Изобретение относится к области неразрушающего контроля изделий акустическими методами и может найти применение для контроля качества труб, например насосно-компрессорных труб (входной контроль, плановый контроль на промысле).
Известна система контроля насосно-компрессорных труб и муфт "Уран-2000М" [1].
В состав системы входят:
- измерительный контроллер;
- датчик контроля группы прочности трубы;
- датчик контроля группы прочности муфты;
- комплект датчиков дефектоскопии;
- датчик толщинометрии;
- блок обработки сигналов;
- контроллер устройства индикации;
- рабочий стол контролера со встроенным пультом управления и индикацией (монитором);
- монитор устройства индикации;
- программное обеспечение;
- комплект рабочих образцов;
- прибор "Spectrotest F".
Система определяет механические свойства, толщину, химический состав и дефектность труб.
Контроль на дефекты производится в постоянном магнитном поле, контроль на механические свойства и толщину - в переменном магнитном поле. Во время контроля труба перемещается с помощью транспортного устройства через 32 датчика.
Недостаток известной системы [1] в ее сложности и способности работать только в стационарных условиях.
Известно устройство для контроля длинномерных изделий [2]. Устройство содержит механизм для создания одиночного ударного импульса в контролируемом изделии, последовательно соединенные датчик ускорения, усилитель и анализатор спектра.
Ударный импульс в виде волны напряжения распространяется по изделию, многократно отражаясь от свободных краев изделия. Волны напряжения, прошедшие через изделие, принимаются датчиком ускорения, сигналы с выхода которого усиливаются усилителем и поступают на вход анализатора спектра, на выходе которого получают ударный спектр в виде нормированной временной функции.
Устройство [2] обеспечивает выявление неоднородностей структуры в материале длинномерных изделий путем определения спектра первой волны, возникшей в изделии в результате ударного импульса, определения его интегральной оценки и деления на нее интегральных оценок спектра последующих волн, возникших в результате многократного отражения в изделии.
Устройство [2] наиболее близко к предлагаемому и поэтому выбрано нами за прототип.
К сожалению, устройство [2] дает недостаточно достоверные результаты.
С целью увеличения достоверности дефектоскопии труб нами предлагается устройство акустического контроля труб и способ его применения. Устройство содержит два ударника, датчик и анализатор спектра, отличается от известного тем, что оно дополнительно содержит блок управления и три активные опоры, в одну из которых встроен датчик с анализатором спектра и блоком питания, а в две другие - пьезоэлектрические ударники с блоками питания, при этом опоры, представляющие ударники с блоками питания, расположены на концах трубы симметрично относительно опоры, содержащей датчик с анализатором спектра.
На фиг.1 представлена структурная схема устройства, на фиг.2 и 3 - спектры частот собственных колебаний насосно-компрессорной трубы без дефектов и с трещинами соответственно.
Устройство акустического контроля труб содержит три активные опоры 2, 3, 4 и блок управления 5 (см. фиг.1). В опору 2 вмонтирован приемник акустических колебаний с анализатором спектра, а в опоры 3, 4 - пьезоэлектрические ударники. Опоры 3 и 4 расположены на концах трубы симметрично относительно опоры 2. Приемник акустических колебаний 2, пьезоэлектрические ударники 3, 4 и блок управления 5 могут быть соединены между собой радиосвязью.
Устройство работает следующим образом. Трубу 1 помещают на активные опоры таким образом, чтобы датчик 2 находился симметрично относительно ударников 3 и 4, располагаемых на концах трубы. Возбуждают с помощью блока управления 5 колебания трубы одновременным ударом в двух симметрично расположенных относительно датчика 2 точках 3 и 4, а о качестве трубы судят по характеру информативных параметров спектра возникающих при этом свободных затухающих колебаний.
Наличие двух источников волн и интерференция последних усиливает эффект и повышает достоверность выявления дефектов.
Достоинством устройства является возможность его использования не только в стационарных условиях на ремонтных базах, но и в полевых условиях непосредственно на промысле.
