Изобретение относится к способу и устройству для определения планшетности металлического изделия, движущегося в продольном направлении, в частности лент при высоких температурах.
При прокатке металлических лент и, в частности, тонких катаных листов, могут возникать дефекты планшетности, когда лента укладывается, однако остается в скрытом состоянии, когда лента находится под растягивающей нагрузкой. Такие дефекты обуславливаются обычно небольшими изменениями удлинения по ширине ленты, появляющимися от прокатного стана, и могут быть устранены путем воздействия на условия проката, в частности, на распределение в поперечном направлении давления прижимания, действующего между рабочими валками.
В современных прокатных станах для этого имеется возможность воздействия на профиль зазора для прохождения изделия, например, путем приложения усилий изгиба к концам рабочих валков. Можно использовать также опорный валок, содержащий пластичный кожух, установленный с возможностью вращения вокруг неподвижного вала и опирающийся на него множеством опор, распределенных по ширине ленты, которые можно регулировать по положению и давлению.
Эти средства регулировки приводятся в действие с помощью информации, поставляемой измерительным устройством, расположенным ниже по потоку на прокатном стане и чувствительным к изменениям по ширине ленты растягивающей нагрузки, действующей на указанную ленту, которые соответствуют изменениям удлинения продольных волокон ленты.
Такое измерительное устройство состоит обычно из отклоняющего ролика, имеющего цилиндрический корпус, установленный с возможностью вращения вокруг оси, перпендикулярной продольному направлению движения ленты. Указанная лента, находящаяся под растягивающей нагрузкой, воздействует на угловой сектор наружной поверхности ролика, который снабжен рядом датчиков, обеспечивающих измерение местных изменений оказываемого лентой давления. Обычно, эти датчики равномерно распределены по всей ширине ролика, за счет чего лента разделяется на ряд продольных зон, каждая из которых имеет заданную ширину и по которым интегрируют результаты измерения скрытого дефекта, подлежащего исправлению.
В известном устройстве, раскрытом, например, в US 3 481 194, измерительный ролик содержит центральный трубчатый корпус достаточной толщины для придания необходимой прочности, который на своей наружной поверхности снабжен множеством выемок, в которых размещены измерительные датчики.
В целом измерительный ролик содержит множество зон определения, распределенных по всей его длине, и каждая зона снабжена датчиком для передачи сигнала, который зависит от прикладываемого лентой давления в соответствующей точке, когда она проходит зону определения в угловом контактном секторе ролика.
Кроме того, для предотвращения взаимных помех на измерения, выполняемые в двух смежных зонах, датчики предпочтительно сдвинуты на определенный угол от одной зоны к следующей зоне.
При таком расположении каждый измерительный датчик чувствителен к давлению, прикладываемому лентой, однако на него могут влиять также другие факторы, которые отрицательным образом сказываются на результатах измерения.
Например, для предотвращения любого непосредственного контакта между датчиком и движущейся лентой, каждое углубление для датчика закрыто снаружи защитной стенкой, которая может состоять из тонкого кожуха, покрывающего весь трубчатый корпус ролика, или же чашеобразной части, слегка пластичной, для передачи на датчик давления, оказываемого лентой. Поэтому такое устройство чувствительно к тепловым деформациям, вызванным повышением температуры ролика.
Как правило, измерительные датчики не предназначены для работы при высокой температуре.
Поэтому до настоящего времени ролики для измерения планшетности использовались в установках холодного проката, в которых можно поддерживать умеренную температуру прокатываемой ленты.
Однако скрытые дефекты, вызываемые изменениями удлинения по ширине ленты, возникают также во время горячей прокатки, и было установлено, что на этой стадии необходимо избегать риска возникновения дефектов планшетности.
В этом отношении до настоящего времени считалось достаточным создавать математическую модель прокатного стана, позволяющую прогнозировать дефектные зоны для предотвращения по возможности появления таких дефектов посредством воздействия на различные средства настройки прокатного стана. Подлежащие корректировке дефекты можно определять также оптическим путем, когда на изделие не действует растягивающая нагрузка, т.е. в конце ленты перед намоткой ленты на катушку. Поэтому такая система не обеспечивает контролирования планшетности изделия по всей его длине, что является предпочтительным для определения скрытых дефектов сразу после выхода ленты из прокатного стана.
Для этой цели в патенте ЕР-А-0 858 845 предлагается размещать на линии горячей прокатки измерительный ролик, на который может воздействовать лента, находящаяся под растягивающей нагрузкой.
