Изобретение относится к измерительной технике, а именно к измерениям линейных размеров с помощью пневматических длиномеров высокого давления ротаметрического типа, и может быть использовано в частности при сортировке деталей с малыми допусками на размерные группы.
Известен способ пневматического измерения линейных размеров для контроля деталей с малыми допусками на контролируемые параметры (А.с. №721675, опубл. 15.03.80, Бюл.№10), заключающийся в подаче газа через регулируемый входной кран в измерительную камеру и далее через перепускной кран, включенный параллельно индикаторной трубке, а также через индикаторную трубку и дросселирующий кран на вход измерительной оснастки. В зависимости от величины контролируемого поля допуска устанавливают диапазон измерения путем перемещения подвижных меток по шкале. Настройка прибора производится с помощью установочных деталей с размерами, соответствующими установленным границам диапазона измерения за счет регулировки проходного сечения перепускного крана и крана выпуска в атмосферу в индикаторной трубке, устанавливая расход воздуха, при котором поплавок индикаторной трубки устанавливается напротив меток границ диапазона измерения.
Описанный способ позволяет расширить диапазон измерения, но в ряде случаев имеет недостаточную точность, например, при рассортировке деталей с малыми допусками на группы вследствие значительной до 50% погрешности от нелинейности рабочей характеристики и погрешности от колебания поплавка.
Известен также пневматический длиномер для измерения линейных размеров (А.с.№721675, опубл. 15.03.80, Бюл.№10), содержащий ротаметрическое отсчетное устройство, измерительную оснастку и настроечные краны: перепускной, включенный параллельно, дросселирующий, включенный последовательно трубке отсчетного устройства, регулируемый кран, установленный на входе трубки и краны выпуска воздуха в атмосферу, установленные на выходе трубки и перед измерительной оснасткой.
В описанном устройстве используется ротаметрическое отсчетное устройство, обладающее погрешностью от нелинейности рабочей характеристики и колебания поплавка, которая при контроле точных размеров составляет 2,5-3,0% от диапазона измерения по шкале. Величина погрешности в ряде случаев становится соизмеримой с полем допуска контролируемого размера.
Задачей заявляемого изобретения является создание способа пневматического измерения линейных размеров и устройства для его осуществления, повышающего точность измерения с уменьшением основной относительной погрешности и погрешности от колебания поплавка.
Указанный технический результат достигается тем, что измерение заключается в подаче газа через входной вентиль в измерительную камеру и далее через перепускной вентиль, а также через индикаторную трубку с последовательно установленным дросселирующим вентилем и далее через измерительное сопло в зазор между поверхностью установочной детали и торцевой поверхностью измерительного сопла, настройке пределов измерения путем установки в зазор установочных деталей минимального и максимального размеров, регулирования крайних положений поплавка регулированием расхода воздуха, проходящего через индикаторную трубку с помощью вентилей выпуска газа в атмосферу установленных на выходе индикаторной трубки и перед измерительным соплом, перепускного вентиля, включенного параллельно индикаторной трубке, и дросселирующего вентиля, включенного последовательно индикаторной трубке, установке измеряемой детали, считывании показаний, при этом перед поступлением в индикаторную трубку течение газа стабилизируется в камере стабилизации, проходя через сопла, установленные в образующей конусообразного аэродинамического вкладыша, а также через аэродинамическую решетку, установленную на входе индикаторной трубки.
В описанном способе измерения осуществляют дополнительную регулировку с применением как минимум одной дополнительной установочной детали с промежуточным размером, устанавливаемую после калибровки нижнего и верхнего пределов измерения, при этом входным вентилем производится установка поплавка на деление шкалы, соответствующее размеру дополнительной установочной детали индикаторной трубки при закрытом вентиле выпуска газа в атмосферу, установленном на выходе индикаторной трубки, и открытом дросселирующем вентиле, затем повторно производится поднастройка нижнего и верхнего пределов измерения аналогично указанному выше.
Устройство для реализации описанного способа содержит измерительную камеру, индикаторную трубку, измерительные сопла и настроечные вентили: входной вентиль, установленный на входе в измерительную камеру, перепускной, включенный параллельно индикаторной трубке, дросселирующий, включенный последовательно индикаторной трубке, и вентили выпуска газа в атмосферу, установленные на выходе индикаторной трубки и перед измерительньми соплами, при этом индикаторная трубка дополнительно снабжена камерой стабилизации газового потока, содержащей конусообразный аэродинамический вкладыш с соплами в нижней части, сужающийся по направлению движения потока газа, и аэродинамическую решетку.
Благодаря выполнению дополнительной регулировки длиномера с применением настройки по дополнительной точке на индикаторной шкале существенно повысилась точность на всем диапазоне измерения.
Настройка длиномера по дополнительным точкам шкалы осуществляется регулировкой входного вентиля, изменяя тем самым манометрическую зависимость устройства. Манометрическая характеристика вогнута в обратную сторону по сравнению с ротаметрической характеристикой. Регулировка манометрической характеристики позволяет добиться симметричности графиков манометрической и ротаметрической характеристик. При этом графики компенсируют нелинейность друг друга, снижая погрешность измерения.
