Область техники
Настоящее изобретение относится к выравниванию положений концов зондов в прецизионном автоматическом манипуляторе для работы с жидкостями.
Уровень техники
В лабораториях, проводящих фармацевтические, генные и белковые исследования, и в других биотехнологических приложениях, имеющих дело с лабораторными пробами при различных лабораторных процедурах, используются автоматические манипуляторы для работы с жидкостями. Например, манипуляторы для жидкостей используются при анализе жидкостей в биотехнологии и фармацевтике, при подготовке проб, распределении смесей, создании микроматриц и т.п. Автоматический манипулятор для работы с жидкостями имеет рабочее основание, на котором упорядоченно размещено множество гнезд для образцов. Широко используются цельные пластины для образцов, содержащие матрицу из множества лунок, или ячеек, для образцов. Манипулятор для работы с жидкостями включает упорядоченную группу из множества зондов, которые перемещаются до совмещения с одной или большим количеством лунок, содержащих образцы, для осуществления операций перемещения жидкости, например, для добавления жидкости в лунки.
Желательным является уменьшение объемов образцов, обрабатываемых с помощью автоматических манипуляторов для жидкостей. Широко используются пластины для проб, имеющие размеры приблизительно 3,5×5 дюймов (89×127 мм) и включающие двухмерную матрицу из 96 лунок, расположенных в виде решетки восемь на двенадцать. Для увеличения производительности и уменьшения расхода компонентов, используемых для осуществления проб, эти пластины вытесняются микропластинами таких же габаритных размеров, но имеющими матрицу из ячеек меньшего размера, например из 384 ячеек, расположенных в виде решетки шестнадцать на двадцать четыре. Эта тенденция сохраняется, и существует потребность в автоматическом манипуляторе для работы с жидкостями, который способен работать с микропластинами, содержащими очень плотные матрицы из очень большого количества ячеек очень малого объема, порядка нанолитров. Применяемые сегодня микропластины с теми же габаритными размерами, что и использовавшиеся ранее, но с высокой плотностью размещение ячеек, содержат 1536 ячеек в виде решетки тридцать два на сорок восемь.
Использование микропластин с плотной матрицей из малых и тесно расположенных ячеек представляет серьезную проблему для автоматических манипуляторов для работы с жидкостями. Работа такого манипулятора должна осуществляться с большой точностью, чтобы установить каждый зонд из большого множества зондов в совмещенное положение с соответствующим числом ячеек из матрицы ячеек для образцов. Когда размеры ячеек уменьшаются, все более трудным становится надежное позиционирование автоматического манипулятора для работы с жидкостями точно над выбранными ячейками для образцов.
С ростом плотности ячеек допустимая ошибка позиционирования зондов относительно пластин и ячеек уменьшается. Одним из аспектов проблемы является точное определение положений концов зондов и их выравнивание. Если группа зондов позиционирована неправильно или если отдельные зонды из группы находятся в неправильном положении относительно других зондов группы, то позиционирование каждого зонда группы точно над ячейкой для образцов в пластине становится невозможным. Проверка и регулировка зондов вручную с целью их надлежащего позиционирования является очень долгой и трудоемкой. Даже если изначально зонды установлены правильно, через некоторое время в процессе работы они могут сместиться из надлежащего положения. Желательно создать автоматическую систему для быстрой и точной проверки и корректировки положений концов зондов и их выравнивания без значительных временных затрат и без высокой квалификации оператора.
Из патента США №5270210 известен способ определения смещения положения конца зонда, управляемого системой перемещения зонда автоматического манипулятора для жидкостей, включающий введение конца зонда в отверстие и определение смещения положения конца зонда в отверстии относительно номинального положения. Указанное отверстие находится на пластине, которая расположена рядом с поворотным столом, на котором размещены ячейки для образцов. Это делает невозможным определение смещения зонда, вызванного, например, неточной установкой поворотного стола или его неправильным вращением, поскольку положение отверстий относительно ячеек с образцами не является фиксированным.
Сущность изобретения
Главной целью настоящего изобретения является создание усовершенствованного способа выравнивания положений концов зондов в прецизионном манипуляторе для работы с жидкостями. Другие цели состоят в создании способа определения положения конца зонда с использованием электрических средств обнаружения, которые могут уже присутствовать в манипуляторе для работы с жидкостями; в создании способа выравнивания положений концов зондов для обнаружения перекоса большого множества упорядоченно расположенных зондов; в создании способа выравнивания положений концов зондов с целью выявления отклоненных от надлежащего положения зондов и для изгибания отклоненного зонда в требуемое положение; в создании способа выравнивания положений концов зондов, который обеспечивает обнаружение перекоса базового основания; в создании способа выравнивания положений концов зондов, который обеспечивает определение центра разброса положений зондов для использования его в качестве корректирующего коэффициента для системы перемещения зондов; и в создании способа выравнивания положений концов зондов, который автоматизирован и не требует больших временных затрат и высокой квалификации оператора.
Если резюмировать кратко, изобретение предлагает способ выравнивания положений концов зондов в прецизионном манипуляторе для работы с жидкостями, имеющем множество упорядоченно размещенных зондов, перемещаемое системой перемещения зондов относительно базового основания, на котором закрепляются ячейки для образцов. Способ включает последовательное введение концов зондов с помощью системы перемещения зондов в базовое углубление, занимающее известное положение на базовом основании, затем последовательное определение положения каждого конца зонда в базовом углублении, и затем составление карты положений концов зондов.
Так, изобретение предлагает способ определения смещений положений концов зондов в множестве упорядоченно размещенных концов зондов, управляемых системой перемещения зондов автоматического манипулятора для жидкостей, включающий: введение конца зонда из указанного множества концов зондов в базовое углубление, расположенное в известном месте на базовом основании автоматического манипулятора для жидкостей, определение смещения положения конца зонда в базовом углублении относительно номинального положения, введение каждого из остальных концов зондов указанного множества концов зондов в указанное базовое углубление и определение смещения положения конца зонда в базовом углублении относительно номинального положения для каждого из этих остальных концов зондов.
При этом определение смещения может включать: перемещение конца зонда вдоль первой оси в одну и в другую сторону до его вхождения в контакт с противолежащими точками на боковой стенке базового углубления и определение средней точки между этими противолежащими точками, и перемещение конца зонда вдоль второй оси, перпендикулярной к первой оси, в одну и в другую сторону до его вхождения в контакт с противолежащими точками на боковой стенке базового углубления и определение средней точки между этими противолежащими точками.
Предпочтительно, конец зонда перемещают вдоль осей дискретными шагами и при каждом шаге проверяют наличие или отсутствие контакта. Контакт конца зонда с боковой стенкой обнаруживают, например, путем создания электрического тока между концом зонда и боковой стенкой.