Однако даже в случае не железного материала, такого как алюминий, горячая лента имеет высокую температуру, которая отрицательно воздействуют на измерения и должна быть скомпенсирована. Например, ролик можно калибровать при различных температурах для внесения необходимой коррекции, зависящей от температуры, однако такую калибровку трудно выполнять.
Задачей изобретения является устранение этих проблем с помощью особенно простых мер, которые можно применять ко всем типам роликов для измерения планшетности и которые позволяют исключить калибровку датчиков для различных рабочих температур.
Таким образом, изобретение в целом относится к способу и устройству для определения планшетности ленточного изделия, в котором лента находится под растягивающей нагрузкой и воздействует на угловой сектор измерительного ролика, установленного с возможностью вращения вокруг оси, перпендикулярной направлению продольного движения ленты, и имеющего цилиндрическую наружную поверхность, содержащую угловой сектор для контакта с лентой и свободный сектор.
Согласно изобретению ролик принудительно охлаждают посредством циркуляции теплообменной жидкости вдоль по меньшей мере части свободного сектора наружной поверхности ролика и задания параметров, ответственных за эффективность охлаждения, таких как раскрытие углового сектора охлаждения, по которому циркулирует жидкость, начальная температура указанной жидкости и скорость циркуляционного потока, так что после нагревания при прохождении через сектор, находящийся в контакте с лентой, наружную поверхность ролика, после прохождения через охлаждающий сектор ролика, возвращают к заданной равновесной температуре.
В первом, особенно предпочтительном, варианте выполнения принудительное охлаждение ролика выполняют путем разбрызгивания теплообменной жидкости с помощью разбрызгивающих рамп, распределенных по меньшей мере по части свободного сектора ролика, и регулирования по меньшей мере температуры жидкости и скорости разбрызгиваемого потока в зависимости от температуры ленты, скорости движения и условий теплообмена для восстановления заданного уровня температуры наружной поверхности ролика непосредственно перед ее прохождением через сектор контакта.
В другом варианте выполнения ролик для измерения планшетности расположен под лентой, при этом наружная поверхность указанного ролика содержит нижнюю часть, погруженную в ванну с теплообменной жидкостью, предусмотренную в баке, расположенном под роликом и соединенном со средством, обеспечивающим циркуляцию жидкости с регулируемой скоростью потока между впускным и выпускным отверстиями бака, при этом регулируют по меньшей мере начальную температуру жидкости, когда она достигает ванну, и скорость потока циркуляции для возвращения на заданный уровень температуры наружной поверхности ролика непосредственно перед ее прохождением через сектор контакта.
За счет этих мер наружная поверхность ролика возвращается перед его прохождением через контактную зону к равновесной температуре t, которая связана с температурой t1 ленты и начальной температурой t2 теплообменной жидкости формулой:
где а обозначает коэффициент теплообмена между лентой и роликом, b - коэффициент теплообмена между теплообменной жидкостью и роликом, А - угловой сектор контакта и В - угловой сектор охлаждения.
Согласно изобретению во время работы можно воздействовать по меньшей мере на один из параметров в указанной формуле для поддержания равновесной температуры t на постоянном уровне.
Изобретение также относится к устройству для определения планшетности для реализации способа, содержащего средство для принудительного охлаждения наружной поверхности измерительного ролика посредством циркуляции теплообменной жидкости вдоль по меньшей мере части свободного сектора ролика и средство для регулировки условий охлаждения для удерживания заданной равновесной температуры наружной поверхности ролика, с контролируемым охлаждением каждой зоны измерения при ее прохождении через свободный сектор ролика.
Изобретение применимо, в частности, к роликам для измерения планшетности, относящихся к типу, содержащему множество зон определения, распределенных по длине ролика, каждая из которых снабжена датчиком для передачи сигнала, связанного с прикладываемым давлением соответствующей частью ленты, когда указанная зона определения проходит через угловой сектор, где лента соприкасается с роликом, при этом указанные зоны определения возвращаются к той же равновесной температуре каждый раз, когда они проходят через свободный сектор ролика.
