Изобретение относится к медицинскому оборудованию, в частности к устройствам для стерильной обработки шприцев и игл, и может найти широкое применение в различных медицинских учреждениях.
Известна установка для промывки медицинских инструментов и аппарат для мойки стерилизации и стерильного хранения хирургических инструментов, которые содержат ванны для моющих растворов, возбудители колебаний рабочей среды (инераторы ультразвука) и контейнеры для инструмента.
В аппарате для мойки, стерипиоашга и стерильного хранения хирургического инструмента имеются первичная ванна, предназначенная для промывки инструментов в . моющей жидкости с одновременной ультразвуковой очисткой;
вторичная ванна, в которой производится прополаскивание проточной водой инструмента и затем сушка его;
камера, в которой производится стерилизация вымытых пнструментов;
а также камера для стерильного хранения инструментов-.
Основным недостатком указанной конструкции яв.чяется то, что установка не пред назначена для промывки медицинских игл, не выполняет операций стерильной упакозки каждого комплекта инструмента, а передача контейнера с инструментом из одно ванны в другую и в камеру стерилизации производится , что снижЕшт чистоту обработанных инструментов.
Целью изобретения йвляется создание установки, в которой кюжно было бы обработать в автоматическом цикле медицинские инструменты, в частности шприны и иглы, с повышеннык качеством стерилизации, с герметичной упаковкой, причем достаточно большой производительности.
Для достижения поставленной цели установка оборудована устройствами для прокачки внутренних полостей игл, размещенными над ваннами ультразвуковой обработки и струйной npONibiBKii инструмента, и устройством для продувки каналов сжатым газом. Кроме того, за сушильной камерой размеш.ена мшлина д/ш герметической упаковки медицинского инструмента, которая
посредством перегрузочного устройства соединена с печью прокалки. Каждое транспортирующее устройство выполнено из нескольких контейнеров и снабжено сннхроиным приводом, который соединен мехаицчески через вал с ведущим звеном кождо го конвейера и исполнительными органами систем прокйчки и продувки.
Кассета-спутник-, на которую устанавливают шприцы и иглы, выпол ена в виде полуразрезанной вдоль оси втулки с закрепленными на ней зажимами. Устройство для прокачки внутренних полостей инструмента выполнено в виде коллектора с набором форсунок и клапана, закрепленного на кронштейне и включающегося посредством клинового механизма через рычажную систему от исполнительного механизма системы прокачки воды или продувки газа.
Установка работает в следующем технологическом режиме: замочка инструмента ультразвуковая обработка в моющем растворе - первая и вторая промывки - сушкаупаковка - прокалка в печи.
