Изобретение относится к оборудованию для производства строительных материалов, а именно к производству многослойных стеновых панелей.
Известна технологическая линия для изготовления декоративно-отделочных изделий, имитирующих природный камень, например мрамор, гранит, состоящая из расположенных в технологической последовательности участка приготовления смеси, виброформующей установки в виде многоместной кассетной герметичной формы с возможностью ее поворота на 90° вокруг горизонтальной оси, камеры тепловлажностной обработки, участка распалубки и сборки форм, участка чистки, подполировки и смазки форм, участка складирования и пакетирования изделий, при этом лицевые стороны перегородок форм выполнены полированными [1].
Однако такое техническое решение не позволяет получать многослойные стеновые панели с декоративной лицевой поверхностью.
Наиболее близкой к заявляемой является технологическая линия В.А.Лещикова для производства многослойных строительных блоков с декоративной лицевой поверхностью, которая содержит бункеры песка, цемента, емкости воды и ПАВ с дозаторами, смеситель, автономный участок приготовления смеси, рольганговые ветви, на которых в технологической последовательности размещены вибростол с бункерами загрузочного участка, закрепленный на отдельной раме, термокамера, формы для блоков, прижимной механизм, механизмы перемещения форм, участок съема форм и выемки блоков, при этом смеситель снабжен поворотным выпускным лотком, взаимодействующим с бункерами загрузочного участка посредством подвесных перемещаемых и опрокидываемых ковшей. Линия выполнена в виде двух охватываемого и охватывающего П-образных рольганговых контуров, свободные концы которых соединены единым поперечным участком, расположенных на раме каркасной конструкции, причем поперечные участки снабжены каретками, перемещаемыми тросами реверсивных лебедок. Форма для блоков выполнена многоячеистой, с закладным дном для каждой ячейки и с зазором между стенками ячеек [2].
Однако известная линия не позволяет изготавливать стеновые панели, которые по своим размерам существенно превосходят размеры блоков, и имеет ограниченную производительность, так как требует значительной доли ручного труда в процессе изготовления каждого из блоков, что связано с укладкой теплоизоляционного слоя и установкой соединительных штырей непосредственно в процессе заливки блоков на линии.
Задачей настоящего изобретения является создание конструкции технологической линии, которая позволила бы исключить операции ручного труда в процессе заливки смеси и обеспечивала бы безостановочный непрерывно дискретный процесс изготовления стеновых панелей высокой точности с требуемыми характеристиками по тепло- и шумоизоляции, готовых к применению при строительстве и облицовке домов без дополнительной отделки лицевой наружной и внутренней поверхности.
Поставленная задача достигается тем, что технологическая линия для производства многослойных стеновых панелей с декоративной лицевой поверхностью, содержащая бункеры песка, цемента, емкости воды и ПАВ с дозаторами, смеситель - автономный участок приготовления смеси, взаимодействующий с загрузочным бункером посредством подвесных перемещаемых и опрокидываемых ковшей, раму каркасной конструкции узла заливки смеси, каретку, формы для стеновых элементов, вибростол, закрепленный на отдельной раме, термокамеру, согласно изобретению дополнительно снабжена автономным участком подготовки форм под заливку и выемки стеновых элементов в виде панелей из форм, опорным столом участка заливки панелей, по направляющим которого с помощью реверсивного электропривода имеет возможность перемещения на роликах каретка с формами для стеновых панелей, причем опорный стол состоит из двух секций, одна из которых служит только для перемещения каретки, а другая выполнена двухуровневой, на втором уровне которой на эластичных опорах размещен вибростол с направляющими для перемещения каретки, которые выполнены на одном горизонтальном уровне с направляющими первой секции, вибростол имеет механизм фиксации с первым уровнем, который имеет возможность блокировать эластичные опоры в периоды отключения виброобработки, загрузочный бункер имеет эластичную подвеску и снабжен регулируемой шаберной заслонкой и вибратором, а также дополнительно снабжена виброрейкой на эластичной подвеске и заглаживающей рейкой, приводимой в действие механизмом возвратно-поступательного движения. Она дополнительно включает узел декоративной отделки лицевой поверхности стеновых панелей. Узел декоративной отделки лицевой поверхности стеновых панелей выполнен в виде узла нанесения каменной крошки, снабженного бункером и транспортером крошки, установленных на раме каркасной конструкции. Мотор-редуктор реверсивного электропривода каретки, электропривод заглаживающей рейки и транспортера узла нанесения каменной крошки имеют блоки частотного регулирования скорости вращения электродвигателей. Привод каретки выполнен с применением мотоцепи. Эластичная подвеска каждого из плеч виброрейки выполнена в виде двух пар сжатых встречных пружинных опор. Эксцентриситет кривошипа кривошипно-ползункового механизма заглаживающей рейки задан выбором крепежных позиций кривошипа на приводном диске. Она дополнительно содержит, по крайней мере, одну транспортную тележку для перемещения пакетов форм для стеновых панелей и опорно-разделительные рамки для их пакетирования. Формы для стеновых панелей выполнены в виде рамки, стенки которой по углам имеют разъемные шарнирные крепления. На внутренней стороне стенок рамки расположены элементы фиксации утеплителя в виде шиповых элементов. Стенки рамки по высоте больше, чем толщина пластин утеплителя, и после фиксации утеплителя в рамке формы для стеновых панелей образованы одна или две полости под заливку смеси.