По указанным смещениям может быть определен разброс положений концов зондов относительно номинального положения. Из разброса положений концов зондов вычисляют общий поправочный коэффициент, который используют для изменения положения указанного множества концов зондов над базовым основанием. Кроме того, концы зондов, имеющие смещение, превышающее максимальный предел смещения, идентифицируют и корректируют положение идентифицированных концов зондов так, чтобы их смещение не превышало максимального предела смещения.
Корректировка положений концов зондов может включать: использование системы перемещения зондов для приведения идентифицированного конца зонда в контакт с жесткой частью базового основания и подачу идентифицированного конца зонда в направлении этой жесткой части для выгибания идентифицированного зонда в надлежащее положение.
Указанная жесткая часть базового основания предпочтительно представляет собой базовое углубление.
Способ может дополнительно включать определение величины перекоса между указанным множеством концов зондов и держателем зондов, удерживающим это множество концов зондов. Определение величины перекоса может включать аппроксимацию положений концов зондов прямой линией и определение угла между аппроксимирующей прямой и линией, проходящей через номинальные положения концов зондов.
Базовое основание может включать три пространственно разнесенных базовые углубления, расположенные по прямой линии, для проверки ровного положения базового основания.
Способ может дополнительно включать подачу конца зонда с помощью указанной системы перемещения концов зондов в направлении боковой стенки базового углубления для уменьшения смещения.
Вышеуказанные три пространственно разнесенных базовых углубления предпочтительно включают центральное базовое углубление и пространственно разнесенные в поперечном направлении базовые углубления. Координату отклонения конца зонда по оси Y в пространственно разнесенных в поперечном направлении базовых углублениях сравнивают с координатой отклонения по оси Y для конца зонда в центральном базовом углублении, и если обнаруживают расхождение между этими координатами по оси Y, то делают вывод о том, что базовое основание перекошено.
Контроллер может вырабатывать для оператора сообщение об ошибке для корректировки положения базового основания, когда оно перекошено.
