Данное изобретение касается устройства и способа для исключающего загрязнение пересыпания (опорожнения или наполнения емкостей, например контейнеров с сыпучими материалами, бункеров и т.п.).
Постоянно возрастающие требования к промышленно выпускаемой продукции, а также к чистоте сельскохозяйственной продукции, например зерна, муки и т.п., предъявляют все более высокие требования к используемым в процессе производства исходным материалам и компонентам. Степень специализации этой продукции постоянно повышается, т.е. все более высокая степень чистоты, все более эффективные и качественные материалы, а иногда и все более опасные вещества.
Проблемы возникают в двух направлениях. Во-первых, в области защиты персонала: оператор не должен подвергаться опасности; а во-вторых, в области защиты продукции: продукция не должна подвергаться воздействию или загрязняться посторонними веществами, микроорганизмами и т.п.
Это общие требования, существующие прежде всего в биотехнологической и пищевой, химической и фармацевтической отрасли, а также технологии производства пищевых продуктов, сельском хозяйстве и медицине.
Чтобы выполнить эти требования, работа с обрабатываемой продукцией ведется не в открытом режиме, а в закрытых транспортных контейнерах - жестких или гибких (называемых биг-бэг (Big-Bags)) - либо в бочках. Все транспортные контейнеры могут быть дополнительно оснащены внутренним пленочным мешком (внутренней оболочкой).
При этом возникает вопрос, как можно опорожнять и заполнять эти транспортные контейнеры, исключив возможное загрязнение.
Если для жестких транспортных контейнеров уже существуют дорогостоящие стыковочные системы, например раздельные клапаны, конусные системы и т.п., для транспортных контейнеров с гибким впуском и/или выпуском пока отсутствует удовлетворительное решение, которое бы надежно исключило загрязнение оператора и высыпание пересыпаемого материала в процессе пересыпания.
Проблема заключается в том, что до сих пор отсутствует обеспечивающий чистоту вариант герметичного подключения транспортных контейнеров с гибким выпуском к впуску или выпуску для продукта в установке или системе, который бы позволял отсоединить опорожненную или заполненную тару, полностью исключая загрязнение окружающего пространства.
Под установкой в рамках настоящего изобретения понимаются любые емкости, содержимое которых подлежит последующему перемещению в другой контейнер или другое устройство. Во многих случаях эти продукты хранятся и обрабатываются в контейнерах. Однако существуют также твердые вещества или предметы, поступающие из изолятора. Поэтому ниже будет использоваться термин "установка", включающий в себя также понятие “контейнер” или “изолятор”, а в широком смысле также и "пространство". По той же причине (широкое толкование) емкость, в которую выполняется пересыпание, ниже будет называться "устройством".
Существовавшие до сих пор системы используют для закрытия тары механические зажимные приспособления, причем выход на системе подключения зажимается и герметизируется. Однако при смене тары происходит открытие как системы подключения, так и самой тары. При этом насыщенный пылью воздух и высыпающиеся остатки продукта могут привести к загрязнениям в месте соединения, а также загрязнению оператора и окружающего пространства.
Усовершенствование этой известной технологии описано в WO 2005056443. Там предпринимается попытка создания способа опорожнения и наполнения контейнеров с сыпучими материалами, допускающего минимальное загрязнение, при использовании защитных пленок.
При этом используется пленочный рукав, который соединяет контейнер с другим контейнером и в одном или нескольких местах соединения перед пересыпанием так соединяется с контейнерами, что при пересыпании материал между пленкой и контейнером не попадает наружу. При этом, в частности, выполняются следующие операции:
- размещают опорожняемый контейнер с выходом, перевязываемым в месте перевязывания, над соединительной трубой,
- размещают пленочный рукав вокруг соединительной трубы таким образом, чтобы он герметично прилегал к входной кромке соединительной трубы,
- перевязывают пленочный рукав за соединительной трубой таким образом, чтобы над местом перевязывания оставался воронкообразный расширяемый конец пленочного рукава,
- осуществляют зажимное соединение выхода гибкого контейнера и пленочного рукава таким образом, чтобы за пределами зажимного соединения оставался свободный пленочный рукав,
- рассоединяют места перевязывания от выхода и пленочного рукава и за счет этого высыпают сыпучий материал,
- собирают оставшийся над местом зажимного соединения свободный конец пленочного рукава к выходу контейнера и закрепляют на нем,
- вытягивают пленочный рукав из рулона таким образом, чтобы иметь над соединительной трубой чистый участок пленочного рукава,
- запирают пленочный рукав в двух близких местах на чистом участке,
- разрезают пленочный рукав между двумя местами запирания,
- вытягивают пленочный рукав из рулона и снова перевязывают рукав в новом месте перевязывания на некотором расстоянии от места разрезания,
- удаляют место запирания в области места разрезания и расширяют пленочный рукав между местом разрезания и новым местом перевязывания, находящимся на некотором расстоянии от места разрезания, до формы воронки.