Использование предложенной технологической линии для производства многослойных стеновых панелей с декоративной лицевой поверхностью позволяет получить многослойные стеновые панели высокого качества и точности, увеличить производительность, упростить конструкцию линии, а также повысить ее надежность и эксплуатационные характеристики. Многослойные стеновые панели совместно с разработанным конструктивом применяются для монтажа стен домов каркасного типа без применения кладочных растворов или клеевых составов. Швы между стеновыми панелями снаружи заполняются герметиками и по завершению этой операции фасады дома готовы. На внутренних стенах швы заполняются герметиками и затем шпаклюются, после чего стены можно покрасить или оклеить обоями. Технологическая линия для производства многослойных стеновых панелей с декоративной лицевой поверхностью изготовлена, апробирована и показала высокую эффективность бесперебойного производства панелей.
Сущность изобретения поясняется чертежами.
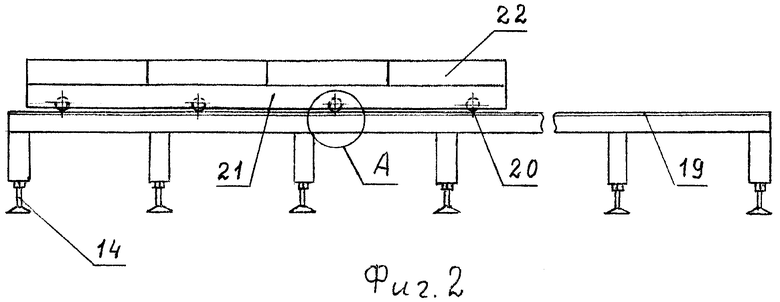
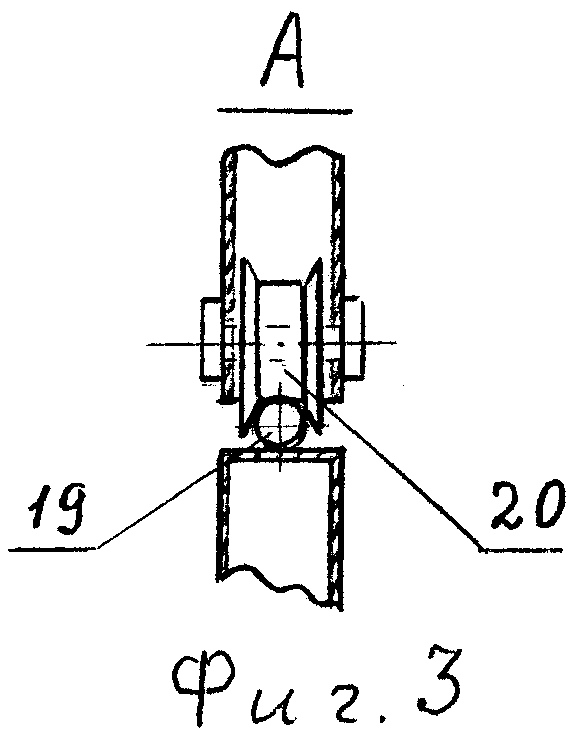
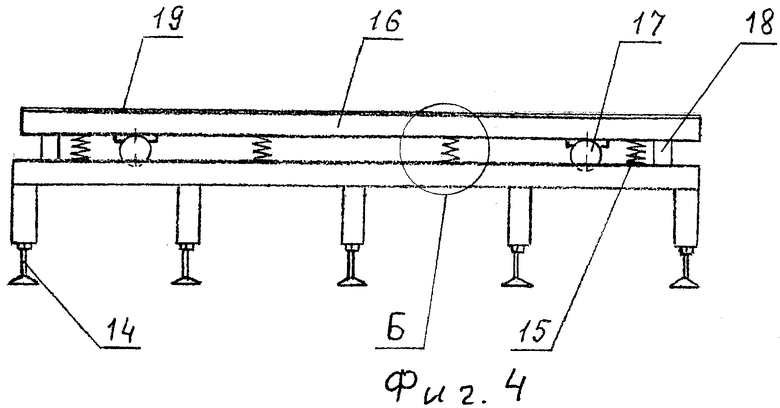
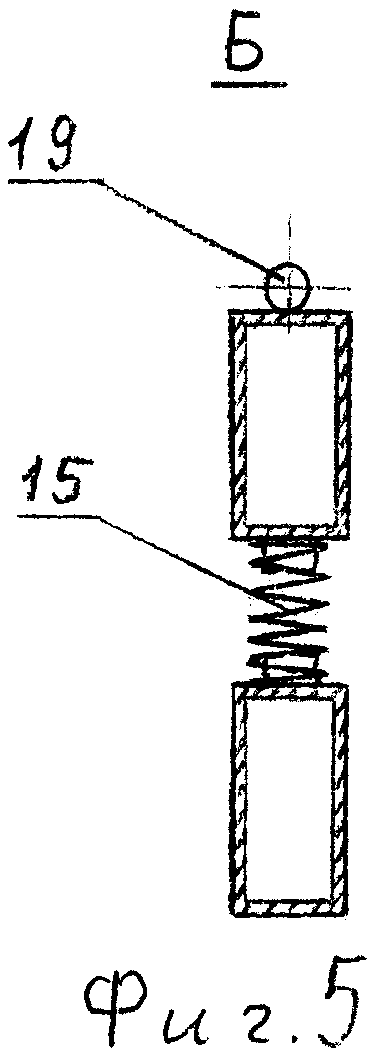
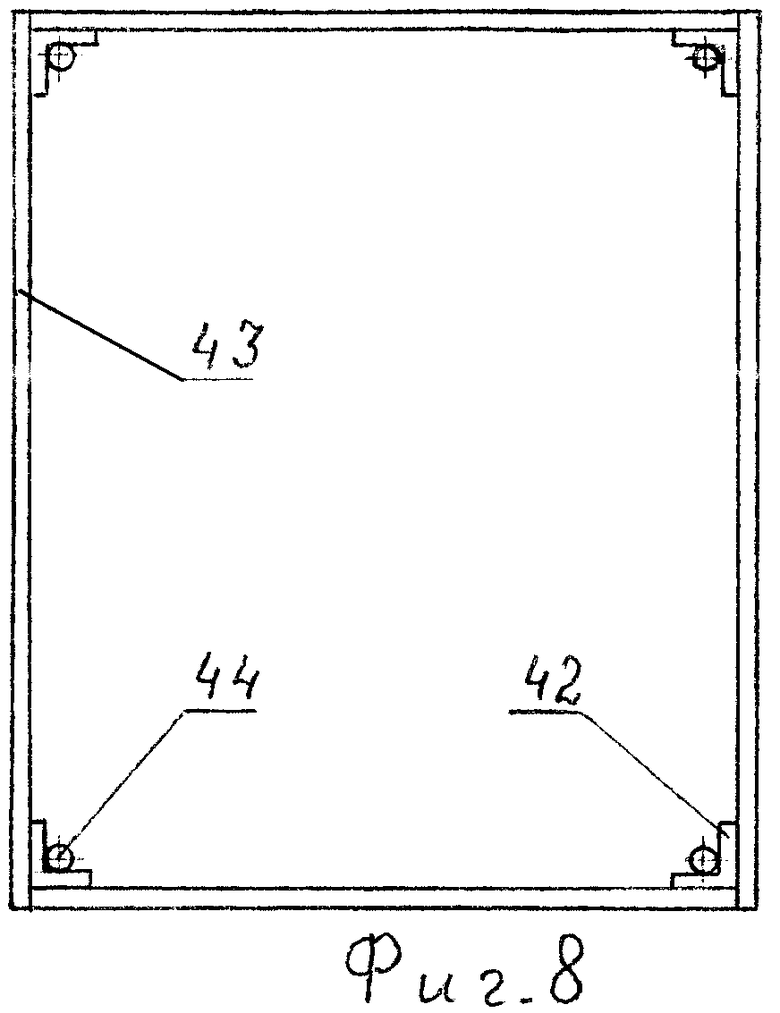
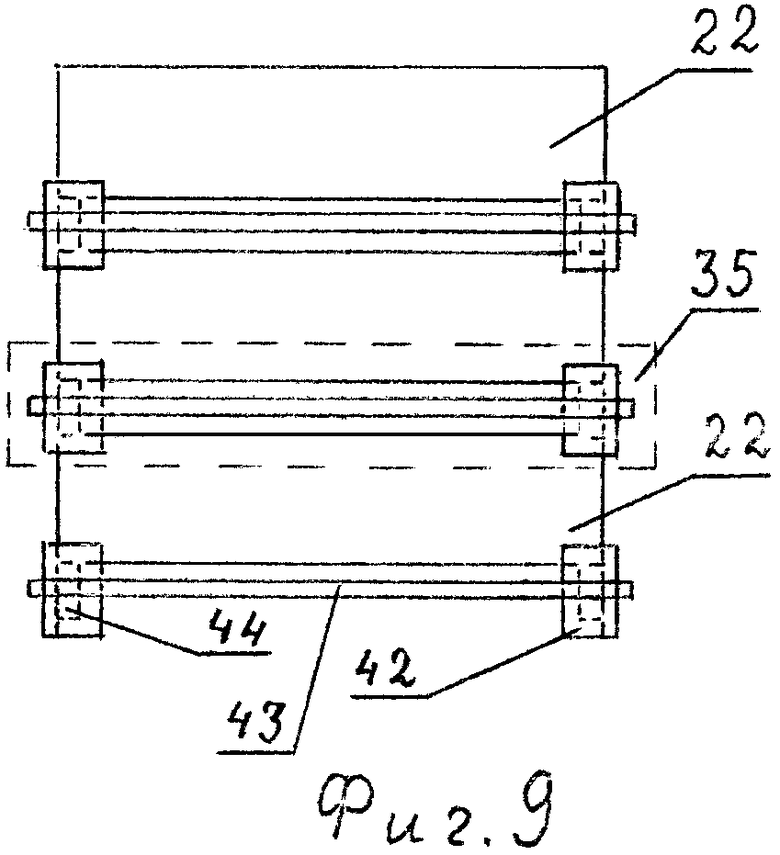
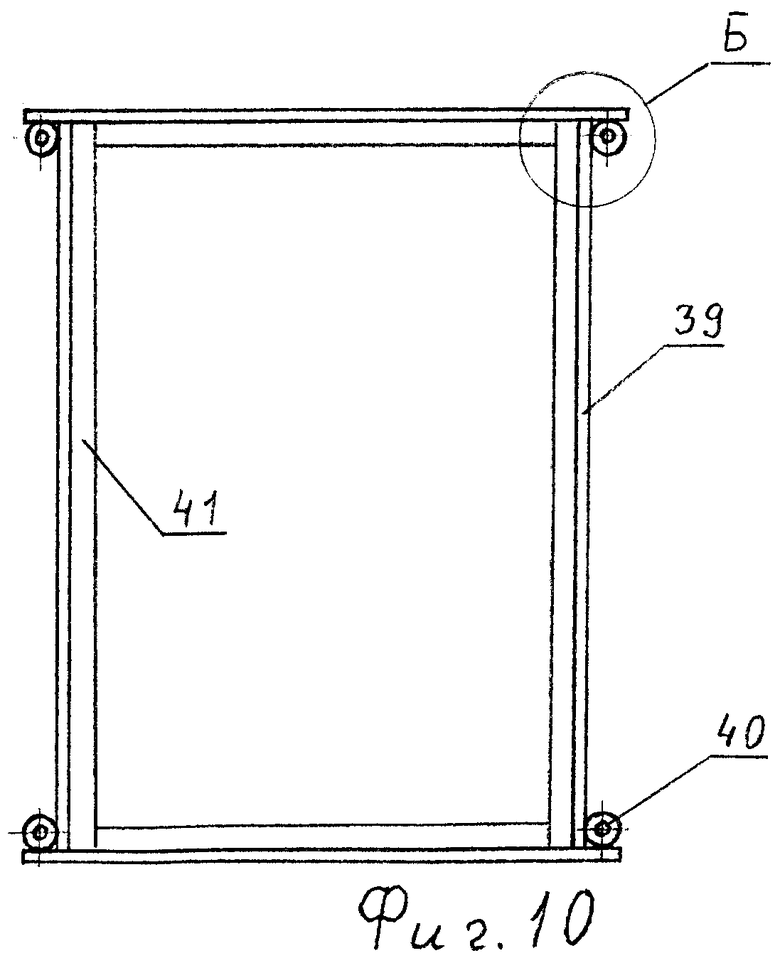
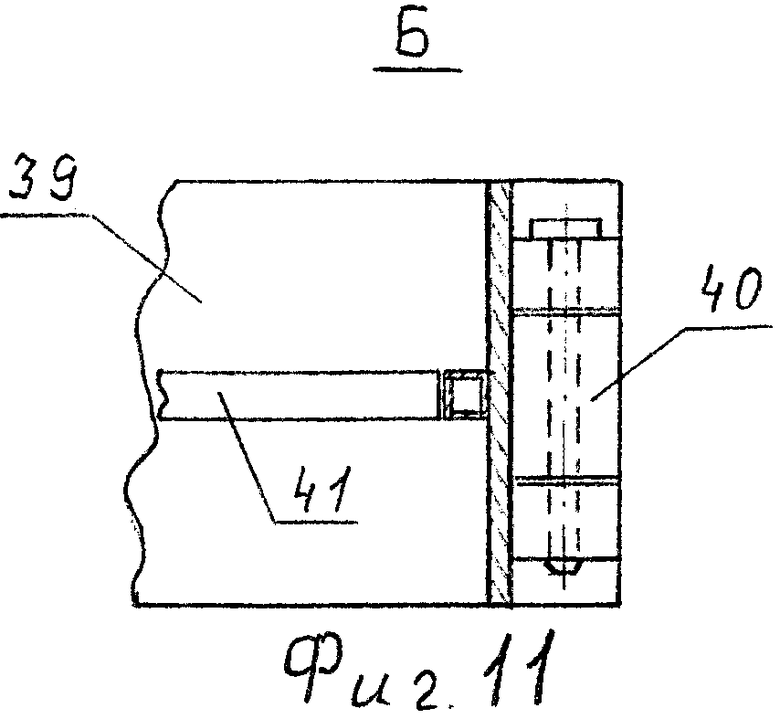
На фиг.1 представлена технологическая линия, вид в плане; на фиг.2 - первая секция опорного стола с кареткой; на фиг.3 - вариант исполнения направляющей для перемещения каретки и ролика каретки; на фиг.4 показана вторая секция опорного стола; на фиг.5 - вариант эластичной опоры вибростола и направляющая для перемещения каретки; на фиг.6 показан узел заливки смеси; на фиг.7 - вариант узла