Изобретение относится к машиностроению и может быть использовано для увеличения ресурса высоконагруженных пружин конической или параболоида вращения форм, витки которых при максимальном сжатии входят друг в друга, при этом высота сжатых пружин равна диаметру их витка, путём упрочнения методами пластической обработки металла. Пружины конической или параболоида вращения форм обладают более высокой устойчивостью, чем цилиндрические пружины, а в сжатом состоянии имеют меньшую высоту. Может быть применено в отраслях промышленности, изготавливающих высоконагруженные пружины, работающие с силовым или ударным контактом витков или с большим числом циклов – на предприятиях ВПК, машиностроения, авиастроения, автомобильной промышленности, сельхозмашиностроения.
Известен способ упрочнения конических и параболоида вращения форм пружин [1], включающий навивку пружины с шагом, превышающим шаг готовой пружины, термообработку, люмоконтроль, шлифовку торцов, дробеметную обработку, заневоливание и наклёп с использованием пуансона и матрицы, отличающийся тем, что навивку пружины осуществляют из предварительно упрочненной или закаливаемой проволоки с шагом, превышающим шаг готовой пружины на величину припуска в пределах 6÷14 % от высоты готовой пружины, заневоливание пружины осуществляют сжатием пружины до соприкосновения витков с максимальной нагрузкой F3 на 6÷30 часов, а наклёп производят штамповкой наружной и внутренней поверхностей сжатой пружины и по линии контакта витков пружины между собой, при этом пружину устанавливают в отверстие матрицы более узкой стороной вниз, а величину кольцевого зазора между отверстием матрицы и пуансоном выбирают меньше диаметра витка сжатой пружины на 0,2÷2 мм в зависимости от диаметра витка установленной конической или параболоида вращения форм пружины, причем наклёп наружной и внутренней поверхностей сжатой пружины осуществляют путем распирания находящейся в отверстии матрицы сжатой пружины входящим в пружину пуансоном к поверхности отверстия матрицы, контактирующие с пружиной поверхности которого выполнены соответствующей установленной пружине формы, а наклеп поверхностей пружины по линии контакта витком между собой производят сжатием пружины усилием 5÷300 F3, причём наклёп наружной и внутренней поверхностей сжатой пружины и наклёп поверхности пружины по линии контакта витков осуществляют за одну операцию или раздельно. Однако этот способ не пригоден для увеличения ресурса упрочнением пружин конической или параболоида вращения форм, витки которых при максимальном сжатии входят друг в друга, при этом высота сжатых пружин равна диаметру их витка, из-за различных форм пружин в сжатом виде, что требует применения иного способа упрочнения.
Задачей изобретения является увеличение стабильности упругих свойств пружин и сокращение времени упрочнения в сжатом состоянии пружин конической или параболоида вращения форм, витки которых при максимальном сжатии входят друг в друга, при этом высота сжатых пружин равна диаметру их витка. Технический результат, на достижение которого направлено изобретение, заключается в создании пластических деформаций наклёпом на поверхностях и в витках сжатых пружин конической или параболоида вращения форм, витки которых при максимальном сжатии входят друг в друга, при этом высота сжатых пружин равна диаметру их витка.
Технический результат достигается тем, что способ упрочнения пружин конической или параболоида вращения форм, витки которых при максимальном сжатии входят друг в друга, при этом высота сжатых пружин равна диаметру их витка, включает навивку пружины из предварительно упрочнённой или закаливаемой проволоки с шагом, превышающим шаг готовой пружины на величину припуска под заневоливание и штамповку в пределах 6÷14 % от высоты готовой пружины, термообработку – отпуск из предварительно упрочнённой проволоки или закалку и отпуск для пружин из закаливаемой проволоки, люмоконтроль, шлифовку торцов и снятие на них фасок, дробеметную обработку, 6-ти часовое заневоливание сжатием пружины максимальной нагрузкой F3. Затем производят наклёп штамповкой с помощью вкладыша пуансона и матрицы по линии контакта витков пружины с последними её сжатием усилием 5÷300 F3, нанесение защитного покрытия. При заневоливании пружину устанавливают на матрицу большим диаметром вниз.
