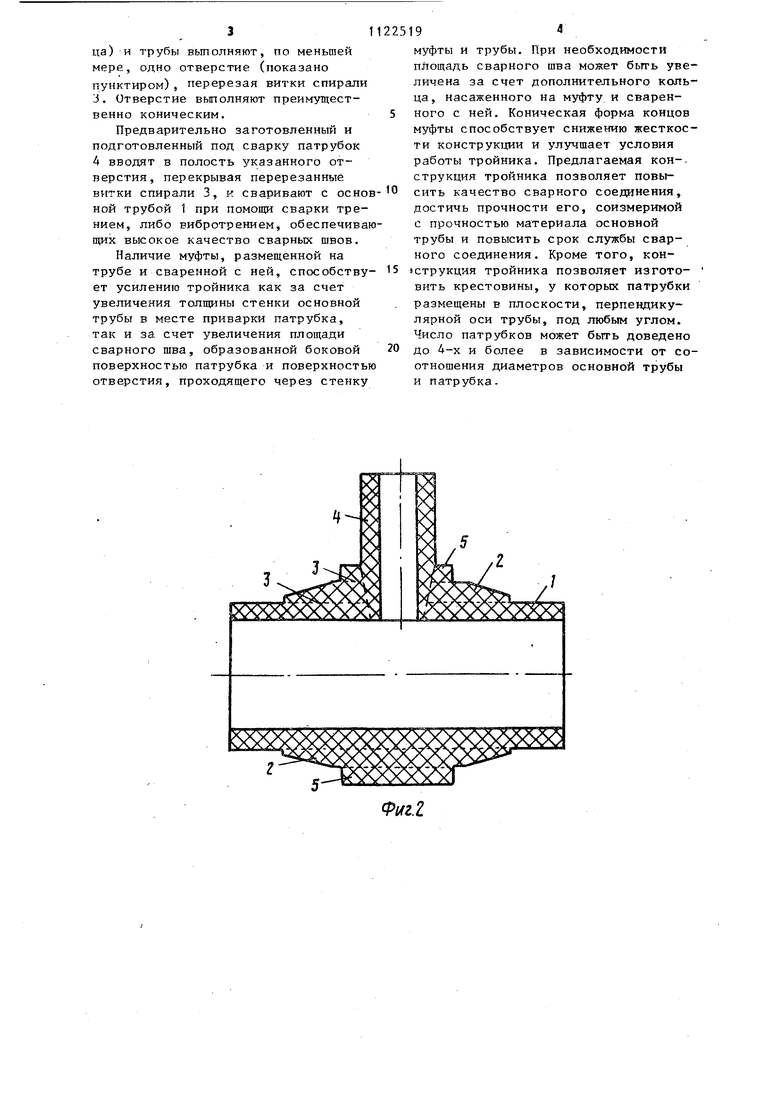
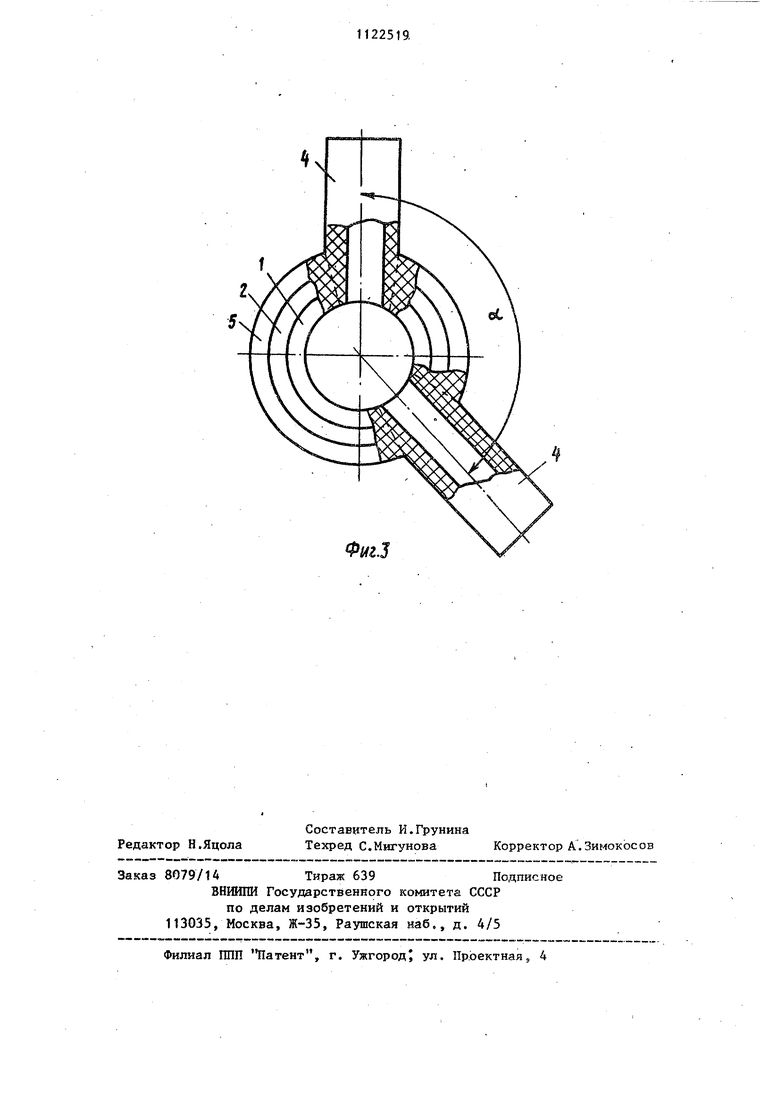
Изобретение относится к сварке груб из термопластов, точнее к со-единительным деталям пластмассовых трубопроводов. Известен тройник, выполненный путем приварки к основной jrpy6e ( двухступенчатой втулки, у которой торцовая часть большего диаметра имеет цилиндрическую поверхность радиуса основного тр бопровода и снабжена электроспиралыо. Раструбна /часть тройника предназначена для присоединения, бокового отвода С Недостатком этого тройника является низкая прочность сварки в месте приварки двухступенчатой втулки к основной трубе, которая связана с тем, что полимерный материал, разогретый электроспиралью до температуры сварки (250 С) становится жидкотекучим и вытекает изпод торцовой части втулки, снабженной электроспиралью. Кроме того, при такой конструкции тройника при сварке возможно смещение витков электроспирали, что приводит к (Межвитковому замыканию витков элект роспирали, к перегреву материала, его деструкции и резкому снижению прочности сварного соединения. Наиболее близким по технической сущности и достигаемому результату к изобретенною является тройник для соединения труб из термопластов содержаищй основную трубу, патрубок ответвления, охватывающий основную трубу усиливающий элемент, соединен ный с патрубком, электронагреватель ную спираль, расположенную между ос новной трубой и усиливающим элементом С 2 3. Недостаток известного устройства состоит в том, что усиливающий элемент выполнен разъемным, что создае в месте соприкосновения концентрато .ры нагфяжений, которые при длительн эксплуатации трубопровода приводят к появлению трещин. Цель изобретения - повьшгение прочности соединения. Указанная цель достигается тем, что в тройнике для соединения труб .