Применение в предлагаемом устройстве камеры стабилизации с конусообразным аэродинамическим вкладышем позволило стабилизировать течение газового потока на всей длине индикаторной трубки, тем самым удалось уменьшить погрешность от колебания поплавка и повысить точность измерения.
Аэродинамическая решетка, установленная на входе индикаторной трубки, служит для дополнительной стабилизации газового потока, а также для ограничения обратного хода поплавка.
На чертеже представлена общая схема устройства для пневматического измерения линейных размеров.
Устройство для измерения состоит из измерительной камеры 1, камеры стабилизации 2, аэродинамического вкладыша 3 с соплами 4, аэродинамической решетки 5, индикаторной трубки 6, поплавка 7, измерительного сопла 8 и настроечных вентилей: входного 9, перепускного 10, дросселирующего 11 и вентилей выпуска газа в атмосферу 12, 13, установленных соответственно на выходе индикаторной трубки и перед измерительным соплом.
В Таблице 1 приведены практические значения погрешностей измерения ротаметрическим отсчетным устройством в зависимости от начального измерительного зазора и диапазона измерения без применения заявляемого способа, а в Таблице 2 приведены значения погрешностей после настройки длиномера по заявляемому способу.
Применение заявляемого способа позволило снизить погрешность измерения с 2,5-3,0% до 0,5-1,5%.
Процесс пневматического измерения линейных размеров осуществляется следующим образом.
Рабочий газ с постоянным давлением через входной вентиль 9 поступает в измерительную камеру 1, далее через перепускной вентиль 10, а также через камеру стабилизации 2 и индикаторную трубку 6 с последовательно установленным дросселирующим вентилем 11 и далее через измерительное сопло 8 в зазор между поверхностью установочной детали и торцевой поверхностью измерительного сопла.
Перед поступлением в индикаторную трубку 6 газ стабилизируется в камере стабилизации 2, проходя через сопла 4 установленные в образующей конусообразного аэродинамического вкладыша 3, и, обтекая его, проходит через аэродинамическую решетку 5, установленную на входе индикаторной трубки 6. Ламинарный поток способствует равномерному перемещению поплавка 7 по индикаторной трубке и исключает биение поплавка.
Перед измерениями производится настройка устройства при закрытом вентиле 12 и открытых входном 9 и дросселирующем 11 вентилях. При установке минимальной установочной детали и регулировки перепускного вентиля 10 и вентиля 13, производится настройка нижнего предела измерения, отмеченного на шкале делением «0», а при установке максимальной установочной детали соответственно верхнего предела «L». Далее устанавливают установочную деталь промежуточного размера, например, с размером по средине поля допуска «С». Неравномерность рабочей характеристики ротаметрических длиномеров вносит погрешность в измерение и поплавок 7, как правило, устанавливается с отклонением от реального промежуточного размера. Путем регулирования входного вентиля 9 поплавок устанавливают в положение, соответствующее промежуточному размеру. В результате этого нарушаются настройки длиномера на границах «0» и «L». Цикл настройки повторяется до соответствия показаний индикаторной трубки размерам всех установочных деталей.
После настройки прибора устанавливается измеряемая деталь и производится считывание результата измерения по положению поплавка в индикаторной трубке.
Таким образом, применение предложенного способа пневматических измерений с использованием описанного устройства ротаметрического длиномера позволяет уменьшить основную погрешность измерения, связанную с нелинейностью рабочей характеристики прибора, и уменьшить погрешность, связанную с колебанием поплавка в индикаторной трубке, и тем самым значительно повысить точность измерений.
Предел основной относительной погрешности измерения ротаметрического отсчетного устройства в зависимости от начального измерительного зазора и диапазона измерения, %.
Без применения заявленного способа настройки.
После настройки длиномера по заявленному способу настройки.
Диаметр измерительного сопла, мм d=2,0.
Конусность ротам етрической трубки, k=1/1000.
Рабочее давление, МПа (кгс/см2) Н=0.1 (1.0).
Диаметр поплавка, мм d=4,6.
Вес поплавка, г G=0,06.