Пример.
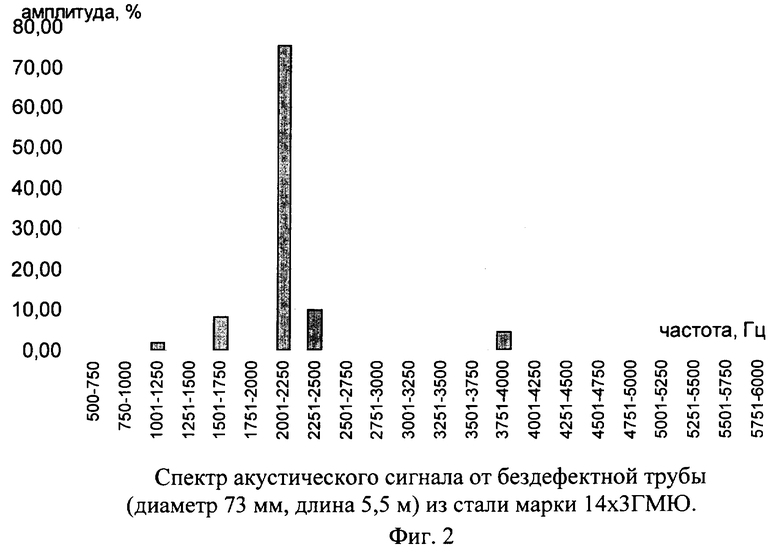
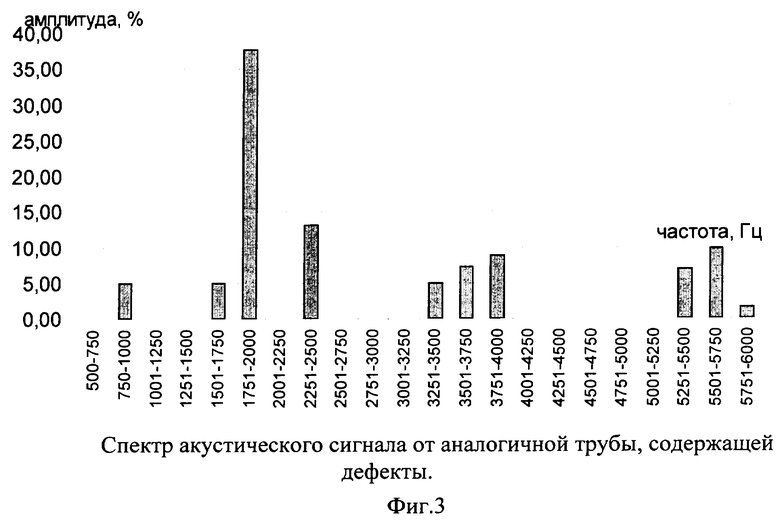
Предлагаемое устройство акустического контроля труб и способ его применения были опробованы на двух насосно-компрессорных трубах из стали 14×3 ГМЮ диаметром 73 мм, длиной 5,5 м. Одна труба была бездефектной, а у второй имелись две видимые визуально трещины.
На фиг.2 приведен вид акустического спектра, полученный на трубе без дефектов, а на фиг.3 - спектр, полученный на трубе с трещинами. По оси абсцисс на фиг.2 и 3 отложены частоты в Гц, по оси ординат - относительные амплитуды составляющих спектра.
В спектре дефектной трубы наблюдается смещение основной частоты и появление дополнительных гармоник с более высокой частотой, отсутствующих у дефектной трубы.
Таким образом, этот пример показывает возможность отбраковки дефектных труб по их акустическим характеристикам.
Литература
1. Система контроля насосно-компрессорных труб и муфт "Уран 2000-М". Рекламный листок Уральского научно-исследовательского технологического института. E-mail-uran@uralniti.ru. Контактный телефон 56-14-49.