из термопластов, содержащем основную трубу, патрубок ответвления, охватывающий основную трубу усилива Щ1-Ш элемент7 соединенный с патрубко электронагревательную спираль, расположенную между основной трубой и усиливающим элементом, усиливающий элемент выполнен в виде, по меньшей мере, одной неразъемной муфты. Муфта вьтолнена с цилиндрической средней частью и коническими концами. На фиг. 1 и 2 изображены варианты выполнения конструкции тройника-, на фиг. 3 - тройник, у которого патрубки ответвления размещены под углом между собой, поперечное сечение . На фиг. 1 изображен тройник, состоящий из отрезка основной трубы 1, на которой неразъемна размещена муфта 2 с электронагревательной спиралью 3 на внутренней поверхности. В стенке основной трубы 1 и в сваренной с ней муфте 2 выполнено отверстие (обозначено пунктиром), в котором неразъемно размещен патрубок ответвлений 4. Последний может быть соединен с основной трубой 1 сваркой трением, сваркой в раструб и др. На фиг, 2 изображен тройник, состоящий из основной трубы 1 с- размещенной на ней неразъемной муфтой 2с электронагревательной спиралью 3на внутренней поверхности. На муфте 2 размещено неразъемно кольцо 5 из термопласта, на внутренней поверхности которого также имеется электронагревательная спираль 3. Концы муфты 2 выполнены коническими, причем средняя часть ее имеет цилиндрическую форму, длина которой на 20-25% может превышать диаметр ввариваемого патрубка А. Последний может быть приварен при помощи контактной сварки в раструб, сваркой трением и др. Тройник изготавливается следующим образом. На отрезок основной трубы 1, подготовленной под сварку, насаживают муфту 2, на внутренней поверхности которой имеется