Изобретение имеет также другие предпочтительные признаки, которые следуют из приведенного ниже описания некоторых вариантов выполнения, приведенных лишь в качестве примеров и представленных на прилагаемых чертежах, на которых изображено:
фиг.1 - разрез устройства для измерения планшетности согласно изобретению с намоткой ленты ниже плоскости прохождения;
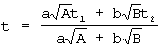
фиг.2 - схематическое изображение системы охлаждения ролика;
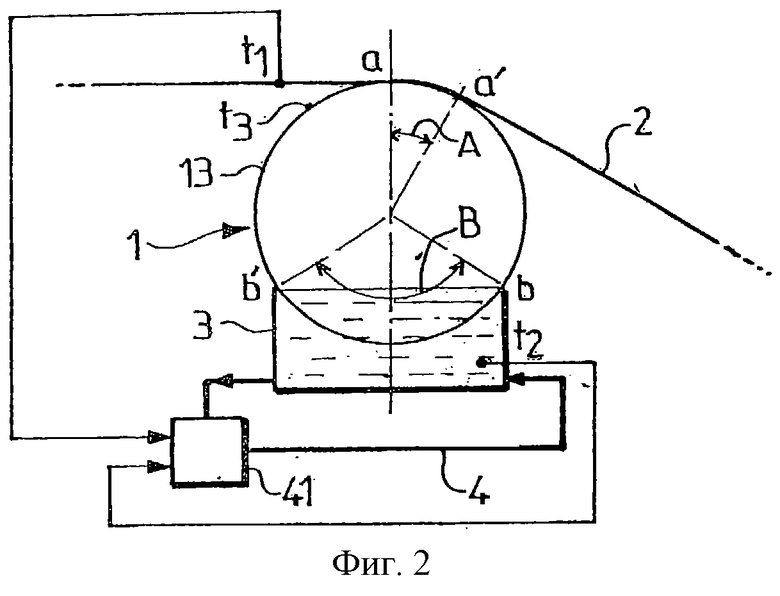
фиг.3 - другой вариант выполнения изобретения с намоткой ленты выше плоскости прохождения, вид сбоку;
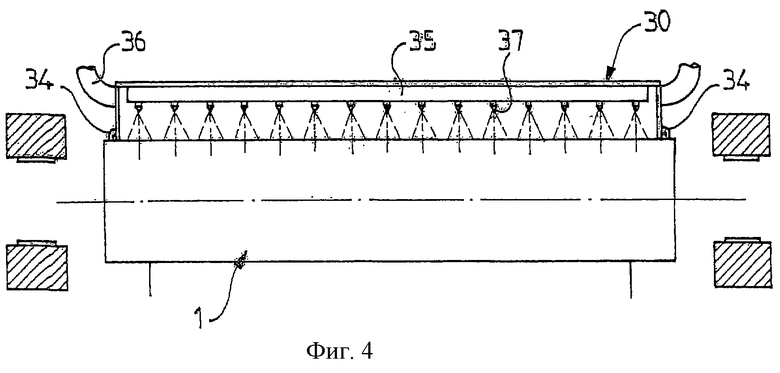
фиг.4 - ролик, согласно фиг.3, вид снизу;
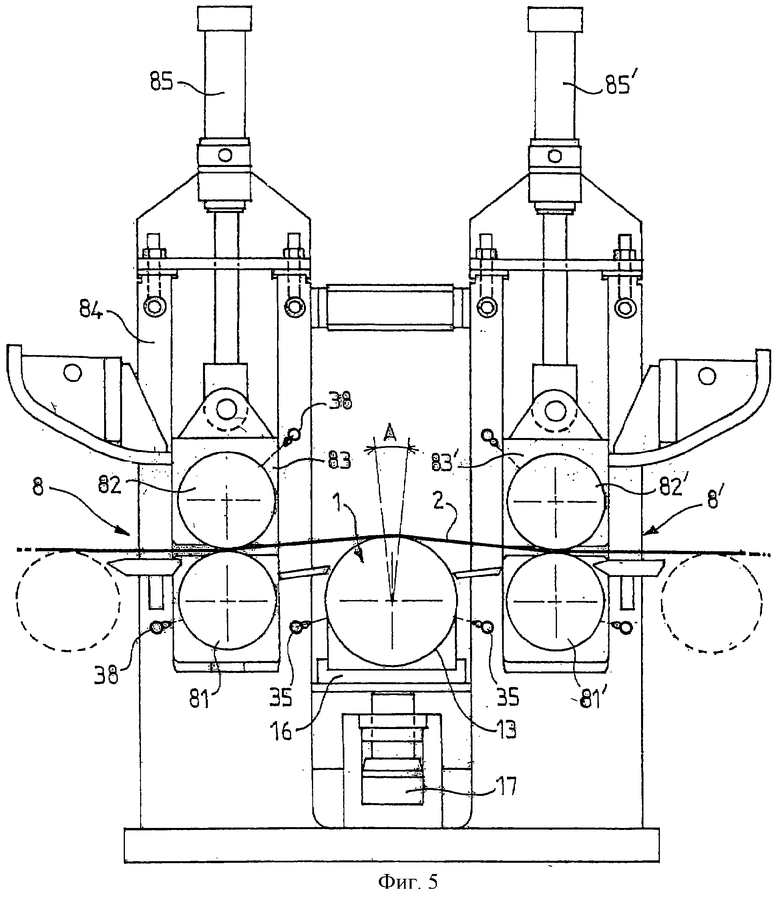
фиг.5 - разрез другого варианта выполнения изобретения;
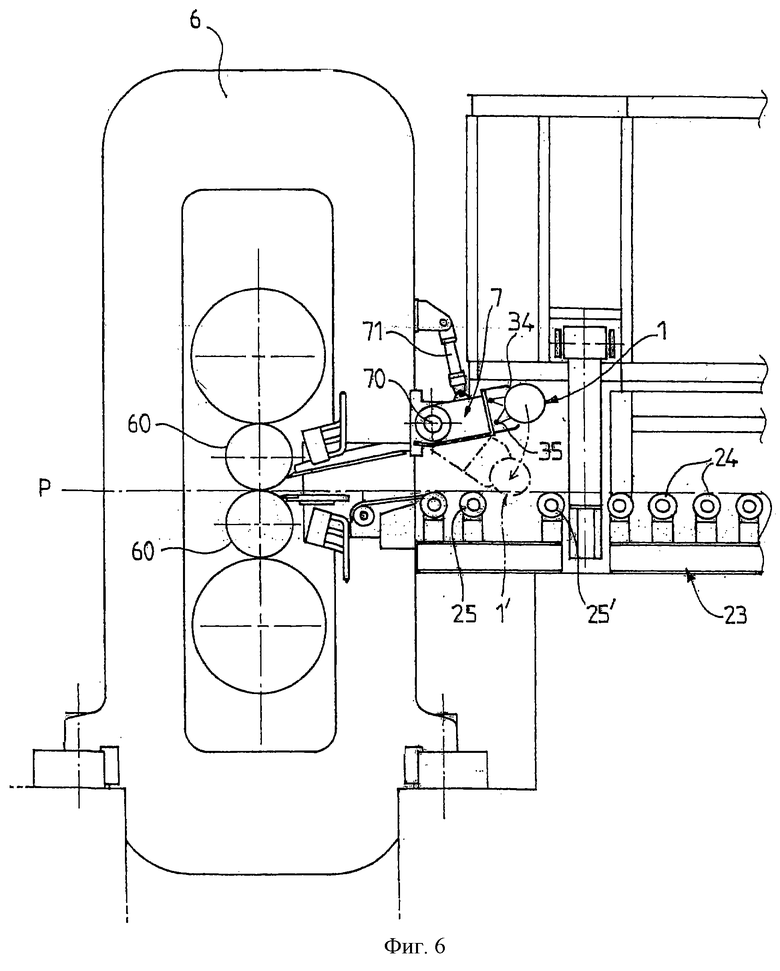
фиг.6 - другой варианта выполнения изобретения в другом применении.
На фиг.1 схематично показан узел ролика 1 для измерения планшетности, на который воздействует металлическая лента 2, которая движется в продольном направлении параллельно плоскости чертежа и наматывается вокруг сматывающего устройства 21, которое в данном примере расположено ниже плоскости Р движения ленты. Ленту наматывают под растягивающей нагрузкой, для чего сматывающее устройство 21 снабжено известными средствами, не требующими описания.
Лента 2 отклоняется роликом 1 и под действием продольного натяжения, определяемого средствами управления намоткой, накладывается на угловой сектор указанного ролика.
Ролик 1 для измерения планшетности может принадлежать к любому известному типу, например к описанному в патенте Франции №2 468 878 заявителя. Известно, что обычно такой измерительный ролик содержит трубчатый корпус 11, в котором предусмотрены выемки 12, которые закрыты тонким кожухом 13, прикрепленным к трубчатому корпусу 11. Внутри каждой выемки 12 расположено устройство измерения, например измерительный преобразователь 14 перемещения, который содержит неподвижный элемент, опирающийся на дно выемки 12, и подвижный элемент, опирающийся на внутреннюю поверхность кожуха 13, закрывающего выемку 12 снаружи.
