Изобретение относится к автоматизации технологических процессов и может быть использовано при автоматизации процесса приготовления комбикормов, в частности комбикормов заданной крупности для сельскохозяйственной птицы.
Известен способ обработки комбикорма для птицы [а.с. №1674796, А 23 К 1/100, 1991, бюл. №33], предусматривающий фракционирование рассыпного комбикорма на крупную, среднюю и мелкую фракции с выходом средней фракции в качестве готового комбикорма, гранулирование мелкой фракции и возврат продуктов измельчения на фракционирование.
Недостатком способа является отсутствие регулирования материальными потоками по мелкой и крупной фракциям, что может привести к перегрузке измельчителя и неоправданным потерям теплоэнергетических затрат на единицу массы получаемого комбикорма. По санитарно-гигиеническим показателям этот способ нельзя признать благополучным, так как в технологии приготовления комбикорма отсутствует полная влаготепловая обработка всех фракций.
Известен способ обработки комбикормов [патент РФ №2079276, А 23 К 1/100, 1997, бюл. №14], предусматривающий измельчение и фракционирование рассыпного комбикорма на крупную, среднюю и мелкую фракции с выводом средней фракции в качестве готовой продукции, гранулирование мелкой фракции, смешивание горячих гранул с рассыпным комбикормом, выравнивание температуры и влажности смеси путем стабилизации времени тепловлагообмена в зоне контакта горячих гранул с рассыпным комбикормом с последующим их охлаждением, возврат крупной фракции на измельчение.
Недостатком данного способа является то, что он не обеспечивает оперативного управления технологическими параметрами на всех стадиях процесса приготовления комбикормов (включая тепловую обработку, измельчение, фракционирование, гранулирование) по информации, получаемой непосредственно с объекта управления в условиях случайных возмущений как со стороны изменения исходных свойств рассыпного комбикорма, и в первую очередь, его влажности и дисперсии (гранулометрического состава), так со стороны возможных технологических сбоев оборудования из-за изменения в широких пределах расходов в рециркуляционных потоках мелкой фракции, подаваемой на гранулирование, и крупной фракции, подаваемой на измельчение.
Наиболее близким по технической сущности и достигаемому эффекту является способ управления процессом приготовления комбикормов [Патент РФ №2226844, А 23 К 1/00, F 23 N 17/00], включающий измельчение и фракционирование рассыпного комбикорма методом просеивания через вибросита на крупную, среднюю и мелкую фракции с выводом средней фракции в качестве готовой продукции, гранулирование мелкой фракции с тепловой обработкой паром, смешивание полученных горячих гранул с рассыпным комбикормом, выравнивание температуры и влажности смеси путем стабилизации времени тепловлагообмена в зоне контакта горячих гранул с рассыпным комбикормом с последующим их охлаждением, возврат крупной фракции на измельчение и предусматривающий измерение расхода рассыпного комбикорма, расхода крупной, средней и мелкой фракций, расхода и давления пара на тепловую обработку мелкой фракции, мощности привода гранулятора, расхода воздуха на охлаждение смеси горячих гранул с рассыпным комбикормом, а также регулирование времени пребывания в зоне контакта горячих гранул с рассыпным комбикормом, расхода воздуха на охлаждение смеси с коррекцией по температуре смеси перед измельчением, расстояния между валками измельчителя и частоту их вращения, амплитуды и частоты колебания вибросит.
Недостатком данного способа является то, что он не может обеспечить снижение суммарных энергозатрат, так как не предусматривает экстремального регулирования расходом рассыпного комбикорма по минимальной величине энергозатрат, приходящихся на единицу массы готового продукта, при ограничениях на производительность оборудования и, как следствие, не позволяет оперативно изменять нагрузки на оборудование в условиях изменения случайных факторов как со стороны исходного рассыпного комбикорма, так и возможных технологических сбоев со стороны оборудования.
Технической задачей изобретения является снижение суммарных энергетических затрат при заданной производительности оборудования в процессе приготовления комбикормов.
