Изобретение касается способа получения трубчатого тела, в частности многослойного, с по меньшей мере одной перегородкой, расположенной по его длине и образующей смежные продольные отделения, с использованием ленты из пленки.
Из патентной заявки ФРГ A1-24 53 492 известен способ получения трубчатого тела, предназначенного для изготовления сосуда в виде тубы, согласно которой многослойную тонкую пластину скручивают, придают ей форму стержня и соединяют таким образом, что трубная стенка, центральная или в виде хорды перегородка и расположенные внахлестку по периметру продольные швы образуют единое целое. Расположенные по периметру участки наложения герметизированы термически или посредством сварки, в результате образуются продольные соединения внахлестку или швы. Внутреннее пространство трубчатого тела перегородкой разделено на два продольных смежных отделения.
Изготовление тонких пластин, формирование равномерного трубчатого тела с внутренней перегородкой и получение продольных швов являются относительно дорогостоящими операциями.
Известно также получение трубчатых тел для изготовления туб с двумя и более отделениями, имеющих круглое или овальное сечение посредством способа литья под давлением, смотри, например, патентную заявку США A-3 788 520, или путем формирования шва внахлестку с использованием ленты из пленки, смотри, например, патент Англии 1 030 275, предусматривающий введение на последующей стадии в трубчатое тело перегородки и, при необходимости, ее жесткое соединение с этим телом.
Размещение перегородки, ее фиксация или герметичное закрепление в готовом трубчатом теле являются крайне дорогостоящими операциями, сопровождающимися другими дополнительными технологическими операциями, что препятствует работе с большой скоростью.
Трубчатые тела, получаемые известными способами, соединяют с предварительно изготовленной или отлитой под давлением головкой тубы, имеющей перемычку для соединения с перегородкой, расположенной до выпускного отверстия. Выпускное отверстие снабжено средством укупорки, закрывающим выпускное отверстие и примыкающим к перемычке.
Из патентной заявки США A-3 788 520 известна туба с двумя отделениями, в которой два трубчатых тела размещены один внутри другого. Предусмотрено наличие колпачка с внутренним цилиндрическим выступом, контактирующим, при закрытии головки тубы колпачком, с перемычкой, оканчивающейся под нижней кромкой выпускного отверстия, при этом оба отделения сохраняются разделенными и в головной части тубы.
Целью изобретения является создание способа получения трубчатого тела, в частности многослойного, с по меньшей мере одной перегородкой, расположенной по его длине и образующей смежные продольные отделения, с использованием ленты из пленки, являющегося простым, быстро осуществимым и позволяющим получать трубчатые тела произвольной длины.
Еще одной целью настоящего изобретения является создание способа изготовления тубы из трубчатого тела, полученного по новому способу.
Указанная цель достигается посредством предлагаемого способа получения трубчатого тела, в частности многослойного, с по меньшей мере одной перегородкой, расположенной по его длине и образующей смежные продольные отделения, с использованием ленты из пленки, при этом на указанной ленте или ее мерном отрезке сначала закрепляют полосовую заготовку или мерный отрезок полосовой заготовки в качестве перегородки с помощью ее наружных краев в направлении, параллельном ленте или ее отрезку, после чего для образования бесконечной трубы, разрезаемой затем на мерные длины, или сразу трубчатого тела соединяют между собой боковые кромки.
Предпочтительные варианты осуществления способа отражены в пунктах 2 - 9 формулы изобретения.
В пункте 10 формулы изобретения указан предпочтительный способ изготовления тубы из трубчатого тела, полученного согласно изобретению. В пунктах 11 - 14 приведены предпочтительные варианты осуществления способа по пункту 10.
