Изобретение относится к прокатному производству и предназначено для регулирования процесса горячей и/или холодной прокатки.
Известен способ регулирования процесса прокатки, включающий изменение скорости вращения валков в зависимости от наличия между ними прокатываемого материала (Патент России 1665598, кл. В 21 В 37/00, 1995).
Известный способ не обеспечивает высокой точности регулирования из-за того, что при его реализации не учитываются технологические параметры процесса прокатки.
Известен способ регулирования процесса прокатки, включающий измерение толщины прокатываемой полосы и введение корректирующего воздействия на исполнительные механизмы привода валков при отклонении толщины прокатываемой полосы от заданных значений (Патент России 2125495, кл. В 21 В 37/00, 1999).
Недостатком известного способа является низкая точность регулирования, так как осуществляют измерение только одного параметра и не учитывают изменение скорости прокатываемой полосы.
Наиболее близким аналогом к заявляемому способу является способ регулирования процесса прокатки, включающий измерение технологических параметров процесса прокатки (прокатываемой полосы) измерительными приборами в нескольких точках по длине стана и выдачу корректирующих воздействий на исполнительные механизмы (Патент России 2078626, кл. В 21 В 37/00, 1997).
Признаки ближайшего аналога, совпадающие с существенными признаками предлагаемого изобретения:
1. Измерение контролируемых параметров прокатываемой полосы в нескольких точках по длине стана.
2. Выбор корректирующих воздействий на исполнительные механизмы.
Известный способ не обеспечивает высокой точности регулирования процесса прокатки, поскольку в процессе измерения контролируемых технологических параметров не отслеживается их взаимосвязь с конкретными элементами длины прокатываемой полосы. Поэтому при выборе корректирующих воздействий на исполнительные механизмы не представляется возможным точно определить время приложения корректирующих воздействий.
В основу изобретения поставлена задача усовершенствования способа регулирования процесса прокатки, в котором за счет отслеживания взаимосвязи контролируемых параметров с конкретными элементами длины полосы обеспечивается высокая точность регулирования.
Поставленная задача решается тем, что в способе регулирования процесса прокатки, включающем измерение контролируемых параметров прокатываемой полосы в нескольких точках по длине стана и выбор корректирующих воздействий на исполнительные механизмы, по изобретению проводят дискретное измерение контролируемых параметров, измеряют угловые скорости рабочих валков клетей и роликов рольгангов, на основании замеров угловых скоростей выделяют заданное число равновеликих отрезков полосы для последующего усреднения не менее трех значений измеренных контролируемых параметров на каждом отрезке и определяют необходимые корректирующие воздействия на основании усредненных значений контролируемых параметров.
Измерение угловых скоростей рабочих валков клетей и роликов необходимо для выделения заданного числа равновеликих отрезков прокатываемой полосы. На основании замеров угловых скоростей с учетом диаметров рабочих валков и роликов рольгангов определяют линейную скорость движения прокатываемой полосы, для чего вводят коэффициенты опережения и запаздывания, зависящие от сортаментных параметров и режимов прокатки.
Выделение заданного числа равновеликих отрезков позволяет повысить достоверность определения контролируемых параметров, т. к. позволяет отслеживать взаимосвязь контролируемых параметров с конкретными элементами длины полосы. Последующее усреднение не менее трех значений измеренных контролируемых параметров на каждом из выделенных равновеликих отрезков также позволяет повысить достоверность определения контролируемого параметра за счет многократности измерения и усреднения и повысить точность регулирования. При этом если усреднять менее трех значений измерений контролируемых параметров достоверность снижается, т. к. на точность измерения оказывают существенное влияние случайные погрешности, возникающие в средствах измерения.
Определение необходимых корректирующих воздействий на основании усредненных значений контролируемых технологических параметров позволяет получать полосу с минимальными отклонениями параметров от заданных значений.
Сущность заявляемого способа поясняется чертежом, на котором условно показан фрагмент прокатного стана, состоящий из двух клетей и рольганга между ними.
Устройство, иллюстрирующее реализацию заявляемого способа, содержит первую клеть в виде пары рабочих валков 1, вторую клеть в виде второй пары рабочих валков 2 и расположенный между ними рольганг с роликами 3. Валки и ролики снабжены датчиками угловых скоростей 4, связанными с вычислительным блоком 5, который может быть выполнен в виде персонального компьютера, снабженного соответствующим программным обеспечением. Между клетями в измерительной позиции установлен прибор 6, обеспечивающей измерение контролируемого параметра. Это может быть измеритель температуры (пирометр), измеритель ширины, измеритель толщины ленты и т. п. Прибор 6 также соединен с вычислительным блоком 5, выход которого соединен с системой 7 сбора, хранения и отображения информации, роль которого может выполнять персональный компьютер.
