Изобретение относится к закрывающему элементу для упаковки, предназначенной для жидкого или пастообразного материала, в особенности к закрывающему элементу для пленочных пакетов.
Упаковки, предназначенные для хранения жидкого или пастообразного материала, в особенности пленочные пакеты, широко используются в качестве контейнеров для напитков, косметики, моющих средств и т.п.
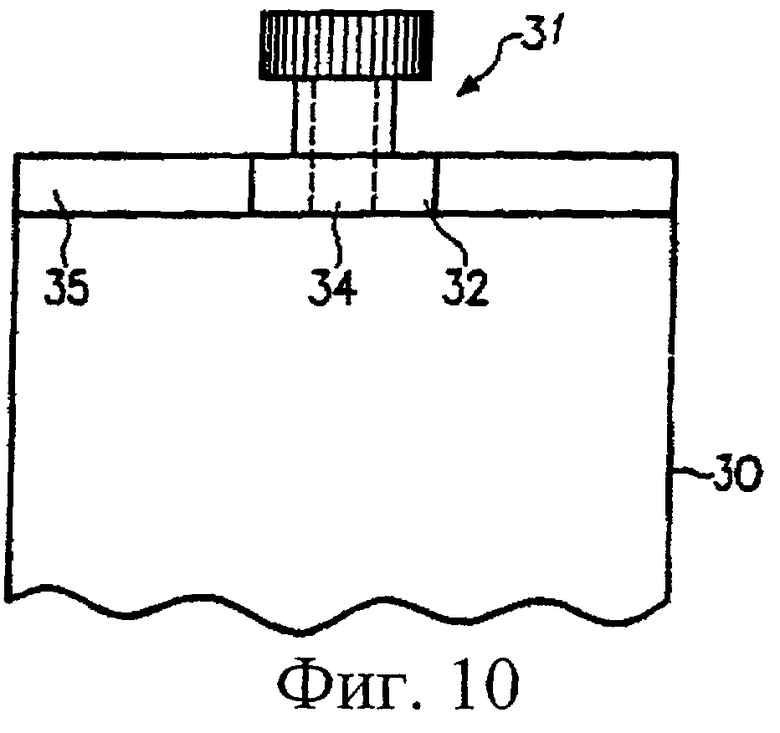
Контейнеры для напитков открываются в основном все еще с помощью соломинки, которой протыкают контейнер в определенном месте. Недостаток такого способа заключается в том, что после открывания контейнера с напитком его нельзя снова закрыть. Если после открывания контейнера его содержимое полностью не израсходовано, остаток содержимого может вылиться или быстро испортиться. Поэтому были разработаны пленочные пакеты, которые закрываются винтовыми крышками. Такой пакет изображен на фиг.10. Закрывающий элемент 31 (называемый также лодочкой) приварен к сварной детали 32 в верхней области между двумя боковыми стенками пакета 30 сварными швами 35. Внутри закрывающего элемента проходит выходной канал 34, изображенный штриховой линией, который может быть закрыт сверху винтовой крышкой 36. Выходной канал выполнен в виде прямого сквозного отверстия, оканчивающегося на плоской нижней стороне, находящейся внутри пакета. Проблема, возникающая при использовании таких пакетов состоит в том, что при нахождении пакета в положении слива, в котором пакет наклонен, например, влево на чертеже, сливные характеристики не являются оптимальными и полное опорожнение пакета сопряжено с определенными трудностями. Остатки жидкости могут скопиться в углах пакета. Даже если пакет полностью перевернуть, немного жидкости может остаться на нижней стороне закрывающего элемента или на внутренних краях боковых стенок и не будут вытекать из пакета. Для некоторых применений пакетов это неудобно, например при заполнении пакетов асептическим средством, поскольку в этом случае недопустимо наличие в мешке остатков какой бы то ни было промывочной жидкости.
Поэтому целью изобретения является создание закрывающего элемента для контейнера, предназначенного для помещения жидкого или пастообразного материала, в особенности закрывающего элемента для пленочных пакетов, который улучшает сливные характеристики пакета и его опорожнение, а также создание пленочного пакета с таким закрывающим элементом.
Согласно изобретению, эта цель достигнута благодаря отличительным признакам п.1 формулы изобретения.
Поскольку выходной канал в сварной детали проходит по меньшей мере частично в виде воронки к горловине, характеристики слива улучшаются, так как жидкость течет к горловине под наклоном. При удалении остатка жидкости из пакета в нижней части сварной детали (часть А на фиг.10) не остается никакой жидкости - она вытекает полностью.
В данном случае выражение "по меньшей мере частично в виде воронки" не означает, что выходной канал должен проходить к выходному отверстию в виде воронки или конуса внутри всей сварной детали. Преимущество изобретения обеспечивается даже если часть выходного канала выполнена в виде воронки. Следует также отметить, что выражение "в виде воронки" в п.1 формулы не обязательно означает вращательную симметрию относительно продольной оси закрывающего элемента.
Угол γ наклона, под которым наклонная часть выходного канала расположена относительно продольной оси закрывающего элемента, может изменяться в широких пределах и составлять почти 90°, но предпочтительно он лежит в пределах от 20° до 85°, более предпочтительно - от 30° до 75°.
Если воронкообразный выходной канал в сварной детали не является вращательно симметричным относительно продольной оси закрывающего элемента, то продольная протяженность сварной детали может быть больше протяженности в направлении ширины, при этом длина выходного канала в сварной детали непрерывно уменьшается по направлению к горловине от продольного направления к поперечному направлению. (В сварной детали выходной канал будет тогда иметь форму сложенной бумажной шапочки, слегка открытой за счет сжатия боковых краев). По сравнению с известными закрывающими элементами это даже позволит сэкономить материал, что значительно уменьшит издержки производства, поскольку изделие является массовым и изготовляется миллионными партиями.
При такой конфигурации ширина в середине выходного канала в сварной детали в направлении слива остается постоянной.
Согласно предпочтительному варианту выполнения изобретения, выходной канал на конце сварной детали, обращенном от горловины, сначала проходит приблизительно параллельно продольной оси L закрывающего элемента (или с небольшим наклоном к ней для облегчения формования в случае изготовления закрывающего элемента инжекционным прессованием) и лишь затем сужается к горловине.