Краткое описание чертежей
Вышеупомянутые и другие цели и преимущества настоящего изобретения будут более понятны из последующего подробного описания предпочтительного варианта выполнения изобретения со ссылками на сопровождающие чертежи, где:
на фиг.1 упрощенно и схематично показана изометрическая проекция прецизионного автоматического манипулятора для работы с жидкостями, в котором может быть применен способ согласно настоящему изобретению;
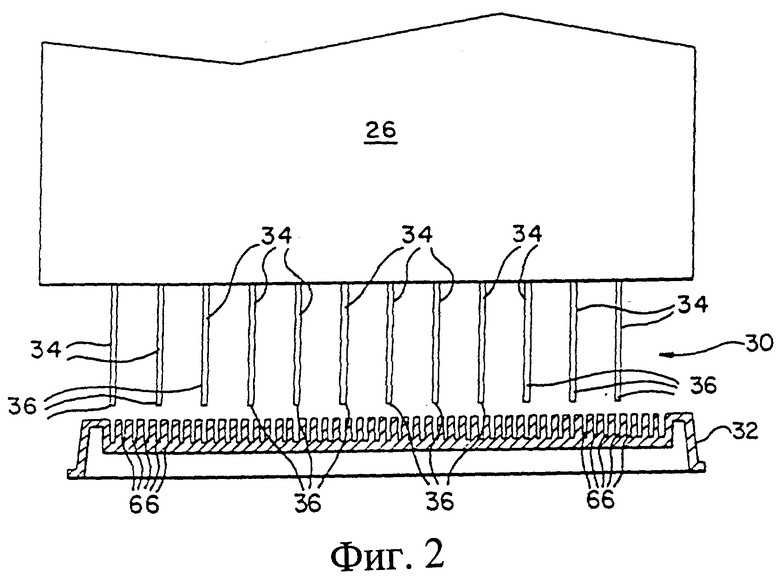
на фиг.2 в более крупном масштабе показан частичный вид спереди держателя зондов и ряда из множества зондов в прецизионном манипуляторе для работы с жидкостями, изображенном на фиг.1, причем зонды показаны в положениях, точно совмещенных с ячейками пластины с высокой плотностью размещения ячеек;
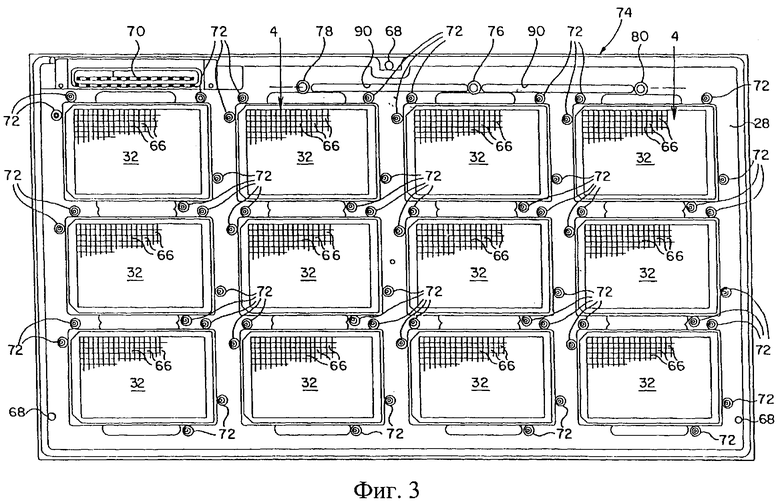
на фиг.3 показан вид сверху базового основания для прецизионного автоматического манипулятора для работы с жидкостями, изображенного на фиг.1;
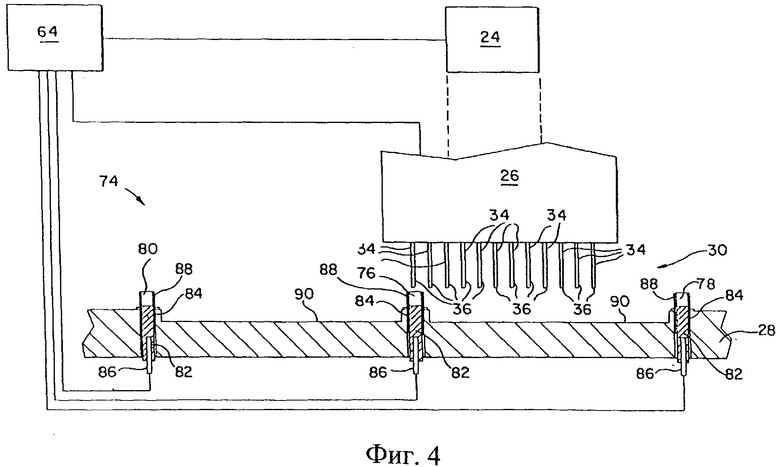
на фиг.4 в более крупном масштабе показано частичное сечение базового основания, изображенного на фиг.3, по линии 4-4 и упрощенная блок-схема других компонентов прецизионного автоматического манипулятора для работы с жидкостями, изображенного на фиг.1;
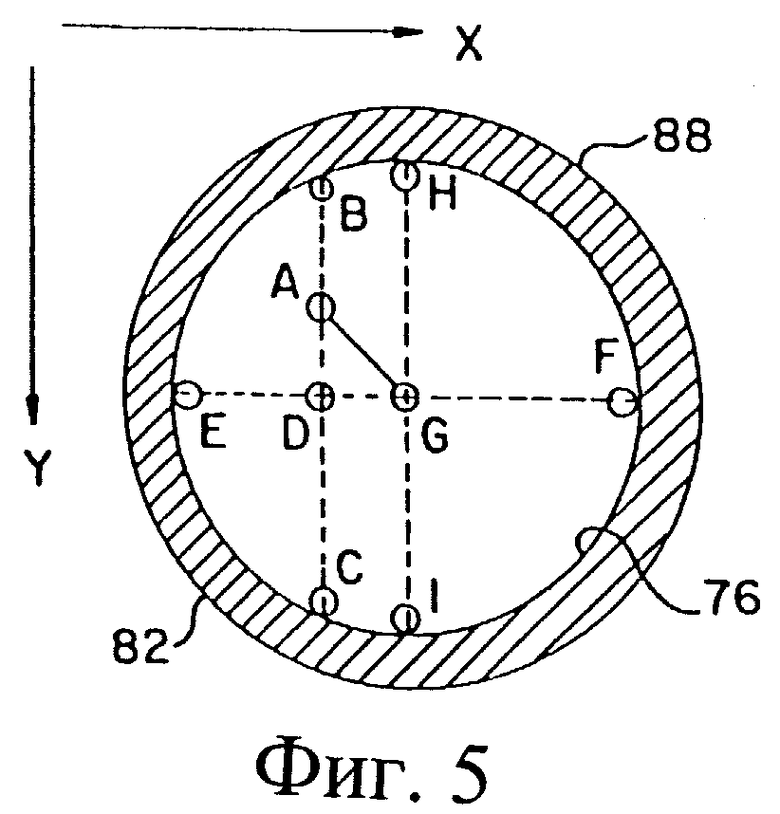
на фиг.5 в более крупном масштабе показано сечение базового углубления, включая схематическую иллюстрацию процедуры обнаружения отклонения конца зонда от его номинального, или идеального, положения в ряду зондов;
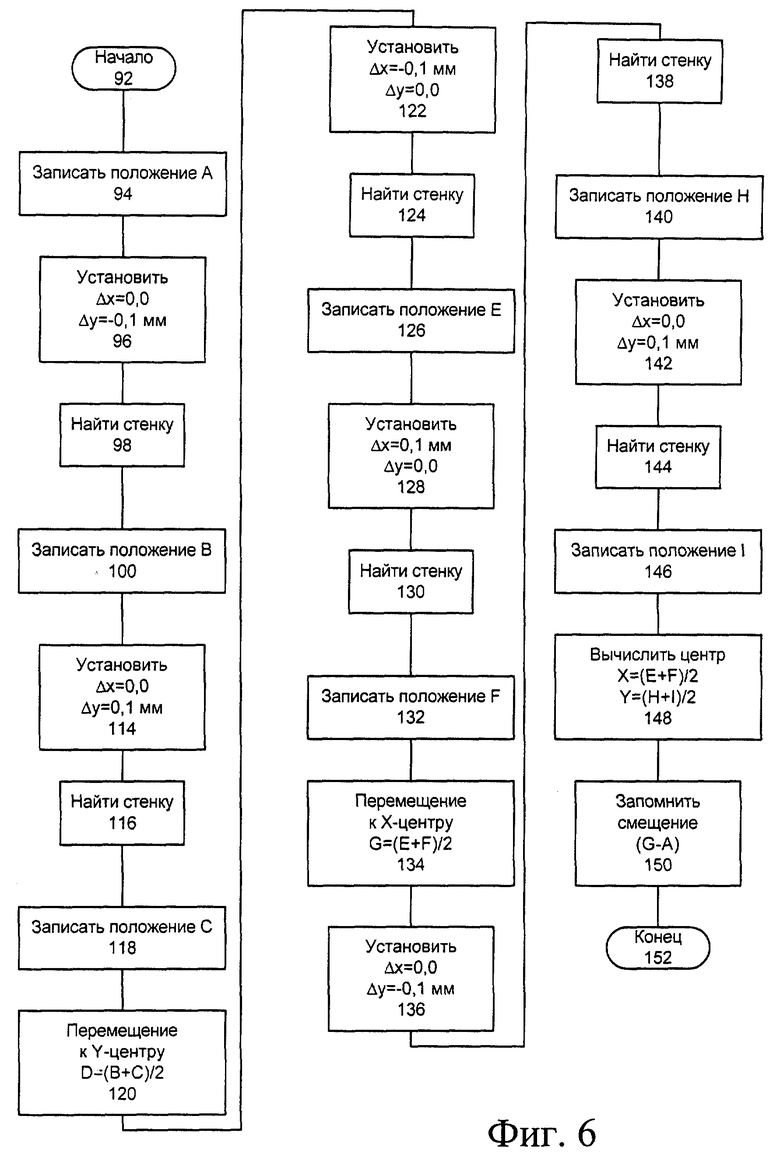
на фиг.6 схематично показана последовательность операций при выполнении процедуры, проиллюстрированной на фиг.5;
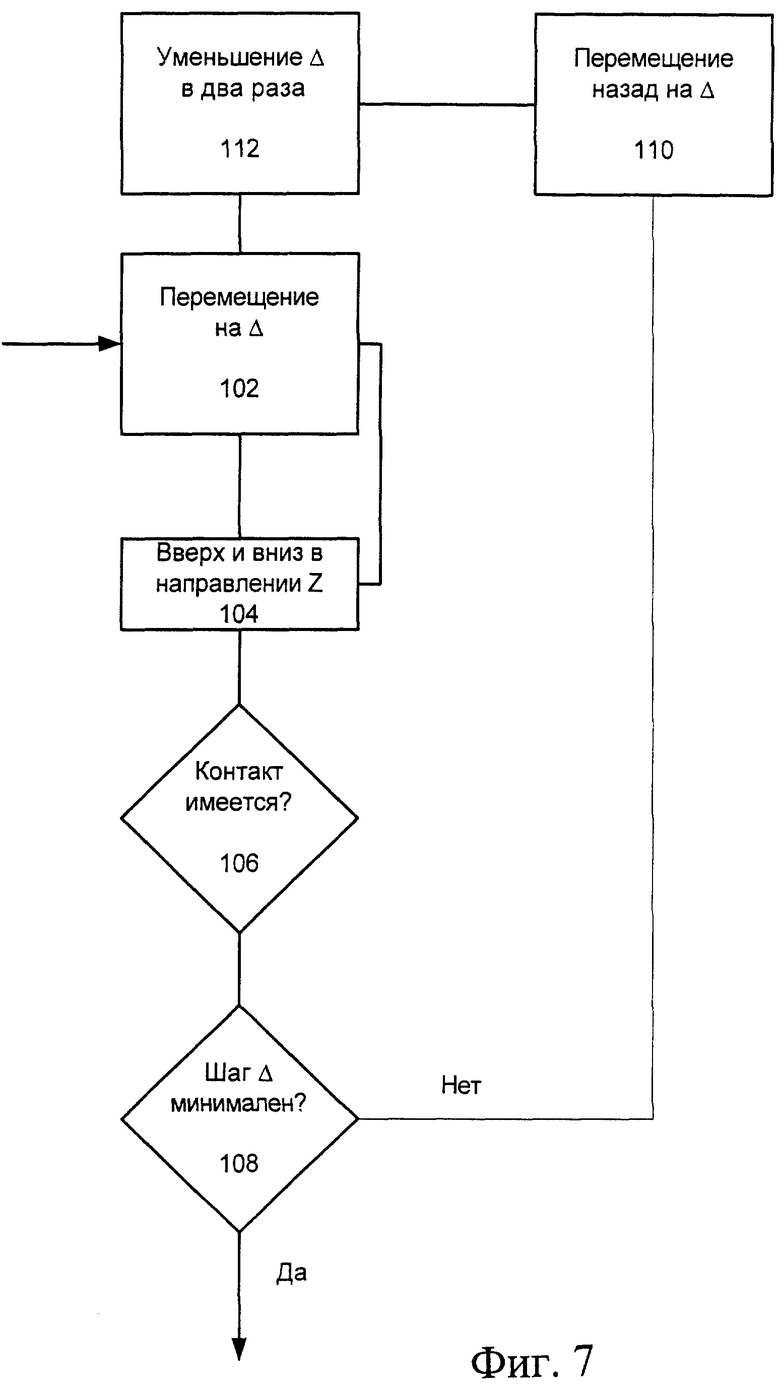
на фиг.7 показана последовательность операций для подпрограммы обнаружения стенки, использованной в процедуре, показанной на фиг.6;
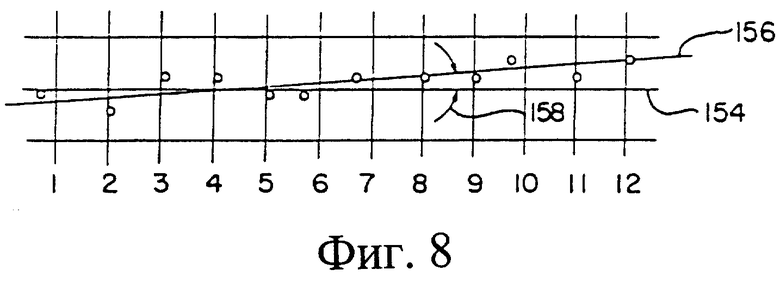
на фиг.8 показан график, иллюстрирующий измеренные отклонения положений концов зондов, используемые для обнаружения перекоса держателя зондов;
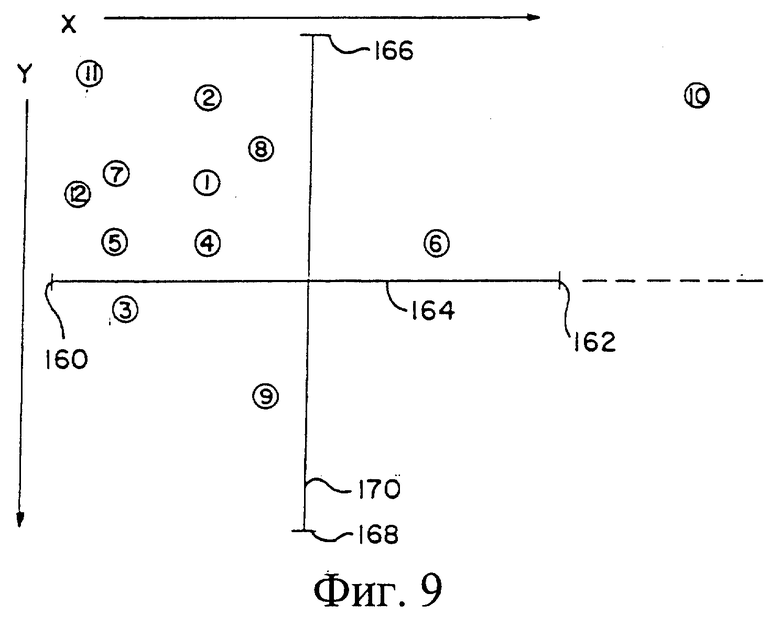
на фиг.9 показана диаграмма разброса, демонстрирующая группу концов зондов с одним отклоненным от надлежащего положения концом зонда;
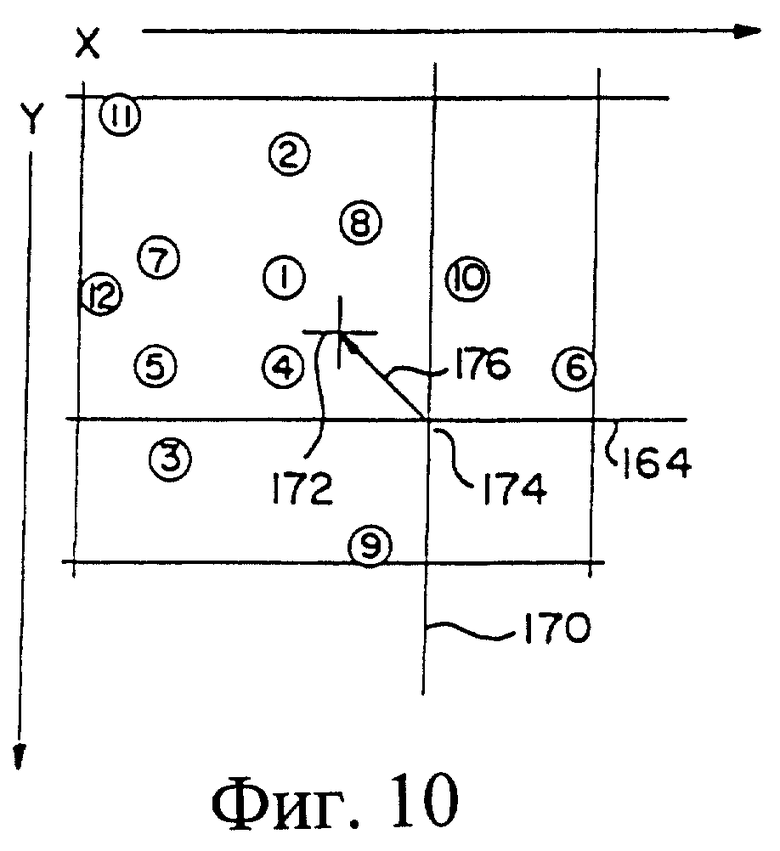
