Изобретение относится к области технологического использования ультразвука, а именно к устройствам для очистки от жировых и механических загрязнений непрерывно движущейся ленты, и может найти применение в черной и цветной металлургии.
Известен способ ультразвуковой очистки ленточных изделий, заключающийся в том, что с целью повышения эффективности очистки, в процессе очистки движущуюся ленту обрабатывают протиром (см. авт. свидетельство СССР №1123748, кл. В 08 В 3/12, от 1982).
Недостатком такого способа является то, что материал протира при прижиме его к обрабатываемой поверхности \засаливается\, что приводит к снижению эффективности от его использования и, как следствие, к ухудшению качества очистки при обработке быстродвижущейся ленты.
По технической сущности наиболее близким к предложенному способу является способ ультразвуковой очистки ленточных изделий, при котором изделия перемещают относительно излучающей поверхности ультразвукового преобразователя, а в процессе очистки протир прижимают к излучающей поверхности ультразвукового преобразователя (см. авт. свидетельство СССР №1348011, кл. В 08 В 3/12, от 17.07.84).
Недостатком известного способа является то, что протир прижимается к излучающей поверхности ультразвукового преобразователя, а известно (см. \Ультразвуковая технология\ под ред. Б.А.Аграната. М.: Металлургия, 1974), что волокнистые материалы (войлок, фетр и т.п.), даже пропитанные моющей жидкостью, не являются проводниками акустического воздействия ультразвуковых колебаний. Данное обстоятельство приводит к увеличению потребляемой мощности ультразвукового генератора и ухудшению качества очистки.
Известно устройство для ультразвуковой очистки ленточного материала, включающее ванну для рабочей жидкости с ультразвуковыми преобразователями, направляющими валками, рамой с направляющим роликом, размещенной в ванне с возможностью возвратно-поступательного движения в вертикальной плоскости. Трубопроводы с форсунками размещены относительно ленты по обе стороны, причем один трубопровод закреплен консольно с возможностью поворота в вертикальной плоскости (см. авт. свидетельство СССР №617087, кл. В 08 В 3/12, от 27.12.76).
Недостатком такого устройства является некачественная очистка трудноудаляемых загрязнений при обработке быстродвижущейся ленты.
Наиболее близким по технической сущности к заявляемому объекту является установка для ультразвуковой очистки изделий типа лент, содержащая ванну с рабочей жидкостью, оснащенную ультразвуковыми преобразователями, закрепленными на опорной раме, в которой перемещается лента, при этом каждый преобразователь смонтирован в индивидуальном корпусе, снабженном механизмом наклона относительно поверхности ленты. В другом варианте опорная рама оснащена механизмом перемещения перпендикулярно поверхности ленты (см. патент РФ №2191641, кл. В 08 В 3/12, от 04.07.01).
Однако известная установка не обладает высоким качеством очистки, так как в ней не предусмотрено механическое устройство дополнительной очистки (протир) и коллектор подачи моющей жидкости непосредственно в зону ультразвукового излучения для достижения необходимого качества очистки при высоких скоростях движения ленты.
Техническим результатом является уменьшение потребляемой мощности ультразвукового генератора при сохранении удельной мощности ультразвукового преобразователя, а также улучшение качества очистки обрабатываемой поверхности, выраженное в уменьшении количества остаточных загрязнений на обрабатываемой поверхности ленты.
Для решения данной задачи установка ультразвуковой очистки изделий типа лент, перемещаемых в ванне с жидкостью для промывки, оснащена ультразвуковыми преобразователями, закрепленными на опорной раме. Преобразователи смонтированы блоками, как минимум, по два преобразователя в каждом блоке, а опорная рама снабжена механизмом перемещения перпендикулярно поверхности ленты.
Новым в предлагаемом решении является то, что расстояние от поверхности ультразвукового преобразователя до поверхности обрабатываемой ленты кратно половине длины волны ультразвуковых колебаний в жидкости для промывки.