Поставленная задача достигается тем, что в способе управления процессом приготовления комбикормов, включающем измельчение и фракционирование рассыпного комбикорма методом просеивания через вибросита на крупную, среднюю и мелкую фракции с выводом средней фракции в качестве готового продукта, гранулирование мелкой фракции с тепловой обработкой паром, смешивание полученных горячих гранул с рассыпным комбикормом, выравнивание температуры и влажности полученной смеси с последующим охлаждением, возвратом крупной фракции на измельчение, и предусматривающем измерение расхода рассыпного комбикорма, расхода крупной, средней и мелкой фракций, расхода и давления пара на тепловую обработку мелкой фракции, мощности привода гранулятора, расхода воздуха на охлаждение смеси горячих гранул с рассыпным комбикормом, а также регулирование времени пребывания в зоне контакта горячих гранул с рассыпным комбикормом, расхода воздуха на охлаждение смеси с коррекцией по температуре смеси перед измельчением, расстояния между валками измельчителя и частоту их вращения, амплитуды и частоты колебания вибросит, новым является то, что дополнительно измеряют мощности приводов вентилятора, измельчителя, просеивающей машины, транспортирующих устройств, температуру пара при тепловой обработке мелкой фракции, по измеренным значениям расходов смеси горячих гранул с рассыпным ходов смеси горячих гранул с рассыпным комбикормом, крупной и мелкой фракций определяют кратности рециркуляции мелкой и крупной фракций, по которым находят текущее значение коэффициента извлечения средней фракции и по данным всех измеренных параметров вычисляют текущие значения суммарных теплоэнергетических затрат, приходящихся на единицу массы готовой продукции, определяют значение их производной по расходу рассыпного комбикорма и, если знак производной отрицательный, то увеличивают расход рассыпного комбикорма, если же знак положительный, то уменьшают расход рассыпного комбикорма.
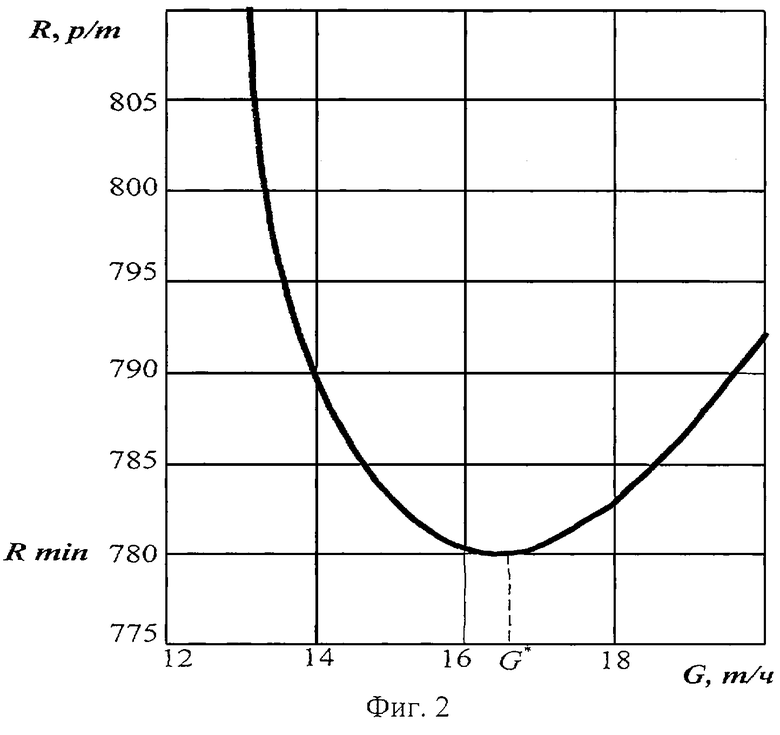
На фиг.1 представлена схема, реализующая предлагаемый способ управления процессом приготовления комбикормов.
Схема содержит пресс-гранулятор 1, шнековые дозаторы 2, гравитационный смеситель 4, теплообменник 5, охладительная камера 6, вентилятор 7, валковый измельчитель 8, просеивающую машину 9, норию рециркуляции мелкой фракции 10, норию отвода средней фракции 11, норию подачи рассыпного комбикорма 12, норию рециркуляции крупной фракции 13, приводные механизмы 14-23, линии: 24 - подачи мелкой фракции в пресс-гранулятор 1, 25 - подачи рассыпного комбикорма в шнековый дозатор 3, 26 - подачи пара в пресс-гранулятор 1, 27 - отвода конденсата из пресс-гранулятора 1, 28 - подачи горячих гранул в шнековый дозатор 2, 29 - подачи горячих гранул в гравитационный смеситель 4, 30 - подачи рассыпного комбикорма в гравитационный смеситель 4,31 - подачи воздуха в охладительную камеру 6, 32 - отвода воздуха из охладительной камеры 6, 33 - подачи смеси гранул с рассыпным комбикормом в валковый измельчитель 8, 34 - подачи продуктов измельчения в просеивающую машину 9, 35 - возврата крупной фракции комбикорма на измельчение в валковый измельчитель 8, 36 - отвода средней фракции (комбикорма заданной крупности); датчики: 37-42 - расхода, 43 - температуры, 44-53 - мощности приводов; исполнительный механизм - 55; микропроцессор - 56; (А, Б, В, Г, Д, Е, Ж, 3, И, К, Л, М, Н, О, П, Р, С - входные каналы управления, а, б, в, г, д, е, ж, з, и, к, л - выходные каналы управления).