на фиг.10 показана диаграмма, аналогичная изображенной на фиг.9, и демонстрируется коррекция отклонения конца зонда и смещение центра группы от положения номинального центра;
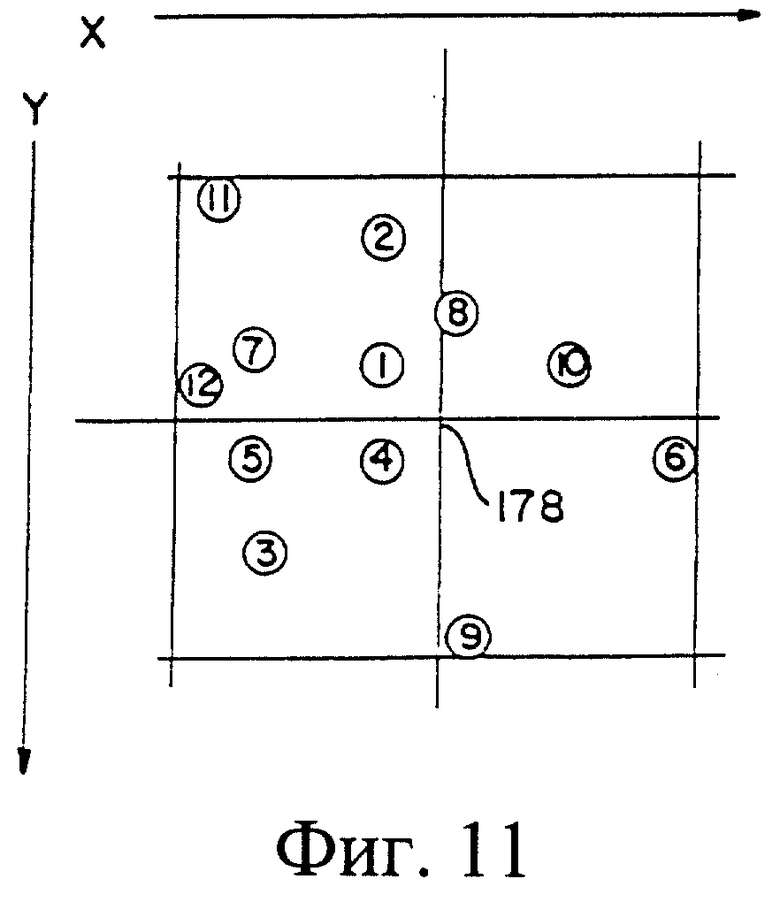
на фиг.11 показана диаграмма, аналогичная изображенной на фиг.10, и демонстрируется коррекция смещения центра группы зондов с использованием общего поправочного коэффициента.
Подробное описание предпочтительного варианта выполнения изобретения
На фиг.1 упрощенно показан пример выполнения прецизионного автоматического манипулятора для работы с жидкостями, обозначенного в целом позицией 20. Манипулятор 20 для работы с жидкостями включает стол, или рабочее основание 22, расположенное под системой 24 перемещения зондов по осям X-Y-Z, в которой установлен держатель 26 зондов. На поверхности рабочего основания 22 установлено базовое основание 28. На базовом основании 28 установлено несколько микропластин 32 для размещения образцов с высокой плотностью. Держатель 26 зондов удерживает ряд 30 зондов, состоящий из множества отдельных зондов 34, каждый из которых имеет конец 36. В предпочтительном варианте выполнения настоящего изобретения ряд 30 зондов включает двенадцать зондов 34, расположенных в одной плоскости, хотя возможно использование других размещений и другого количества зондов. Настоящее изобретение направлено на выравнивание положений концов 36 зондов для их установки в заданном положение вдоль прямой линии, ориентированной относительно базового основания так, чтобы концы зондов перемещались системой 26 перемещения зондов в точном совмещении с ячейками микропластин 32 высокой плотности.
Трехкоординатная система 24 перемещения зондов перемещает держатель 26 зондов над рабочим основанием 22 и устанавливает его с большой точностью в заданные положения относительно рабочего основания 22. Система 24 включает блок 38 перемещения вдоль оси X, установленный на рабочем основании 22 в его задней части на соответствующих опорах 40. Двигатель 42 перемещения вдоль оси Х с датчиком 44 положения приводит в действие механизм в Х-плече 46, в результате чего Y-плечо 48 перемещается из стороны в сторону в направлении X. Двигатель 50 перемещения вдоль оси Y с датчиком 52 положения приводит в действие механизм в Y-плече 48, в результате чего Z-плечо 56 перемещается вперед и назад в направлении Y. Двигатель 58 перемещения по оси Z с датчиком 60 положения приводит в действие механизм в Z-плече 56, в результате чего Z-плечо 56 перемещается вверх и вниз в направлении Z. Вместо показанных датчиков 44, 52 и 60 можно использовать линейные датчики положения.
