Изобретение относится к производству нагревателей.
Известен «Способ изготовления высокотемпературных нагревателей на основе дисилицида молибдена», патент России №2184169, автор Новохацкий И.В.
Данный способ включает в себя приготовление шихты и синтез в режиме горения, при этом для приготовления шихты используют стехиометрическую смесь порошков MoO3 и Si с добавлением стехиометрической системы порошков MoOи Si, причем количество стехиометрической смеси порошков MoO3 и Si определяют по формуле К=Qпот/22790,234+63,459, где Qпот - тепловые потери процесса горения шихты, при этом количество стехиометрической смеси порошков MoOи Si равно 100-К, после синтеза жидкий дисилицид молибдена заливают в форму и охлаждают. Способ, согласно изобретению, позволяет обойтись без сложного оборудования, получать нагреватели переменного сечения и сложной криволинейной формы, повысить плотность материала нагревателей.
В процессе изготовления высокотемпературных нагревателей на основе дисилицида молибдена по описанному выше способу неизбежно возникают отходы дисилицида молибдена вследствие дефектов литья, брызг, всплесков и т.д. Отходы дисилицида молибдена возникают и в процессе эксплуатации нагревателей вследствие износа и т.п.
Недостатком вышеописанного способа является невозможность повысить электросопротивление материала, из которого изготовлены нагреватели.
Известен также второй способ изготовления нагревателей на основе дисилицида молибдена, заявленный в патенте США US 6130410, опубл. 10.10.2000 года.
Реферат этого патента США гласит: "Этот керамический нагреватель увеличивается в насыпной плотности и уменьшается в себестоимости за счет использования неспекаемой смеси, а также неспекаемого наполнителя, составляющего засыпку в защитной трубке без применения к этому насыпного давления, что позволяет защитить нагревательный элемент от износа (разрушения). В этом керамическом нагревателе нагревательный элемент, способный нагреваться проходящим электрическим током, расположен в защитной трубке, которая наполняется неспекаемой смесью. В неспекаемой смеси неорганические составляющие части расположенны между изоляционными частичками. В этом керамическом нагревателе нагревательный элемент фиксируется к внутренней поверхности стены защитной трубки слоем жаропрочного стекла. Слой жаропрочного стекла частично проникает (пропитывает) в неспекаемую смесь. Открытый конец части защитной трубки герметически заклеевается жаропрочным клеющим веществом, которое позволяет расшириться питающим электропроводам из конца части защитной трубки".
Недостатком второго способа является то, что в нем для защиты нагревателя, сделанного из дисилицида молибдена, используют герметизацию, защитную трубку из плотной керамики, элементы конструкции из жаропрочного стекла и специальное жаропрочное клеящее вещество, что усложняет способ изготовления порошкового нагревателя на основе дисилицида молибдена, в то время как дисилицид молибдена имеет собственную защиту в виде слоя окиси кремния, образующегося на поверхности дисилицида молибдена при нагреве и защищающего дисилицид молибдена от дальнейшего окисления. Этот недостаток усложняет регулирование электросопротивления порошкового нагревателя во время эксплуатации, так как порошковый нагреватель становится недоступным.
Недостатком способа описанного вторым является то, что в нем не находит применения порошок с высоким электросопротивлением, получаемый размолом шлака, образующегося при синтезе дисилицида молибдена и порошок дисилицида молибдена, получаемого размолом отходов литых нагревателей на основе дисилицида молибдена.
Общим недостатком описанных в уровне техники способов является сложность регулирования электросопротивления нагревателя в процессе эксплуатации.
Задача, на решение которой направлено данное предполагаемое изобретение, заключается в создании способа изготовления порошковых нагревателей на основе дисилицида молибдена, дающего возможность использовать отходы изготовления и эксплуатации литых нагревателей на основе дисилицида молибдена, а также дающего возможность повышать электросопротивление материала, из которого изготовлены нагреватели и регулировать электросопротивление нагревателей в сторону повышения или понижения электросопротивления нагревателей в процессе эксплуатации, а также дающего возможность не спекаться и, как частный случай использования, спекаться материалу, из которого изготовлены нагреватели, а также дающего возможность повышать плотность порошкового нагревателя за счет утрамбовывания смеси порошков и позволяющего обойтись без сложного оборудования, а также дающего возможность изготавливать порошковые нагреватели любого удобного профиля и сечения.