электронагревательная спираль 3. Затем электронагревательную спираль 3 подключают к ис- i точнику тока (не показан), нагреваютматериал спирали 3, муфты 2 и трубы 1 и сваривают их между собой. При необходимости на муфту 2 насажива}от кольцо 5 из термопласта, на внутренней поверхности которого также имеется электронагревательная спираль 3, и сваривают его с муфтой 2 так же, как муфту 2 сваривают с трубой 1„ После сварки в стенке муфты (и коль3ца) и трубы вьтолняют, по меньшей мере, одно отверстие (показано пунктиром), перерезая витки спирали 3, Отверстие выполняют преимущественно коническим. Предварительно заготовленный и подготовленный под сварку патрубок 4 вводят в полость указанного отверстия, перекрывая перерезанные витки спирали 3, к сваривают с осно ной трубой 1 при помощи сварки трением, либо вибротрением, обеспечива щих высокое качество сварных швов. Наличие муфты, размещенной на трубе и сваренной с ней, способству ет усилению тройника как за счет увеличения толщины стенки основной трубы в месте приварки патрубка, так и за счет увеличения площади сварного шва, образованной боковой поверхностью патрубка и поверхность отверстия, проходящего через стенку 9 муфты и трубы. При необходимости площадь сварного шва может бьпь увеличена за счет дополнительного кольца, насаженного на муфту и сваренного с ней. Коническая форма концов муфты способствует снижению жесткости конструкции и улучшает условия работы тройника. Предлагаемая кон-. струкция тройника позволяет повысить качество сварного соединения, достичь прочности его, соизмеримой с прочностью материала основной трубы и повысить срок службы сварного соединения. Кроме того, конструкция тройника позволяет изготовить крестовины, у которых патрубки размещены в плоскости, перпендикулярной оси трубы, под любым углом. Число патрубков может быть доведено до 4-х и более в зависимости от соотношения диаметров основной трубы и патрубка.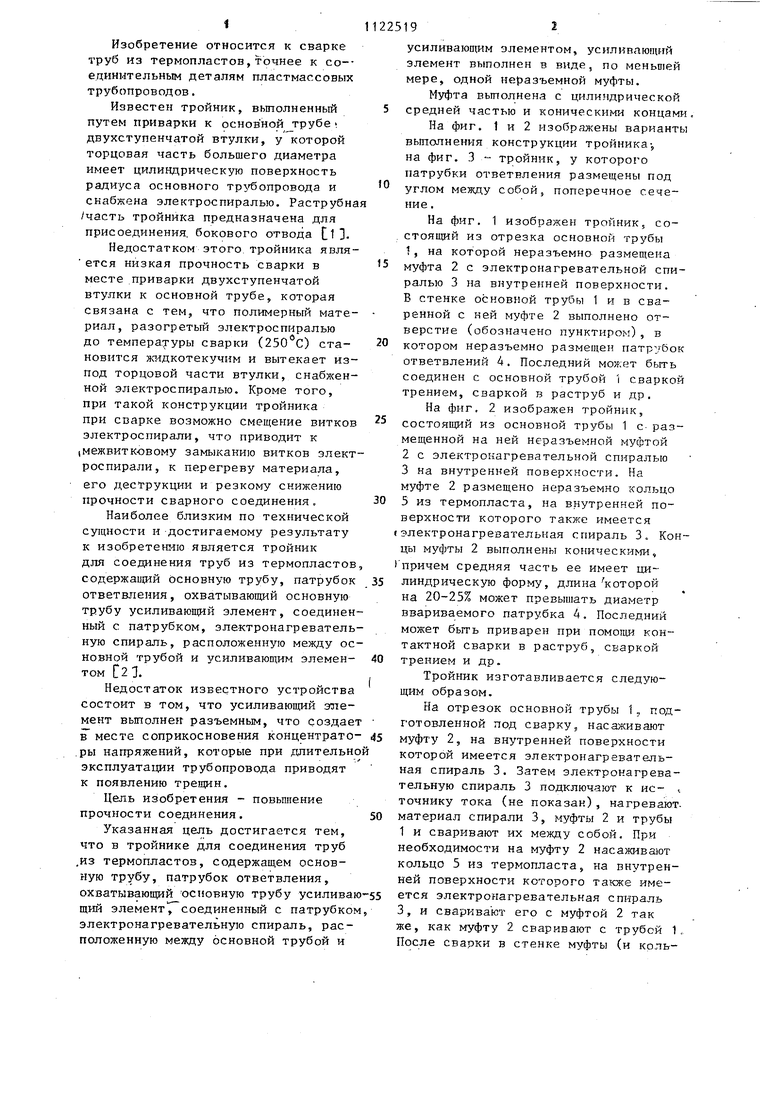