Способ осуществляется следующим образом.
По информации датчиков 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53 соответственно о расходе мелкой фракции на выходе из шнекового дозатора, расходе пара на гранулирование, расходе исходного рассыпного комбикорма, расходе смеси горячих гранул с рассыпным комбикормом на выходе из охладительной камеры 6, расходе крупной фракции, расходе средней фракции, температуре пара на входе в пресс-гранулятор 1, мощности приводов соответственно нории 13 в линии 35, нории 12 в линии 25, нории 11 в линии 36, нории 10 в линии 24, пресс-гранулятора 1, шнековых дозаторов 2 и 3, вентилятора 7, измельчителя 8, просеивающей машины 9, микропроцессор определяет коэффициент извлечения средней фракции по кратности рециркуляции мелкой и крупной фракций и непрерывно вычисляет текущие значения суммарных теплоэнергетических затрат, приходящихся на единицу готового продукта, определяет знак производной суммарных теплоэнергетических затрат по расходу рассыпного комбикорма и в зависимости от знака производной воздействует на изменение расхода рассыпного комбикорма в линии его подачи 25 в шнековый дозатор 3. При положительном знаке производной микропроцессор 56 выдает сигнал на уменьшение расхода рассыпного комбикорма, а при отрицательном - на увеличение, устанавливая при этом расход рассыпного комбикорма, соответствующий минимуму удельных теплоэнергетических затрат.
В процессе управления минимизации подвергаются суммарные теплоэнергетические затраты, приходящиеся на единицу массы готового продукта, выбранные в качестве критерия оптимизации:
где З1 - затраты электроэнергии в единицу времени на привод вентилятора при охлаждении смеси исходного рассыпного комбикорма и горячих гранул в камере охлаждения, р/ч; З2 - затраты электроэнергии в единицу времени на привод валкового измельчителя, р/ч; З3 - затраты электроэнергии в единицу времени на привод просеивающей машины р/ч; З4 - затраты тепловой энергии на процесс гранулирования мелкой фракции, р/ч; З5 - затраты электроэнергии в единицу времени на привод гранулятора, р/ч; З6 - затраты электроэнергии в единицу времени на привод транспортирующего оборудования, р/ч; Gкк - расход средней фракции (комбикорм заданной крупности).
Покажем, что оперативное изменение расхода исходного рассыпного комбикорма в условиях реальных возмущений позволяет обеспечить экстремум критерия (1). Для этого выразим (1) через расход рассыпного комбикорма.
Первое слагаемое в числителе критерия (1)
где ЦЭ - цена электроэнергии, р/к Вт·ч; N1 - мощность привода вентилятора, кВт; kэ - коэффициент перевода механической энергии потока охлаждающего воздуха в электрическую энергию электропривода вентилятора; F - площадь сечения охладительной камеры в направлении движения холодного воздуха, м2; ϑ - скорость холодного воздуха, м/с.
Аэродинамическое сопротивление продуваемого слоя смеси рассыпного комбикорма и горячих гранул определяют по формуле [Орлов А.И. и др. Способ обработки комбикорма для птицы. Патент №2079276, А 23 К 1/100. БИ №14. 1997]:
где k1 - экспериментально определяемый коэффициент.
Подставим (3) в (2) и З1 обозначим через А:
Второе слагаемое числителя критерия (1) были выражены через пропускную способность машины [Кретов И.Т., Остриков А.Н. Технологическое оборудование предприятий пищеконцентратной промышленности. - Воронеж: ВГУ, 1996; Антипов С.Т. Машины и аппараты пищевых производств. В 2-х кн. Кн. 1.-М.: Высшая школа, 2001] и с достаточной точностью аппроксимированы уравнением второй степени:
З2=ЦЭN2=ЦЭ , (5)
, (5)
где
В формулах (5)-(7) приняты обозначения: N2 - мощность привода валкового измельчителя, кВт; G - расход исходного рассыпного комбикорма, кг/ч; Gгг - расход горячих гранул из мелкой фракции на входе в гравитационный смеситель, кг/ч; Gсм1 - расход смеси исходного комбикорма и горячих гранул из мелкой фракции на входе в гравитационный смеситель, кг/ч; Gкф - расход крупной фракции, подаваемой с просеивающей машины на валковый измельчитель, кг/ч; Gсм2 - расход смеси комбикорма на входе в валковый измельчитель (на выходе из гравитационного смесителя) и крупной фракции, подаваемой с просеивающей машины на валковый измельчитель, кг/ч; k2, с - эмпирические коэффициенты.