Однако в результате этого способа соединения с участием соединительных труб и т.п. не удается добиться пересыпания материала, которое бы полностью исключало загрязнение. На месте перевязки [3.1] (ср. фиг.1) при переходе от одного процесса насыпания к другому к открытию загрязненной внутренней стороны пленочного рукава. В результате этого материал с внутренней стороны пленочного рукава может попадать в окружающее пространство.
Таким образом, данный способ имеет преимущества перед другими известными решениями, однако загрязнения окружающего пространства он полностью не исключает. Прежде всего, в процессе последующей транспортировки либо последующей переработке на установках и устройствах загрязнение не исключено.
Поэтому в основу изобретения положена задача создать новый способ и новое устройство, которое бы гарантировало полное исключение загрязнения.
Данная задача решается способом по пункту 1 формулы изобретения и устройством по пункту 5 и, в частности, за счет нового применения бесконечного рукава из свариваемой и отслаивающейся пленки по пункту 10. Кроме того, пункт 13 предлагает улучшенный способ для не только исключающего загрязнение, но и стерильного пересыпания. В пункте 18 предлагается устройство, базирующееся на данном улучшенном способе.
Суть нового устройства и нового способа заключается в использовании бесконечного рукава из свариваемой и отслаивающейся пленки вместе с полным замещением известного метода перевязывания методом сварки. В частности, и в месте перевязывания [3.1], которое согласно известной международной публикации WO-A совершенно исключает возможность сварки. Благодаря возможности сваривания согласно изобретению и в этом месте, во-первых, гарантируется, что возможные загрязняющие отложения на пленочном рукаве останутся заплавленными внутри сварного шва и не смогут попасть в окружающую среду. Во-вторых, предусмотренная согласно изобретению отслаиваемость пленки бесконечного пленочного рукава позволяет после сваривания со входом создать соединение между контейнером и устройством, которое не требует никаких манипуляций с бечевкой. Под отслаиваемостью понимается свойство, при котором сваренная - с самой собой или другими материалами - синтетическая пленка позволяет рассоединить сварной шов, как будто его не было. При этом речь идет о специально обработанных и изготовленных пленках, обладающих этими свойствами. Данная технология уже используется преимущественно для пластиковых упаковок для облегчения покупателю вскрытия такой упаковки.
Кроме того, преимуществом в изобретении является подход, при котором бесконечный пленочный рукав надевается в отличие от известного способа не на вход, а это происходит, как правило, снизу, а на выход. Благодаря этому можно отказаться от дорогостоящих зажимных устройств, так как бесконечный пленочный рукав вытягивается сверху вниз и остается свободно висеть, т.е. не требует никаких дополнительных держателей. И, наконец, данное обстоятельство также дает то преимущество, что отпадает необходимость в воронкообразной форме бесконечного пленочного рукава (ср. с фиг.8. публикации WO-A), так как именно эта необходимость в рамках известного способа приводила к обнажению значительной загрязненной поверхности, а именно - внутренней стороны воронки.
Заявляемые устройства и заявляемый способ дают также то преимущество, что установки и устройства после выполнения пересыпания оптимально закрыты бесконечным пленочным рукавом и не требуют дополнительных закрывающих механизмов, что повышает не только чистоту способа, но и его эффективность по сравнению с традиционными системами.
Для удержания бесконечного пленочного рукава можно использовать любые известные устройства, например радиально надуваемое кольцо согласно упомянутой публикации WO-A. В этой связи следует однозначно указать на надуваемое кольцо 9 из фигур к WO-A и на соответствующие поясняющие части описания, которые включены в настоящее описание в качестве ссылки.
Ниже объясняется способ и конструкция изобретения, а также их дополнительные преимущества.
Способ организован таким образом, что идеально подходит для исключающего загрязнение пересыпания сыпучих веществ, например порошков и твердых материалов. Кроме того, он может применяться также в медицинской технике и хирургии. Например, при трансплантации органов неизбежно выполняется транспортировка органов или тканей, которые требуют при этом максимальных условий стерильности и исключения любых загрязнений, а также при необходимости их повторная упаковка. Такие ткани или органы могут оптимальным образом проходить повторную упаковку с использованием решений, предлагаемых изобретением. При этом согласно изобретению из установки с (при необходимости) гибким выходом в последующее устройство со свариваемым входом внутренней оболочки, имеющим форму пленочного рукава, пересыпаются грузы, причем способ состоит из указанных ниже этапов. Такие установки имеют различные стандартные формы (бункер, транспортный мешок, изолятор, чистая комната и т.д.) и не требуют более подробного описания. Контейнеры (устройства) с внутренней оболочкой также являются стандартными и широко используются. Внутренняя оболочка отделяет принятый материал от собственно контейнера, в который перегружается материал, и таким образом исключает загрязнение устройства и/или материала.