декоративной отделки лицевой поверхности стеновых панелей в виде узла нанесения каменной крошки; на фиг.8 представлен вариант опорно-разделительной рамки; на фиг.9 - пакет форм для стеновых панелей на опорно-разделительных рамках; на фиг.10 представлен вариант формы для стеновых панелей; на фиг.11 - разъемное шарнирное крепление стенок форм для стеновых панелей и шиповые элементы.
Технологическая линия для производства многослойных стеновых панелей с декоративной лицевой поверхностью состоит из двух автономных участков: подготовки форм под заливку и выемки стеновых панелей из форм, приготовления смеси, участка заливки панелей и термокамеры. Участок заливки панелей содержит два основных узла: опорный стол, состоящий из двух секций 1, 2, и узел 3 заливки смеси, а также, возможно, и узел 4 декоративной отделки лицевой поверхности стеновых панелей. Участок приготовления смеси выполнен автономным и снабжен источником воды 5, емкостями для песка 6, цемента 7, поверхностно-активных веществ 8, соединенных посредством транспортеров 9, 10 со смесителем 11. Смесь из смесителя 11 подается в загрузочный бункер 12 узла 3 заливки смеси с помощью подвесных опрокидываемых ковшей 13. Ковши 13 подвешены к балке и перемещаются по ней с помощью тельфера (на фигуре не показано). Секции 1 и 2 опорного стола имеют регулируемые опоры 14. Секция 2 выполнена двухуровневой. Над опорным столом на эластичных опорах 15 размещен вибростол 16, снабженный вибраторами 17 и элементами 18 фиксации вибростола на опорном столе, которые блокируют эластичные опоры 15 в периоды отключения виброобработки. Секция 1 опорного стола и вибростол 16 имеют направляющие 19, по которым перемещается на роликах 20 каретка 21 с формами 22.