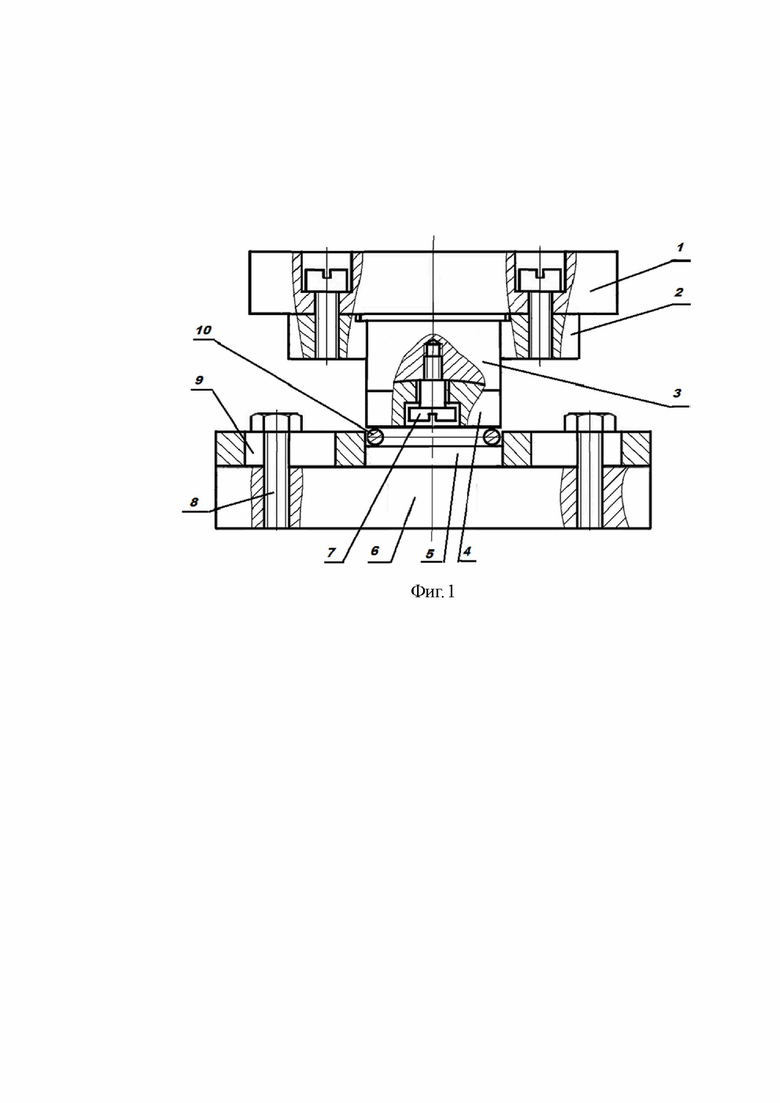
Для осуществления упрочнения пружин конической или параболоида вращения форм, витки которых при максимальном сжатии входят друг в друга, при этом высота сжатых пружин равна диаметру их витка, предлагается использовать устройство [5], изображенное на фиг. 1, позволяющее осуществить наклёп штамповкой (контактное заневоливание) с помощью вкладыша пуансона и матрицы по линии контакта витков пружины с последними, причём схема нагружения на виток пружины в предлагаемом устройстве одинакова со схемой нагружения на виток пружины в известных устройствах для контактного заневоливания с временем выдержки под нагрузкой 1…2 сек. [3, 4].
Пружина, прошедшая термообработку (закалку и отпуск для пружин из закаливаемой проволоки и отпуск для пружин из предварительно упрочненной проволоки), дробеметную обработку, заневоливание, подвергается дополнительной обработке в сжатом состоянии, что позволяет создать в витках пружины и на поверхностях витков пружины с помощью вкладыша пуансона и матрицы по линии контакта витков пружины с последними сжимающие остаточные напряжения, которые складываются с растягивающими напряжениями, возникающими при работе пружины, и уменьшают их.
В работах [2, 3, 4] отмечено, что контактное заневоливание, при котором происходит наклёп витков, обеспечивает добавочную стабилизацию пружин относительно обычного заневоливания, ускоряет длительно протекающие процессы остаточных деформаций при различного рода исследовательских работах по изучению влияния различных материалов и способов обработки на релаксационные свойства как при нормальных, так и при повышенных температурах, сокращает производственный цикл, повышает ресурс пружин в условиях длительного циклического нагружения, при высоких скоростях соударения или силового контакта витков.
Предлагается увеличение ресурса упрочненных таким образом пружин в 1,4…2 раза относительно ресурса пружин, упрочненных известными способами, что согласуется с показанным в работах [2, 3, 4] увеличением ресурса пружин при использовании пластического упрочнения витков.
Предлагаемое изобретение по сравнению с прототипом и другими известными техническими решениями имеет следующие преимущества:
- упрочнение витков и поверхностей пружины производят в сжатом состоянии за одну операцию;
- наибольшая стабильность упругих свойств пружин;
- высокая производительность упрочнения пружин.
Это позволяет сделать вывод, что предлагаемый способ упрочнения пружин увеличивает ресурс пружин при применении совместно 6-ти часового обычного заневоливания сжатием пружины максимальным усилием F3 и наклёпа витков пружины штамповкой усилием в пределах 5÷300 F3.
Источники информации
1. Пат. RU 2728332 С1, МПК B21F 35/00, Способ упрочнения конических и параболоида вращения пружин / Тебенко Ю.М., Землянушнова Н.Ю., Землянушнов Н.А. - № 2019134592; заявлено 28.10.2019. опубл. 29.07.2020. Бюл. 22 - 9 с.