Манипулятор 20 для работы с жидкостями содержит программируемый контроллер 64, соединенный с двигателями 42, 50 и 58 и с датчиками 44, 52, 60 положения или другими такими датчиками. Контроллер 64 включает микропроцессор и операционную систему, способную управлять перемещением держателя 26 зондов в соответствии с запрограммированными командами, хранимыми в памяти контроллера и/или подаваемыми в контроллер из удаленного источника. Контроллер 64, используя сигналы обратной связи по положению от датчиков положения по осям X, Y и Z, способен позиционировать держатель 26 зондов 26 с высокой степенью точности, с ошибкой порядка нескольких микронов.
Каждая микропластина 32 включает матрицу из множества отдельных ячеек 66 для образцов. Размер пластины 32 составляет приблизительно 3,5×5 дюймов (89×127 мм), известные пластины могут содержать двухмерную матрицу X-Y с 96 ячейками, расположенными в виде решетки восемь на двенадцать, или матрицу с 384 ячейками меньшего размера, расположенными в виде решетки шестнадцать на двадцать четыре, или матрицу высокой плотности с 1536 ячейками объемом порядка несколько нанолитров, расположенными в виде решетки тридцать два на сорок восемь. Способ согласно настоящему изобретению особенно эффективен при использовании манипулятора для работы с жидкостями, предназначенного для распределения нанолитровых объемов в ячейки для образцов малого размера, расположенные на микропластинах и в матрицах с высокой плотностью размещения ячеек.
На фиг.2 показано сечение микропластины 32 с высокой плотностью размещения ячеек и держатель 26 зондов, несущий двенадцать отдельных зондов 34. Микропластина 32 включает тридцать два ряда ячеек, проходящих в направлении X, в каждом из которых имеется сорок восемь ячеек 66 для образцов. На фиг.2 показан один ряд 64 ячеек. Каждая ячейка 66 имеет длину и ширину 1,2 мм при расстоянии между центрами ячеек 2,25 мм. Расстояние между центрами зондов 34 равно 9 мм (оно перекрывает пять ячеек 66), а диаметр каждого зонда 36 равен 1,1 мм.
