Изобретение относится к пневматической измерительной технике и может быть использовано для измерения диаметра валов, а также шероховатости их поверхности.
Известен способ измерения диаметра валов и устройство пневматической бесконтактной измерительной скобы, описанное в книге О.Б.Балакшина «Автоматизация пневматического контроля размеров в машиностроении», М., 1964 г., стр.265, рис.143, принятое в качестве прототипа, состоящее из призмы с базирующими поверхностями, двух параллельных кронштейнов с измерительными соплами, соединенными с измерительным прибором.
Способ измерения диаметра валов заключается в подаче газа в измерительную камеру измерительного прибора и далее через сопла, установленные в кронштейнах пневматической скобы, в измерительные зазоры между поверхностью вала и торцевыми поверхностями сопел, настройке пределов измерений с помощью настроечных деталей, установке на базирующие поверхности пневматической скобы контролируемого вала, измерении его диаметра по величине изменения измерительных зазоров и соответствующего изменения давления в измерительной камере прибора, отображении результата измерения на индикаторе измерительного прибора.
Недостатками известного способа и устройства для его осуществления являются высокая погрешность измерения диаметра валов вследствие влияния на результат измерения шероховатости поверхности контролируемого вала. Наличие погрешности от шероховатости поверхности снижает точность измерения валов пневматическими бесконтактными скобами и делает невозможным измерение валов с большой шероховатостью, что сужает область применения таких устройств.
Задачей заявляемого изобретения является повышение точности измерения и расширение области применения бесконтактных пневматических скоб.
Указанный технический результат достигается тем, что способ измерения диаметра валов заключается в подаче газа в измерительные камеры пневматического измерительного прибора и далее через сопла, установленные в пневматической скобе, в измерительные зазоры между поверхностью вала и торцевыми поверхностями сопел, а также через дополнительно установленное в пневматической скобе, как минимум, одно сопло в измерительный зазор, образованный микронеровностями контролируемой поверхности вала и торцевой поверхностью сопла, настройке пределов измерений путем поочередной установки в пневматическую скобу настроечных деталей, установке на базирующую поверхность пневматической скобы контролируемого вала, измерении диаметра и шероховатости поверхности по величине изменения соответствующих измерительных зазоров и соответствующих изменений давления в измерительных камерах прибора, сложении результата измерения диаметра вала с величиной шероховатости его поверхности и отображении суммы и величины шероховатости на индикаторе измерительного прибора.
Настройку пределов измерения проводят с помощью трех настроечных деталей с минимальным значением шероховатости, две из которых имеют размеры, соответствующие пределам поля допуска диаметра контролируемых валов, а третья имеет размер, уменьшенный на максимальную величину шероховатости.
Указанный технический результат достигается тем, что устройство для измерения диаметра валов состоит из пневматической скобы с базирующей и опорной поверхностями, пневматического измерительного прибора, содержащего измерительную камеру и индикатор, соединенного линией связи с соплами, установленными в пневматической скобе на оси измерения, при этом пневматическая скоба дополнительно снабжена соплом для контроля шероховатости поверхности валов, установленным на базирующей поверхности и соединенным с дополнительной измерительной камерой пневматического измерительного прибора.
Пневматическая скоба содержит два сопла для контроля шероховатости поверхности валов, установленных на базирующей поверхности вдоль контролируемого вала, соединенных единой линией связи с пневматическим измерительным прибором.
Базирующая поверхность выполнена наклонной и образована ножевыми опорами, разнесенными по длине контролируемого вала и образующими начальный измерительный зазор между поверхностью вала и торцами сопел, при этом сопла для контроля шероховатости установлены в непосредственной близости от опор.
Пневматический измерительный прибор может быть выполнен в виде двухканального пневмоэлектронного прибора, содержащего индикатор с цифровыми и предельными шкалами, или в виде двух пневматических длиномеров высокого давления ротаметрического типа.
Торцы сопел установлены ниже базирующей поверхности на величину начального измерительного зазора.
Устройство для измерения диаметра валов поясняется чертежами.