Способ осуществляется следующим образом.
При входе подката в первую клеть и на протяжении всего перемещения проката в прокатном стане с датчиков 4 угловых скоростей валков рабочих клетей и роликов рольгангов в вычислительный блок 5 поступает информация, на основе которой блок определяет относительную скорость движения полосы в любой момент времени и определяет момент входа полосы в измерительную позицию, в которой находится прибор 6 для измерения контролируемого параметра, после чего начинает фиксировать поступающую от него информацию. При этом каждое дискретное измерение контролируемого параметра, поступающее от прибора 6 фиксируется в комплексе со временем измерения. В момент выхода полосы из-под прибора 6 запись параметров прекращается и начинается их обработка. Во время обработки данных для каждого зафиксированного дискретного измерения по записанной скорости движения полосы и времени измерения вычисляют относительную координату вдоль полосы. Затем всю длину полосы разбивают на заданное число равновеликих отрезков, производят анализ, к какому отрезку относится каждое дискретное измерение? и измерения, относящиеся к одному отрезку, усредняют.
По результатам измерения и усреднения значений контролируемых параметров полосы осуществляют соответствующую корректировку настроек стана непосредственно в процессе прокатки, что существенно повышает точность регулирования процесса прокатки, обеспечивая его соответствие задаваемым конечным характеристикам (допустимые отклонения по ширине, толщине и т. п. ).
Пример.
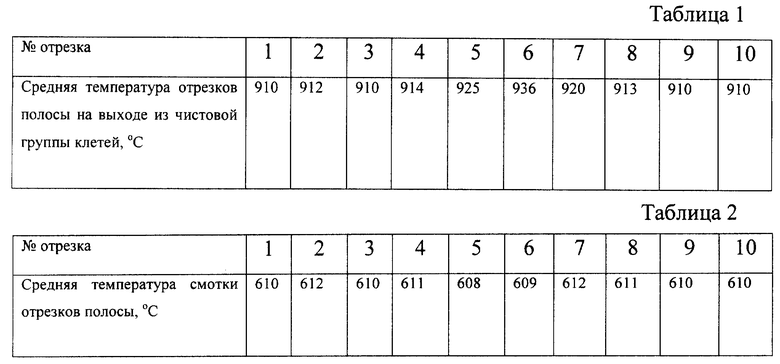
Предлагаемый способ регулирования процесса прокатки осуществляли на непрерывном широкополосном стане горячей прокатки. Способ использовали для управления установкой ламинарного охлаждения полосы длиной 900 м из стали марки 08Ю перед ее смоткой в рулоны. Измеряемым контролируемым параметром была температура полосы после ее выхода из последней клети чистовой группы клетей стана. На основании значений температуры полосы проводили выбор корректирующих воздействий на исполнительные механизмы установки ламинарного охлаждения для получения температуры смотки в пределах 600-620oС.
Для измерения температуры полосы после ее выхода из последней клети чистовой группы клетей стана использовали пирометр, установленный на выходе из последней клети в начале отводящего рольганга. Пирометр осуществлял дискретные измерения температуры полосы с частотой 10 раз в секунду. Угловые скорости рабочих валков последней чистовой клети и роликов отводящего рольганга измеряли тахометрами, установленными на приводах последней чистовой клети и роликов рольганга. Диаметр рабочих валков последней клети чистовой группы составлял 750 мм, а диаметр роликов отводящего рольганга - 350 мм. На основании замеров угловых скоростей и с учетом диаметров валков и роликов определяли линейную скорость движения полосы, значения которой лежали в диапазоне 6,5-11,2 м/с. Выделяли 50 отрезков длиной 16 м каждый и на основании линейной скорости движения полосы определяли период прохождения каждого отрезка полосы под пирометром. Выбранное количество отрезков обусловлено, с одной стороны, быстродействием исполнительных механизмов, а с другой стороны, требованиями к точности регулирования. Измеренные дискретные значения температуры усредняли для каждого отрезка. Полученные данные значения температуры усредняли для каждого отрезка. Полученные данные представлены в таблице 1.
Полученные усредненные значения температуры на каждом отрезке использовали для определения необходимых корректирующих воздействий на исполнительные механизмы в данном случае для автоматического включения или отключения секций установки ламинарного охлаждения во время прохождения через нее полосы.
Как видно из таблицы, средняя температура на 5 и 6 отрезках значительно отличается от средней температуры остальных отрезков. Если проводить охлаждение этих отрезков в том же режиме, что и остальных, то температура смотки этих двух отрезков будет выходить за заданные пределы. В связи с этим выбирали корректирующее воздействие в виде включения одной дополнительной секции установки ламинарного охлаждения в период прохождения 5 и 6 отрезков через область действия дополнительной секции. Благодаря этому достигнута температура смотки по всей длине полосы, находящаяся в заданных пределах. Полученные данные по температуре смотки представлены в таблице 2.