Ниже более подробно изобретение поясняется на примерах его осуществления со ссылкой на чертежи, на которых:
фиг. 1 изображает тубу с двумя отделениями и резьбовой крышкой, в продольном разрезе;
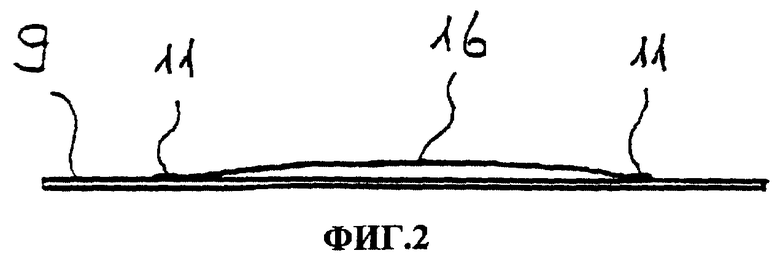
фиг. 2 - поперечный разрез пленки, используемой для получения трубчатого тела с двумя отделениями;
фиг. 3 - разрез трубчатого тела, полученного из пленки, показанной на фиг. 2;
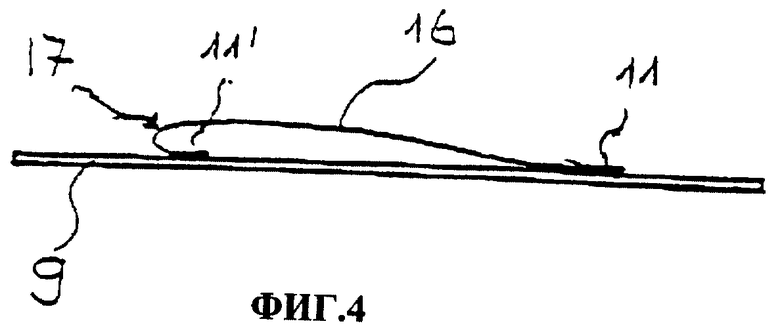
фиг. 4 - поперечное сечение еще одного образца пленки, предназначенной для изготовления трубчатого тела с двумя отделениями;
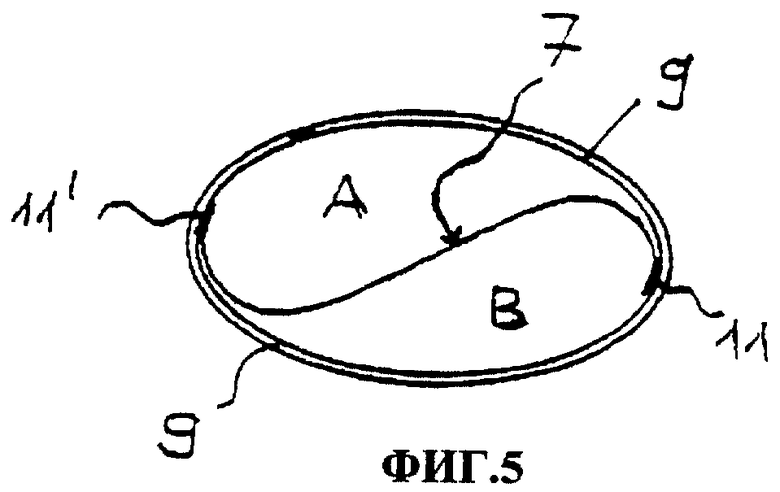
фиг. 5 - разрез трубчатого тела, изготовленного из пленки, показанной на фиг. 4;
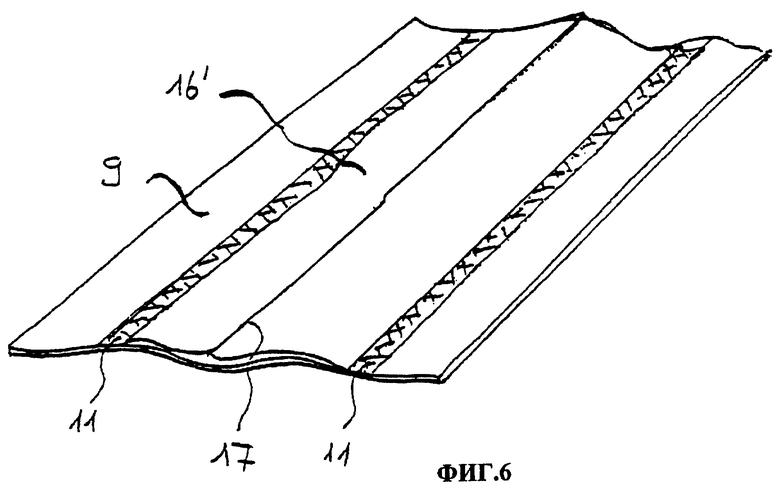
фиг. 6 - перспективный вид пленки, еще один вариант выполнения, применяемой для изготовления трубчатого тела с двумя отделениями;
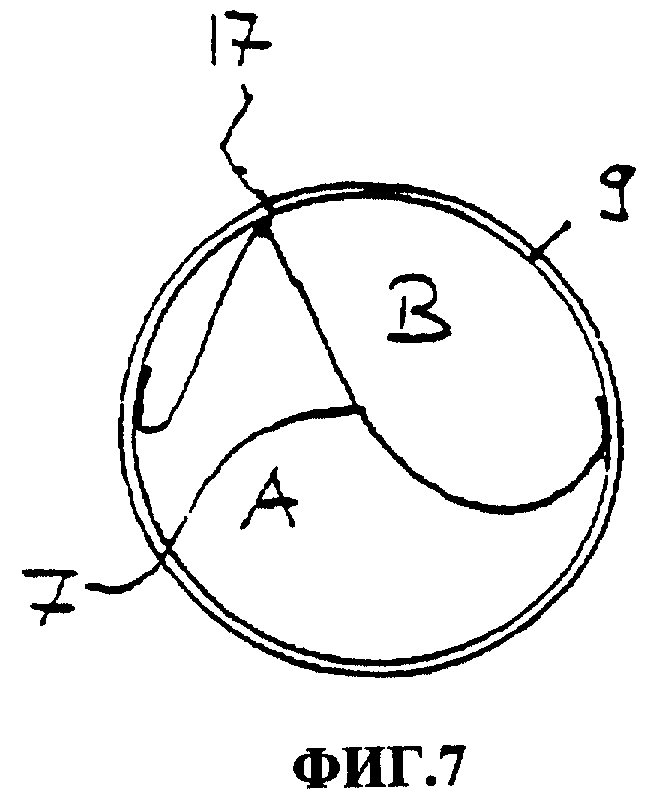
фиг. 7 - разрез трубчатого тела, изготовленного из пленки, показанной на фиг. 6;
фиг. 8 - фрагмент двухкамерной тубы с колпачком, продольный разрез;
фиг. 9 - фрагмент с фиг. 8, на котором показано взаимодействие перемычки с выступом колпачка, в увеличенном масштабе.
Схематически изображенная на фиг. 1 туба содержит трубчатое тело 1, жестко связанное с головкой 2 тубы. В головке 2 выполнено выпускное отверстие 3 в виде штуцера с колпачком 4. В примере осуществления, изображенного на фиг. 1, колпачок 4 выполнен в виде резьбовой крышки 5, навинчиваемой по наружной резьбе 6 вокруг штуцера с выпускным отверстием 3. В трубчатом теле 1 расположена перегородка 7, разделяющая трубчатое тело 1 на два продольных отделения A и B. Как продолжение перегородки 7 головка 2 тубы содержит перемычку 8, которая в примере осуществления на фиг.1 расположена до плоскости закрытия выпускного отверстия 3.