Предпочтительно, чтобы выходной канал в горловине имел форму полого цилиндра или конически сужался в направлении вытекания.
Горловина может закрываться винтовой крышкой или посредством штыкового замка, колпачком.
Согласно предпочтительному варианту выполнения изобретения, закрывающий элемент используется в контейнерах для напитков в качестве мундштука. В этом случае конец горловины, обращенный от сварной детали, имеет гладкую поверхность. Если горловина закрыта посредством штыкового замка колпачком, гладкую поверхность можно легко выполнить над штыковым замком.
Предпочтительно, чтобы на боковых поверхностях сварной детали имелись уплотнительные буртики. Например, можно выполнить два уплотнительных буртика, расположенных на расстоянии от верхнего и нижнего краев сварной детали. Буртики из уплотнительного материала будут препятствовать стеканию расплавленного материала через края сварной детали в процессе ее приваривания.
Пленочный пакет согласно изобретению содержит закрывающий элемент, причем выходной канал в сварной детали проходит к горловине, по меньшей мере частично, в виде воронки.
Закрывающий элемент может быть приварен или прикреплен за счет адгезии к верхней части пакета между боковыми стенками посередине в углу.
При приваривании закрывающего элемента слева и справа в пакете образуются так называемые заплечики (си. область В на фиг.10). Согласно предпочтительному варианту выполнения изобретения, заплечики пакета вблизи закрывающего элемента сварены соответствующими сварными швами от наружного края пакета наклонно к закрывающему элементу, так что при опорожнении пакета в заплечиках не будут скапливаться остатки жидкости.