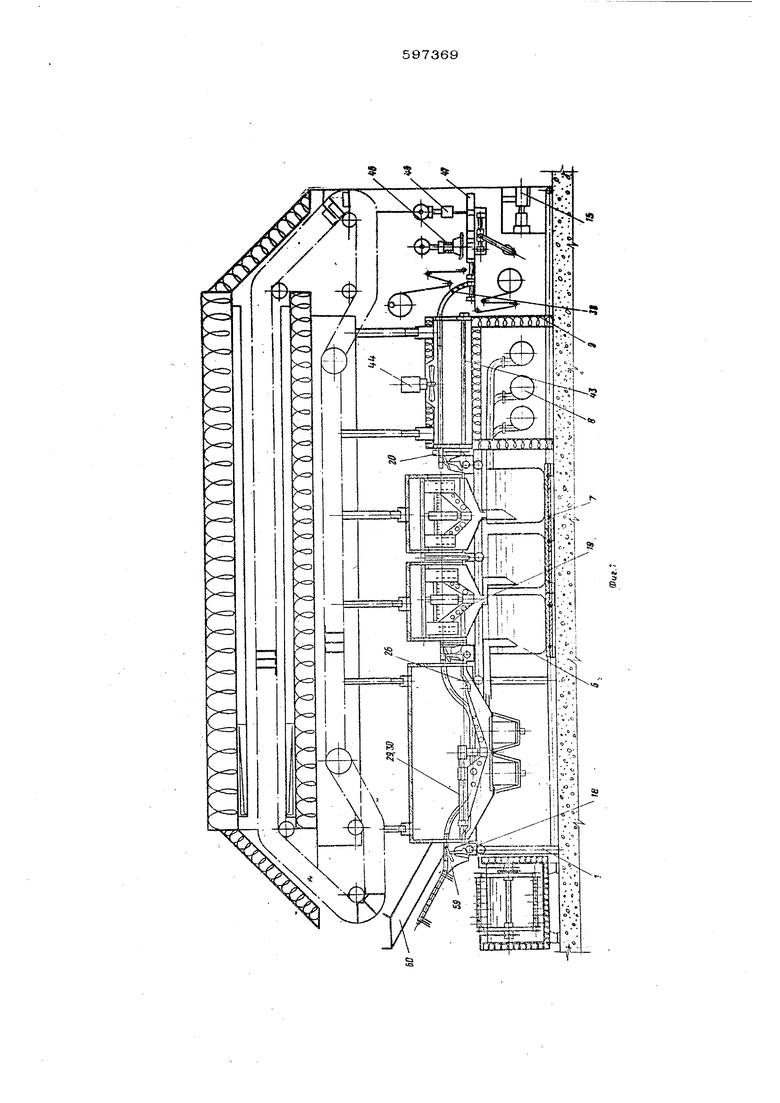
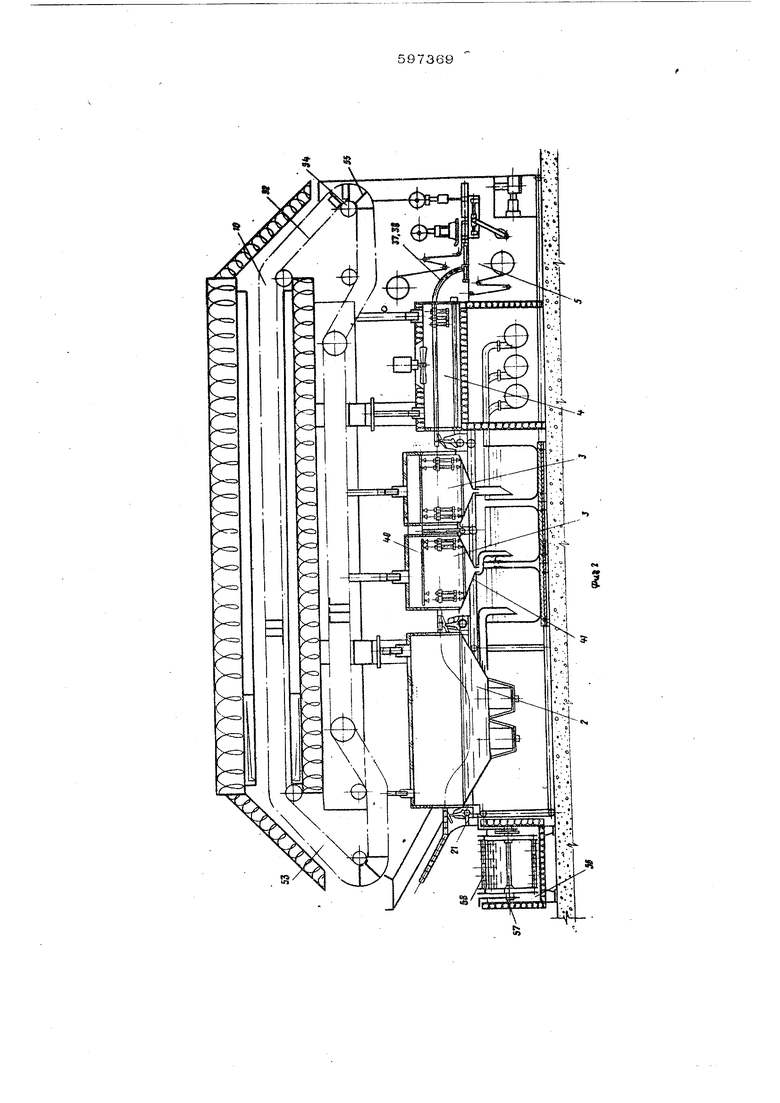
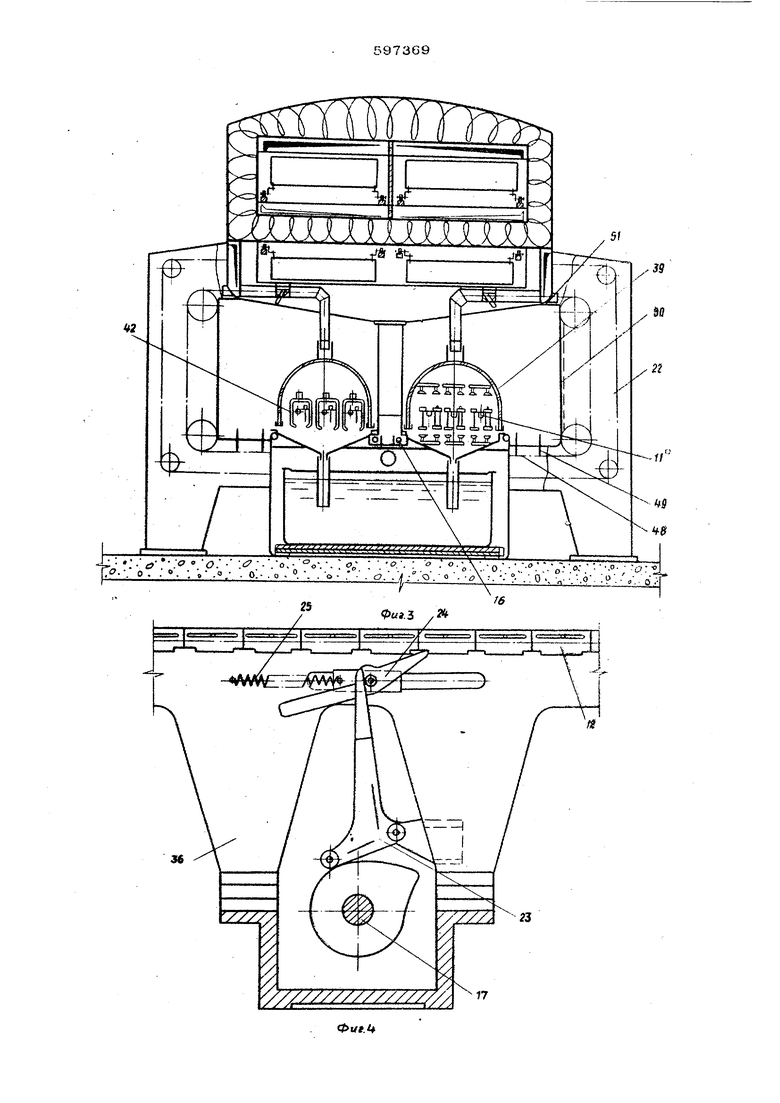
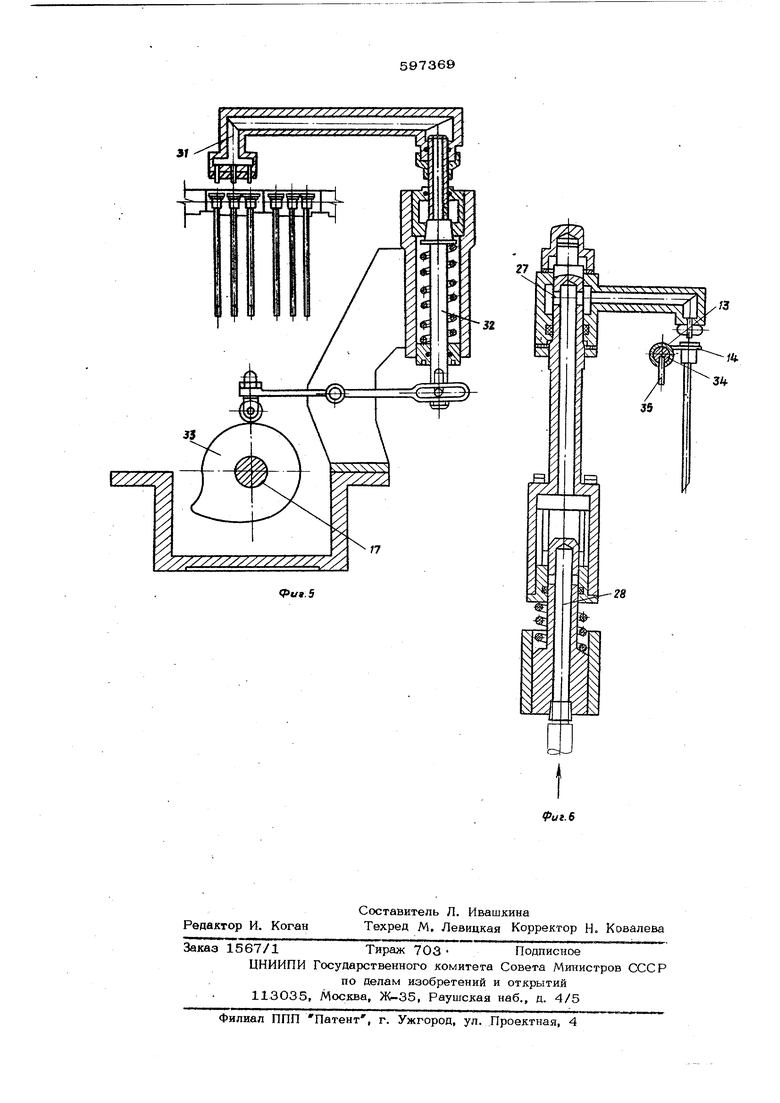
На фиг. 1 изображена предлагаемая установка в продольном разрезе по линии обработки игл; на фиг. 2 - то же, продольный разрез по линии обработки шприцев; на фиг, 3 установка в поперечном разрезе; на фиг. 4 - механизм перемешемия изделий; на фиг. 5 - устройство для прокачки внутренних каналов игл; на фиг. 6 устройство для продувки внутренних каналов.
На общей силовой раме 1 установлено два ряда одинакового оборудования: ультразвуковые .ванны 2, камеры 3 струйной промывки, сушильные камеры 4 и упаковочные машины 5. Под этим оборудованием размещены три ванны-емкости 6, установленные на нагревательных плитах 1,, и шесть насосов 8, заключенных в звукопонижающий кожух 9. Печь 10 для прокашси располагается вверху над всем оборудованием и опирается на раму 1
Над ультразвуковыми ваннамк в каме pax струйной промывки и сушки проходит трасса конвейера 11, пО которой перемещаются изделия, закрепленные на кассетеспутнике 12, причем для большей производительности в каждом ряду оборудования установлено по три трассы так, что изде ЛИЯ могут перемещаться по линии одновременно в шесть потоков.