Сущность данного изобретения заключается в том, что дисилицид молибдена, например отходы, образующиеся при изготовлении и эксплуатации литых нагревателей на основе дисилицида молибдена, размалываются в порошок, в который для повышения электросопротивления материала нагревателя добавляется порошок какого-нибудь огнеупорного материала с высоким электросопротивлением, например шлак, образующийся при синтезе в режиме горения дисилицида молибдена при изготовлении литых нагревателей, размолотый в порошок или порошок оксида алюминия и т.п., что дает возможность решить задачу использования отходов изготовления и эксплуатации литых нагревателей на основе дисилицида молибдена.
Количество добавки порошка огнеупорного материала с высоким электросопротивлением определяется опытным путем до достижения необходимой величины электросопротивления материала нагревателей, что дает возможность решить задачу повышения электросопротивления материала, из которого изготовлены нагреватели.
Возможность регулировать процессом спекания или неспекания материала нагревателей достигается путем подбора материала добавки огнеупорного материала с высоким электросопротивлением материала, из которого изготовлена фасонная канавка, а также при помощи рабочей температуры нагревателя, что дает возможность решить задачу не спекаться и, как частный случай использования, спекаться материалу, из которого изготовлены нагреватели, а также возможность решить задачу регулирования электросопротивления материала нагревателя в процессе эксплуатации.
Если температура плавления добавки огнеупорного материала с высоким электросопротивлением будет ниже температуры, при которой будет работать данный нагреватель, то произойдет спекание частиц порошка, если же температура плавления добавки огнеупорного материала с высоким электросопротивлением будет выше температуры, при которой будет работать данный нагреватель, и этот материал не дает легкоплавких при рабочей температуре соединений с оксидом кремния, образующихся при окислении дисилицида молибдена, то спекания частиц порошка не произойдет. Если материал добавки огнеупорного материала с высоким электросопротивлением дает легко-плавкие при рабочей температуре соединения с материалом, из которого изготовлена фасонная канавка, то спекание частиц порошка будет происходить вдоль поверхности контакта материала нагревателя с материалом фасонной канавки.
Также добиться спекания порошка можно при длительной работе нагревателя при температуре, большей 1700°С, за счет оксида кремния, образующегося при окислении дисилицида молибдена.
Полученная смесь порошков засыпается в фасонную канавку (например, см. чертеж), в концы канавки вводятся контакты из огнеупорного материала с меньшим, чем у полученной смеси порошков электросопротивлением, например литые, на основе дисилицида молибдена, и смесь утрамбовывается, что дает возможность решить задачу повышения плотности порошкового нагревателя за счет утрамбовывания смеси порошков.
Теперь, если к введенным в порошок контактам подать электрический ток, то, проходя через порошок, он будет выделять тепло, пропорциональное электросопротивлению порошка.
Фасонные канавки могут иметь любой удобный профиль, сечение, могут быть прямолинейными или криволинейными, а также винтовыми, подобно винтовым лестницам, что дает возможность решить задачу изготовления порошковых нагревателей любого удобного профиля и сечения.
Фасонные канавки могут иметь любой удобный профиль, сечение и т.п., перечисленные выше, и изготавливаются формовкой из огнеупорного материала с высоким электросопротивлением, с температурами плавления и размягчения выше температуры, при которой будет работать данный нагреватель, и могут быть керамическими или фарфоровыми.
Способы изготовления фасонных изделий из огнеупорных материалов с высоким электросопротивлением хорошо отработаны и известны. Фасонные изделия из керамики и фарфора, огнеупорные и с высоким сопротивлением, давно нашли широкое применение в технике при производстве электрических печей, электротехнике и других производствах.
Данный способ позволяет изготавливать нагреватели на основе дисилицида молибдена, например, из отходов изготовления и эксплуатации литых нагревателей на основе дисилицида молибдена, повышать электросопротивление материала нагревателей, что позволяет упростить электрическую схему при их использовании. Например, подбирая оптимальное сопротивление нагревателей электропечи, можно отказаться от использования электротрансформаторов, так как электросопротивление дисилицида молибдена мало и при использовании литых нагревателей, как правило, нужно понижать напряжение.
Порошковые нагреватели очень удобны в эксплуатации, так как регулировать их сопротивление очень просто, достаточно либо добавить, либо убрать какое-то количество порошка до достижения оптимального электросопротивления, причем убирать можно столько, что остается лишь корочка материала нагревателя, спеченного вдоль поверхности контакта материала нагревателя с материалом фасонной канавки, что дает возможность решить задачу регулирования электросопротивления нагревателей в сторону повышения или понижения электросопротивления нагревателей в процессе эксплуатации.