Согласно другому техническому решению жидкость для промывки подается через коллектор узла промывки, выполненный в виде форсунки, центральная ось которой в рабочем состоянии направлена тангенциально к поверхности ленточных изделий, а центральная ось ультразвукового преобразователя направлена под углом 90±45° к центральной оси форсунки, кроме того, преобразователь ультразвукового генератора выполнен в виде пьезокерамического излучателя, причем частота ультразвукового генератора равна 15÷50 кГц.
В способе ультразвуковой очистки ленточных изделий согласно третьему техническому решению на поверхность обрабатываемого ленточного изделия осуществляют подачу жидкости для промывки, волновое движение потока которой синфазно с частотой ультразвукового генератора обеспечивают через коллектор, выполненный в виде форсунки, центральная ось которой в рабочем состоянии направлена тангенциально к поверхности обрабатываемого изделия, а вектор ультразвуковых колебаний излучателя ультразвукового генератора направлен под углом 90±45° к центральной оси форсунки, кроме того, в качестве жидкости для промывки используют воду или водный раствор технического моющего средства.
Сущность изобретения заключается в том, что выполнение предлагаемой установки вышеописанным образом позволяет упростить конструкцию, уменьшить потребляемую мощность и обеспечить реализацию способа очистки с достижением высокого качества и повысить производительность установки в целом.
Сравнение заявленных изобретений с прототипами позволяет утверждать о соответствии критерию \новизна\, а отсутствие в известных аналогах отличительных признаков заявляемых изобретений говорит о соответствии критерию \изобретательский уровень\. Предварительные испытания позволяют судить о возможности промышленного использования.
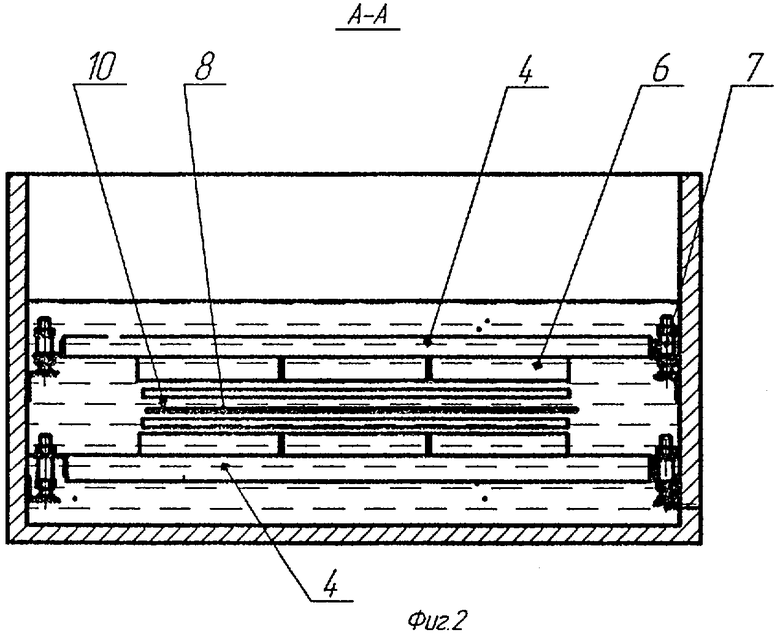
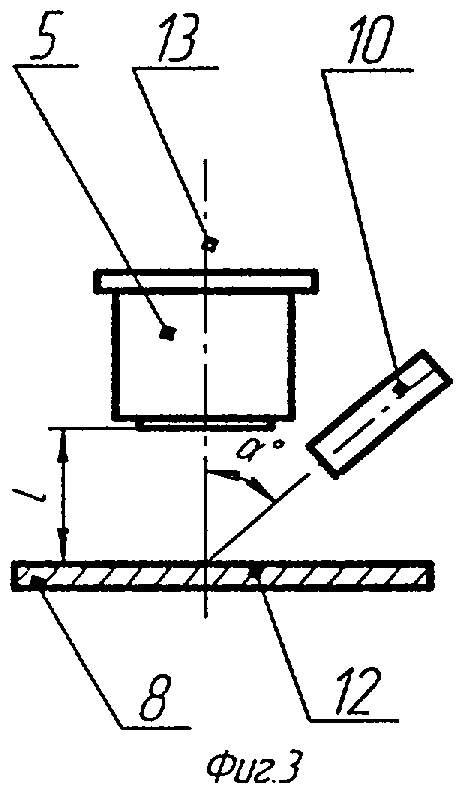
На фиг.1 показан общий вид установки для ультразвуковой очистки ленточных изделий; на фиг.2 - то же, вид А-А; на фиг.3 - функциональная схема установки ультразвуковой очистки ленточных изделий.