2. Технический отчет №7036 / ЦНИИМ. − Санкт-Петербург, 1967.
3. Тебенко, Ю.М. Проблемы производства высокоскоростных пружин и пути их решения / Ю.М. Тебенко. – Ставрополь: ООО «Мир данных», 2007. – 152 с.
4. Тебенко, Ю.М. Применение контактного заневоливания для изготовления пружин откатных механизмов / Ю.М. Тебенко // Оборонный комплекс – научно-техническому прогрессу России. – 2018. – № 3(139). – С. 16-24.
5. Пат. RU 2763910 C1, МПК B21F 35/00, Устройство для контактного заневоливания конических пружин / Землянушнов Н.А., Землянушнова Н.Ю., Тебенко Ю.М., патентообладатель: Федеральное государственное автономное образовательное учреждение высшего образования «Северо-Кавказский федеральный университет» RU - № 2021118123; заявлено 22.06.2021; опубл. 11.01.2022. Бюл. № 2. 8 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения конических и параболоида вращения пружин | 2019 |
|
RU2728332C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2625196C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2015 |
|
RU2605541C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2015 |
|
RU2601015C2 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2623847C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2629401C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2013 |
|
RU2548876C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2018 |
|
RU2688028C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОНАГРУЖЕННЫХ ПРУЖИН СЖАТИЯ | 2007 |
|
RU2346777C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОНАГРУЖЕННЫХ ПРУЖИН СЖАТИЯ | 2011 |
|
RU2464119C1 |
Изобретение относится к машиностроению и может быть использовано для упрочнения пружин конической или параболоида вращения форм, витки которых при максимальном сжатии входят друг в друга, при этом высота сжатых пружин равна высоте витка. Способ включает навивку пружины с шагом, превышающим шаг готовой пружины, термообработку – отпуск пружины из предварительно упрочнённой проволоки или закалку и отпуск пружины из закаливаемой проволоки, люмоконтроль, шлифовку торцов и снятие на них фасок, дробеметную обработку, заневоливание, нанесение защитного покрытия. После заневоливания производят наклёп витков установленной на матрицу большим диаметром витка вниз пружины по линии контакта поверхностей пуансона и матрицы с витками пружины. Обеспечивается увеличение ресурса пружины при ее использовании. 1 ил.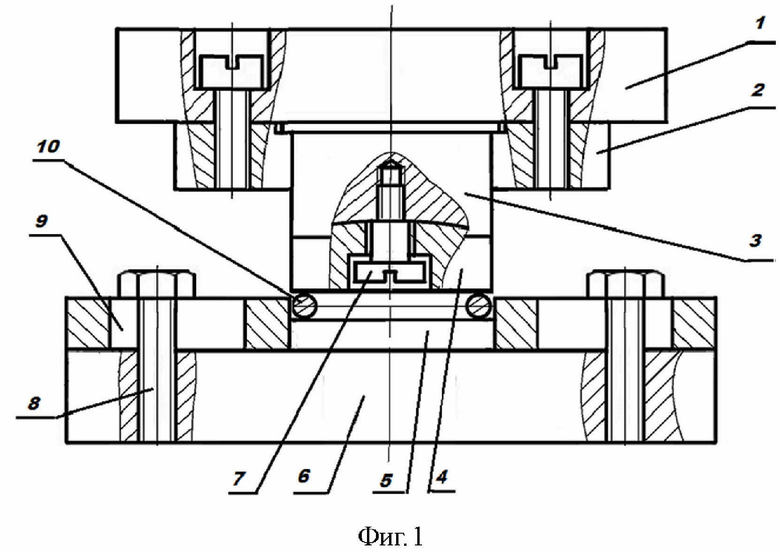
Способ упрочнения пружин конической или параболоида вращения форм, витки которых при максимальном сжатии входят друг в друга, при этом высота сжатых пружин равна высоте витка, включающий навивку пружины с шагом, превышающим шаг готовой пружины, термообработку – отпуск пружины из предварительно упрочнённой проволоки или закалку и отпуск пружины из закаливаемой проволоки, люмоконтроль, шлифовку торцов и снятие на них фасок, дробеметную обработку, заневоливание, нанесение защитного покрытия, отличающийся тем, что после заневоливания производят наклёп витков установленной на матрицу большим диаметром витка вниз пружины по линии контакта поверхностей пуансона и матрицы с витками пружины.
| Способ упрочнения конических и параболоида вращения пружин | 2019 |
|
RU2728332C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2623847C1 |
| Устройство для контактного заневоливания конических пружин | 2018 |
|
RU2686435C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2013 |
|
RU2548876C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРУЖИН | 1992 |
|
RU2008121C1 |
| US 4719683 A1, 19.01.1988 | |||
| JP 5318012 A, 03.12.1993. | |||