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИТИНГ | 2023 |
|
RU2822673C1 |
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 2000 |
|
RU2192577C2 |
| СПОСОБ СОЕДИНЕНИЯ ПЛАСТМАССОВЫХ АРМИРОВАННЫХ ТРУБ | 2001 |
|
RU2217311C2 |
| Способ изготовления соединительнойМуфТы из ТЕРМОплАСТА | 1979 |
|
SU827308A1 |
| Способ соединения труб из термопластов при ремонте трубопроводов | 1989 |
|
SU1757903A1 |
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 2004 |
|
RU2271492C2 |
| Способ изготовления сварного полимерного тройника | 1990 |
|
SU1787114A3 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО ПРЕЖДЕ ВСЕГО ДЛЯ СОЕДИНЕНИЯ С СИЛОВЫМ ЗАМЫКАНИЕМ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОЙ ДЕТАЛИ ИЗ МНОГОСЛОЙНОГО ВОЛОКНИСТОГО МАТЕРИАЛА С ДРУГОЙ ДЕТАЛЬЮ | 2005 |
|
RU2368838C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ ИЗ АРМИРОВАННОГО ТЕРМОПЛАСТА И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2087785C1 |
1. ТРОЙНИК ДЛЯ СОЕДИНЕНИЯ ТРУБ ИЗ ТЕРМОПЛАСТОВ, содержащий основн чо трубу, патрубок ответвления, охватывающий основную трубу усиливающий элемент, соединенный с патрубком, и электронагревательную спираль, расположенную метвду основной трубой и усиливающим элементом, отлича-ющийс я тем, что, с целью повышения прочностисоединения, усиливающий элемент выполнен в виде, по меньшей мере, одной неразъемной муфты. 2. Тройник поп.1,отличай)щ и и с я тем, что муфта выполнена с цилиндрической средней частью и коническими концами. 5 1чЗ ю О1 
4
Фмг.З
