Изобретение относится к медицине, а именно к ортопедической стоматологии.
Каркасы цельнолитых съемных шин и шин-протезов относятся к категории сложных зубных конструкций. Для их изготовления и предварительной припасовки после литья в лаборатории используются гипсовые модели, отлитые из высокопрочного гипса. Однако несмотря на казалось бы достаточную прочность последнего, зубы, подлежащие шинированию, как правило, истираются во время определения врачом межевых линий и предварительной припасовки отлитых каркасов зубным техником в лаборатории. По этой причине каркасы - особенно сложных шин и шин-протезов - получаются неточными, и врачу приходится завершать окончательную их припасовку непосредственно в полости рта, что требует много времени. Для увеличения прочности гипсовой модели некоторые авторы предлагают обрабатывать ее стеарином или погружают в раствор углекислого натрия. Вместе с тем, как показывают клинические наблюдения, эти меры заметного увеличения прочности гипсовой модели не вызывают, поэтому они не получили предполагаемого широкого применения в практической стоматологии.
Авторы предлагают способ изготовления каркасов цельнолитых шин и шин-протезов по металлизированной гипсовой модели.
Прототипом заявляемого способа авторы предлагают способ изготовления традиционной гипсовой медли из прочного гипса. // С.Д.Богословский "Высокочастотное литье в зубопротезной технике", М., "Медицина", 1977, с.44 //.
На приеме больного получают альгинатный рабочий оттиск с верхней и нижней челюсти. Приготовленный обычным путем гипс небольшим количеством наливают на альгинатный оттиск, постукивая в это время ложкой по столу, удерживая ее за ручку в наклонном положении. Этим достигается заполнение гипсом всех углублений в оттиске и предупреждается накопление воздуха в гипсе. После этого на бумагу или стекло накладывают небольшое количество гипса и на него, слегка надавливая, помещают ложку, повернутую вверх наружными частями. Таким образом, после затвердевания гипса получают гладкое основание модели. Не до конца затвердевший гипс обрезают вокруг наружных краев ложки. После окончания кристаллизации гипса ложку берут в руки и отделяют оттиск от модели.
Однако этот способ обладает рядом недостатков:
- при отделении оттискной массы от гипсовой модели незначительная неловкость может повлечь за собой поломку гипсовых зубов, что впоследствии отражается на качестве каркасов цельнолитых шин и шин-протезов;
- каркас шины, изготовленный и припасованный по гипсовой модели, не отличается высокой точностью, поэтому оказывает травматическое действие на пародонт и другие ткани протезного ложа;
- необходимость окончательной припасовки каркаса шины или шины-протеза непосредственно в полости рта отнимает достаточно много клинического времени у врача и доставляет дополнительные неудобства пациенту.
Предлагаемый авторами способ изготовления каркасов цельнолитых шин и шин-протезов по металлизированной гипсовой модели заключается в следующем.
На первом клиническом приеме больного получают альгинатный рабочий оттиск с верхней или нижней челюсти.
По оттиску отливают металлизированную гипсовую модель. Для этого оттиск высушивают воздухом, а на его внутреннюю поверхность распылителем наносят слой легкоплавкого стоматологического сплава "Мелот" толщиной 1-1,5 мм, после чего отливают модель из высокопрочного гипса.
После затвердевания гипса оттискная масса легко удаляется, а металлический слой переходит на гипсовую модель. Четкая и гладкая поверхность зубов, достаточная твердость металлического слоя позволяют врачу без искажения поверхности зубов, подлежащих шинированию, определить межевые линии, а зубному технику готовить модель к дублированию традиционным способом для получения огнеупорной модели и литья на ней каркаса шины или шины-протеза из хромокобальтового сплава. После литья каркаса проверку его точности и предварительную припасовку проводят на металлизированной гипсовой модели.
Предлагаемый способ изготовления каркасов цельнолитых шин и шин-протезов по металлизированной гипсовой модели обладает целым рядом преимуществ по отношению к способу-прототипу:
- металлизированная гипсовая модель отличается более высокой прочностью, чем не металлизированная;
- позволяет технику-лаборанту удостовериться в точности отлитого каркаса шины или необходимости его переделки;
- повышается точность каркаса цельнолитой шины или шины-протеза и облегчается припасовка его на модели в лаборатории;
- сокращается время припасовки каркаса шины непосредственно в полости рта или полностью отпадает необходимость в ее проведении;
- повышается эффективность шинирования из-за точности каркаса шины, изготовленной по металлизированной гипсовой модели;
- уменьшается травматическое действие самой шины на пародонт опорных зубов и другие ткани протезного ложа.