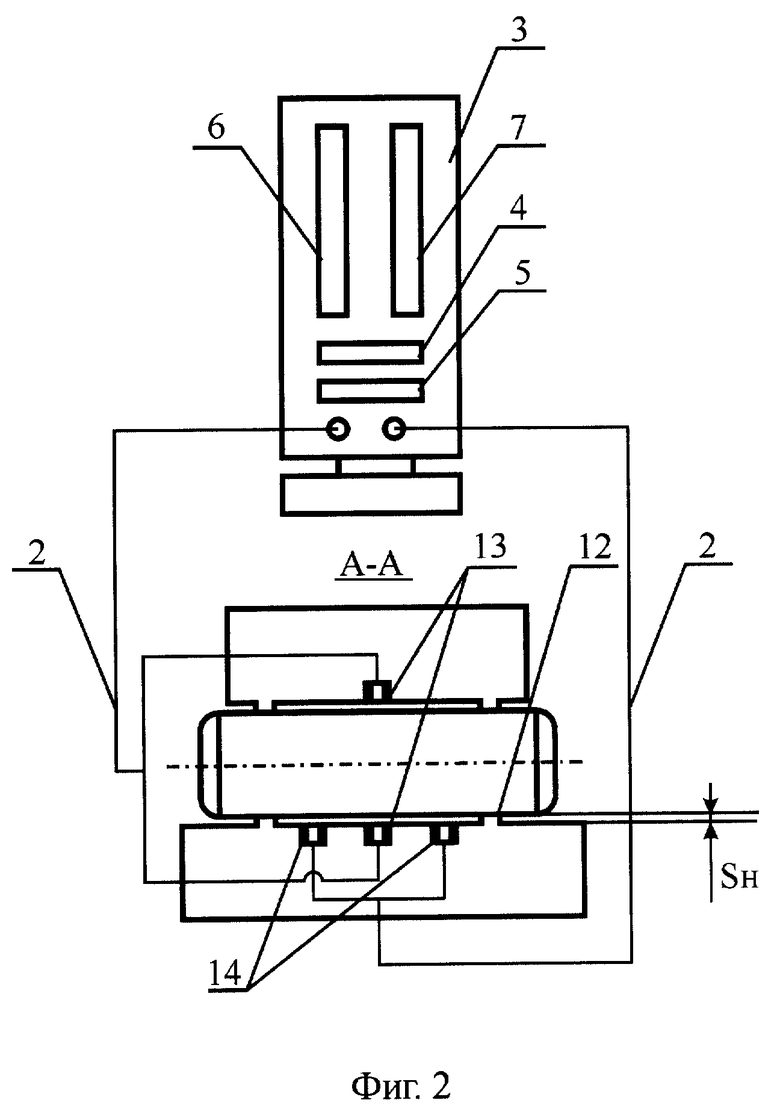
На Фиг.1, 2 представлено заявляемое устройство, состоящее из пневматической скобы 1, соединенной линиями связи 2 с двухканальным пневмоэлектронным измерительным прибором 3, каждый канал которого содержит измерительную камеру, соединенную с соответствующими соплами. Измерительный прибор 3 снабжен цифровыми индикаторами 4, 5 и предельными шкалами 6, 7.
Пневматическая скоба 1 выполнена в виде призмы 8, которая содержит наклонную базирующую поверхность 9, опорную поверхность 10 и кронштейн 11, расположенный параллельно наклонной базирующей поверхности 9. Базирующая поверхность 9 образована ножевыми опорами 12, разнесенными по длине контролируемой детали и образующими начальный измерительный зазор Sн между поверхностью контролируемого вала и торцами сопел.
В наклонной базирующей поверхности 9 и кронштейне 11 установлены на одной оси сопла 13 для измерения диаметра вала, соединенные единой линией связи с первым каналом пневмоэлектронного прибора 3. Сопла 13 удалены от опорной поверхности 10 на величину радиуса контролируемого вала.
В непосредственной близости от опор 12 размещены сопла 14 для контроля шероховатости, соединенные единой линией связи со вторым каналом пневмоэлектронного прибора 3.
Процесс измерения диаметра валов осуществляется следующим образом.
Рабочий газ подают в оба канала пневмоэлектронного прибора 3 и далее через сопла 13, 14 в зазоры между контролируемой поверхностью вала и торцевыми поверхностями сопел.
Устройство настраивают с помощью трех настроечных деталей, например, валов с минимальным значением шероховатости поверхности. Две детали имеют размеры, соответствующие пределам поля допуска контролируемых валов, а третья деталь имеет размер, уменьшенный на максимальную величину шероховатости поверхности валов.
Настройку устройства производят путем поочередной установки в пневматическую скобу настроечных деталей, установке в пневмоэлектронном приборе пределов измерения диаметра и шероховатости.
В процессе измерения контролируемый вал устанавливают на опоры 12 пневматической скобы. С помощью сопел 13 измеряют диаметр вала по величине изменения давления в измерительной камере первого канала прибора, которая преобразуется прибором в электронный сигнал.
Одновременно с измерением диаметра вала измеряют шероховатость поверхности контролируемого вала с помощью сопел 14, через которые подают газ в измерительные зазоры, образованные в том числе микронеровностями контролируемой поверхности вала и торцевыми поверхностями сопел 14. Величина изменения давления в измерительной камере второго канала прибора, соответствующая величине шероховатости, также преобразуется прибором в электронный сигнал и отображается на цифровом индикаторе 5, а предельная шкала 7 отображает принадлежность детали к определенному классу чистоты, определяя годность контролируемого вала по чистоте поверхности.
С помощью пневмоэлектронного прибора корректируют результат измерения диаметра вала путем прибавления к ней величины шероховатости поверхности вала. Полученный размер диаметра вала отображают на цифровом индикаторе 4, а его значение относительно пределов поля допуска на предельной шкале 6.