На чертеже изображена фасонная канавка (1) с засыпанным в нее порошковым нагревателем (2) и также показаны контакты (3), литые из дисилицида молибдена, введенные в порошок.
Процесс изготовления нагревателей состоит из следующих этапов.
1) Дисилицид молибдена, например отходы дисилицида молибдена, образующиеся при изготовлении и эксплуатации литых нагревателей на основе дисилицида молибдена, размалываются в порошок.
2) В полученный таким образом порошок для повышения электросопротивления добавляется порошок огнеупорного материала с высоким сопротивлением, и полученная смесь тщательно перемешивается.
3) Изготовляются контакты, например, литые из дисилицида молибдена по способу, описанному выше в разделе "Уровень техники".
4) Изготовляются подходящая фасонная канавка, например, керамическая:
5) Полученная смесь порошков засыпается в фасонную канавку, в концы канавки вводятся контакты, и смесь порошков утрамбовывается.
Как пример изготовления по предложенному способу без применения сложного оборудования порошковых нагревателей и для подтверждения возможности осуществления предлагаемого изобретения, в данном описании приводятся результаты опытных испытаний технологии изготовления порошковых нагревателей, разработанной на основе заявленного в данном изобретении способа. В данных опытных испытаниях порошковые нагреватели с разным сопротивлением изготавливались на основе принятой в данных опытных испытаниях в качестве базовой одинаковой для всех порошковых нагревателей фасонной S-образной канавки с длиной криволинейной канавки, равной 500 мм.
Фасонная S-образная канавка изготавливалась без применения сложного оборудования в простом (без разъемов) деревянном стержневом ящике из смеси состава: огнеупорный песок 92% мас. и связующее - жидкое стекло 8% мас. Смесь перемешивалась вручную в связи с малыми потребностями в объемах смеси, и сушка производилась в низкотемпературном лабораторном сушиле при 80°С в течение 1 часа с последующей выдержкой на воздухе до остывания. Сечение канавки у данной S-образной канавки было выбрано квадратным 20×20 мм. Таким образом можно изготавливать фасонные канавки разнообразного профиля и сечения.
Для изготовления нагревателей использовались размолотые в порошок с размером частиц примерно 100-500 мкм отходы дисилицида молибдена, образующиеся при изготовлении литых нагревателей на основе дисилицида молибдена, в частности использовался брак литья. Также для изготовления нагревателей использовался размолотый в порошок шлак, образующийся при синтезе в режиме горения дисилицида молибдена при производстве литых нагревателей. Размер частиц размолотого шлака также был примерно 100-500 мкм. Простоте размола способствует высокая хрупкость дисилицида молибдена и шлака. Размол быстро и довольно легко производился простейшим ударным методом в лабораторной стальной ступке стальным пестиком. Скорость размола достигала около 100 кг/ч.
В процессе данных опытных испытаний была практически проверена возможность повышения электросопротивления материала нагревателя. На первом этапе методом подбора количества добавки порошка шлака было изготовлено девять нагревателей с разным электросопротивлением: три с сопротивлением 10 Ом, три с сопротивлением 20 Ом и три с сопротивлением 80 Ом. Замер электросопротивления производился лабораторным мметром, порошки перемешивались в лабораторном барабанном настольном смесителе, а контакты, введенные в концы канавки, были изготовлены из кусочков литых нагревателей из дисилицида молибдена, при этом использовался бой литых нагревателей из дисилицида молибдена.
