Изобретение относится к области машиностроения, в частности к авто- и мотостроению, где используются пружины сжатия как упругий элемент системы подвески колес.
Известен способ изготовления пружины сжатия с поджатыми крайними витками (см. Б.И.Цесарский. Приспособления для изготовления витых пружин. Издательство "Машиностроение", Москва, 1968 г., с.6, рис.1е, с.11), принятый за прототип. Способ включает в себя навивку из проволоки рабочих витков и по одному поджатому витку с каждого конца пружины, обрубку концов после навивки, термообработку, заневоливание, измерение и покрытие пружины.
Недостатком описанного способа является большие колебания свободной длины пружины после заневоливания (см. ту же книгу, с.8, табл.3).
Изобретением решается задача повышения точности изготовления пружины.
Технический результат, получаемый при осуществлении изобретения, заключается в обеспечении корректировки длины пружины в заданные размеры после операции заневоливания.
Указанный технический результат достигается тем, что в способе изготовления пружины сжатия, включающем навивку из проволоки рабочих витков и по одному поджатому опорному витку с каждого конца пружины, обрубку концов, термообработку, заневоливание, измерение и покрытие пружины, новым является то, что при навивке пружины на одном из ее концов выполняют по крайней мере один дополнительный поджатый виток, часть которого после заневоливания обрубают, при этом участок дополнительного витка пружины, подлежащий обрубке, определяют по формуле:

где α - угол, на котором расположен обрубаемый участок дополнительного витка пружины;
Lфакт - фактическая свободная длина пружины после заневоливания;
Lчерт - требуемая свободная длина пружины по чертежу;
dпр - диаметр проволоки.
Отличительными признаками от прототипа являются выполнение по крайней мере одного дополнительного поджатого витка на одном из концов пружины и обрубка его части после заневоливания, что позволяет скорректировать свободную длину пружины после заневоливания и, следовательно, повысить точность изготовления пружины по длине до 0,2...0,3 мм.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
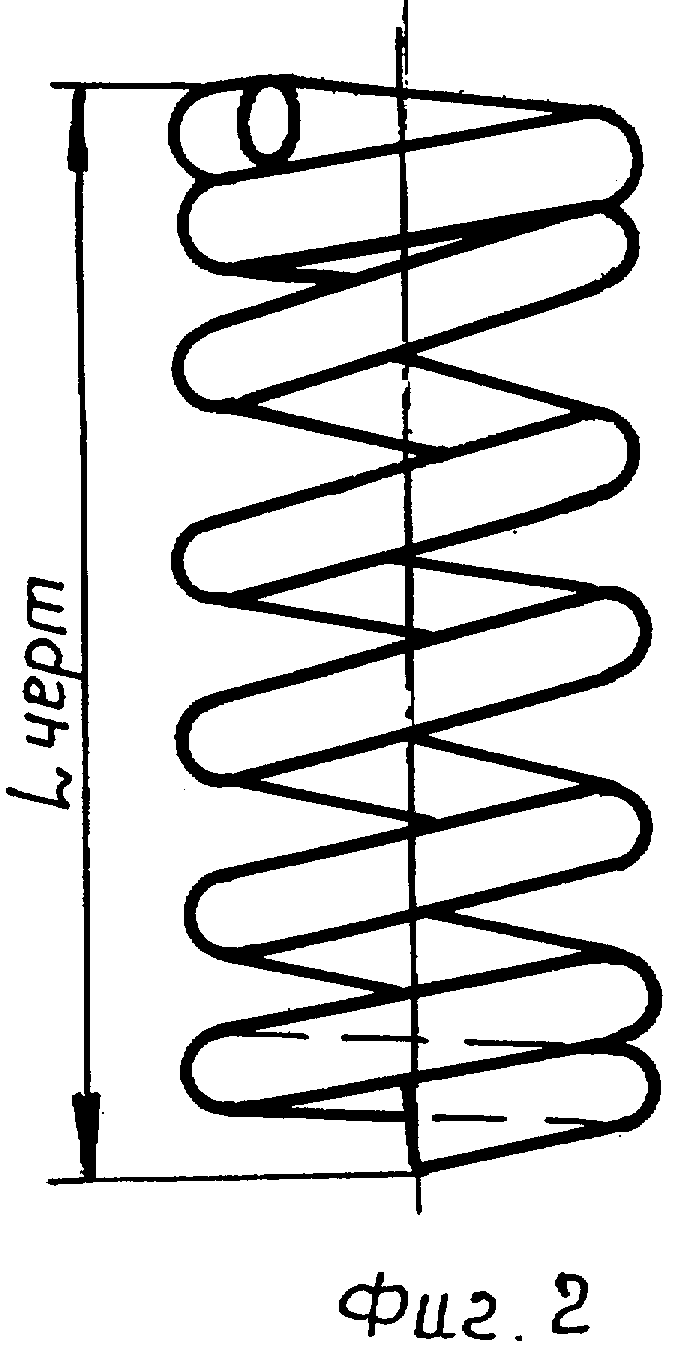
Сущность изобретения поясняется чертежами, где на фиг.1 изображена пружина сжатия после заневоливания; на фиг.2 - та же пружина, обрубленная в требуемый размер; на фиг.3 - вид с торца на пружину со стороны дополнительного поджатого витка.
