадей взаимодействующих поверхностей круга и детали на каждой ступени обеспечивает условие, когда на одно зерно каждого шлифовального круга приходится одинаковый микрообъем удаляемого металла, что способствует более равномерному (синхронному) износу каждого круга при врезном многоступенчатом шлифовании. Этим достигается высокая точность перепадов диаметров шлифовальный кругов, а следовательно, и точность перепадов ступенчатых поверхностей детали (при врезном шлифовании рабочий профиль круга копируется на поверхности детали)..
Ф о р м у л а и з о б р е т е н и я Способ шлифования многоступенчатых заготовок, при котором производят, одновременное шлифование всех ступеней заготовок шлифовальными кругами, разного диаметра, установленными под разными углами к плоскости, перпендикулярной общей оси вращения кругов, отличающий с-я
тем, что, с целью повышения точности, размеры кругов выбирают из условия постоянства отношения площади рабочей поверхности каждого круга к площади, обрабатываемой поверхности соответствующей ступени, а угол а наклона каждого круга выбирают из условия
«:
: arctg
ai - h,: DK
где ai-ширина 1-й ступени;
hi - ширина соответствующего круга; DK| - диаметр соответствующего круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ФАСОННО-СТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275285C2 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1999 |
|
RU2168406C2 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ СБОРНЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2258595C1 |
| Сборный шлифовальный инструмент | 1980 |
|
SU872238A1 |
Использование: для шлифования многоступенчатых деталей. Сущность изобретения: блок с кругами устанавливают относительно обрабатываемой заготовки в положение контакта внешних торцов кругов и обрабатываемых ступеней. Круги расположены под разными углами к плоскости вращения и угол наклона рассчитывается по приведенной формуле, из условия обеспечения постоянства отношения площадей круга и соответствующей ступени детали. 1 ил.
| Патент США Мг 1976233, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