Предпочтительно, чтобы сварные швы доходили до обращенного внутрь пакета нижнего края боковой поверхности сварной детали. В результате можно дополнительно уменьшить мертвый объем, в котором может скапливаться остаток жидкости при опорожнении пакета, поскольку сварные швы образуют своего рода расширение расположенного в горловине канала, сужающееся в направлении слива.
Ниже варианты выполнения изобретения описаны более подробно со ссылками на сопровождающие чертежи, где:
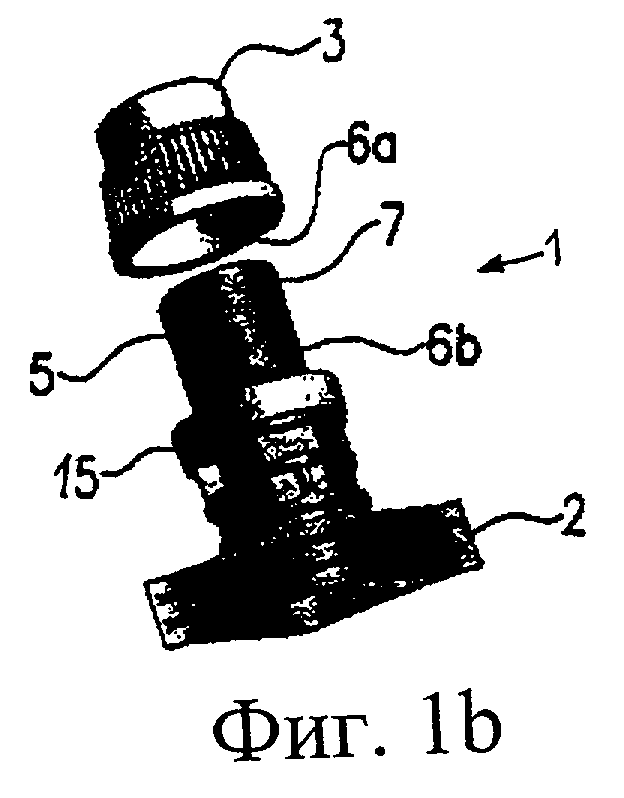
на фиг.1а и 1b показан вид в перспективе первого варианта выполнения закрывающего элемента согласно изобретению;
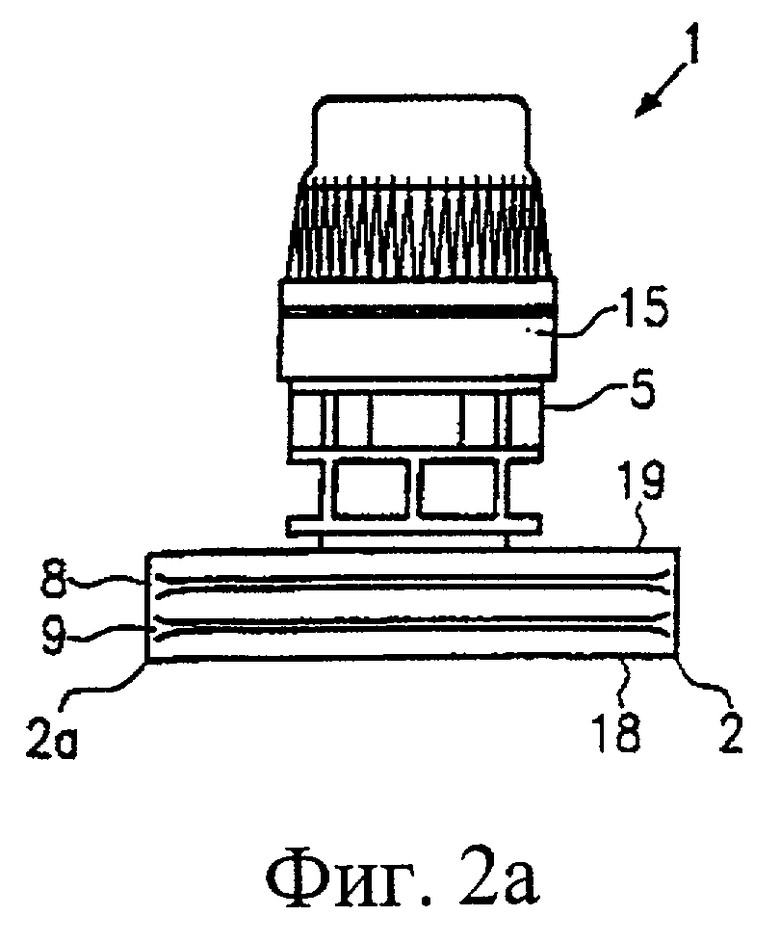
на фиг.2а показан вид спереди закрывающего элемента, изображенного на фиг.1;
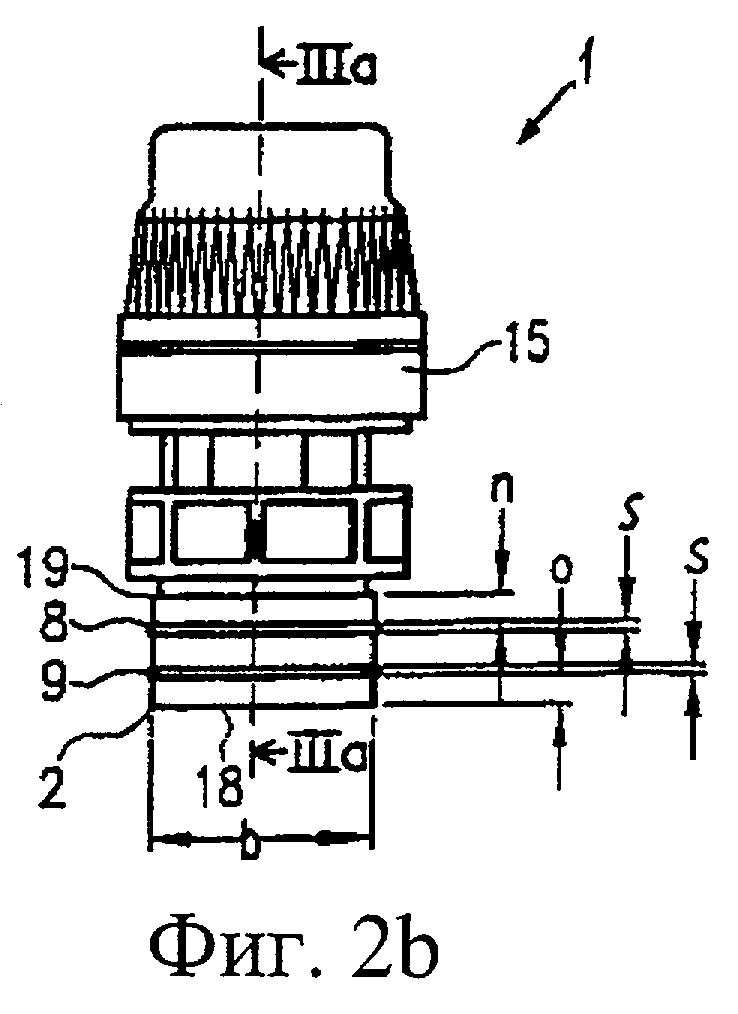
на фиг.2b показан вид сбоку закрывающего элемента, изображенного на фиг.2а;
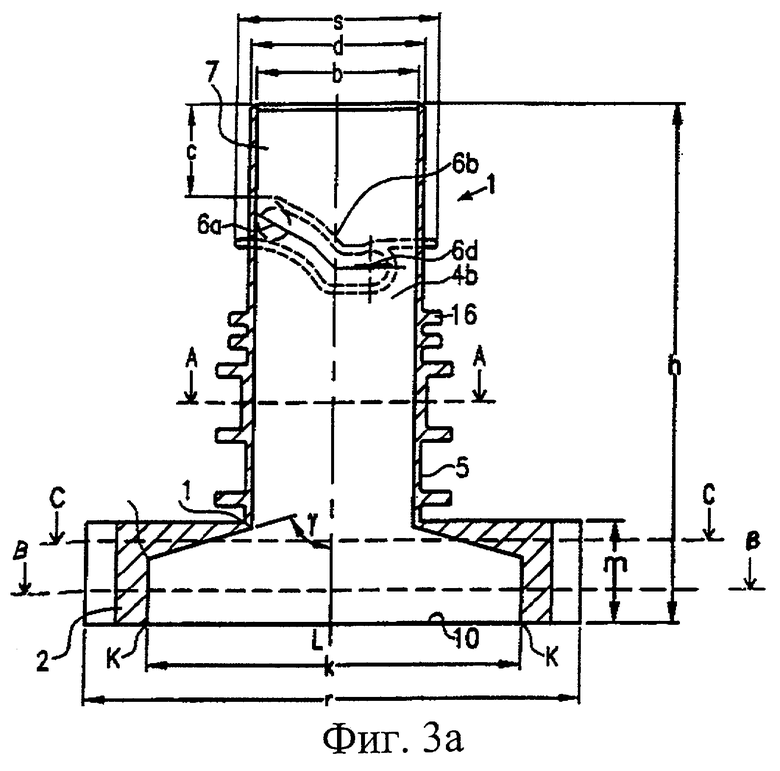
на фиг.3а показан продольный разрез по линии IIIa-IIIa на фиг.2b;