Трубчатое тело 1 может изготавливаться из любого известного одно- или многослойного материала с или без изоляционного слоя из ленты 9 или из пленки формированием соединительного шва 10, например, шва внахлестку, наружными краями ленты 9.
Головка 2 тубы может выполняться отдельно одно- или многослойной с или без изоляционного слоя и соединяться с трубчатым телом 1, например, посредством сварки. Однако она может и непосредственно формоваться из пластифицированной пластмассы на заранее изготовленном трубчатом теле 1.
Перегородка 7 может быть выполнена из того же материала, что и трубчатое тело 1, или из любого известного, пригодного для этого материала с наличием или отсутствием изоляционного слоя. Предпочтительно, чтобы перегородка 7 состояла из материала толщиной от 50 мкм до 100 мкм, т. е. ее толщина заметно меньше толщины, предназначенной для трубчатого тела 1 пленки, которая обычно составляет от 300 мкм до 500 мкм. Так, например, перегородка 7 может изготавливаться из полиэтилена низкой плотности. Было обнаружено, что чем тоньше перегородка 7, тем равномернее происходит одновременное поступление вещества из обоих отделений A и B.
В том случае, когда для выдачи продукта, которым заполнены продольные отделения A и B, не требуется абсолютного разделения на его компоненты, головка 2 тубы может быть выполнена и без перемычки 8, вследствие чего в головке тубы как бы образуется смесительная камера.
Однако, если такое разделение необходимо, то поперечное сечение перемычки 8 должно соответствовать форме перегородки 7 на участке контакта головки 2 тубы с трубчатым телом 1. Предпочтительно, чтобы верхний конец перегородки 7 крепился на перемычке 8, или наоборот, таким образом, чтобы продольные камеры A и B оказывались разделенными между собой вплоть до выпускного отверстия 3, закрываемого колпачком 4. Предпочтительно, чтобы верхний конец перегородки 7 был утоплен в нижнем конце перемычки 8 (см. фиг. 1). Нижний конец 8, 8' может выступать за основание головки 2 тубы, как это ясно показано на фиг. 8.