Предлагаемый способ обеспечивает высокую точность регулирования, что приводит к повышению качества готового продукта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ ПРОКАТА | 2000 |
|
RU2184632C2 |
| СПОСОБ ОПТИМИЗАЦИИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ПРОКАТА | 2002 |
|
RU2207204C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕМПОМ ПРОКАТКИ НА СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2001 |
|
RU2191649C1 |
| Способ производства проката | 2016 |
|
RU2655398C2 |
| СПОСОБ ОПТИМИЗАЦИИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ПРОКАТА | 2012 |
|
RU2519712C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2183522C1 |
| СПОСОБ ОПТИМИЗАЦИИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ПРОКАТА | 2012 |
|
RU2494826C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ ПОЛОСЫ | 2012 |
|
RU2516429C2 |
| СПОСОБ ОТДЕЛКИ НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2002 |
|
RU2209253C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПОЛОСОВОГО ПРОКАТА ДЛЯ ТРУБНОГО ШТРИПСА | 2002 |
|
RU2203964C1 |
Изобретение относится к прокатному производству и предназначено для регулирования процесса горячей и/или холодной прокатки. Способ регулирования процесса прокатки включает измерение параметров прокатываемой полосы в нескольких точках по длине стана и выбор корректирующих воздействий на исполнительные механизмы, при этом проводят дискретное измерение контролируемых параметров, измеряют угловые скорости рабочих валков клетей и роликов рольгангов, на основании которых определяют скорость движения полосы, на основании полученных данных выделяют заданное число равновеликих отрезков полосы для последующего усреднения не менее трех значений измеренных контролируемых параметров на каждом данном отрезке и определяют необходимые корректирующие воздействия на основании усредненных значений контролируемых параметров для каждого данного отрезка. Способ регулирования процесса прокатки обеспечивает привязку контролируемых параметров к конкретному материальному объему металла, что существенно повышает точность регулирования процесса прокатки. 1 ил. , 2 табл.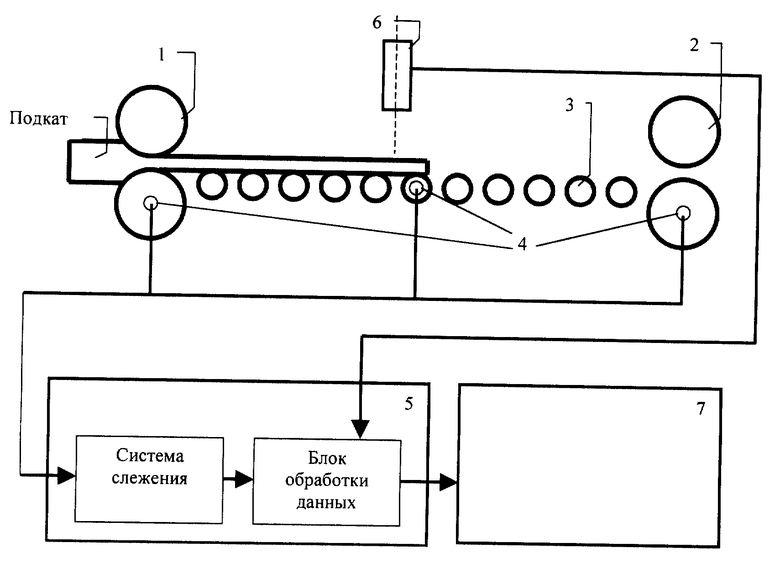
Способ регулирования процесса прокатки, включающий измерение контролируемых параметров прокатываемой полосы в нескольких точках по длине стана и выбор корректирующих воздействий на исполнительные механизмы, отличающийся тем, что проводят дискретное измерение контролируемых параметров, измеряют угловые скорости рабочих валков клетей и роликов рольгангов, на основании которых определяют скорость движения полосы, на основании полученных данных выделяют заданное число равновеликих отрезков полосы для последующего усреднения не менее трех значений измеренных контролируемых параметров на каждом данном отрезке и определяют необходимые корректирующие воздействия на основании усредненных значений контролируемых параметров для данного отрезка.
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ПРОКАТКИ | 1992 |
|
RU2078626C1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2125495C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА РЕВЕРСИВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1999 |
|
RU2156667C1 |
| DE 4040360 A1, 27.06.1991 | |||
| DE 4105321 A1, 27.08.1992 | |||
| US 5461894 A, 31.10.1995 | |||
| US 5502992 A, 02.04.1996 | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| EP 0671225 A1, 13.09.1995. | |||