Подбор количества добавки шлака у первого порошкового нагревателя производился следующим образом: в фасонную S-образную канавку до половины высоты засыпался вышеуказанный порошок дисилицида молибдена. Затем из этой канавки он аккуратно высыпался и взвешивался на лабораторных рычажных весах с точностью до 0,1 грамма. Затем в данный порошок добавлялся в количестве 0,50 % мас. порошок шлака и полученная перемешанная смесь засыпалась опять в канавку, утрамбовывалась ручной трамбовкой, которая обычно используется для формовки стержней и мметром замерялась величина электросопротивления. Затем из S-образной канавки порошковый нагреватель аккуратно высыпался, в него производилась добавка очередной порции 0,5 % мас. порошка шлака от первоначального количества порошка дисилицида молибдена. И так до достижения желаемого электросопротивления. При этом строилась кривая зависимости электросопротивления от количества добавки порошка шлака для облегчения подбора при изготовлении следующих нагревателей. Последующие нагреватели изготавливались внесением добавки порошка шлака на 10% меньшей, чем требуется по вышеупомянутой кривой и затем одно- или двухразовым подбором добавки порошка шлака достигался оптимальный уровень электросопротивления. Опытные испытания подтвердили важность утрамбовки смеси порошков в порошковом электронагревателе, так как по мере трамбовки сопротивление нагревателя падает и по достижении максимальной плотности трамбовки стабилизируется и больше не меняется и перемещение нагревателя, неосторожное и т.п. давление на его поверхность, вибрация в процессе эксплуатации не приведет к неожиданому росту проводимости и увеличению мощности нагревателя. К тому же, при трамбовке уменьшаются пористость, газовая проницаемость и площадь контакта дисилицида молибдена с воздухом. Для опытных испытаний, изготовленных таким образом нагревателей в режиме нагрева на втором этапе, была изготовлена опытная печь с размерами внутреннего пространства: высота - 150 мм; ширина - 400 мм; длина - 500 мм таким образом, чтобы в нее свободно вставала вышеупомянутая S-образная канавка с порошковым нагревателем. Печь была снабжена хромель-алюмелевой термопарой для измерения температур до 1200°C и прибором для измерения температур в интервале 1200-1900°C. Нагреватель подключался к сети 220 B. B электроцепь для исключения замыкания включался автомат на 35 А, корпус печи изготавливался из стали и заземлялся. Печь футеровалась пеношамотом.
В процессе второго этапа этих опытных испытаний определялась оптимальная температура для спекания порошкового нагревателя и температура начала спекания порошкового нагреваталя, а также производилась регулировка электросопротивления нагревателей в сторону повышения или понижения электросопротивления порошковых нагревателей в процессе эксплуатации.
Мною было установлено, что, начиная с 1650°С, начинается процесс спекания частиц порошка нагревателя о сопротивлением 10 Ом. Полное спекание порошкового нагревателя с сопротивлением 10 Ом достигается при температуре 1700°С за час работы порошкового нагревателя, при этом после спекания сопротивление нагревателя повышается на 5-10% при использовании в порошковом нагревателе порошка шлака, образующегося при синтезе в режиме горения дисилицида молибдена при изготовлении литых нагревателей на основе дисилицида молибдена.
Таким образом, спеканием нагревателя также можно регулировать электросопротивление материала нагревателя.
Спеченные нагреватели демонстрируют стабильное электросопротивление в интервале 500-1500°С при 48-часовой непрерывной работе и их сопротивление также можно легко регулировать в сторону уменьшения электросопротивления добавкой порошка на поверхность нагревателя с последующим спеканием или неспеканием, по желанию.
На этом втором этапе этих опытных испытаний мною также была опробована регулировка электросопротивления нагревателя путем добавки порошка и путем убирания порошка. Так, сопротивление неспеченного персикового нагревателя в 80 Ом легко понижалось до 40 Ом и далее до 20 Ом добавкой пропорционально снижению электросопротивления порошка смеси того же состава, что и у порошкового нагревателя в 80 Ом, и сопротивление порошкового неспеченного нагревателя в 20 Ом легко повышалось до 40 Ом и далее до 80 Ом путем убирания пропорционально росту сопротивления количества порошка.
На третьем этапе этих опытных испытаний я практически проверил возможность восстановления желаемого электросопротивления порошкового нагревателя после 48-часовой непрерывной работы порошкового нагревателя с сопротивлением 20 Ом при 1200°С.
Так, неспеченные порошковые нагреватели в 20 Ом после 48-часовой непрерывной работы демонстрируют рост сопротивления на 2-5% вследствие износа.
Устранение последствий износа и восстановление желаемого электросопротивления неспеченных порошковых нагревателей достигалось двумя способами: 1) в порошок изношенного нагревателя добавлялся порошок дисилицида молибдена до достижения желаемого электросопротивления порошкового нагревателя; 2) к порошку изношенного нагревателя добавлялся порошок первоначального состава этого порошкового нагревателя пропорционально росту сопротивления при износе. Оба опробованных способа позволяют легко устранить последствия износа порошкового нагревателя, выполненного согласно данному изобретению.