Каждый конец 36 зонда может подавать жидкость каплями размером 0,2 мм. Держатель 26 зондов перемещают в положение, показанное на фиг.2, для заполнения жидкостью двенадцати ячеек 66, которые расположены под концами 36 зондов. Затем держатель 26 зондов перемещают с помощью системы 24 перемещения зондов, совмещая концы 36 зондов с другой группой ячеек 66. Таким способом некоторые или все ячейки 66 пластины 32 и некоторые или все пластины 32 могут быть заполнены нанолитровыми объемами жидкости. Из-за малой величины ячеек и малого расстояния между ними, а также из-за малых размеров зондов и малого расстояния между ними требуется большая точность позиционирования. Для обеспечения надежного попадания капелек в предназначенные для них ячейки 66 для образцов и для обеспечения попадания капелек только в ячейки 66 концы 36 зондов должны быть точно выровнены, и информация о точном положении концов зондов должна быть предоставлена контроллеру 64.
На фиг.3 показано базовое основание 28, предпочтительно выполненное в виде толстой, устойчивой пластины из металла, например алюминия, и установленное на рабочем основании 32 манипулятора 20 для работы с жидкостями. Три точки 68 регулировки уровня и положения позволяют осуществить установку и ориентацию базового основания 28 с обеспечением его точной регулировки и фиксации на рабочем основании 22. Базовое основание 28 включает блок 70 промывки зондов и систему штырей 72, предназначенных для размещения и фиксирования группы из двенадцати микропластин 32 в точно заданном положении на базовом основании 28. Пластины 32 имеют соответствующую известную конфигурацию и удерживаются штырями 72 в точно фиксированных местах на базовом основании 28. Поэтому если базовая пластина установлена на рабочем основании 22 правильно и без перекоса и если концы 36 зондов правильно позиционированы, система 24 перемещения зондов может поместить концы 36 зондов точно над выбранной группой ячеек 66 для образцов.
Согласно изобретению базовое основание 28 содержит блок определения положений зондов, обозначенный в целом позицией 74. Блок 74 определения положений зондов включает три базовых углубления 76, 78, 80 для определения положений концов зондов, расположенные по прямой линии в направлении оси Х вдоль задней части базового основания 28. Углубления 76, 78 и 80 предпочтительно равноотстоят друг от друга и разделены расстоянием, превышающим длину ряда 30 зондов (фиг.4). Каждое из углублений 76, 78 и 80 расположено на металлическом токопроводящем штыре 82, установленном в изолирующей втулке 84, вставленной в отверстие, проходящее через базовое основание 28 в вертикальном направлении. Электрическая клемма 86 соединена с нижней частью каждого штыря 82 ниже базового основания 28. Углубления 76, 78 и 80 выполнены в виде осевого отверстия в вершине каждого штыря 82. Диаметр каждого отверстия равен приблизительно 8 мм, а его глубина составляет приблизительно 6 мм, при этом каждое отверстие окружено непрерывной цилиндрической боковой стенкой 88 толщиной приблизительно 1 мм. Между углублениями 76 и 78 и между углублениями 76 и 80 имеются утопленные промежутки 90.
Для реализации способа выравнивания положений концов зондов согласно настоящему изобретению концы 36 зондов с помощью системы 24 перемещения с держателем 26 зондов последовательно вводят в базовое углубление 76. Площадь мишени, образуемой углублением 76, намного превосходит размеры конца 36 зонда и достаточна для попадания в нее конца 36 зонда даже в случае нарушения его центрирования, например при изгибе соответствующего зонда 34 или при его неточной установке. После того как каждый конец 36 зонда был вставлен в базовое углубление 76, определяют положение конца 36 зонда и записывают его смещение относительно идеального, или номинального, ровного положения в ряду 30. Когда информация о положении и смещении получена для каждого конца 36 зонда из ряда 30 зондов, эту информацию используют, если это необходимо, для корректировки положения любого существенно отклоненного конца 36 зонда, для корректировки перекоса ряда 30 зондов, а также для корректировки контроллером 64 группового смещения концов зондов при управлении системой 24 перемещения.
Процедура определения положения и смещения конца зонда иллюстрируется на фиг.5-7. Эта процедура выполняется в соответствии с запрограммированными командами, подаваемыми контроллером 64. Как показано на фиг.5, для введения конца 36 зонда в базовое углубление 76 контроллер 64 управляет работой системы 24 перемещения и помещает конец 36 зонда в такое положение, которое соответствовало бы центру углубления 76 в том случае, когда конец 36 зонда установлен точно в номинальное положение в ряду 30 зондов. Однако обычно конец 36 зонда смещен на некоторое расстояние от идеального положения. Как показано в примере на фиг.5, конец 36 зонда изначально расположен в положении, обозначенном позицией А. В этом случае для измерения положения зонда и его смещения выполняют процедуру, приведенную на фиг.6.
Процедура определения положения зонда начинается блоком 92, в блоке 94 осуществляется запись начального положения для последующих вычислений согласно программе. Затем, как обозначено блоками 96 и 98, конец 36 зонда перемещают в направлении, противоположном направлению оси Y (вверх на фиг.5) до тех пор, пока конец зонда не войдет в контакт с боковой стенкой 88 базового углубления 76. Момент контакта фиксируется электрическими средствами. Более конкретно, контроллер 64 соединен с токопроводящим держателем 26 зондов и с каждым токопроводящим зондом 34, а также соединен с электрической клеммой 86 базового углубления 76. На базовое углубление 76 подано небольшое постоянное напряжение, например четыре вольта, а зонды 34 заземлены. Когда конец 36 зонда касается стенки 88, полученный электрический сигнал используется контроллером 64 для обнаружения контакта. Преимущество такого способа обнаружения состоит в том, что манипулятор 20 для работы с жидкостями может включать уже установленные в нем средства электрического обнаружения контакта для определения уровня жидкости в приложениях, где зонды 34 могут опускаться в ячейки большего размера или в пластины с меньшей плотностью размещения ячеек. Точка контакта, полученная в результате перемещения в направлении, противоположном направлению оси Y, обозначена на фиг.5 позицией В. В блоке 100 это положение запоминается для дальнейшего использования.
Предпочтительная подпрограмма, вызываемая в блоке 98 для обнаружения стенки 88, подробно иллюстрируется на фиг.7. Перед вызовом подпрограммы поиска стенки в блоке 96 устанавливают шаг Δ перемещения конца зонда. Для перемещения в направлении, обратном направлению оси Y, шаг Δ устанавливают отрицательным и равным 0,1 мм. Подпрограмма, показанная на фиг.7, начинается в блоке 102, когда конец 36 зонда перемещается на 0,1 мм в направлении, обратном направлению оси Y. В конце этого перемещения в блоке 104 конец зонда перемещают вверх и вниз по оси Z. Цель такого перемещения состоит в установлении хорошего электрического контакта между концом 36 зонда и стенкой 88, если зонд 36 достиг этой стенки 88. Наличие или отсутствие контакта проверяют в блоке 106 принятия решения. Если контакт отсутствует, подпрограмма возвращается к блоку 104 и цикл повторяется путем перемещения конца 36 зонда на шаг Δ до тех пор, пока контакт между концом 36 зонда и стенкой 88 в точке В не будет обнаружен.