Выразим слагаемые уравнений (6) и (7) через расход исходного комбикорма:
где σ=Gгг/G - кратность рециркуляции мелкой фракции (горячих гранул), подаваемой на смешивание в гравитационный смеситель; γ=Gкф/[G(1+σ)] - кратность рециркуляции крупной фракции, подаваемой на измельчение.
Тогда уравнение (6) с учетом (7) - (9) принимает вид:
С другой стороны, фактическую пропускную способность валкового измельчителя можно определить через его размеры [Кретов И.Т., Остриков А.Н. Технологическое оборудование предприятий пищеконцентратной промышленности. - Воронеж: ВГУ, 1996]:
где ρ - плотность измельчаемой смеси, кг/м3; L - длина вальца, м; b - межвальцовый зазор, м; ϑсм - скорость прохождения измельчаемой смеси между вальцами, м/с; k3 - коэффициент объемного использования зоны измельчения (k3<1).
Тогда
где
а формула (5) с учетом (12) принимает вид:
Третье слагаемое числителя критерия (1) определили по формуле [Антипов С.Т. Машины и аппараты пищевых производств. В 2-х кн. Кн. 1. - М.: Высшая школа, 2001]:

где N3 - мощность привода просеивающей машины, кВт; Qпр=h·z·ρϑм - производительность просеивающей машины с прямоугольной просеиваемой поверхностью, кг/ч; h - толщина слоя материала в начале просеивающей поверхности, м; z - ширина просеивающей поверхности, м; ϑм - скорость движения материала по поверхности, м/с; ρ - плотность материала, кг/м3; Ac=ek4 - амплитуда колебаний сит, м; е - эксцентриситет (радиус кривошипа) эксцентрика, приводящего просеивающие сита в возвратно-поступательное движение; k4 - коэффициент, учитывающий колебания рамы машины;  - частота вращения кривошипа, с-1; η - КПД передаточного механизма.
- частота вращения кривошипа, с-1; η - КПД передаточного механизма.
Обозначим
тогда формула (15) примет вид:
Четвертое слагаемое числителя критерия (1):
где Qп - расход пара, кг/ч; сп - теплоемкость пара, кДж/кг·К; Т - температура пара, К; Цп - цена тепловой энергии, р/кДж.
Пятое слагаемое числителя критерия (1):
здесь мощность привода гранулятора N5 выражена уравнением линейной регрессии с коэффициентами ξ и ε, определяемыми экспериментально.
Шестое слагаемое числителя критерия (1):
где Nтр - номинальная мощность приводов транспортирующего оборудования.
Знаменатель критерия (1) выразим через коэффициент извлечения, который показывает, какую часть средней фракции (готового комбикорма) удалось выделить из исходной смеси:
где (Gсм2-Gкф) - расход проходовой фракции комбикорма, кг/ч.
С учетом формул (7), (8) формула (21) принимает вид:
следовательно
Подставим (4), (14), (17), (18), (19), (20) и (23) в критерий (1):

Упростим (24):
где
Наличие минимума критерия (25) можно объяснить следующими соображениями. Если расход исходного рассыпного комбикорма достаточно велик, то растут суммарные теплоэнергетические и сырьевые затраты, поэтому увеличивается суммарная мощность, потребляемая энергооборудованием. Если же расход исходного комбикорма чрезмерно мал, то уменьшается знаменатель критерия (25), а суммарные теплоэнергетические затраты увеличиваются. Отсюда очевидно существование компромисса, который определяет экстремальное значение G=G*. Экстремальное (оптимальное) значение G* определяется из условия dR/dG=0.
Отсюда следует единственное решение в точке оптимума, т.е.

Т.к. 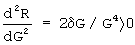 , то в точке оптимума (30) имеет место минимум.
, то в точке оптимума (30) имеет место минимум.