Клинический пример.
Выписка из истории болезни №7869. Больной Ч. страдает хроническим генерализованным пародонтитом средне-тяжелой степени в течение 7 лет.
Зубная формула:
Год тому назад ему была изготовлена съемная шина-протез на нижнюю челюсть с шинирующими и опорными элементами по Эльбрехту на  зубы. При осмотре выявлено неплотное прилегание к зубам плеч кламмеров и окклюзионных накладок. Иммобилизация подвижных зубов недостаточная из-за неточности прилегания к зубам шинирующих элементов каркаса шины-протеза, изготовленной по гипсовой модели и припасованной традиционным способом. После предварительной подготовки рта к комплексному лечению было принято решение о повторном пшнировании подвижных зубов и замещении имеющихся дефектов нижнего зубного ряда цельнолитой шиной-протезом. Каркас шины-протеза из хромокобальнового сплава изготавливался по металлизированной гипсовой модели (фиг.1). При проверке каркаса цельнолитой шины-протеза в полости рта отмечена высокая точность прилегания его шинирующих элементов и окклюзионных накладок к зубам (фиг.2, 3). Он нуждался лишь в незначительном уточнении окклюзионных взаимоотношений с зубами антагонистами. Результаты ортопедического лечения были оценены нами как хорошие. Сам пациент положительно отзывается о шине-протезе, пользуется им постоянно.
зубы. При осмотре выявлено неплотное прилегание к зубам плеч кламмеров и окклюзионных накладок. Иммобилизация подвижных зубов недостаточная из-за неточности прилегания к зубам шинирующих элементов каркаса шины-протеза, изготовленной по гипсовой модели и припасованной традиционным способом. После предварительной подготовки рта к комплексному лечению было принято решение о повторном пшнировании подвижных зубов и замещении имеющихся дефектов нижнего зубного ряда цельнолитой шиной-протезом. Каркас шины-протеза из хромокобальнового сплава изготавливался по металлизированной гипсовой модели (фиг.1). При проверке каркаса цельнолитой шины-протеза в полости рта отмечена высокая точность прилегания его шинирующих элементов и окклюзионных накладок к зубам (фиг.2, 3). Он нуждался лишь в незначительном уточнении окклюзионных взаимоотношений с зубами антагонистами. Результаты ортопедического лечения были оценены нами как хорошие. Сам пациент положительно отзывается о шине-протезе, пользуется им постоянно.
Изготовленные по данному способу 34 каркаса шин и шин-протезов из хромокобальтового сплава позволяют авторам говорить о его высокой эффективности и целесообразности применения в ортопедической стоматологии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления съемных зубных протезов | 1987 |
|
SU1456135A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ПОЛОЖЕНИЯ ЗУБОВ ПОСЛЕ ОРТОДОНТИЧЕСКОГО ЛЕЧЕНИЯ У ПАЦИЕНТОВ С ЕДИНИЧНЫМИ ДЕФЕКТАМИ ЗУБНОГО РЯДА | 2024 |
|
RU2835112C1 |