Кассета-спутник представляет собой полую разрезанную вдоль оси втушсу 13 с зажимймй 14с Все спуптки имеют одинаковые рвзмеры по длина и по внутреннему диаметру втулки, разпичеются только зажимами. На кассете-сиутнпке может быть закреглен один разобраги.ый нв поршень и колбу шприц или набор игл для инъекций.
Линия оснащ.эется двумя независимыми друг от друга приводными механизмами 15, которые установлен;: на раме 1 и г редназначены для передвт движения изделиям и всем механизма в каждом ряду оборудования Вдоль кажцего ряда оборудования проходит вал ISj от которого перпендикулярно ему отходят три кулачковых вала 17, посредством которых движение передается к механизмам 18 перемещения изделий, к устройствам для щ окачкн (19) и продувки (20) изде/шй. От вала 16 движение передается также на конвейер печи 10, на механизм упаковочной машины 5, на привод конвейера ванны замочки 21 и на конвейер 22, который подает изделия к печи.
Механизм перемешения изделий представляет собой рычажную систему 23, которая приводится в движение от кулачка с вала 17 и перемешает тягу 24 на длину спутника-кассеты 12. Пружина 25 служит для возврата тяги в исходное положение.
Устройства 19 для прокачки внутренних полостей устанавл 1ваюгся над ультразвуковой ванной 2 и в камерах 3 первой и второй струйных промывок изделий вдоль тех трасс, на которых будут обрабатываться изделия, имеющие внутренние полости, например иглы для инъекций.