Ролик 1 установлен с возможностью вращения вокруг своей оси 10 и снабжен несколькими датчиками, распределенными по всей его длине для перекрытия всей ширины W ленты, наложенной на ролик 1.
Такой вариант выполнения хорошо известен и не требует подробного описания. Другие системы можно использовать для измерения нагрузок, действующих на ролик в нескольких зонах определения, распределенных по длине указанного ролика.
До настоящего времени такие ролики для измерения планшетности использовались только в установках холодной прокатки, в которых прокатываемая лента имеет умеренную температуру. Система согласно изобретению позволяет, в противоположность этому, измерять планшетность ленты при высокой температуре, при этом измерительный ролик 1 может быть установлен снизу по потоку в направлении движения в установке горячей прокатки, не изображенной на фиг.1.
Температура горячей ленты, приходящей на ролик 1, может составлять, например, от 250 до 400°С в случае не железных металлов, однако она может быть и выше. Это приводит к значительному нагреванию ролика через его наружную поверхность.
Однако, как показано на фиг.2, наружная поверхность ролика 1 охвачена лентой 2 только по относительно небольшому угловому сектору а, а', центральный угол А которого обычно не превышает 20° и поэтому имеется свободный сектор а', а, составляющий 340-350°. В изобретении используется эта конструкция за счет выполнения принудительного охлаждения наружной поверхности 13 ролика посредством циркуляции теплообменной жидкости вдоль по меньшей мере одной части свободного сектора а', а, а также за счет регулирования условий охлаждения для приведения каждой зоны определения к одинаковой равновесной температуре при ее прохождении через свободный сектор.
В показанной на фиг.1 конструкции, например, ролик 1 расположен под лентой и можно погрузить нижнюю часть свободного сектора в бак 3, наполненный теплообменной жидкостью 31, такой как вода. Бак 3 широко открыт сверху, так что нижняя часть ролика погружена в относительно большом угловом секторе В, составляющем, например, от 90 до 100°.
Таким образом, при каждом повороте ролика, каждая секция 15 кожуха 13, закрывающего выемку 12, образует зону определения, которая нагревается прежде всего за счет контакта с лентой 2 во время прохождения через угловой сектор А, однако сразу же охлаждается при соприкосновении с водой 31 при прохождении углового сектора b, b' с центральным углом В.
Если обозначить температуру ленты t1 и t2 температуру теплообменной жидкости в баке 3, то температуру t наружной поверхности ролика после прохождения через охлаждающую жидкость 31 можно выразить формулой:
где а обозначает удельный коэффициент теплообмена между лентой и роликом, b - удельный коэффициент теплообмена между теплообменной жидкостью и роликом.
Эти коэффициенты теплообмена существенно зависят от свойств тонкого кожуха 13, образующего наружную поверхность ролика 1, от охлаждающей жидкости 31 и угла раскрытия секторов А и В.
Бак 3 соединен с системой 4 для обеспечения циркуляции охлаждающей жидкости 31 между впускным и выпускным отверстиями, содержащей устройство 41 для регулирования параметров охлаждения, таких как начальная температура и скорость потока жидкости 31 в зависимости от температуры t1 ленты для возвращения наружной поверхности 13 ролика к заданной температуре t.
Поэтому при каждом повороте ролика каждая зона определения снова возвращается к постоянному уровню температуры перед прохождением углового сектора А в соприкосновении с лентой 2. Таким образом, обеспечивается повторяемость измерения давления, оказываемого лентой на стенку 15, или смещения указанной ленты, поскольку тепловое воздействие ленты остается постоянным.
Поскольку охлаждение происходит при каждом повороте при постоянном соотношении между временем нагревания и временем охлаждения, то можно изменять скорость движения ленты, например, в зависимости от уменьшения толщины, получаемой в прокатном стане.
Однако могут происходить остановки в работе, связанные, например, с обслуживанием прокатного стана или другого участка установки. В таком случае лента 2 остается приложенной к одной и той же части ролика и вызывает повышение температуры, что может разрушить датчики.
В соответствии с этим в случае остановки предусмотрена возможность отвода ленты 2 от ролика 1 с использованием отклоняющего ролика 5, установленного с возможностью вращения на концах двух опорных рычагов 51, установленных с возможностью поворота вокруг оси 52 между отведенным положением, представленным сплошной линией на фигуре, в котором лента 2 прилегает нормально к ролику 1, и положением зацепления, представленном штрихпунктирной линией, в котором лента 2 поднимается роликом 5 и слегка отводится от наружной поверхности 13 ролика 1.