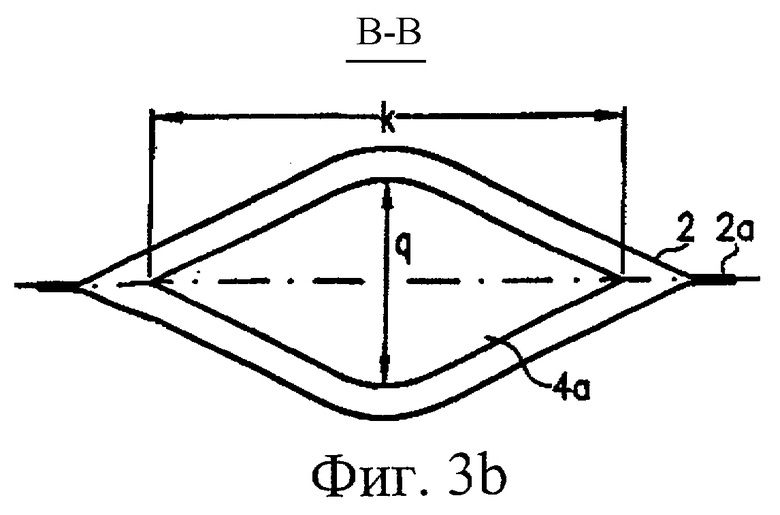
на фиг.3b показан разрез по линии В-В на фиг.3а и 4;
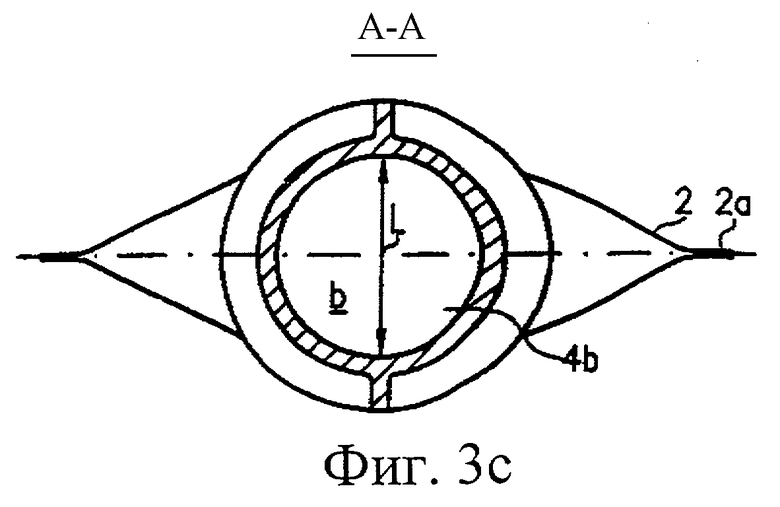
на фиг.3с показан разрез по линии А-А на фиг.3а и 4;
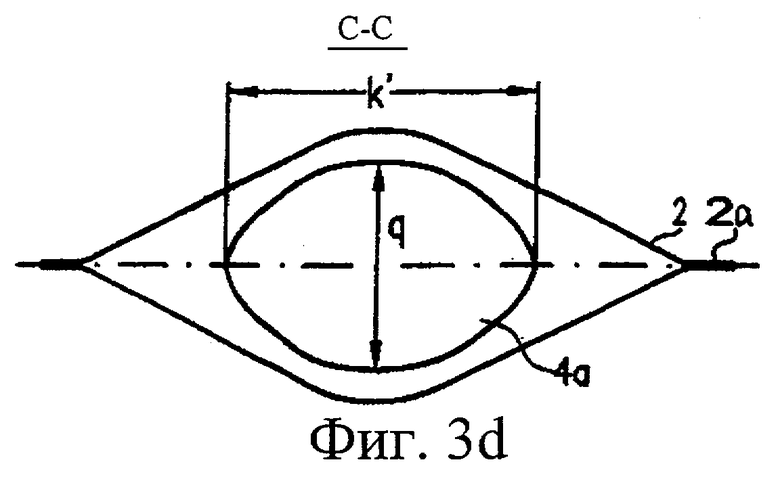
на фиг.3d показан разрез по линии С-С на фиг.3а и 4;
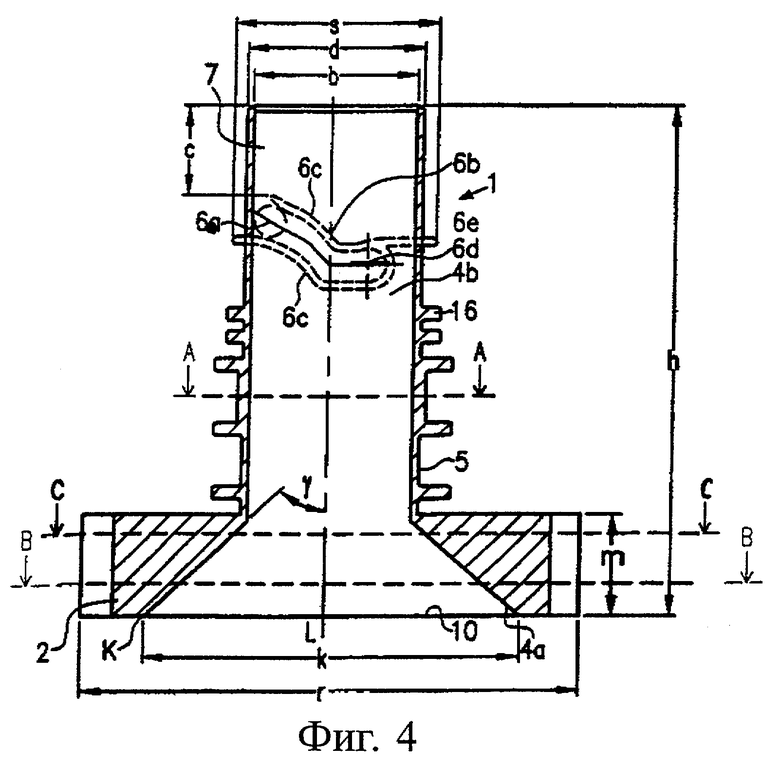
на фиг.4 показан продольный разрез закрывающего элемента согласно еще одному варианту выполнения изобретения;
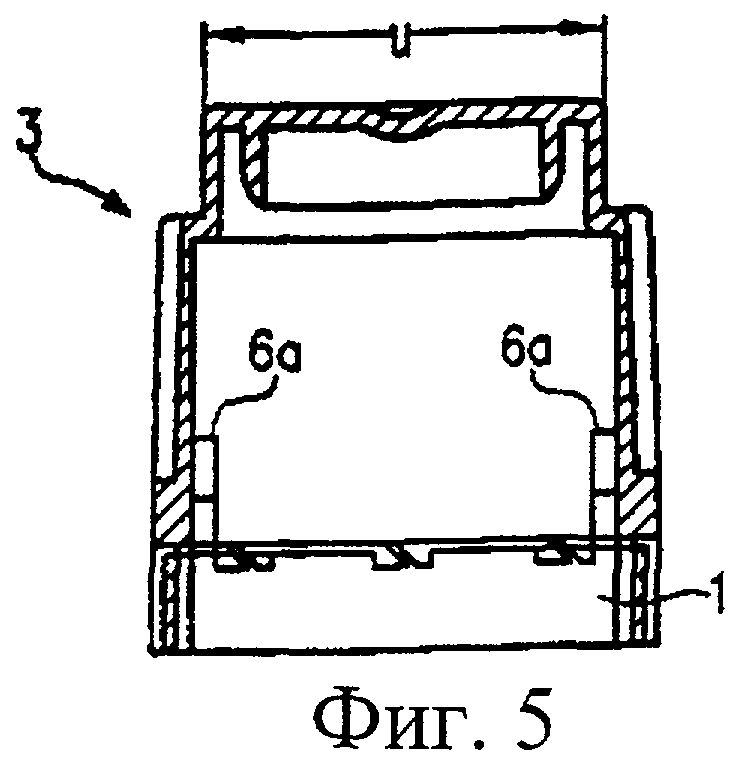
на фиг.5 показан разрез колпачка, предназначенного для закрывания закрывающего элемента;
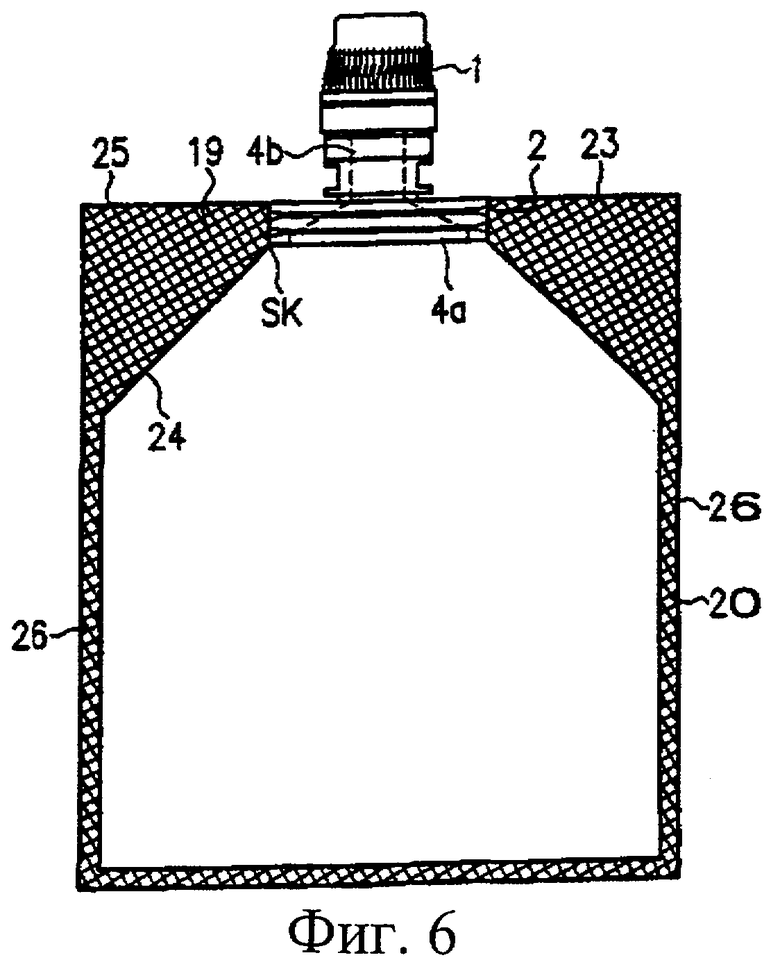
на фиг.6 схематично показан вид спереди пленочного пакета с закрывающим элементом согласно одному из вариантов выполнения изобретения;
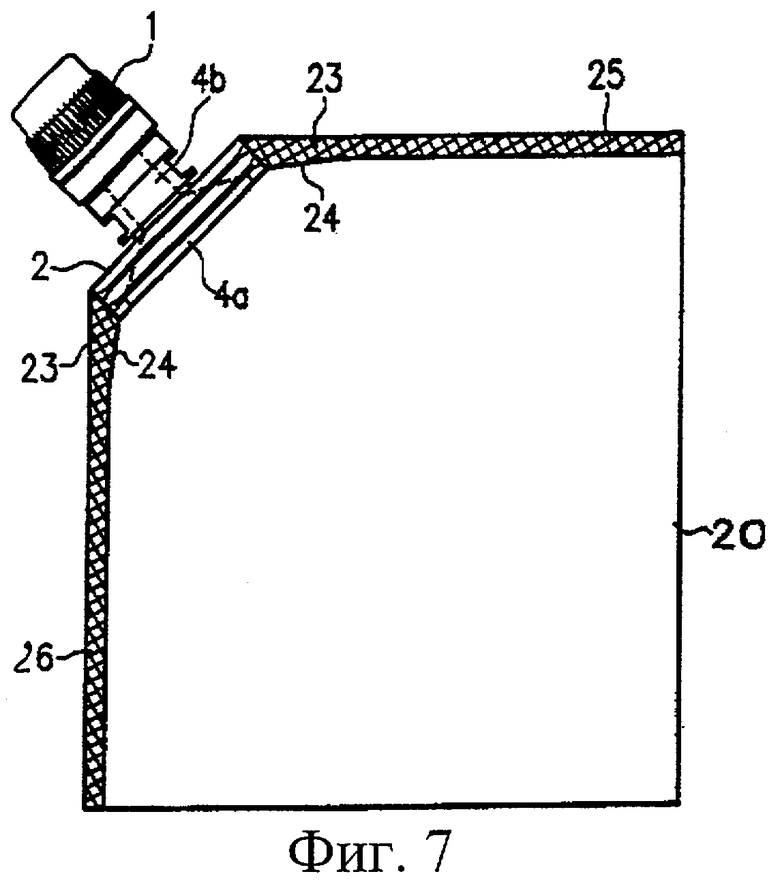