Эта часть подпрограммы, показанной на фиг.7, обнаруживает точку В с точностью, ограниченной начальным шагом Δ, т.е. 0,1 мм. Любое излишнее перемещение конца 36 зонда после установления начального контакта со стенкой 88 лежит в границах упругости зонда 34 и не вызовет остаточной деформации. Для увеличения разрешения и повышения точности измерения в блоке 108 и блоке 110 конец 36 зонда перемещают в обратном направлении от стенки 88. Затем в блоке 112 величину Δ делят пополам и подпрограмма возвращается к вышеописанному блоку 102. Когда контакт вновь происходит, в блоке 108 текущую величину Δ сравнивают с минимальным шагом, необходимым для обеспечения желаемой точности. Например, минимальная величина Δ может быть порядка нескольких микрон, что соответствует точности позиционирования системы 24 перемещения зондов. Если Δ больше, чем хранимый в памяти минимум, подпрограмма вновь возвращается к блокам 110, 112 и 102, и величину Δ вновь уменьшают. Этот цикл повторяют до тех пор, пока контакт не обнаруживается с разрешением, определяемым минимальной величиной Δ. В этой точке подпрограмма возвращается к блоку 100, фиг.6, где результирующее значение положения В запоминается.
Следующий шаг заключается в перемещении конца 36 зонда в направлении оси Y (вниз на фиг.5) для поиска другой точки контакта со стенкой 88. Эта точка обозначена на фиг.5 позицией С. В блоке 114 на фиг.6 шаг Δ устанавливают равным 0,1 мм в направлении оси Y и из блока 116 вызывают подпрограмму поиска стенки, показанную на фиг.7. В качестве выходного параметра возвращается положение С, которое запоминается в блоке 118.
Центр линии между точками В и С приблизительно лежит на диаметре окружности, образованной круговой стенкой 88. В блоке 120 положение этой точки, обозначенной на фиг.5 позицией D, рассчитывают как среднее между положениями В и С и конец 36 зонда помещают в эту точку D. Затем конец 36 зонда перемещают в поперечном направлении Х для обнаружения противолежащих точек Е и F контакта со стенкой вдоль оси X. В блоке 122 значение Δ устанавливают отрицательным и из блока 124 вызывают подпрограмму поиска стенки. В качестве выходного параметра возвращается найденное положение точки Е, которое запоминают в блоке 126. Аналогично, в блоке 128 устанавливают положительную величину Δ в направлении оси X и из блока 130 вызывают подпрограмму поиска стенки. В качестве выходного параметра возвращается найденное положение точки F, которое запоминают в блоке 132.
Центр линии между точками Е и F находится на диаметре круговой стенки 88 в направлении X. В блоке 134 положение этой точки, обозначенной на фиг.5 позицией G, рассчитывают как среднее между положениями Е и F и конец 36 зонда перемещают в эту точку G. Поскольку точка D могла быть определена при неперпендикулярном контакте конца 36 зонда со стенкой 88 и линия В-С может быть значительно смещена относительно середины диаметра стенки 88 по оси X, конец 36 зонда вновь перемещают в направлении Y для нахождения противоположных точек Н и I контакта вдоль диаметра в направлении Y, что обеспечивает получение точных измерений в направлении Y. В блоке 136 устанавливают величину Δ отрицательной и из блока 138 вызывают подпрограмму поиска стенки. В качестве выходного параметра возвращается найденное положение точки Н, которое запоминают в блоке 140. Аналогично, в блоке 142 устанавливают положительную величину шага Δ в направлении оси Y и из блока 144 вызывают подпрограмму поиска стенки. В качестве выходного параметра возвращается найденное положение точки I, которое запоминают в блоке 146.
Координату Y центральной точки G повторно вычисляют в блоке 148 как среднее между координатами точек Н и I по оси Y. Отклонение конца 36 зонда в точке А на фиг.5 от центральной точки G обозначено линией A-G. Это отклонение рассчитывают в блоке 150, вычитая координаты точки А из координат точки G, и это значение отклонения запоминают для последующего использования в способе выравнивания положений концов зондов. Программа завершается блоком 152.
Программу определения положения зонда и его отклонения, показанную на фиг.5-7, последовательно выполняют для каждого из двенадцати концов 36 зондов, пока для каждого из них не будут вычислены координаты смещения. Эти записанные в память величины отклонения используют для того, чтобы выяснить, выровнены ли держатель 26 зондов и ряд 30 зондов вдоль оси X. Эта операция поясняется на фиг.8. На сетке, показанной на фиг.8, базовую линию 154 оси Х пересекают 12 линий, идущих в направлении оси Y. Эти двенадцать пересечений соответствуют двенадцати номинальным положениям концов зондов. Отклонение каждого из зондов, обозначенных 1-12, нанесены на сетку и обозначены на фиг.8 кружками. Для точек отклонения по методу наименьших квадратов рассчитана аппроксимирующая прямая 156 и определен наклон, или перекос, обозначенный как угол 158, который сравнивают с максимально допустимым углом, близким к нулю. Если перекос держателя 26 зондов слишком велик, то есть угол 158 превышает допустимый угол, контроллер 64 выдает на индикатор значение рассогласования, включая величину перекоса, которую нужно скорректировать. В этом случае оператор корректирует перекос, регулируя установку держателя 26 зондов, добиваясь совпадения линии аппроксимации, полученной методом наименьших квадратов, с направлением оси X.
Если была необходима корректировка перекоса держателя зондов, то после корректировки перекоса повторяют программу определения положений концов зондов и их отклонений, показанную на фиг.5-7, для всех концов зондов и вновь проверяют перекос. Если теперь угол 158 меньше, чем допустимый угол, то способ согласно настоящему изобретению переходит к процедуре корректировки разброса положений зондов в группе в плоскости X-Y. Отклонения положений концов зондов, сохраненные в блоке 150 (фиг.6), для двенадцати концов 36 зондов обозначены позициями 1-12 и показаны на фиг.9 в виде диаграммы разброса. Максимально допустимый диапазон отклонения по оси Х обозначен точками 160 и 162 на линии 164 номинального, или идеального, положения по оси Y, а максимально допустимый диапазон отклонения по оси Y обозначен точками 166 и 168 на линии 170 номинального, или идеального, положения по оси X. Как показано в примере на фиг.9, отклонения по осям Х и Y для зондов 1-9, 11 и 12 лежат в допустимых пределах, однако отклонение зонда 10 лежит вне максимально допустимого предела в положительном направлении оси X. Такое отклонение недопустимо, поскольку делает невозможным для держателя 26 зондов надежно совместить все двенадцать концов 36 зондов из ряда 30 зондов с требуемыми ячейками 66 для образцов.