Способ изготовления пружины сжатия реализуется следующим образом.
Из пружинной проволоки осуществляют навивку рабочих витков 1, при этом на концах пружины выполняют по одному поджатому опорному витку 2, а на одном из концов еще один дополнительный виток 3. Далее осуществляют обрубку концов пружины, ее термообработку и заневоливание. Затем измеряют свободную длину пружины Lфакт и определяют насколько она больше, чем требуется по чертежу Lчерт, после чего обрубают лишний участок дополнительного поджатого витка 3 пружины, при этом угол α, на котором расположен обрубаемый участок определяют по формуле (1). Затем осуществляют покрытие пружины.
Например, при диаметре проволоки dпр.=8 мм, фактической свободной длине пружины после заневоливания Lфакт=205,5 мм и требуемой свободной длине пружины по чертежу Lчерт=200 мм

Таким образом, в результате обрубки лишнего участка поджатого дополнительного витка получают пружину с высокой точностью ее свободной длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения высоконагруженных пружин конической или параболоида вращения форм, витки которых при максимальном сжатии входят друг в друга | 2022 |
|
RU2801176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ МНОГОЖИЛЬНЫХ ПРУЖИН | 2009 |
|
RU2392082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ МНОГОЖИЛЬНЫХ ПРУЖИН | 2007 |
|
RU2352427C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИНТОВЫХ ПРУЖИН | 2007 |
|
RU2346779C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2015 |
|
RU2605541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОНАГРУЖЕННЫХ ПРУЖИН СЖАТИЯ | 2004 |
|
RU2275269C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2007 |
|
RU2346780C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| Способ изготовления пружин с некруглым профилем витка | 1992 |
|
SU1811429A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ АТРАВМАТИЧЕСКИХ ИГЛ | 1991 |
|
RU2012247C1 |