В целом, опытные испытания показали, что порошковые нагреватели, изготовленные по технологии, разработанной на основе заявленного в данном предлагаемом изобретении способа, позволяют добиться поставленных в задаче, на решение которой направлено данное изобретение, условий и, таким образом, нужный технический результат предлагаемого изобретения достигается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ НАГРЕВАТЕЛЕЙ НА ОСНОВЕ ДИСИЛИЦИДА МОЛИБДЕНА | 1999 |
|
RU2184169C2 |
| Шихта для получения композиционного материала на основе дисилицида молибдена | 2023 |
|
RU2818057C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ДИСИЛИЦИДА МОЛИБДЕНА | 2024 |
|
RU2824645C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ НАГРЕВАТЕЛЕЙ ИЗ ДИСИЛИЦИДА МОЛИБДЕНА | 1972 |
|
SU428856A1 |
| КОНСТРУКЦИЯ СВАРОЧНОГО АППАРАТА-РЕЗАКА С ФУНКЦИЕЙ НАПЫЛЕНИЯ | 2003 |
|
RU2252119C2 |
| Металлокерамический материал для изготовления электронагревателей | 1980 |
|
SU928672A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТОГО ДИСИЛИЦИДА МОЛИБДЕНА В РЕЖИМЕ ГОРЕНИЯ | 2008 |
|
RU2367702C1 |
| ЭКЗОТЕРМИЧЕСКИЙ СВАРОЧНЫЙ СТЕРЖЕНЬ | 1997 |
|
RU2169066C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБЫЛЬНОЙ ЧАСТИ ЛИТЕЙНОЙ ФОРМЫ | 1996 |
|
RU2108893C1 |
| СПОСОБ ПРОИЗВОДСТВА РАСПЫЛЯЕМЫХ МИШЕНЕЙ ИЗ ЛИТЫХ ДИСИЛИЦИДОВ ТУГОПЛАВКИХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2356964C1 |
Изобретение относится к порошковой металлургии, в частности к производству нагревателей. Способ изготовления нагревателей из материала на основе дисилицида молибдена включает приготовление смеси порошков дисилицида молибдена и огнеупорного материала с высоким электросопротивлением, полученного из шлака, образующегося при синтезе дисилицида молибдена. Порошок огнеупорного материала вводят в количестве, необходимом для достижения требуемой величины электросопротивления материала нагревателя. Смесь размещают в фасонной канавке, изготовленной из материала с температурами плавления и размягчения выше рабочей температуры нагревателя, и утрамбовывают. Техническим результатом является повышение электросопротивления и возможность его регулирования. 5 з.п. ф-лы, 1 ил.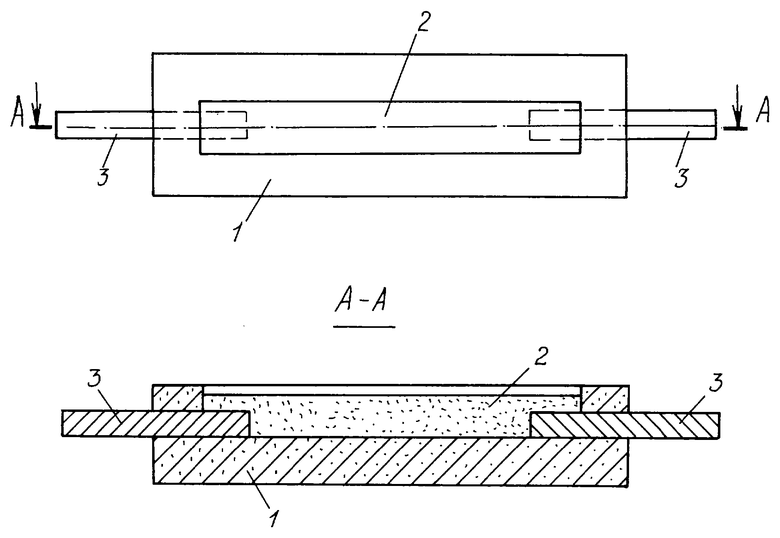
| US 6130410 А, 10.10.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ НАГРЕВАТЕЛЕЙ НА ОСНОВЕ ДИСИЛИЦИДА МОЛИБДЕНА | 1999 |
|
RU2184169C2 |
| Металлокерамический материал для изготовления электронагревателей | 1980 |
|
SU928672A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