В примере осуществления, представленном на фиг. 1, верхний конец перемычки 8 оканчивается в плоскости закрытия выпускного отверстия 3, т. е. верхний край охватывающей выпускное отверстие 3 стенки и верхняя кромка перемычки 8 располагаются в одной плоскости. К ним (к краю и верхней кромке) плотно прилегает в закрытом положении колпачок 4, исключая соприкосновение друг с другом компонентов продукта обоих продольных отделений A и B. При этом перемычка 8 разделяет выпускное отверстие 3 по всей его длине на две, преимущественно равные части.
Вариант выполнения может состоять и в том, что, см., например, колпачок 4 на фиг. 8, на которой он показан в виде откидного средства укупорки 12 с шарнирно соединенной откидной крышкой 13, верхняя кромка перемычки 8 оканчивается в головке 2 тубы в месте, расположенном под верхним краем выпускного отверстия 3. Для обеспечения и в этом случае полного разделения обоих компонентов, содержащихся в продольных отделениях A и B, при закрытой тубе, колпачок 4 снабжен выступом 14 (фиг.8), соответствующим сечению выпускного отверстия 3, имеющим предпочтительно цилиндрические участки, плотно прилегающим при закрытии колпачком 4 к свободной верхней кромке перемычки 8' и обеспечивающим изоляцию между собой обоих продольных отделений A и B. При необходимости выступ может иметь также другую, соответствующую выпускному отверстию 3 форму, а также другие уплотняющие кромки и/или упругие элементы.
Откидное средство укупорки 12 может закрепляться на головке 2 тубы посредством защелкивающего соединения (см. фиг.8), резьбового или жесткого сварного или клеевого соединения.
Как показано, в частности, на фиг. 9, верхний свободный конец перемычки 8 может быть выполнен с выступающей, имеющей предпочтительно форму ножа уплотняющей кромкой 15.
Уплотняющая кромка 15 может быть выполнена упругой, в частности при наличии резьбовых средств укупорки, или жесткой, в частности при использовании откидных средств укупорки. При жестком выполнении уплотняющей кромки 15 выступ 14 колпачка 4 должен иметь предпочтительно упругую ответную поверхность, в которую может частично проникать уплотняющая кромка 15 для обеспечения практически абсолютной герметичности (см. фиг. 9), в случае гибкого выполнения выступающей уплотняющей кромки 15 можно обеспечить некоторое подобие предварительного напряжения, благодаря которому герметичность достигается и в том случае, когда в отделениях A и B присутствует избыточное давление.
Трубчатое тело 1, предназначенное для изготовления тубы с перегородкой 7, можно получить простым образом за счет того, что для изготовлении известного трубчатого тела на бесконечную ленту 9 из пленки (см. фиг. 2, 4 и 6) непрерывно укладывают бесконечную полосу 16, 16' для перегородки в параллельном направлении к ленте 9 и жестко соединяют с этой лентой 9 по ее обоим наружным, служащим закрепляющей полосой 11 краям ровно или сначала ровно и затем с отгибом по краю в виде фальца 17 (фиг. 4), например, посредством сварки или приклеивания. Когда полоса 16 для перегородки по одному краю ровно, а по другому внахлестку закреплена посредством фальца 17 на ленте 9 из пленки (см. фиг.4), то боковые кромки перегородки примыкают по касательной к стенке трубчатого тела (см. фиг.5). Из полученной таким образом заготовки на второй операции получают трубу известным способом, например, путем формирования шва внахлестку. Затем от трубы отрезают отдельные трубчатые тела мерной длины.
Возможно также ленту 9 из пленки сначала резать на мерные отрезки, на которые затем укладывают и закрепляют соответственно отрезанные мерные отрезки полосы для изготовления перегородки, например, сваркой или клеем. Из полученных таким образом отрезков исходного материала могут быть затем изготовлены, например, намоткой, сопровождающейся скреплением сваркой или приклеиванием расположенных внахлестку краев, отдельные трубные тела 1 заданной длины.
Трубе и трубным телам 1 можно придавать круглую (фиг. 3 и 7) или овальную (фиг. 5) форму поперечного сечения.