на фиг.7 схематично показан вид спереди пленочного пакета с закрывающим элементом согласно другому варианту выполнения изобретения;
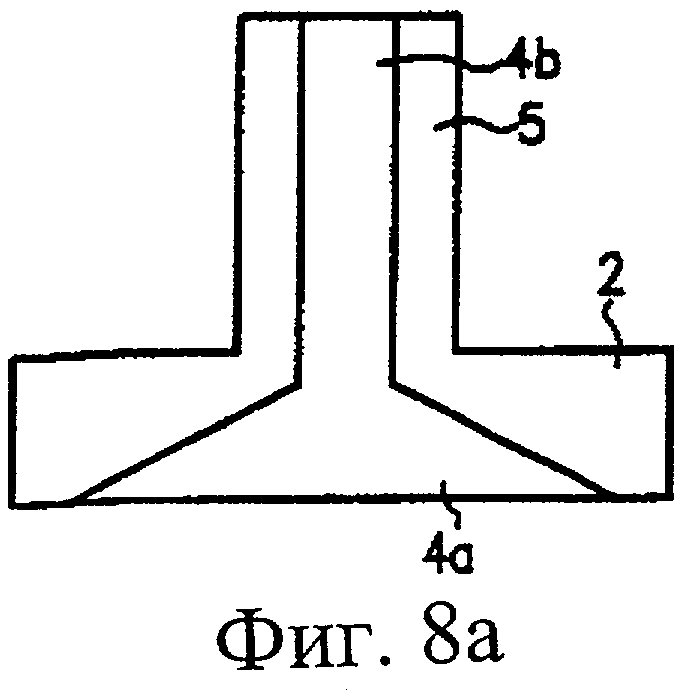
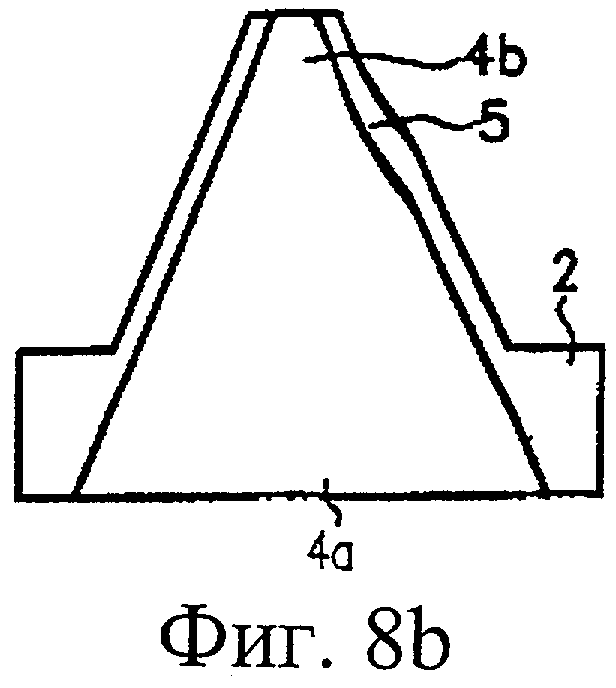
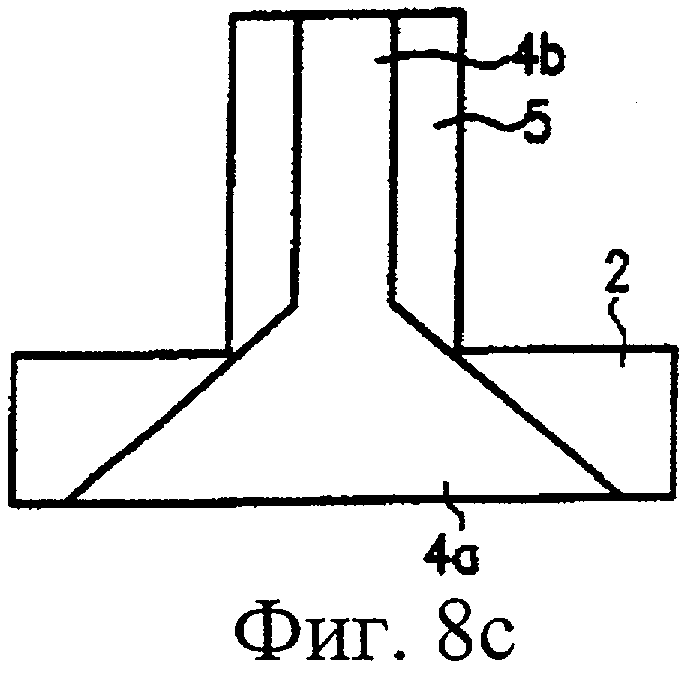
на фиг.8а, 8b, 8с схематично показаны следующие варианты выполнения закрывающих элементов согласно изобретению;
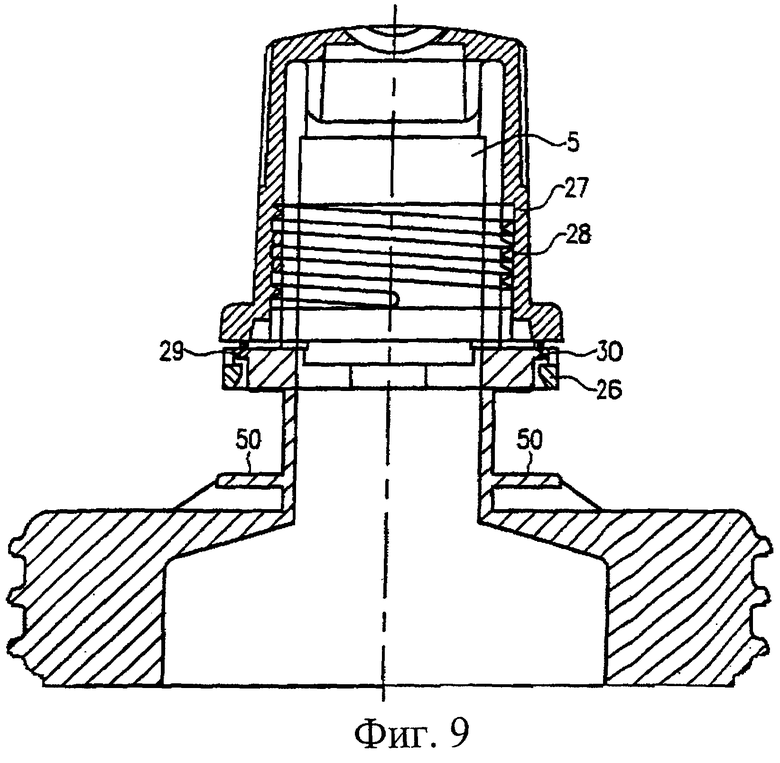
на фиг.9 показан продольный разрез еще одного варианта выполнения закрывающего элемента согласно изобретению;
на фиг.10 схематично показан пленочный пакет с известным закрывающим элементом.
На фиг.1а и 1b показан вид в перспективе закрывающего элемента согласно изобретению. Как правило, закрывающие элементы такого типа можно использовать для закрывания разнообразных контейнеров. Однако предпочтительно они используются для пакетов из гибкой пленки и поэтому последующее описание относится к этому применению.