Изобретение относится к области машиностроения. Сущность изобретения заключается в том, что способ изготовления пружины сжатия включает навивку из проволоки рабочих витков и по одному поджатому опорному витку с каждого конца пружины, обрубку концов, термообработку, заневоливание, измерение и покрытие пружины. При навивке пружины на одном из ее концов выполняют, по крайней мере, один дополнительный поджатый виток, часть которого после заневоливания обрубают. Участок дополнительного витка пружины, подлежащий обрубке, определяют по формуле:
где α - угол, на котором расположен обрубаемый участок дополнительного витка пружины;
Lфакт - фактическая свободная длина пружины после заневоливания;
Lчерт - требуемая свободная длина пружины по чертежу;
dпр - диаметр проволоки. Техническим результатом является обеспечение корректировки длины пружины в заданные размеры после операции заневоливания. 3 ил.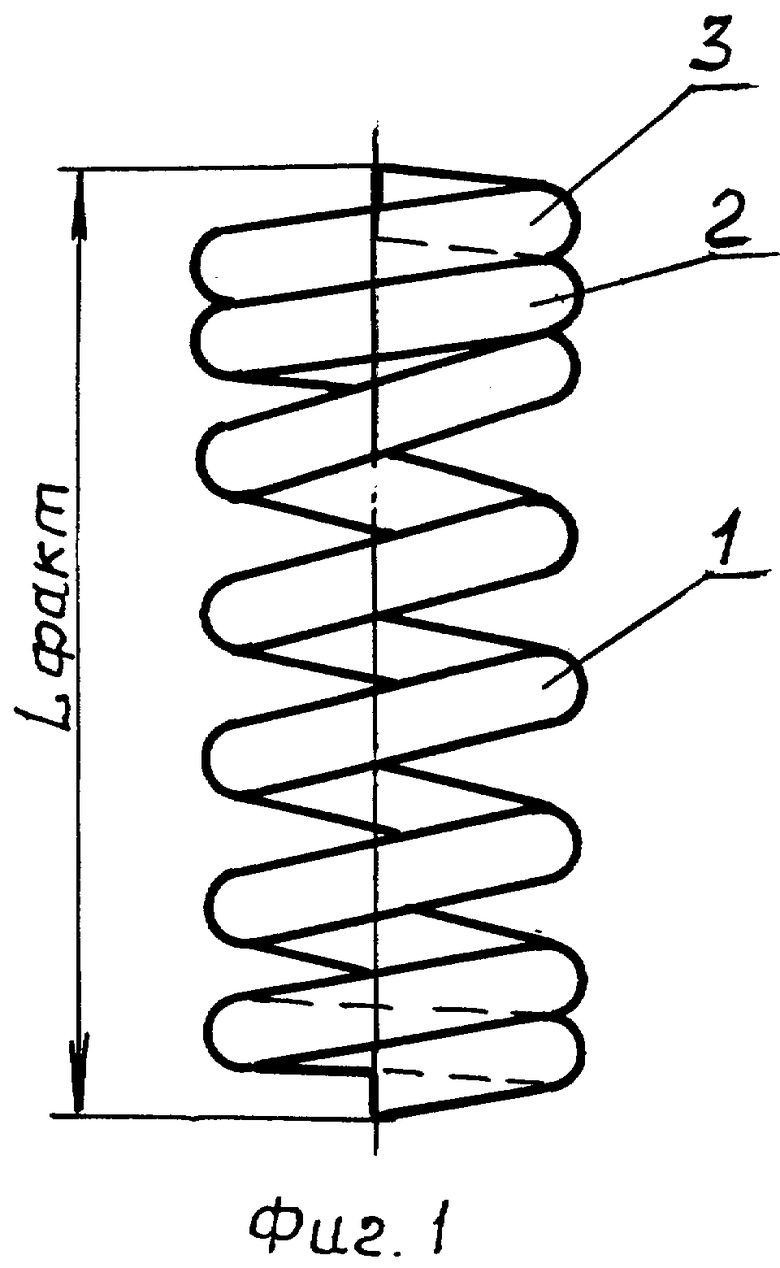
Способ изготовления пружины сжатия, включающий навивку из проволоки рабочих витков и по одному поджатому опорному витку с каждого конца пружины, обрубку концов, термообработку, заневоливание, измерение и покрытие пружины, отличающийся тем, что при навивке пружины на одном из ее концов выполняют, по крайней мере, один дополнительный поджатый виток, часть которого после заневоливания обрубают, при этом участок дополнительного витка пружины, подлежащий обрубке, определяют по формуле
где α - угол, на котором расположен обрубаемый участок дополнительного витка пружины;
Lфакт - фактическая свободная длина пружины после заневоливания;
Lчерт - требуемая свободная длина пружины по чертежу;
dпр - диаметр проволоки.
| ЦЕСАРСКИЙ Б.И | |||
| Приспособление для изготовления витых пружин | |||
| - М.: Машиностроение, 1968, стр.6, рис.1е, стр.11 | |||
| УСТРОЙСТВО ДЛЯ КОНТАКТНОГО ЗАНЕВОЛИВАИИЯ ПРУЖИН | 0 |
|
SU348792A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРУЖИН | 1992 |
|
RU2008121C1 |
| US 4719683 A, 19.01.1988. | |||