На фиг.3 показан на виде сбоку другой вариант выполнения, в котором сматывающее устройство 21 расположено выше плоскости Р движения ленты 2.
Измерительный ролик 1, служащий в качестве ролика определения, расположен над лентой 2 и должен быть соединен с устройством охлаждения, расположенным сбоку. В этом случае устройство охлаждения выполнено в виде кессона 30, имеющего две продольные стенки 33, 34, параллельные оси 10 ролика, и выступающие вверх кромки 33', 34', расположенные в непосредственной близости к наружной поверхности 13 ролика. Концы 33', 34' отогнуты под углом для образования сектора охлаждения, равного центральному углу В по меньшей мере одному квадранту.
Внутри кессона 30 расположена по меньшей мере одна разбрызгивающая жидкость рампа, образованная магистралью 35, соединенной с системой 36 подачи теплообменной жидкости и снабженной множеством отверстий, образующих сопла 37 для разбрызгивания жидкости, направленные к наружной поверхности 13 ролика так, что струи жидкости являются в целом смежными и покрывают сектор ролика по всей длине ролика. Кессон 30 предпочтительно снабжен двумя разбрызгивающими рампами 35, сопла 37 которых смещены по углу и в продольном направлении для лучшего распределения жидкости по всему угловому сектору В. Как и прежде, система 36 подачи соединена со средством 36' для регулирования скорости разбрызгиваемого потока в зависимости от температуры ленты 2 для поддержания заданной температуры наружной поверхности 13 ролика 1 перед сектором А контакта.
Для предотвращения слишком сильного нагревания зоны измерения в случае остановки движения ленты и, следовательно, вращения измерительного ролика 1 указанный ролик соединен с отклоняющим роликом 5, установленным на концах пары рычагов 51, способных поворачиваться вокруг оси 52 между поднятым положением, в котором лента 2 прилегает к сматывающему устройству 21, и опущенным положением, в котором лента 2 отклоняется роликом 5 и слегка отводится от наружной поверхности ролика 1.
Согласно обоим вариантам выполнения, указанным выше, для обеспечения прилегания под растягивающей нагрузкой ленты 2 к угловому сектору измеряющего планшетность ролика 1, указанный ролик образует отклоняющий ролик, расположенный непосредственно выше по потоку в направлении движения к сматывающему устройству 21, для определения прилегания ленты под растягивающей нагрузкой к угловому сектору измерительного ролика 1.
Не является недостатком, когда сматывающее устройство расположено на небольшом расстоянии от прокатного стана, например, в случае прокатки нежелезных металлов, таких как алюминий, которые на выходе с участка горячей прокатки имеют относительно умеренную температуру порядка 300-400°С и могут сматываться в рулон непосредственно после измерения.
И наоборот, в случае железных металлов, таких как сталь, сматываемая лента имеет намного большую температуру, например порядка 700-1000°С, и поэтому должна подвергаться операции первого охлаждения перед намоткой в рулон. В этом случае необходимо расположить стол для охлаждения между прокатным станом и сматывающим устройством, которое в этом случае расположено на довольно значительном расстоянии от прокатного стана. Однако первая стадия охлаждения не является гомогенной по ширине ленты и может приводить к неравномерному сокращению волокон, поэтому изменения удлинения, обусловленные прокатным станом, могут быть определены после полного охлаждения ленты, смотанной в рулон. Если измерительный ролик расположен непосредственно перед сматыванием при наличии стола для охлаждения, то измерение распределения удлинения может быть искажено.
Поэтому, если необходимо охлаждение перед сматыванием, то более предпочтительно расположить измерительный ролик на выходе прокатного стана перед столом для охлаждения.
Однако, если необходимо ждать, когда начало ленты будет намотано на сматывающее устройство для приложения растягивающей нагрузки, то невозможно контролировать планшетность ленты на довольно значительной длине указанной ленты.
Для устранения этого недостатка необходимо прикладывать растягивающую нагрузку на измерительном ролике, как только лента выйдет из прокатного стана.
Для этой цели, как показано на фиг.5, измеряющий планшетность ролик 1 может быть расположен между парой прижимных роликов 8, 8', каждая из которых содержит неподвижный ролик 81 и подвижный ролик 82, установленный на суппорте 83, скользящим вертикально между двумя направляющими шасси 84 под действием подъемного устройства 85.
Измеряющий планшетность ролик 1 поддерживает себя с помощью опорной рамы 16, установленной с возможностью вертикального скольжения под действием подъемного устройства 17.