Устройства для прокачки располагаются над ультразвуковой ванной и крепгятся с помощью кронштейнов 26 к силовой раме 1. Каждое из них выполнено в виде распредеш1тельного устройства, состоящего из коллектора 27 с набором форсунок и клапана 28, включающегося посредством клинового механизма 29 и рычажной системы ЗО от кулач1са на валу 17 к соединенного с напорным патрубком соответствующего насоса 8 для прокачки.
Устройство 2О для продувки внутренних , полостей устанавливается перед сушильной камерой, по конструкции оно представ шет также распределительное устройство, состоящее из коллектора 31 и клапана 32, включающегося от кулачка 33 на валу 17 и соединенного с баллоном со сжатым газом.
Трасса конвейера 11 выполнена в виде прутка 34 такого сечения, который соответствует внутреннему диаметру кассеты-спут . пика 12, со шпоу1кой 35, которая удерживает ifaaejwe от проворачивания на трассе. Трасса 11 кронштейнами 36 закрепляется на силовой раме 1. После сушильной камрры трасса 11 имеет участо;: 37, который выполнен по радиусу и снабжен пружинами 38, которые удерживают изделие от соскальзывания. Трасса имеет спуск в ультразвуковую ванну 2.
Ультразвуковые ванны 2 снабжены мат нитострикинонными преобразователями 39 и соединены с напорным патрубком соответствующего насоса 8 и с соответствующей ванной-емкостью 6. Камеры 3 струйной промывки представляют собой замкнутый кожух, внутри которого проходит трасса 11 ,а сверху и снизу ее располагаются форсунки 4О, которые соединены с напорным патрубком соответствующего насоса 8. Поддон 41 соединен с соответствующей ванной-емкостью 6.
При обработке изделий, имеющих внутреннюю полость,; форсунки 42 располагают кя по контуру изделия до и после устройства для прокачки внутренних полостей.
Сушильные камеры 4 представляют собой проходные циркуляционные камеры, оснашенные ТЭНами 43 и вентилятором 44. Упаковочные машины 5 оснащены сварочной головкой 45, ножом 46 для разрезания пленки и .механизмом 47 протя ски пленки.
Конвейер 22 перегрузки изделий в печь имеет ленту 48, оснащенную щетками 49, кожухБм 50 и загрузочной тележкой 51.
Печь для прокалки упакованных изделий представляет собой проходную конвейерную печь циркуляционного типа, причем окна загрузки (52) И выгрузки (53) расположены снизу печи. Конвейер 54 печи оснащен, специальными пластинами 55, которые осуществляют транспортировку изделий.
Установка оснащается также ванной 56 для замочки изделий, внутри которой расположены два конвейера 57, имеющих привод от валов 16, т. е. работающих син-Хронно со всеми механизмами линии. Конвейеры оснащены оправками 58. Над ванной 56 для замочки располагается механизм 59 для загрузки изделий. Печь прокалки имеет склиз 60.
Изделия, закрепленные на спутнике-кассете 12, собираю5х:я партиями на оправках 58 и загружаются на конвейер 57 ванны 56 для заиочки. По истечении времешг замочки оправки вручную устанав/шваются в гнездо механизма загрузки 59 под углом к .трассе конвейера 11. Под действием собственного веса изделия перемещаются к первому механизму 18 перемещения изделий. При этом тяга 24 попадает в выступ кассеты-спутника 12. Под действием кулачка с вала 17 через рычажную систему 23 изделие перемещается на одну позицию. Находясь на трассе 11 конвейера, изделия попадают в ультразвуковую ванну, причем
если на трассе производится мойка изделий с внутренней полостью, то в тот момент, когда изделия стоят на позиции, кулачок на валу 17 воздействует через рычажную систему ЗО на клиновой механизм 29, коллектор 31 поджимается к выходным отверстиям внутренних полостей, а клапан 32
0 перепускает раствор через внутренние полости изделий.
В момент перемещения изделий коллектор 31 поднимается над изделиями, а клапан 32 перекрывает отверстие для выхода
5 раствора.
После ультразвуковой ванны изделия с помощью второго механизма перемещения проталкиваются через камеры первой и второй струйньрс промывок, причем соответст0вующие насосы 8 забирают раствор из соответствующих ванн-емкостей 6 и подают к, форсункам 40 или к устройствам для прокачки внутренних полостей.