Группа изобретений относится к измерительной технике, а именно к измерениям линейных размеров с помощью пневматических длиномеров высокого давления ротаметрического типа. Способ заключается в подаче газа посредством системы вентилей в измерительную камеру, а также через индикаторную трубку и далее через измерительное сопло в зазор между поверхностью установочной детали и торцевой поверхностью измерительного сопла, настройке пределов измерения путем установки в зазор установочных деталей минимального и максимального размеров, регулирования крайних положений поплавка регулированием расхода воздуха, установке измеряемой детали, считывании показаний, при этом перед поступлением в индикаторную трубку течение газа стабилизируется в камере стабилизации, проходя через сопла, установленные в образующей конусообразного аэродинамического вкладыша, а также через аэродинамическую решетку, установленную на входе индикаторной трубки. При этом осуществляют дополнительную регулировку с применением дополнительной установочной детали с промежуточным размером, устанавливаемую после калибровки нижнего и верхнего пределов измерения. При этом входным вентилем производится установка поплавка на деление шкалы, соответствующее размеру дополнительной установочной детали индикаторной трубки при закрытом вентиле выпуска газа в атмосферу, установленном на выходе индикаторной трубки, и открытом дросселирующем вентиле, затем повторно производится поднастройка нижнего и верхнего пределов измерения аналогично указанному выше. Устройство для реализации описанного способа содержит измерительную камеру, индикаторную трубку, измерительные сопла и настроечные вентили: входной вентиль, установленный на входе в измерительную камеру, перепускной, включенный параллельно индикаторной трубке, дросселирующий, включенный последовательно индикаторной трубке, и вентили выпуска газа в атмосферу, установленные на выходе индикаторной трубки и перед измерительными соплами, при этом индикаторная трубка дополнительно снабжена камерой стабилизации газового потока, содержащей конусообразный аэродинамический вкладыш с соплами в нижней части, сужающийся по направлению движения потока газа, и аэродинамическую решетку. Технический результат - повышение точности измерения. 2 н. и 2 з.п. ф-лы, 1 ил., 2 табл.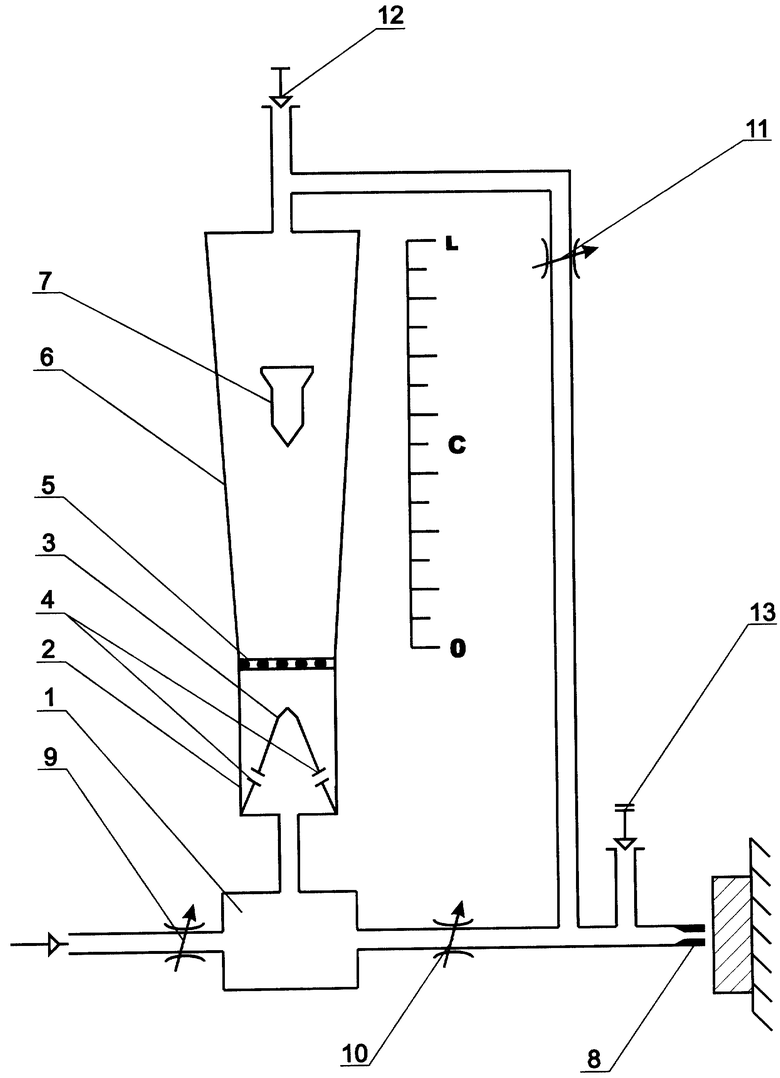
| Пневматический длиномер | 1977 |
|
SU721675A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 1997 |
|
RU2112920C1 |
| Пневматический бесконтактный датчик линейных размеров | 1973 |
|
SU458005A1 |
| УСТРОЙСТВО РОТАМЕТРИЧЕСКОГО ТИПА | 0 |
|
SU204606A1 |
| Пневматическое устройство для линейных измерений | 1981 |
|
SU1002834A2 |
| Пневматическое устройство для из-МЕРЕНия лиНЕйНыХ РАзМЕРОВ | 1977 |
|
SU819580A1 |
| ВСЕСОЮЗНАЯ I Ш!-!1Т!1'1 ~ ; «ч'-";г" Кдй^ :.lbnu-u.Ariirit.bArii | 0 |
|
SU371426A1 |
| Пневмопоплавковый микрометр | 1959 |
|
SU124137A1 |
| Забойный превентор | 1988 |
|
SU1602972A1 |
| US 4538449 А, 03.09.1985 | |||
| Инерционная решетка | 1977 |
|
SU835632A1 |
| О.Б.Балакшин, Автоматизация пневматического контроля размеров в | |||