Закрывающий элемент 1 изготовлен инжекционным прессованием и содержит закрываемую горловину 5 и примыкающую к ней сварную деталь 2. Как видно на фиг.3а, 3b, 3с, 3d и 4, через сварную деталь 2 и горловину 5 проходит выходной канал 4а, 4b. Например, выходной канал 4b в горловине 5 имеет вид полого цилиндра с диаметром b 5-20 мм. Наружный диаметр закрываемой горловины 5 лежит в пределах 6-25 мм. В сварной детали 2 выходной канал 4а проходит в виде воронки к горловине 5.
В варианте выполнения, показанном на фиг.3а, выходной канал 4а на конце 10 сварной детали 2, обращенном от горловины, сначала проходит приблизительно параллельно продольной оси L закрывающего элемента до точки Р, а затем сужается от точки Р к горловине 5 до диаметра b выходного канала 4b в горловине 5. В сварной детали 2 стенки выходного канала расположены относительно продольной оси L закрывающего элемента под углом γ, равным приблизительно 75°. Однако этот угол может изменяться в широких пределах. Высота m сварной детали 2 лежит в пределах от 5 до 20 мм. Высота h закрывающего элемента 1 в целом лежит в пределах 15-70 мм. Сварная деталь 2 имеет длину r 10-70 мм и ее концевые части 2а являются плоскими, как видно на фиг.1 и 3b. Это означает, что продольная протяженность k сечения выходного канала 4а в сварной детали 2 больше протяженности в направлении ширины q. Отношение диаметра b выходного выхода 4b в горловине 5 к длине k сечения выходного канала 4b на конце 10, обращенном от горловины, лежит между 0,1 и 0,7. Ширина q сечения середины выходного канала 4а по существу равна размеру b его поперечного сечения в горловине 5.
Как видно на фиг.3b и 3d, длина k сечения выходного канала 4b непрерывно уменьшается в направлении к горловине 5 от точки Р до тех пор, пока не станет равной диаметру b выходного канала 4а в горловине 5. Как видно на фиг.3b и d, размер k' в сечении С-С меньше размера k в сечении В-В, а ширина q сечения выходного канала 4b в направлении к горловине 5 остается по существу постоянной. Поэтому в выражении "проходит в виде воронки" в данном случае не имеется в виду воронка, имеющая вращательную симметрию относительно продольной оси L. Существенно то, что выходной канал в сварной детали 2 сужается в направлении к выходу.
На фиг.4 показан еще один вариант выполнения закрывающего элемента, идентичный варианту на фиг.3а, но с той разницей, что стенки выходного канала 4а в сварной детали 2 не расположены сначала параллельно продольной оси L закрывающего элемента, а длина k сварной детали 2 непрерывно уменьшается от ее нижнего конца до тех пор, пока не станет равной диаметру b выходного канала 4b в горловине 5 (см. также фиг.3b-3d).
Поскольку, как показано на фиг.3 и 4, выходной канал 4а в сварной детали 2 сужается наподобие воронки по направлению к горловине 5, жидкость легко может вытекать из пленочного пакета, не оставляя остатков в боковых краевых частях сварной детали.
Закрывающие элементы, показанные на фиг.3 и 4, имеют форму лодочки, т.е. их продольный размер больше поперечного. Закрывающие элементы могут также иметь, например, круглое сечение, или выходной канал в них может иметь вращательную симметрию относительно центральной продольной оси закрывающего элемента. На фиг.3 и 4 показаны варианты, в которых выходной канал 4а в сварной детали 2 сужается в виде воронки до его размеров в горловине 5 в точке 11, которая определяет переход от сварной детали 2 к горловине 5. Очевидно, как показано на фиг.8а, что выходной канал 4а может еще в пределах сварной детали 2 сузиться до диаметра b выходного канала 4b.
На фиг.8а и 3а показаны варианты выполнения, в которых только часть выходного канала 4а имеет коническую форму, а другая его часть проходит, например, параллельно центральной продольной оси. Возможны также варианты, когда воронкообразная часть выходного канала 4а находится по меньшей мере частично (фиг.8с) или полностью (фиг.8b) в части 4b канала, расположенной в горловине 5.
На фиг.1 и 2 показано, что на боковых поверхностях сварной детали 2 имеются два прикрепленных уплотнительных буртика 8, 9 (см. фиг.2b), которые расположены на расстоянии от ее верхнего и нижнего краев 18, 19. Буртики 8 и 9 выполнены из уплотнительного материала, предпочтительно материала, из которого выполнена сама сварная деталь 2. Расстояния n, o от буртиков 8 и 9 соответственно до верхнего и нижнего края 18, 19 лежат в пределах 0,5-5 мм. Буртики 8, 9 выступают от боковых стенок и служат для того, чтобы при приваривании сварной детали 2 между двумя сторонами пленочного пакета расплавленный материал не перетекал за его край. Сварная деталь и буртики могут быть выполнены из полиэтилена, полипропилена и множества основанных на них модификаций, а также других термопластических материалов.
Согласно фиг.1b и 3а, 4 и 5, горловина 5 закрыта штыковым замком, образованным направляющим пазом 6b и штифтом 6а и включающим колпачок 3. Направляющий паз 6b расположен на гладкой поверхности горловины 5 над фланцем 16 и взаимодействует со штифтом 6а, расположенным на внутренней поверхности колпачка (см. фиг.1b, 3а и 4), причем при повороте колпачка 3 штифт 6а перемещается в направляющем пазу до стопора 6d. Направляющий паз образован направляющими ребрами 6с (см. фиг.4), верхнее из которых при скольжении штифта направляет колпачок вниз до тех пор, пока штифт в стопорной части 6b не заскочет, немного смещаясь вверх, в небольшое расширение 6е, выполненное в этом месте.
Могут быть предусмотрены два таких штыковых замка на противоположных сторонах горловины 5; в этом случае в колпачке 3 имеются два расположенные противоположно штифта (см. фиг.5). Кроме того, можно выполнить направляющие ребра на внутренней поверхности колпачка, а штифты - на горловине.
В закрытом состоянии пакета верхний конец горловины плотно закрыт колпачком 3. Как видно на фиг.5, в колпачке 3 имеется отрывное кольцо 15 известной конструкции, включающее несколько отдельных или связанных расположенных по окружности фиксирующих кулачков, обеспечивающих защиту от несанкционированного обращения. Когда закрывающий элемент 1 открывают в первый раз, при повороте колпачка отрывается отрывное кольцо.