В нижнем положении роликов 82, 82' лента зажата между обеими парами роликов 8, 8', и подъемное устройство 17 опорной рамы 16 обеспечивает регулирование относительного уровня измерительного ролика 1 по отношению к плоскости движения, что определяет центральный угол А прилегания ленты 2 к ролику 1.
В этой конструкции по меньшей мере один из прижимных роликов каждой пары роликов 8, 8' приводится во вращение со скоростью, которую можно регулировать по отдельности для каждой пары 8, 8'.
Таким образом, можно прикладывать к части ленты, расположенной на линии между обеими парами 8, 8' роликов, растягивающую нагрузку путем регулирования по отдельности скорости вращения прижимных роликов 8, 8', расположенных выше и ниже по потоку от измерительного ролика 1.
Разбрызгивающие рампы 35, расположенные по обеим сторонам ролика 1, обеспечивают принудительное охлаждение свободного сектора указанного ролика.
Другие разбрызгивающие рампы 38 могут быть связаны с обеими парами прижимных роликов 8, 8'.
Таким образом, можно регулировать интенсивность охлаждения для поддержания заданной температуры наружной поверхности 13 ролика 1, что обеспечивает повторяемость измерений.
Следует отметить, что регулирование по отдельности скорости вращения обеих пар прижимных роликов 8, 8' обеспечивает избирательное регулирование усилий, прикладываемых к ленте в каждой части указанной ленты, соответственно, между выходом из прокатного стана и прижимными роликами 8, на измерительном ролике 1 между обеими парами прижимных роликов 8, 8' и между прижимными роликами 8' и сматывающим устройством 21.
Однако изобретение не ограничивается деталями вариантов выполнения, которые приведены выше исключительно в качестве примеров, а охватывает также другие вариации или другие применения, определяемые защитными рамками формулы изобретения.
Например, измерение планшетности горячей ленты может быть полезным в случае так называемой мини прокатной установки, содержащей отливку непрерывной тонкой ленты, за которой следуют несколько образующих линию клетей чистовой прокатки, стол для охлаждения и сматывающее устройство.
На фиг.6 показана в качестве примера такая конструкция только с последней клетью 6 чистовой прокатки. Движущаяся на фиг.6 слева направо лента вдоль горизонтальной плоскости Р проката проходит прежде всего между двумя рабочими валками 60 прокатной клети 6, затем по столу 23 для охлаждения, содержащему опорный стол, образованный рядом роликов 24, расположенных по касательной к плоскости Р движения, а также через средства охлаждения, которые не изображены на фиг.6.
В этом варианте выполнения изобретения ролик 1 для измерения планшетности установлен на выходе из прокатного стана, однако к ленте может прикладываться растягивающее усилие с помощью сматывающего устройства в конце линии. При этом в действительности нельзя контролировать планшетность начала ленты, длина которого незначительна при непрерывной отливке ленты.
Однако, для задания угла наложения ленты на измерительный ролик 1 указанный ролик установлен на опорную раму 7, выполненную с возможностью поворота вокруг оси 70 на двух опорах, находящихся на одной линии и закрепленных на прокатной клети 6. Подъемное устройство 7 управляет поворотом ролика 1 между поднятым положением, показанным сплошными линиями на фиг.5, и нижним положением, в котором ролик 1' расположен между двумя смежными роликами 25, 25' роликового стола 23 для охлаждения, и поэтому определяет наложение ленты 2 на измерительный ролик 1, которая в этом случае находится под натяжением сматывающего устройства, расположенного на конце стола 23 для охлаждения и не изображенного на фигуре.
Растягивающую нагрузку, прикладываемую сматывающим устройством к ленте, можно регулировать в зависимости от скорости проката между рабочими валками 60 для намотки ленты смежными спиралями.
Раскрытие углового сектора наложения ленты зависит от уровня нижнего положения 1' ролика 1 относительно плоскости роликов 25, 25', который можно регулировать с помощью подъемного устройства 71.
Так же как на фиг.3, измерительный ролик 1 соединен с охлаждающим кессоном 34, закрепленным на раме 7 и снабженным рампой 35 для разбрызгивания охлаждающей жидкости на часть свободного сектора ролика.
В случае остановки движения достаточно сразу поднять раму 7 для отвода измерительного ролика от ленты с целью предотвращения перегрева от указанной ленты.