2. Устройство для контроля длинномерных изделий. G 01 N 29/04 №1208509, опубл. 30.01.86. Бюл. №4.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АКУСТИЧЕСКОГО КОНТРОЛЯ НАСОСНЫХ ШТАНГ | 2003 |
|
RU2251687C1 |
| СПОСОБ АКУСТИЧЕСКОГО КОНТРОЛЯ ДЕФЕКТНОСТИ ДЛИННОМЕРНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2274858C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УЗЛОВ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2480741C1 |
| ПЕРВИЧНЫЙ ПРЕОБРАЗОВАТЕЛЬ УДАРНО-АКУСТИЧЕСКОГО ДЕФЕКТОСКОПА | 1998 |
|
RU2164023C2 |
| СПОСОБ АКУСТИЧЕСКОГО КОНТРОЛЯ ФАРФОРОВЫХ ОПОРНО-СТЕРЖНЕВЫХ ИЗОЛЯТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262690C1 |
| УСТРОЙСТВО ДЛЯ УДАРНОЙ ДЕФЕКТОСКОПИИ МАТЕРИАЛОВ | 2009 |
|
RU2402014C1 |
| УДАРНО-АКУСТИЧЕСКИЙ ДЕФЕКТОСКОП | 1998 |
|
RU2167419C2 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2248566C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2351925C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2149393C1 |
Использование: для дефектоскопии труб. Сущность: заключается в том, что устройство содержит блок управления и три активные опоры, в одну из которых встроен датчик с анализатором спектра, а в две другие - пьезоэлектрические ударники с блоками питания. При этом опоры, представляющие пьезоэлектрические ударники с блоками питания, расположены на концах трубы симметрично относительно опоры, содержащей датчик с анализатором спектра. В установленной на опорах трубе возбуждают колебания одновременными ударами в двух симметрично расположенных относительно датчика точках на концах трубы, а о качестве трубы судят по информативным параметрам спектра возникающих при этом колебаний. Технический результат: увеличение достоверности дефектоскопии труб. 2 н. и 1 з.п. ф-лы, 3 ил.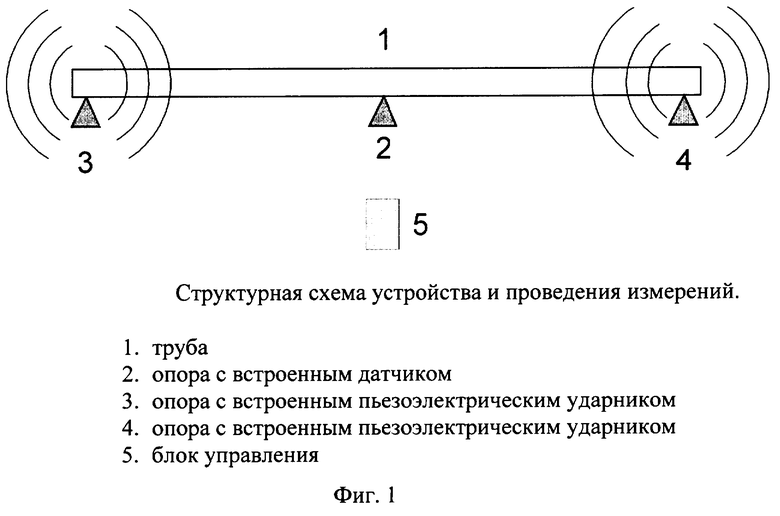
| Устройство для контроля длинномерных изделий | 1984 |
|
SU1208509A1 |
| Дефектоскоп | 1981 |
|
SU958960A1 |
| Устройство для ультразвукового контроля изделий | 1986 |
|
SU1308891A1 |
| СПОСОБ ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2168722C2 |
| JP 10038864 A, 13.02.1998 | |||
| Способ изготовления автофотокатода | 1977 |
|
SU765906A1 |
| Катализатор для синтеза аммиака | 1975 |
|
SU535958A1 |
| WO 9011516 A1, 04.10.1990. | |||