Таким образом, обоснована экстремальная характеристика процесса приготовления комбикорма заданной крупности (24), которая позволяет осуществлять оптимальный выбор расхода исходного комбикорма по величине суммарных теплоэнергетических затрат, приходящихся на единицу готовой продукции, при ограничениях на производительность оборудования.
Пример реализации способа.
Рассмотрим способ управления процессом приготовления комбикормов на примере поточной линии, установленной на Воронежском экспериментальном комбикормовом заводе для производства комбикормов заданной крупности с различными кормовыми добавками производительностью по готовому продукту 12,9...16,1 т/ч. Линия состоит из гравитационного смесителя У21-ДСП, контактного теплообменника, охладителя Б6-ДГВ-II, валкового измельчителя Б6-ДГВ-III, просеивающей машины У3-ДМП, пресса-гранулятора Б6-ДГВ-I. Процесс осуществляется со следующими техническими характеристиками:
Оценка эффективности предлагаемого способа осуществлялась для характерного режима процесса приготовления полифункциональных смесей для сельскохозяйственной птицы [Орлов А.И. и др. Способ обработки комбикорма для птицы. Патент №2079276, А 23 К 1/100. БИ №14. 1997].
В табл. приведены необходимые данные для расчета критерия оптимизации, полученные в ходе производственного эксперимента.
ξ
ε
4·106
3·109
c
-1,89·105
Для рассматриваемой поточной линии производства комбикормов заданного гранулометрического состава зависимость R=f(G) имеет вид:
Полученная зависимость (фиг.2) позволяет проверить "чувствительность" оптимума, т.е. установить, на сколько существенны потери эффективности при некоторых отклонениях от заданного оптимума.
Колебания расхода исходного рассыпного комбикорма в пределах ± 0,5 т/ч приведут к увеличению энергозатрат на 0,3...0,5%. При годовом объеме производства комбикормов, например, в 120 тыс. тонн, перерасход энергии приведет к потерям прибыли в 240...300 тыс. р. В рассмотренном примере оптимальное значение расхода исходного комбикорма, соответствующее минимальному значению удельных теплоэнергетических затрат - 780 р/т, необходимо поддерживать 16,6 т/ч.
Таким образом, предлагаемый способ управления обеспечивает непрерывное слежение за минимумом удельных теплоэнергетических затрат при возможных случайных возмущениях и позволяет вести процесс с минимальными затратами теплоэнергетических ресурсов в пределах заданной производительности оборудования при получении комбикорма заданной крупности стандартного качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРИГОТОВЛЕНИЯ КОМБИКОРМОВ | 2002 |
|
RU2226844C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРИГОТОВЛЕНИЯ КОМБИКОРМОВ | 2005 |
|
RU2278527C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРИГОТОВЛЕНИЯ КОМБИКОРМОВ | 2007 |
|
RU2352185C1 |
| Способ производства гранулированных комбикормов и установка для его осуществления | 2023 |
|
RU2810055C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУПКИ ПО ТЕХНОЛОГИИ ВЛАЖНОГО ГРАНУЛИРОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ФОТОТРОФНОЙ БИОМАССЫ И ФУЗА РАСТИТЕЛЬНЫХ МАСЕЛ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2411885C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КОМБИКОРМА | 2007 |
|
RU2328135C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМБИКОРМА С ИСПОЛЬЗОВАНИЕМ СУСПЕНЗИИ СИНЕ-ЗЕЛЕНЫХ МИКРОВОДОРОСЛЕЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492699C1 |
| СПОСОБ ОБРАБОТКИ КОМБИКОРМА ДЛЯ ПТИЦЫ | 1993 |
|
RU2079276C1 |
| СПОСОБ ОБРАБОТКИ КОМБИКОРМА ДЛЯ ПТИЦЫ | 2003 |
|
RU2251885C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛНОРАЦИОННОГО ГРАНУЛИРОВАННОГО КОМБИКОРМА ДЛЯ КРОЛИКОВ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2806309C1 |