На раме 23 каркасной конструкции узла 3 заливки смеси установлен на эластичных опорах 24 загрузочный бункер 12, снабженный регулируемой шаберной заслонкой 25 для подачи смеси в формы 22 в процессе перемещения каретки 21 и вибратором 26 для повышения подвижности подаваемой смеси. Поступившая в формы 22 смесь равномерно распределяется по поверхности утеплителя, заключенного в формы 22, и уплотняется с помощью виброрейки 27. Каждое из плеч 45 виброрейки 27 имеет эластичную подвеску в виде двух пар сжатых встречных пружинных опор, которые обеспечивают возможность трехмерного колебания виброрейки 27. Затем заливка дополнительно выравнивается заглаживающей рейкой 28, снабженной кривошипно-ползунковым механизмом 29, обеспечивающим возвратно-поступательные движения рейки 28. Частота возвратно-поступательных движений заглаживающей рейки 28 может регулироваться частотным управлением скорости вращения электродвигателя. Амплитуда движения заглаживающей рейки 28 может меняться за счет изменения эксцентриситета кривошипа кривошипно-ползункового механизма 29 на приводном диске. Если заполнялась наружная сторона панели, то на гладкой поверхности заливки может быть выполнена декоративная отделка стеновой панели, например нанесена каменная крошка из бункера 30 с помощью движущейся транспортерной ленты 31. Скорость движения транспортерной ленты 31 может регулироваться частотным управлением скорости вращения электропривода. Бункер 30 и механизм транспортерной ленты 31 установлены на отдельной раме 32 каркасной конструкции. Рамы 23 узла 3 заливки смеси и 32 узла 4 декоративной отделки лицевой поверхности стеновых панелей, как и опорные столы секций 1, 2, имеют регулируемые опоры 14. Перемещение каретки 21 с формами 22 от начала участка заливки панелей до его конца и возврат в исходное положение могут выполняться реверсивным электроприводом, включающим мотор-редуктор 33, мотоцепь 34 и блок частотного регулирования (на плане не показан). После остановки каретки 21 в конце участка заливки панелей отключаются элементы 18 фиксации вибростола 16 и включаются вибраторы 17. Фиксация вибростола 16 на опорном столе секции 2 и снятие фиксации могут выполняться, например, поворотом специальных опорных язычков элементов фиксации 18 в соответствующее положение. При фиксации в зазор подвески вибростола 16 над опорным столом секции 2 могут вводиться, например, две пары опорных язычков, которые смогут блокировать работу эластичных опор 15. Формы 22 после заливки наружной или внутренней поверхности стеновых панелей снимаются с каретки 21 и через опорно-разделительные рамки 35 устанавливаются в пакет. С помощью транспортной системы, например на тележке 36, формы 22 пакетами перемещаются в термокамеру 37.
Автономный участок подготовки форм под заливку и выемки стеновых панелей из форм содержит сборочно-разборочные столы 38, на которых выполняется подготовка форм 22 под заливку и выемка залитых стеновых панелей из форм 22. После выдержки в термокамере 37 пакеты стеновых панелей перемещаются либо на заливку другой стороны панели, либо на сборочно-разборочные столы 38 на разборку.
Форма 22 может быть выполнена в виде рамки 39, стенки которой по углам могут иметь разъемное шарнирное крепление 40. С внутренней стороны по продольной оси стенок рамки 39 закреплены шиповые элементы 41. Пластины утеплителя под заливку стеновых панелей проходят специальную фрезерную обработку и имеют на боковой поверхности соответствующий паз по всему периметру пластины. Стенки рамки 39 смыкаются на пластине утеплителя и с помощью шиповых элементов 41 жестко фиксируют пластину утеплителя в заданном положении. Стенки рамки 39 по высоте больше, чем толщина пластины утеплителя. Таким образом, после сборки формы 22 образуются одна или две полости под заливку смеси в зависимости от типа стеновых панелей.
Опорно-разделительная рамка 35 может быть выполнена, например, в виде четырех уголков 42, жестко связанных между собой рамкой 43. С внутренней стороны уголков имеются опоры 44, которые обеспечивают заданный зазор при установке форм 22 на рамках 35 в пакет.