Установка для ультразвуковой очистки ленточных изделий (фиг.1) содержит ванну 1, заполненную жидкостью для промывки 2, транспортирующие ролики 3. На опорной раме 4 находятся ультразвуковые преобразователи 5, смонтированные в едином блоке 6, содержащем как минимум два ультразвуковых преобразователя, с возможностью перемещения перпендикулярно поверхности обрабатываемой ленты по направляющим 7. Для обеспечения дополнительной очистки поверхности обрабатываемой ленты 8 и удаления остатков жидкости для промывки 2 в ванне 1 предусмотрено наличие двух протиров 11, выполненных из пористого материала и расположенных по обеим сторонам обрабатываемой ленты 2. С целью исключения возможности неравномерного перемещения ленты 8 относительно поверхности ультразвукового преобразователя 5 на расстоянии l, в ванне 1 смонтирован опорный ролик 9.
Ультразвуковые преобразователи 5 расположены по обе стороны обрабатываемой ленты 8. Количество ультразвуковых преобразователей 5 зависит от ширины ленты а (n˜а).
Для улучшения качества очистки ленточных изделий 8 в ванне 1 смонтированы два коллектора 10 подачи жидкости для промывки, выполненные в виде форсунок.
Центральная ось 12 форсунки 10 в рабочем состоянии направлена тангенциально к поверхности ленты 8, а центральная ось 13 ультразвукового преобразователя 5 направлена под углом α=90±45° к центральной оси 12 форсунки 10.
Поверхность ультразвукового преобразователя 5 расположена относительно поверхности обрабатываемой ленты на расстоянии l, кратном 1/2λ, где λ - длина волны ультразвуковых колебаний в жидкости для промывки.
Следует отметить, что коллектор узла промывки 10, выполненный в виде форсунки, установлен с возможностью обеспечения направление потока жидкости для промывки тангенциально к поверхности обрабатываемой ленты 8, а ультразвуковой преобразователь 5 установлен с возможностью обеспечения волнового движения потока жидкости синфазно с частотой ультразвукового генератора.
Ультразвуковой преобразователь 5 может быть выполнен в виде пьезокерамического излучателя, причем частота ультразвукового генератора должна быть в диапазоне 18÷50 кГц.
Коллектор 10 выполнен с возможностью обеспечения подачи воды или водного раствора, например водного раствора технического моющего средства.
Установка работает следующим образом.
Ванна 1 заполняется жидкостью для промывки (например, водным раствором технического моющего средства) таким образом, чтобы верхний уровень превышал поверхность обрабатываемой ленты на 0,2-0,6 м. Включается привод транспортирующих роликов 3 (не показан), и обрабатываемая лента 8 начинает перемещаться в жидкости для промывки 2. Предварительно подается питание с генератора к ультразвуковым преобразователям 5. При прохождении через зону ультразвукового излучения лента 8 может совершать колебания перпендикулярно движению, что отрицательно влияет на качество и равномерность очистки, так как нарушается оптимальное установленное расстояние l между поверхностью ультразвукового преобразователя 5 и поверхностью обрабатываемой ленты 8. С целью устранения данного недостатка производится регулировка расстояния l при помощи направляющих 7, и в ванне 1 установлен опорный ролик 9.