Приведенные в формуле изобретения после технических признаков номера позиций служат только для облегчения понимания сказанного и совсем не ограничивают его объем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСКОРЕННОГО ОХЛАЖДЕНИЯ РУЛОННОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2243271C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПЛОСКОСТНОСТИ | 2002 |
|
RU2267371C2 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2442671C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2011 |
|
RU2471875C1 |
| Система контроля распределения удельных натяжений по ширине прокатываемой ферромагнитной полосы | 1988 |
|
SU1563797A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ПРОКАТКИ | 2000 |
|
RU2177847C1 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА СООТНОШЕНИЯ В ТРЕНИИ МЕЖДУ ВЕРХНИМ И НИЖНИМ ВАЛКОМ ПРОКАТНОЙ КЛЕТИ И СПОСОБ ПРОКАТКИ ПОЛОСООБРАЗНОГО ПРОКАТА | 1998 |
|
RU2208488C2 |
| Устройство для определения удельных натяжений по ширине прокатываемой полосы | 1988 |
|
SU1622051A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И ТЕРМООБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ | 2008 |
|
RU2429922C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
Изобретение относится к способу и устройству для определения плоскостности металлического ленточного изделия с высокой температурой, с использованием измерительного ролика, имеющего цилиндрическую наружную поверхность, содержащую угловой сектор контакта и свободный сектор при горячей прокатке железных и не железных металлов. Способ включает приложение растягивающей нагрузки на угловой сектор измерительного ролика, цилиндрическая наружная поверхность которого имеет угловой сектор, контактирующий с металлической лентой, и свободный сектор, при этом ролик принудительно охлаждают посредством циркуляции теплообменной жидкости по меньшей мере вдоль части свободного сектора наружной поверхности ролика и задают параметры, ответственные за эффективность охлаждения, такие как раскрытие углового сектора охлаждения, температура и скорость потока циркуляции теплообменной жидкости, так что наружную поверхность ролика при каждом повороте возвращают к заданной равновесной температуре. Устройство для определения плоскостности ленточного изделия, движущегося в продольном направлении с приложенной растягивающей нагрузкой, содержит измерительный ролик, установленный с возможностью вращения вокруг оси, перпендикулярной продольному направлению движения, цилиндрическая наружная поверхность которого имеет угловой сектор контактирования с наложенной на него лентой, находящейся под растягивающей нагрузкой, и свободный сектор, средства для принудительного охлаждения ролика посредством циркуляции теплообменной жидкости, по меньшей мере, вдоль части свободного сектора ролика и средство для регулирования условий охлаждения с целью поддержания заданной температуры наружной поверхности ролика. Изобретение обеспечивает возможность контролирования плоскостности изделия по всей его длине, в том числе и при горячей прокатке, и повышения качества изделия. 2 н. и 13 з.п. ф-лы, 6 ил.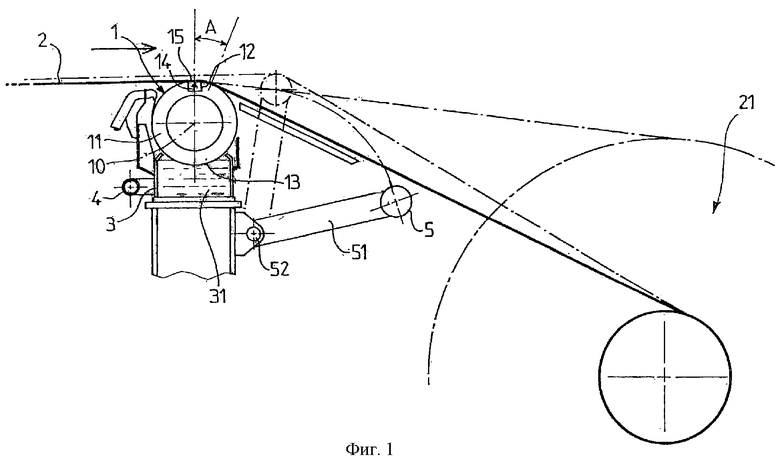
где (а) обозначает коэффициент теплообмена между лентой (2) и роликом (1), (b) - коэффициент теплообмена между теплообменной жидкостью (31) и роликом (1), (А) - угловой сектор (а, а') контакта и (В) - угловой сектор (b, b') охлаждения,
и во время работы можно воздействовать по меньшей мере на один из параметров в указанной формуле для поддержания равновесной температуры (t) на постоянном уровне.
| Инъектор | 1979 |
|
SU858845A1 |
| Устройство для контроля плоскостности полосы при холодной прокатке | 1980 |
|
SU884766A1 |