| СПОСОБ РЕСТАВРАЦИИ ЖЕВАТЕЛЬНЫХ ЗУБОВ С НИЗКОЙ КЛИНИЧЕСКОЙ КОРОНКОЙ | 2007 |
|
RU2360642C2 |
| ВОЛОКОННО-АДГЕЗИВНАЯ ШИНА И СПОСОБ ШИНИРОВАНИЯ ИМПЛАНТАТА, ЗАМЕЩАЮЩЕГО КОНЦЕВОЙ ДЕФЕКТ ЗУБНОГО РЯДА С ПОМОЩЬЮ ВОЛОКОННО-АДГЕЗИВНОЙ ШИНЫ | 2005 |
|
RU2286113C1 |
| СПОСОБ ФУНКЦИОНАЛЬНОГО ОФОРМЛЕНИЯ ДИСТАЛЬНЫХ ОТДЕЛОВ БАЗИСА ПОЛНОГО СЪЕМНОГО ПРОТЕЗА НИЖНЕЙ ЧЕЛЮСТИ В РЕТРОМОЛЯРНОЙ ОБЛАСТИ ПРИ ТРУДНЫХ КЛИНИЧЕСКИХ УСЛОВИЯХ ДЛЯ ПРОТЕЗИРОВАНИЯ | 1999 |
|
RU2144339C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИММЕДИАТ-ПРОТЕЗА ДЛЯ ЛИЦ С ОГРАНИЧЕННОЙ МОБИЛЬНОСТЬЮ | 2012 |
|
RU2486877C1 |
| СПОСОБ ПРОТЕЗИРОВАНИЯ НА БЕЗЗУБОЙ НИЖНЕЙ ЧЕЛЮСТИ С ПОВТОРЕНИЕМ РЕЛЬЕФА ВНУТРЕННЕЙ ПОВЕРХНОСТИ БАЗИСА СТАРОГО ПРОТЕЗА У ПАЦИЕНТОВ С НЕБЛАГОПРИЯТНЫМИ КЛИНИЧЕСКИМИ УСЛОВИЯМИ ПРОТЕЗНОГО ЛОЖА | 2006 |
|
RU2293541C1 |
| СПОСОБ ШИНИРОВАНИЯ ЗУБОВ (ВАРИАНТЫ) | 2006 |
|
RU2340306C2 |
| СПОСОБ ЭСТЕТИЧЕСКОЙ ОБЛИЦОВКИ МЕТАЛЛИЧЕСКИХ КЛАММЕРОВ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ | 2009 |
|
RU2421181C1 |
| СПОСОБ ШИНИРОВАНИЯ ЗУБОВ | 2014 |
|
RU2554206C1 |


Изобретение относится к области стоматологии и может быть использовано для изготовления каркасов цельнолитых шин и шин-протезов с использованием металлизированных гипсовых моделей. Способ включает изготовление альгинатного рабочего оттиска, его высушивание и последующее нанесение на внутреннюю поверхность распылителем слоя легкоплавкого стоматологического сплава «Мелот» толщиной 1-1,5 мм, отливку металлизированной гипсовой модели и изготовление по ней каркаса шины и шины-протеза. Проверку точности изготовленного каркаса и предварительную припасовку осуществляют на металлизированной гипсовой модели. Технический результат изобретения заключается в повышении точности изготовления каркаса цельнолитой шины или шины-протеза. 3 ил.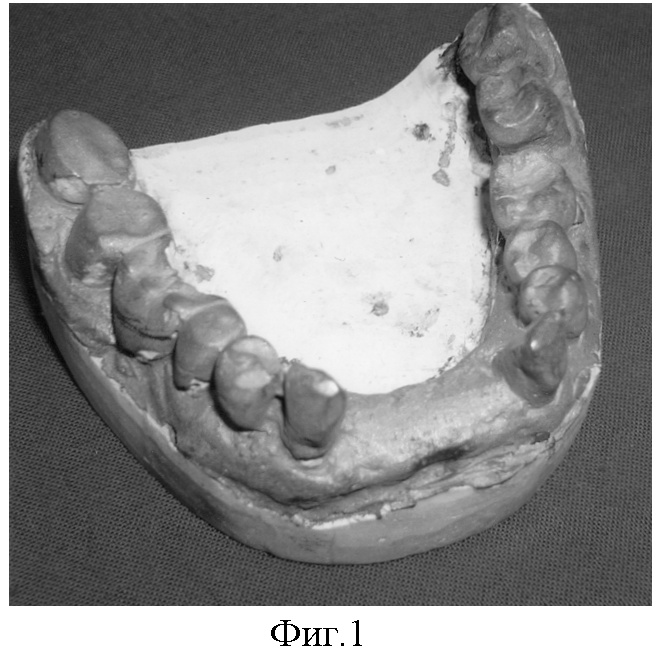
Способ изготовления каркасов цельнолитых шин и шин-протезов, включающий изготовление альгинатного рабочего оттиска, отличающийся тем, что после высушивания альгинатного оттиска на его внутреннюю поверхность распылителем наносят слой легкоплавкого стоматологического сплава «Мелот» толщиной 1-1,5 мм, отливают металлизированную гипсовую модель и по ней изготавливают каркас шины или шины-протеза, причем проверку точности изготовленного каркаса и предварительную припасовку осуществляют на металлизированной гипсовой модели.
| БОГОСЛОВСКИЙ С.Д | |||
| Высокочастотное литье в зубопротезной технике | |||
| - М.: Медицина, 1977, с.44 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МОСТОВИДНОГО НЕСЪЕМНОГО ЗУБНОГО ПРОТЕЗА | 2000 |
|
RU2177276C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОГО ЗУБНОГО ПРОТЕЗА | 1996 |
|
RU2098044C1 |
| US 2004137408 A, 15.07.2004 | |||
| ПЕРЗАШКЕВИЧ Л.М | |||
| и др | |||
| Шинирование при пародонтозе | |||
| - Л.: Медицина, 1985, с.46-80. | |||