При прохождении обрабатываемой ленты 8 через зону ультразвукового излучения ультразвукового преобразователя 5 она подвергается воздействию потока моющей жидкости через коллектор 10, выполненный в виде форсунки. Причем коллектор подачи моющей жидкости 10 установлен с возможностью обеспечения направления потока жидкости для промывки тангенциально к поверхности обрабатываемой ленты 8, а ультразвуковой преобразователь 5 установлен с возможностью обеспечения волнового движения потока жидкости синфазно с частотой ультразвукового генератора.
Особенностью является то, что поверхность ультразвукового преобразователя 5 расположена относительно поверхности обрабатываемой ленты 8 на расстоянии l, кратном половине длины волны ультразвуковых колебаний.
Согласно изобретению способ ультразвуковой очистки ленточных изделий осуществляется при помощи установки для очистки следующим образом. На поверхность обрабатываемой ленты 8 осуществляют подачу жидкости для промывки, волновое движение потока которой синфазно с частотой ультразвукового генератора обеспечивают пропусканием через коллектор 10, выполненный в виде форсунки. Следует отметить, что центральная ось 12 форсунки 10 в рабочем состоянии направлена тангенциально к поверхности обрабатываемой ленты 8, а вектор ультразвуковых колебаний преобразователя 5 направлен под углом α=90±45° к центральной оси 12 форсунки 10.
В качестве жидкости для промывки обычно используют воду или водный раствор технического моющего средства.
Выбор угла α=90±45° определен экспериментально и обеспечивает наиболее развитую зону кавитации в прилегающей к поверхности обрабатываемой ленты 8 области.
Особенность работы установки ультразвуковой очистки определяется наличием ультразвукового преобразователя 5 и коллектора подачи жидкости для промывки 10, выполненного в виде форсунки. Причем центральная ось 12 форсунки 10 должна быть направлена тангенциально к поверхности обрабатываемой ленты 8, а центральная ось 13 ультразвукового преобразователя 5 направлена под углом α=90±45° к центральной оси 12 форсунки 10. Это обеспечивает высокое качество очистки поверхности обрабатываемой ленты 8.
Наиболее приемлемым вариантом является выполнение ультразвукового преобразователя 5 в виде пьезокерамического излучателя, а оптимальной частотой ультразвуковых колебаний выбрана частота в диапазоне 18÷50 кГц.
Таким образом, в предложенных технических решениях при относительном упрощении конструкции обеспечивается высокая производительность и улучшается качество очистки поверхности обрабатываемой ленты. Установка позволяет проводить ультразвуковую очистку не только сплошной широкой ленты, но и одновременную очистку нескольких узких лент.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой очистки ленточных изделий и устройство для его осуществления | 1984 |
|
SU1348011A1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ИЗДЕЛИЙ ТИПА ЛЕНТ (ВАРИАНТЫ) | 2001 |
|