Технологическая линия работает следующим образом. На участке подготовки форм под заливку и выемки стеновых панелей из форм в формы 22 для стеновых панелей на сборочно-разборочных столах 38 устанавливают пластины утеплителя, которые предварительно прошли специальную фрезерную обработку и имеют на боковой поверхности паз по всему периметру пластины. Для быстрой сборки-разборки форма 22 выполнена в виде рамки и имеет по углам разъемные шарнирные крепления 40. С внутренней стороны по продольной оси стенок рамки 39 закреплены шиповые элементы 41, которые смыкаются на пластине утеплителя и жестко фиксируют ее в заданном положении. Подготовленные под заливку панелей формы 22 устанавливают вплотную одна за другой на каретке 21 участка заливки панелей. Смесь для заливки стеновых панелей требуемого состава и консистенции приготавливается на автономном участке приготовления смеси в смесителе 11 и по мере надобности подается в загрузочный бункер 12 узла 3 заливки смеси. При необходимости в бункер 30 узла 4 декоративной отделки лицевой поверхности стеновых панелей засыпается каменная крошка для нанесения на лицевую поверхность стеновых панелей. Включают электроприводы виброрейки 27, заглаживающей рейки 28 и мотор-редуктор 33 для перемещения каретки 21 с формами 22. Каретка 21 с формами 22 перемещается по направляющим 19 опорного стола, состоящего из первой 1 и второй 2 секций, при этом секция 2 выполнена двухуровневой. Над опорным столом на эластичных опорах 15 размещен вибростол 16, снабженный вибраторами 17 и элементами 18 фиксации вибростола на опорном столе, которые блокируют эластичные опоры 15 в периоды отключения виброобработки. Когда первая из цепочки форм 22 достигает выгрузочного щелевого окна бункера 12, открывается регулируемая шаберная заслонка 25 и одновременно включается вибратор 26 загрузочного бункера 12. По мере перемещения каретки 21 происходит непрерывное заполнение смесью из бункера 12 полостей над пластинами утеплителя в формах 22, распределение и уплотнение смеси с помощью виброрейки 27 и последующее выравнивание залитой поверхности с помощью заглаживающей рейки 28. Когда заливается внутренняя сторона стеновых панелей, то по мере перемещения каретки 21 выполняется только заполнение смесью всех установленных на каретке 21 форм 22. Если заливается лицевая поверхность стеновых панелей, то после заполнения форм 22 смесью и ее выравнивания заглаживающей рейкой 28, когда первая из цепочки форм 22 достигает зоны декоративной отделки узла 4, в случае декоративной отделки лицевой поверхности стеновых панелей каменной крошкой, включается электропривод транспортерной ленты 31, подающей каменную крошку. Мотор-редуктор 33 реверсивного привода каретки, электропривод заглаживающей рейки 28 и транспортера 31 каменной крошки имеют блоки частотного регулирования скорости вращения электродвигателей для задания необходимой скорости перемещения каретки 21, возвратно-поступательного движения заглаживающей рейки 28 и подачи необходимого количества каменной крошки. После остановки каретки 21 в конце участка заливки панелей отключаются элементы 18 фиксации вибростола 16 и включаются вибраторы 17. После виброобработки формы 22 снимаются с каретки 21 и через спорно-разделительные рамки 35 устанавливаются в пакет для перемещения в термокамеру 37 с помощью транспортной системы, например, на тележке 36. После выдержки в термокамере 37 пакеты стеновых панелей с помощью транспортной системы перемещаются либо на заливку другой стороны панелей, либо на сборочно-разборочные столы 38 на разборку.
Источники информации
1. Патент РФ №2139790, МПК В28В 7/24, опубл. 20.10.99.
2. Патент РФ №2250162, МПК В28В 5/00, опубл. 20.04.05.


Изобретение относится к строительству, а именно к оборудованию для производства строительных панелей. Изобретение позволит повысить качество панелей. Технологическая линия для производства многослойных стеновых панелей с декоративной лицевой поверхностью содержит бункеры песка, цемента, емкости воды и ПАВ с дозаторами, смеситель - автономный участок приготовления смеси, взаимодействующий с загрузочным бункером посредством подвесных перемещаемых и опрокидываемых ковшей, раму каркасной конструкции узла заливки смеси, каретку, формы для стеновых элементов, вибростол, закрепленный на отдельной раме, термокамеру. Она снабжена автономным участком подготовки форм под заливку и выемки стеновых элементов в виде панелей из форм, опорным столом участка заливки панелей, по направляющим которого с помощью реверсивного электропривода имеет возможность перемещения на роликах каретка с формами для стеновых панелей. Опорный стол состоит из двух секций, одна из которых служит только для перемещения каретки. Другая секция выполнена двухуровневой, на втором уровне которой на эластичных опорах размещен вибростол с направляющими для перемещения каретки. Вибростол имеет механизм фиксации с первым уровнем, выполненный с возможностью блокирования эластичных опор в периоды отключения виброобработки, загрузочный бункер имеет эластичную подвеску и снабжен регулируемой шаберной заслонкой и вибратором. Линия снабжена виброрейкой на эластичной подвеске и заглаживающей рейкой, имеющей механизм возвратно-поступательного движения. 