Колпачок 3 имеет верхнюю область, внутренний диаметр которой выбран так, что в нее может входить верхняя часть горловины 5 с обеспечением плотного закрывания горловины. Нижняя часть колпачка имеет больший внутренний диаметр, поскольку в нее должны входить концы направляющих ребер 6b штыкового замка.
Как видно на фиг.3 и 4, выше штыкового замка 6b выполнен гладкий участок 7, имеющий размер 4-25 мм и служащий мундштуком.
На фиг.6 показан еще один вариант выполнения пленочного пакета согласно изобретению. Закрывающий элемент 1 вварен в пленочный пакет 20 между боковыми стенками так, что длинная сторона сварной детали 2 расположена параллельно верхнему краю 25 пакета 20. Вваренный закрывающий элемент 1 соответствует закрывающим элементам 1, описанным при рассмотрении фиг.1-5 и 8. Вблизи закрывающего элемента 1 слева и справа от него в пакете образованы заплечики 23. Чтобы при выливании жидкости из пакета 20 она не оставалась в заплечиках 23, они сварены вблизи сварной детали 2 наклонными сварными швами 24. Каждый шов 24 проходит от продольного края 26 наклонно вверх в направлении выхода, предпочтительно достигая нижнего наружного края конца 2а (ср. фиг.3b) сварной детали, обращенного внутрь пакета. Благодаря совместному действию швов 24 и воронкообразного выходного канала 4а содержимое пакета может беспрепятственно вытекать из него в направлении выхода при хороших условиях вытекания, без остатков, остающихся в возможных мертвых зонах. Таким образом, сварные швы 24 являются продолжением выходного канала 4а.
На фиг.7 показан еще один вариант, по существу идентичный варианту согласно фиг.6, но с закрывающим элементом 1, вваренным в угловую часть между боковыми стенками пакета 20. Сварные швы 24 проходят от продольного края 26 пакета и верхнего края 25 к нижнему наружному краю сварной детали 2, обращенному внутрь пакета. Когда пакет 20 вместе с закрывающим элементом 1 наклоняют вниз для его опорожнения, находящийся внутри материал может легко стекать по сварным швам 24, нижней поверхности сварной детали, выходному каналу 4а, который проходит в виде воронки к горловине детали 5, и далее по примыкающему к нему выходному каналу 4b в горловине 5, при этом в пакете 20 не будут оставаться остатки материала. Следовательно, осуществляется полное опорожнение пакета. В отличие от ситуации, показанной в фиг.7, сварной шов 24 может также проходить по одной линии с нижним краем сварной детали.
В еще одном варианте выполнения изобретения, показанном на фиг.9, закрывающий элемент закрыт винтовым колпачком. На внутренней поверхности винтового колпачка 27 имеется однозаходная или многозаходная внутренняя резьба 28. Соответствующая резьба имеется на наружной поверхности горловины детали 5. В этом варианте защита от несанкционированных действий также обеспечена кольцом 26, которое держится на колпачке перемычками 29 и заходит за кольцевой выступ 30, когда колпачок завинчен, а при повороте колпачка в противоположном направлении в процессе открывания это кольцо останется висеть на кольцевом выступе. При дальнейшем повороте колпачка в направлении открывания перемычки разрываются и кольцо падает вниз, поэтому сразу заметно, что упаковка была вскрыта. Хотя на фиг.9 показана однозаходная резьба, может быть выполнена многозаходная резьба.
Изобретение относится к закрывающему элементу для упаковки для жидкого или пастообразного материала, в особенности для пленочных мешков. Закрывающий элемент содержит закрываемую горловину, примыкающую к ней сварную деталь и выходной канал, проходящий через сварную деталь и горловину. Для улучшения сливных характеристик пакета и упрощения его опорожнения выходной канал в сварной детали проходит к горловине по меньшей мере частично в виде воронки. Ширина в середине выходного канала в направлении слива постоянна, а в горловине он имеет форму полого цилиндра. Изобретение обеспечивает равномерное и плавное вытекание содержимого пакета с достаточной скоростью. 2 н. и 10 з.п. ф-лы, 17 ил.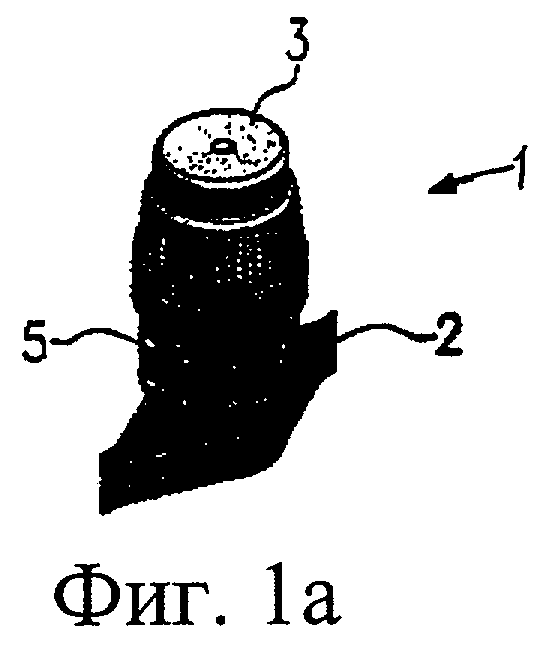
| СПОСОБ КРИОГЕННОГО РАЗДЕЛЕНИЯ СЫРЬЕВОГО ПОТОКА, СОДЕРЖАЩЕГО МЕТАН И ГАЗЫ ВОЗДУХА, УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА БИОМЕТАНА ПУТЕМ ОЧИСТКИ БИОГАЗОВ, ПОЛУЧЕННЫХ ИЗ ХРАНИЛИЩ БЕЗОПАСНЫХ ОТХОДОВ (NHWSF), ОБЕСПЕЧИВАЮЩЕЕ ОСУЩЕСТВЛЕНИЕ СПОСОБА | 2017 |
|
RU2715636C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ВАФЕЛЬНОЙ ПАНЕЛИ | 1982 |
|
SU1103484A1 |
| Преобразователь времени запаздывания сигнала в напряжение постоянного тока | 1976 |
|
SU677093A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБЧАТОГО ТЕЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ТУБЫ | 1996 |
|
RU2154005C2 |