Таким образом, применение способа измерения диаметра валов и устройство для его осуществления позволяет учесть погрешность измерения, связанную с шероховатостью валов, повысить точность измерения диаметра валов с большой шероховатостью, тем самым расширить область применения бесконтактных пневматических скоб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРА ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2301402C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРА | 2006 |
|
RU2319108C1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 2006 |
|
RU2317156C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОРЦОВОГО БИЕНИЯ РОЛИКОВ | 2005 |
|
RU2288447C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2005 |
|
RU2293287C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ | 2008 |
|
RU2388995C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2005 |
|
RU2296296C1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 2010 |
|
RU2464530C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2005 |
|
RU2284470C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ НЕПАРАЛЛЕЛЬНОСТИ ОСИ ОТВЕРСТИЯ И ПЛОСКОСТИ | 2008 |
|
RU2381443C2 |
Изобретение относится к пневматической измерительной технике и может быть использовано для измерения диаметра валов, а также шероховатости их поверхности. Техническим результатом является повышение точности измерения и расширение области применения бесконтактных пневматических скоб. Способ измерения диаметра валов заключается в подаче газа в измерительные камеры пневматического измерительного прибора и далее через сопла, установленные в пневматической скобе, в измерительные зазоры между поверхностью вала и торцевыми поверхностями сопел, а также через дополнительно установленное в пневматической скобе, как минимум, одно сопло в измерительный зазор, образованный микронеровностями контролируемой поверхности вала и торцевой поверхностью сопла, настройке пределов измерений путем поочередной установки в пневматическую скобу настроечных деталей, установке на базирующую поверхность пневматической скобы контролируемого вала, измерении диаметра и шероховатости поверхности по величине изменения соответствующих измерительных зазоров и соответствующих изменений давления в измерительных камерах прибора, сложении результата измерения диаметра вала с величиной шероховатости его поверхности и отображении суммы и величины шероховатости на индикаторе измерительного прибора. Устройство для измерения диаметра валов состоит из пневматической скобы с базирующей и опорной поверхностями, пневматического измерительного прибора, содержащего измерительную камеру и индикатор, соединенного линией связи с соплами, установленными в пневматической скобе на оси измерения, при этом пневматическая скоба дополнительно снабжена соплом для контроля шероховатости поверхности валов, установленным на базирующей поверхности и соединенным с дополнительной измерительной камерой пневматического измерительного прибора 2 н. и 8 з.п. ф-лы, 2 ил.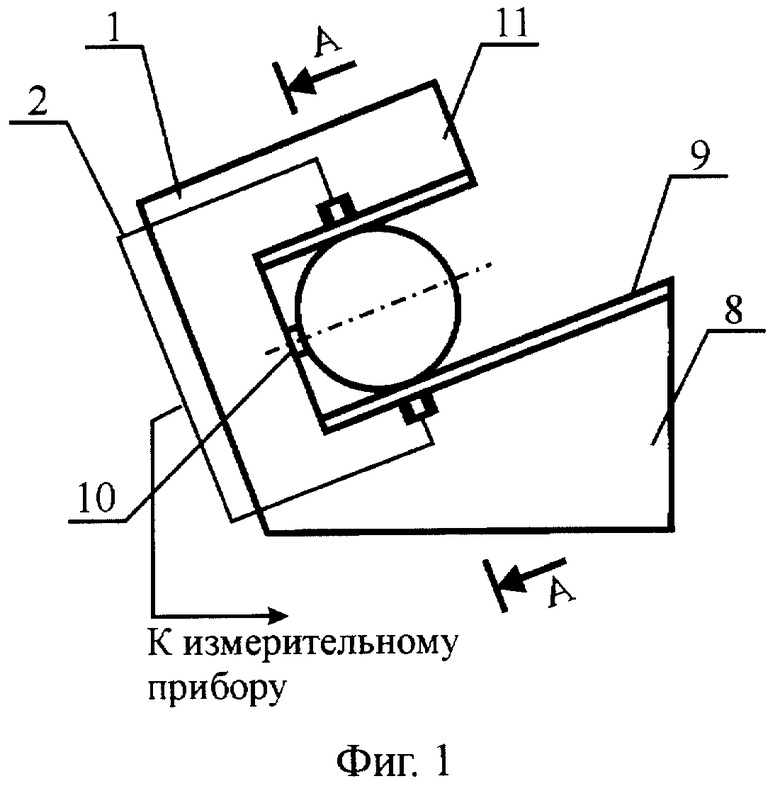
| Балакшина О.Б | |||
| «Автоматизация пневматического контроля размеров в машиностроении», М., 1964, стр.265, рис.143 | |||
| Бесконтактное пневматическое устройство для измерения диаметров валов | 1980 |
|
SU920372A1 |
| Пневматическая скоба | 1950 |
|
SU93867A1 |
| Скоба активного контроля | 1984 |
|
SU1551998A1 |
| Бесконтактное пневматическое устройство для измерения диаметра | 1978 |
|
SU763679A1 |
| Пневматический прибор активного контроля диаметров валов | 1987 |
|
SU1467391A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДИАМЕТРОВ ВАЛОВ В ПРОЦЕССЕ ШЛИФОВАНИЯ | 0 |
|
SU284318A1 |
| БЕСКОНТАКТНОЕ ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО | 0 |
|
SU175674A1 |
| US 3856595, 24.12.1974. | |||