Изобретение относится к автоматизации технологических процессов и может быть использовано при изготовлении комбикормов, в частности комбикормов заданной крупности для сельскохозяйственной птицы. Способ управления процессом приготовления комбикормов включает подачу рассыпного корма, его измельчение и фракционирование методом просеивания через вибросита на крупную, среднюю и мелкую фракции с выводом средней фракции в качестве готового продукта, гранулирование мелкой фракции с тепловой обработкой паром, смешивание полученных горячих гранул с рассыпным комбикормом, выравнивание температуры и влажности полученной смеси с последующим охлаждением вентилятором, возвратом крупной фракции на измельчение, измерение расхода рассыпного комбикорма, расхода крупной, средней и мелкой фракций, расхода смеси горячих гранул с рассыпным комбикормом, расхода и давления пара на тепловую обработку мелкой фракции, мощности привода гранулятора, расхода воздуха на охлаждение смеси горячих гранул с рассыпным комбикормом, а также регулирование времени пребывания в зоне контакта горячих гранул с рассыпным комбикормом, расхода воздуха на охлаждение смеси с коррекцией по температуре смеси перед измельчением, расстояния между валками измельчителя и частоту их вращения, амплитуды и частоты колебания вибросит. В процессе приготовления комбикормов по измеренным значениям расходов крупной, мелкой фракции и смеси горячих гранул с рассыпным комбикормом определяют отношение расхода горячих гранул к расходу рассыпного комбикорма и отношение расхода крупной фракции к расходу смеси горячих гранул с рассыпным комбикормом. По этим данным находят значение коэффициента извлечения средней фракции. При этом дополнительно измеряют мощности приводов вентилятора, измельчителя, вибросит, транспортирующих средств и температуру пара при тепловой обработке мелкой фракции. По данным всех измеренных параметров вычисляют значения суммарных теплоэнергетических затрат, приходящихся на единицу массы готового продукта. Определяют значение их производной по расходу исходного рассыпного комбикорма и из условия равенства производной нулю определяют оптимальное значение расхода рассыпного комбикорма, которое сравнивают с текущим. В случае если текущее значение расхода исходного рассыпного комбикорма меньше оптимального, то его увеличивают, а если больше - уменьшают. 1 табл., 2 ил.
Способ управления процессом приготовления комбикормов, включающий подачу рассыпного комбикорма, его измельчение и фракционирование путем просеивания через вибросита просеивающей машины на крупную, среднюю и мелкую фракции с выводом средней фракции в камере готового продукта, перемещение фракций комбикорма транспортирующими средствами, гранулирование мелкой фракции с тепловой обработкой паром, смешивание полученных горячих гранул с рассыпным кормом, выравнивание температуры и влажности полученной смеси с последующим охлаждением подачей воздуха вентилятором и возвратом крупной фракции на измельчение, измерение расхода рассыпного комбикорма, расхода крупной, средней и мелкой фракции, расхода смеси горячих гранул с рассыпным комбикормом, мощности привода гранулятора, расхода воздуха на охлаждение смеси горячих гранул с рассыпным комбикормом, а также регулирование времени пребывания в зоне контакта горячих гранул с рассыпным комбикормом, расхода воздуха на охлаждение смеси с коррекцией по температуре смеси перед измельчением, расстояния между валками измельчителя и частоту их вращения, амплитуды и частоты колебания вибросит, отличающийся тем, что в процессе приготовления комбикормов по измеренным значениям расходов крупной, мелкой фракции и смеси горячих гранул с рассыпным комбикормом определяют отношение расхода горячих гранул к расходу рассыпного комбикорма (кратность рециркуляции мелкой фракции) и отношение расхода крупной фракции к расходу смеси горячих гранул с рассыпным комбикормом (кратность рециркуляции крупной фракции), по которым находят значение коэффициента извлечения средней фракции, а также дополнительно измеряют мощности приводов вентилятора, измельчителя, вибросит, транспортирующих средств и температуру пара при тепловой обработке мелкой фракции, после чего по данным всех измеренных параметров вычисляют значения суммарных теплоэнергетических затрат, приходящихся на единицу массы готового продукта, определяют значение их производной по расходу исходного рассыпного комбикорма и из условия равенства производной нулю определяют оптимальное значение расхода рассыпного комбикорма, которое сравнивают с текущим, и если текущее значение расхода исходного рассыпного комбикорма меньше оптимального, то его увеличивают, а если больше - уменьшают.
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРИГОТОВЛЕНИЯ КОМБИКОРМОВ | 2002 |
|
RU2226844C1 |
| СПОСОБ ОБРАБОТКИ КОМБИКОРМА ДЛЯ ПТИЦЫ | 1993 |
|
RU2079276C1 |
| Способ обработки комбикорма для птицы | 1987 |
|
SU1674769A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КОРМОВ ИЗ РАСТИТЕЛЬНОГО СЫРЬЯ | 1990 |
|
RU2012210C1 |