RU2191641C1 |
| Установка для ультразвуковой очистки изделий типа лент | 1975 |
|
SU524576A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ФИЛЬТРОВАННОГО ОСАДКА ИЗ СУСПЕНЗИИ, СПОСОБ РЕГЕНЕРАЦИИ ПОВЕРХНОСТИ ЕЕ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2223136C1 |
| Установка для стерилизации медицинского инструмента | 1975 |
|
SU597369A1 |
| Способ очистки газогорелочных устройств с применением ультразвуковых колебаний | 2022 |
|
RU2794374C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ПЛАСТИН | 2001 |
|
RU2193462C1 |
| Моечно-дезинфицирующее ультразвуковое устройство с гидродинамическим воздействием | 2018 |
|
RU2712669C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МЕГАЗВУКОВОЙ ОЧИСТКИ ПОДЛОЖЕК | 2002 |
|
RU2243038C2 |
| УЛЬТРАЗВУКОВАЯ МАШИНА ДЛЯ ПРЕДСТЕРИЛИЗАЦИОННОЙ ОЧИСТКИ МЕДИЦИНСКИХ ИЗДЕЛИЙ | 2019 |
|
RU2692787C1 |
Группа изобретений относится к области технологического использования ультразвука, а именно к очистке от жировых и механических загрязнений непрерывно движущейся ленты, и может найти применение в черной и цветной металлургии. В способе ленточное изделие перемещают относительно излучающей поверхности ультразвуковых преобразователей и на поверхность обрабатываемого изделия подают жидкость для промывки, причем волновое движение потока жидкости синфазно с частотой ультразвукового генератора обеспечивают через коллектор, выполненный в виде форсунки, центральная ось которой в рабочем состоянии направлена тангенциально к поверхности обрабатываемого изделия, вектор ультразвуковых колебаний преобразователей направлен под углом 90±45° к центральной оси форсунки, а расстояние от поверхности преобразователей до поверхности ленточного изделия кратно половине длины волны ультразвуковых колебаний в жидкости для промывки. Устройство для осуществления способа содержит ванну с жидкостью для промывки, ультразвуковые преобразователи, закрепленные на опорной раме, причем ультразвуковые преобразователи смонтированы в единый блок, содержащий как минимум два преобразователя, при этом опорная рама оснащена механизмом перемещения перпендикулярно поверхности ленточных изделий, а расстояние от поверхности преобразователей до поверхности ленточного изделия кратно половине длины волны ультразвуковых колебаний в жидкости для промывки. Жидкость подают через коллектор, выполненный в виде форсунки, центральная ось которой в рабочем состоянии направлена тангенциально к поверхности обрабатываемого изделия, вектор ультразвуковых колебаний преобразователей направлен под углом 90±45° к центральной оси форсунки. Группа изобретений обеспечивает уменьшение потребляемой мощности генератора при сохранении удельной мощности ультразвукового преобразователя, а также улучшение качества очистки. 2 с. и 4 з.п. ф-лы, 3 ил.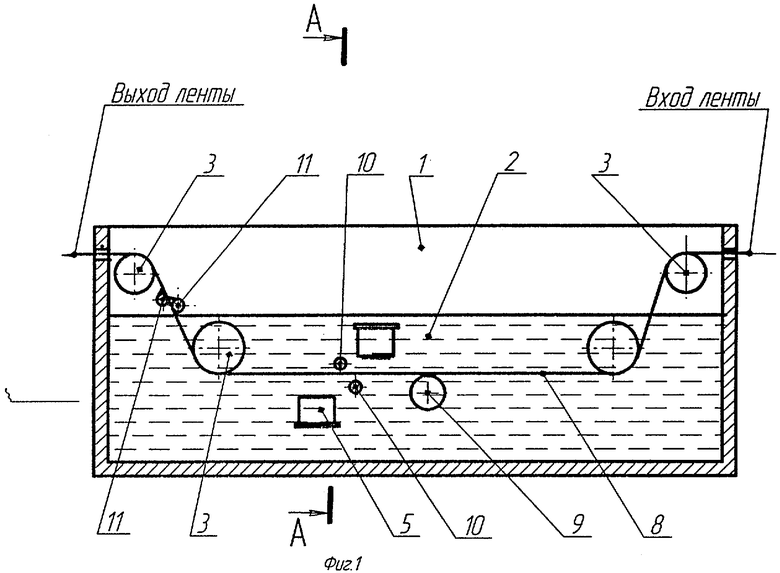
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ИЗДЕЛИЙ ТИПА ЛЕНТ (ВАРИАНТЫ) | 2001 |
|
RU2191641C1 |