10 з.п. ф-лы, 11 ил.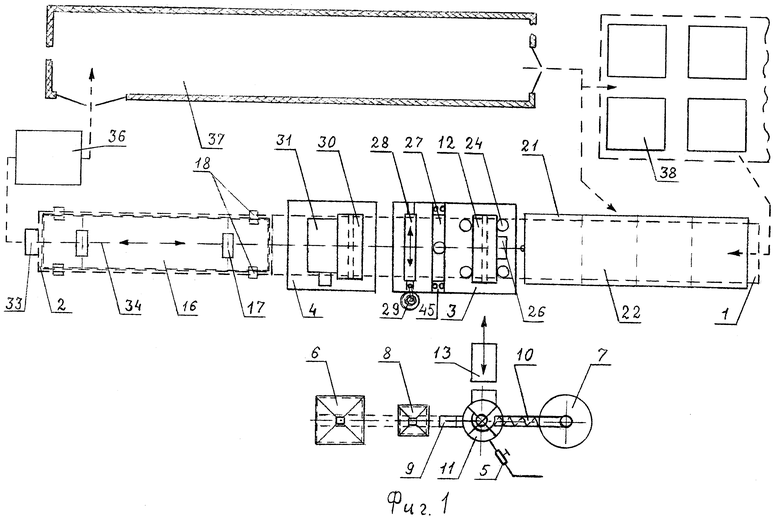
1. Технологическая линия для производства многослойных стеновых панелей с декоративной лицевой поверхностью, содержащая бункеры песка, цемента, емкости воды и ПАВ с дозаторами, смеситель - автономный участок приготовления смеси, взаимодействующий с загрузочным бункером посредством подвесных перемещаемых и опрокидываемых ковшей, раму каркасной конструкции узла заливки смеси, каретку, формы для стеновых элементов, вибростол, закрепленный на отдельной раме, термокамеру, отличающаяся тем, что она дополнительно снабжена автономным участком подготовки форм под заливку и выемки стеновых элементов в виде панелей из форм, опорным столом участка заливки панелей, по направляющим которого с помощью реверсивного электропривода имеет возможность перемещения на роликах каретка с формами для стеновых панелей, причем опорный стол состоит из двух секций, одна из которых служит только для перемещения каретки, а другая выполнена двухуровневой, на втором уровне которой на эластичных опорах размещен вибростол с направляющими для перемещения каретки, которые выполнены на одном горизонтальном уровне с направляющими первой секции, вибростол имеет механизм фиксации с первым уровнем, который имеет возможность блокировать эластичные опоры в периоды отключения виброобработки, загрузочный бункер имеет эластичную подвеску и снабжен регулируемой шаберной заслонкой и вибратором, а также дополнительно снабжена виброрейкой на эластичной подвеске и заглаживающей рейкой, приводимой в действие механизмом возвратно-поступательного движения.
2. Линия по п.1, отличающаяся тем, что она дополнительно включает узел декоративной отделки лицевой поверхности стеновых панелей.
3. Линия по п.2, отличающаяся тем, что узел декоративной отделки лицевой поверхности стеновых панелей выполнен в виде узла нанесения каменной крошки, снабженного бункером и транспортером крошки, установленными на раме каркасной конструкции.
4. Линия по п.1, отличающаяся тем, что мотор-редуктор реверсивного электропривода каретки, электропривод заглаживающей рейки и транспортера узла нанесения каменной крошки имеют блоки частотного регулирования скорости вращения электродвигателей.
5. Линия по п.1, отличающаяся тем, что привод каретки выполнен с применением мотоцепи.
6. Линия по п.1, отличающаяся тем, что эластичная подвеска каждого из плеч виброрейки выполнена в виде двух пар сжатых встречных пружинных опор.
7. Линия по п.1, отличающаяся тем, что эксцентриситет кривошипа кривошипно-ползункового механизма заглаживающей рейки задан выбором крепежных позиций кривошипа на приводном диске.
8. Линия по п.1, отличающаяся тем, что она дополнительно содержит, по крайней мере, одну транспортную тележку для перемещения пакетов форм для стеновых панелей и опорно-разделительные рамки для их пакетирования.
9. Линия по п.1, отличающаяся тем, что формы для стеновых панелей выполнены в виде рамки, стенки которой по углам имеют разъемные шарнирные крепления.
10. Линия по п.9, отличающаяся тем, что на внутренней стороне стенок рамки расположены элементы фиксации утеплителя в виде шиповых элементов.
11. Линия по п.9, отличающаяся тем, что стенки рамки по высоте больше, чем толщина пластин утеплителя, и после фиксации утеплителя в рамке формы для стеновых панелей образованы одна или две полости под заливку смеси.
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ В.А. ЛЕЩИКОВА ДЛЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ СТРОИТЕЛЬНЫХ БЛОКОВ С ДЕКОРАТИВНОЙ ЛИЦЕВОЙ ПОВЕРХНОСТЬЮ | 2004 |
|
RU2250162C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОТДЕЛОЧНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2139790C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ С ДЕКОРАТИВНЫМ ЛИЦЕВЫМ СЛОЕМ | 1991 |
|
RU2085371C1 |
| Загрузочное устройство для ступенчатых деталей | 1984 |
|
SU1303370A1 |