Согласно настоящему изобретению система 24 перемещения зондов используется контроллером 64 для корректировки этого измеренного отклонения конца зонда. Система 24 перемещения вновь вводит отклоненный конец 36 зонда в базовое углубление 76, а затем двигает конец зонда в направлении обнаруженного чрезмерного отклонения. На примере, показанном на фиг.9, конец зонда, обозначенный позицией 10, вводят в базовое углубление 76 и двигают в направлении X, прижимая его к стенке 88. Перемещение является достаточно большим, чтобы превысить предел упругой деформации зонда 34, и зонд 34 в результате деформируется и изгибается так, что конец 36 зонда перемещается в направлении, противоположном направлению оси X, относительно других концов зондов в ряду 30 зондов. После такого изгиба зонда повторяют программу определения положения конца зонда и его отклонения, показанную на фиг.5-7, для подвергнутого коррекции конца 36 зонда и при необходимости повторяют процесс деформации зонда до тех пор, пока отклонение конца зонда не окажется в допустимых пределах. Это скорректированное положение зонда под номером 10 показано на фиг.10.
Когда все двенадцать зондов представляют собой приемлемую плотную группу, расположенную внутри допустимого диапазона 160, 162, 166 и 168 отклонений на диаграмме разброса положений концов зондов (фиг.9), вычисляют общий поправочный коэффициент для использования его контроллером 64 при управлении системой 24 перемещения зондов. На фиг.10 показаны двенадцать точек отклонений до коррекции. Усредняют максимальное и минимальное отклонения по оси Х (зонды 6 и 12) и усредняют максимальное и минимальное отклонения по оси Y (зонды 9 и 11), вычисляя тем самым координаты Х и Y смещения для центра группы. На примере, показанном на фиг.10, этот центр расположен в точке 172, и он смещен от номинального, или идеального, центра 174 на расстояние 176 отклонения. Вместо того, чтобы выполнять физическое перемещение или повторное позиционирование концов 36 зондов с целью выравнивания положений группы зондов из ряда 30, отклонение 176 запоминают в контроллере 64 в качестве общего поправочного коэффициента. Когда контроллер 64 перемещает держатель 24 зондов в желаемое положение над базовым основанием 28, целевые координаты Х и Y корректируются на величину общего поправочного коэффициента 176. В результате группа оказывается фактически перемещенной в скорректированное положение, показанное графически на фиг.11, где номинальный центр 174 и центр 172 группы, показанные на фиг.10, совмещены в точке 178.
Кроме того, сохраненную информацию об отклонениях концов зондов используют для проверки ориентации базового основания 28 на рабочем основании 22 манипулятора 20 для работы с жидкостями. Самый левый конец 36 зонда (фиг.4) вставляют в базовое углубление 80 и выполняют программу измерения его положения, показанную на фиг.5-7, для получения координат отклонения левого зонда относительно базового углубления 80. Самый правый конец 36 зонда (фиг.4) вставляют в базовое углубление 78 и вновь выполняют программу измерения положения, показанную на фиг.5-7, для получения координат отклонения правого зонда относительно базового углубления 78. Поскольку фактические положения левого и правого зондов относительно центральной базового углубления 76 известны, координаты отклонения конца 36 зонда по оси Y в пространственно разнесенных в поперечном направлении базовых углублениях 78 и 80 сравнивают с координатами отклонения по оси Y для тех же концов 36 зондов в ячейке 76. Если обнаружено несоответствие, делают вывод о том, что базовое основание 28 перекошено относительно рабочего основания 22. Контроллер 64 вырабатывает сообщение об ошибке, включая информацию, необходимую оператору для корректировки положения базового основания 28 и исправления перекоса базового основания.
Хотя настоящее изобретение было описано со ссылкой на вариант его выполнения, показанный на чертежах, этот вариант не ограничивает объем изобретения, который определяется формулой изобретения.
Изобретение может быть использовано для работы с жидкостями, при анализе в биотехнологии, фармацевтике, при подготовке проб, распределении смесей, создании микроматриц. В способе определения смещений положений концов зондов в множестве упорядочено размещенных концов зондов, управляемых системой перемещения зондов автоматического манипулятора для жидкостей, осуществляют введение конца зонда из указанного множества концов зондов в базовое углубление. Базовое углубление расположено в известном месте на базовом основании автоматического манипулятора для жидкостей. Затем осуществляют определение смещения положения конца зонда в базовом углублении относительно номинального положения. Потом вводят каждый из остальных зондов указанного множества концов зондов в указанное базовое углубление и определяют смещение положения конца зонда в базовом углублении относительно номинального положения для каждого из этих остальных концов зондов. Изобретение обеспечивает выравнивание положений концов зондов при работе с жидкостями в прецизионном манипуляторе. 15 з.п. ф-лы, 11 ил.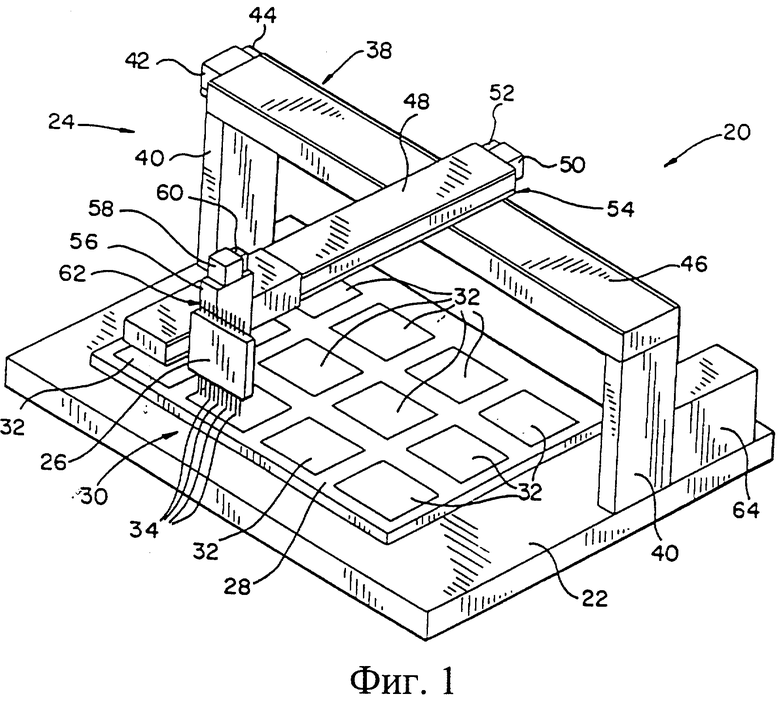
| US 5270210 А, 14.12.1993 | |||
| Устройство для загрузки жидких проб и реагентов в анализатор | 1976 |
|
SU611588A3 |
| Устройство для ввода зонда в металлургический агрегат и вывода из него и способ позиционирования зонда | 1991 |
|
SU1836439A3 |
| US 3846243 А, 05.11.1974. | |||