Из поддона 41 раствор сливается в соответствующую ванну-емкссть. После первой и второй промывки изделия сущатся в сушильных камерах 4, при этом при обработке изделий внутренними полостями последние продувают сжатым газом с пси-
мощью устройства 2О для продувки.
Из сушильной камеры изделия перегружаются иа нижнюю пленку упаковочной машины 5, закрываются верхней пленкой. Затем пленки свариваются с помощью сва-i
5 рочной головки 45.
Транспортировка изделий по упаковочной Машине и перегрузка на конвейер 22 производится с помощью механизма протяжки пле1жи 47. Когда готовый упакованный
0 пакет лежит на ленте 48 конвейера 22, срабатывает нож 46. Отдельные пакеты на леНте 48 и щетках 49 перемещаются вверх к печи. Загрузочная тележка переталкивает пакет на конвейер 54 печи.
5
При движении KOHBeiiepa пластины 55 занимают вертикальное положение. Соответственно так транспортируются через печь и пакеты. В печи производится прокалка изделий горячим воздухом. При выходе из
0 печи пластины 55 переворачиваются и пакеты соскальзывают на склиз 60, по которому перемещаются к сортировочному ствопу.
Формула изобретения
1. Установка для стерилизации медицинского инструмента, например шприцев и игл, содержащая ванны для замочки, ультразвуковой обработки и промывки, камеру сушки и транспортирующие устройства, отличающаяся тем, что, с цепью повышения качества промьтки н стерилизации, в нее введены укрепленные над ваннамц ультразвуковой обработки и промьгвки устройства для прокачки внутренних полостей инструментов моющей жидкостью, устройство для продувки внутренних полостей сжатым воздухом (азотом), смонтированное перед камерой сушки, установленная за последней мшиина для герметишой упаковки инетпументсж в пленку и печь прокалки, соединенная с машиной для герметичной упаковки с помощью перегрузочного устройства
3. Установка по п. 1, отличающая с я тем, что каждое гранспортируюшее устройство представляет собой конвейер с приспособлениями для крепления инструмента, выполненными в виде полуразреаанной вдоль оси втулки с зажимами.
3. Установка по п. 1, о т л и я а юш а я с я тем, что устройства для прокачки внутренних полостей инструмента моющей жидкостью и продувки их сжатым воздухом состоят из коллектора с набором форкунок и клапана с клиновым механизмом для его включения.
.ef-.y o: f7g.. 0. . 0. : ..°.I
23
f7 f(,f,t,f f fff/f44 .y-.o.-°,:-.o; : -.o.-. -. -o . . -Д;.- o.-. -. .. o.- -. .,o. . tl . oi-. 0. °. . . о . . c7.. ,f,-°.o.- 0- -A-- ° . 0. „. .0,:0.. „, о7T ..i.:

| название | год | авторы | номер документа |
|---|---|---|---|
| Моечно-сушильный агрегат для очистки блока цилиндров двигателя внутреннего сгорания | 1979 |
|
SU885855A1 |
| СПОСОБ ОЧИСТКИ И УПАКОВКИ СКАРИФИКАТОРОВ | 1997 |
|
RU2111767C1 |
| Устройство пьезоэлектрическое для ультразвуковой очистки авиационных и фильтроэлементов и фильтродисков и способ очистки с его использованием | 2015 |
|
RU2621801C1 |
| Установка для мойки и обезжиривания изделий | 1986 |
|
SU1416216A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2024335C1 |
| УСТРОЙСТВО ПЬЕЗОЭЛЕКТРИЧЕСКОЕ ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ АВИАЦИОННЫХ ФИЛЬТРОЭЛЕМЕНТОВ И ФИЛЬТРОПАКЕТОВ | 2003 |
|
RU2262995C2 |
| Установка для очистки изделий | 1987 |
|
SU1458032A1 |
| УЛБТРАЗВУКОВАЯ УСТАНОВКА ДЛЯ МОЙКИ ТРОЛЛЕИ И РАЗНОГ | 1966 |
|
SU184541A1 |
| Установка для мойки изделий | 1988 |
|
SU1547874A1 |
| Установка для промывки коленчатых валов | 1988 |
|
SU1560331A1 |