В представленном на фиг. 6 примере осуществления полоса 16' для изготовления перегородки, уложенная на ленту 9 из пленки, содержит фальц 17, ориентированный параллельно крепежной полосе 11 и, следовательно, параллельно продольно расположенной ленте 9. Как показано на фиг.7, фальц 17, при необходимости их может быть два и более, а также направленные друг к другу фальцы (на фигурах не показаны) позволяют обеспечить заданное направление перегородки 7 внутри трубчатого тела 1, которое можно изменять за счет расположения фальца 17 или фальцев по сечению полосы 16' для перегородки. В частности, в случае применения полос с очень малыми толщинами для изготовления перегородки предпочтительны указанные фальцы, поскольку они позволяют получить требуемые сечения отверстий для отделений A и B, имеющих одинаковый или любой другой размер, необходимый для их заполнения.
Предпочтительно, чтобы фальц 17 располагался на полосе 16' для изготовления перегородки таким образом, чтобы полоса 16' для перегородки оказалась разделенной в соотношении 1:3-1:5.
Также возможно расположить несколько полос для перегородки для получения более двух продольных отделений или закрепить на ленте из пленки более широкую полосу для перегородки по ее краям (не чертежах показано). Поскольку крепление производится по линиям, то могут быть точно заданы требуемые пространственные соотношения отделений, причем, естественно, возможно заранее сформировать гофрированной по сечению полосу для перегородки, а также закрепить ее посредством параллельных впадин гофра на ровной или на также гофрированной ленте из пленки. При этом, при необходимости, каждый мерный отрезок полосы для перегородки или каждая отдельная полоса для перегородки может содержать по меньшей мере один фальц. В результате без значительных затрат становится возможным получать отделения с одинаковыми или любыми иными пространственными соотношениями. При необходимости, перемычки в головке тубы могут быть приведены в соответствие с количеством и формой перегородок.
При наличии нескольких отделений одно или, при необходимости, несколько отделений могут содержать расширительную добавку, которая, с одной стороны, облегчает извлечение продукта заполнения и, с другой стороны, придает красивый округлый внешний вид тубе с несколькими отделениями даже в том случае, когда продукт заполнения почти полностью израсходован.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2000 |
|
RU2238188C2 |
| ДВУХКАМЕРНАЯ ТУБА | 2000 |
|
RU2263056C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЕМКОСТИ ИЗ ПЛАСТМАССЫ | 1995 |
|
RU2146616C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ И УПАКОВКИ ТУБ | 2003 |
|
RU2323828C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХКАМЕРНЫХ ТУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2246404C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2220889C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХ- ИЛИ МНОГОКАМЕРНЫХ ТУБ | 1997 |
|
RU2203805C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ В ВИДЕ ТУБЫ | 2000 |
|
RU2239558C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХКАМЕРНЫХ ЕМКОСТЕЙ | 2000 |
|
RU2246403C2 |
| ТЮБИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2033372C1 |



Изобретение касается способа получения трубчатого тела, в частности многослойного, по меньшей мере с одной перегородкой, расположенной по его длине и образующей смежные продольные отделения с применением ленты (9) из пленки. Сначала закрепляют на ленте (9) или ее мерном отрезке полосу (16') для перегородки или ее мерный отрезок параллельно ленте (9) или ее мерному отрезку посредством наружных краев (11) и затем соединяют между собой боковые кромки для формирования бесконечной трубы, от которой впоследствии отрезают трубчатые тела, или непосредственно трубчатого тела. Изобретение касается также способа изготовления тубы из трубчатого тела, согласно которому трубчатое тело жестко соединяют с головкой тубы, содержащей перемычки, соответствующие расположению перегородок в трубчатом теле, и имеющей по меньшей мере одно выпускное отверстие, закрываемое средством укупорки. Способ является простым, быстро осуществимым и позволяет получать трубчатые тела произвольной длины. 2 с. и 12 з.п.ф-лы, 9 ил.
| US 4089437 A, 16.05.78 | |||
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНЫХ ЭФИРОВ ПЕРФТОР-ГРЕ7- БУТИЛУКСУСНОЙ КИСЛОТЫ | 0 |
|
SU340657A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОМКРАТА-ПОДУШКИ И ДОМКРАТ-ПОДУШКА | 2010 |
|
RU2453492C1 |
| US 3788520 A, 29.01.74 | |||
| Устройство для сбора и транспортировки пакетов | 1982 |
|
SU1030275A1 |