На первом этапе бесконечный пленочный рукав, пригодный для сваривания на своей наружной и внутренней поверхности, причем внутренняя сторона способна отслаиваться после сваривания, надевается на выход установки таким образом, что его можно растягивать как продолжение выхода вдоль его продольной протяженности. На выходе или над ним бесконечный пленочный рукав фиксируется, например, с помощью надуваемого кольца таким образом, что его можно вытягивать до тех пор, пока он не будет полностью израсходован. Для этой цели предпочтительным является бесконечный пленочный рукав, сложенный в гармошку. Эта технология известна и имеет то преимущество, что транспортировка и хранение, а также подача бесконечного пленочного рукава являются простыми.
Таким образом, когда бесконечный пленочный рукав в собранном состоянии приваривается своим свободным концом, он тем самым запирает выход. Это простой и надежный способ. В отличие от традиционных клапанов и т.п. это гораздо дешевле и чище, так как в установке, в которой один за другим хранятся различные материалы, традиционные заслонки, клапаны и т.д. требуют очень тщательной очистки. Однако если для этой функции применить бесконечный пленочный рукав, необходимость в такой очистке отпадет. Цикл данного способа начинается с приваривания бесконечного пленочного рукава.
Разумеется, данное приваривание в первой точке бесконечного пленочного рукава может происходить уже на заводе по производству данного рукава, так что после надевания бесконечного пленочного рукава сначала не требуется никаких манипуляций и можно начинать наполнение установки материалом. Однако изобретение охватывает также смешанные варианты, т.е. варианты, которые в дополнение к бесконечному пленочному рукаву имеют клапаны.
Как только бесконечный пленочный рукав занял свое положение, выполняется позиционирование входа устройства, в которое выполняется пересыпание, вокруг наружной стороны бесконечного пленочного рукава так, чтобы входная кромка входа оказалась выше места сварки бесконечного пленочного рукава.
Далее предпочтительно осуществить выдавливание материала из бесконечного пленочного рукава в направлении установки, чтобы внутренние стороны бесконечного пленочного рукава плотно прилегали друг другу, а внутренняя сторона входа - к наружной стороне бесконечного пленочного рукава.
Затем производят сваривание бесконечного пленочного рукава с входом, чтобы на бесконечном пленочном рукаве между существующим сварным швом и входной кромкой входа образовался, по меньшей мере, один сплошной новый сварной шов, соединяющий, с одной стороны, внутреннюю сторону входа с наружной стороной бесконечного пленочного рукава, а с другой стороны, в том же месте - внутренние стороны бесконечного пленочного рукава. Сварка может производиться традиционными импульсными сварочными аппаратами, а может с использованием термосварки или лазерной сварки, например методом просвечивания.
Благодаря последующему рассоединению отслаивающейся внутренней стороны бесконечного пленочного шланга оба сварочных шва внутри бесконечного пленочного шланга отделяются, и установка оказывается соединенной с устройством герметично закрытым с боков туннелем. Таким образом, процесс пересыпания может продолжаться до тех пор, пока бесконечный пленочный рукав снова - предпочтительно после предварительного вытеснения материала - сваривается сжатием в третьей точке и таким образом прерывает поток материала.
Это третье сваривание соответствует первому. Цикл оказывается завершен, и обеспечивается возможность пересыпания в следующее устройство.
Сваривание в третьей точке должно выполняться предпочтительно с настолько широким сварным швом, что впоследствии на участке внутри сварного шва - предпочтительно примерно в середине - было возможно разрезание бесконечного пленочного рукава. Сваривание в третьей точке может выполняться также в виде двойного сварного шва с центральным разделительным швом.
Держателем бесконечного пленочного рычага предпочтительно должен быть кронштейн для пленочного рукава, который при необходимости оснащен надуваемым кольцом или подобным приспособлением для фиксации.
Практичным оказывается способ сварки, осуществляемый импульсным сварочным аппаратом, и/или если перед сваркой бесконечный пленочный рукав сдавливается зажимными балками, так что материал на участке будущего сварного шва максимально вытесняется вверх/вниз по пленочному шлангу. Балки и сварочные ролики, сварочные электроды и т.п. должны предпочтительно иметь встроенную конструкцию, чтобы балки выполняли для них еще и функцию направляющих.
Согласно изобретению предпочтительно применяется технология импульсной сварки. Однако возможно применение и других сопоставимых технологий сварки, например ультразвуковой или лазерной.
Устройство согласно изобретению, для исключающего загрязнение пересыпания сыпучих материалов и, в частности, для реализации описанного выше способа, охарактеризовано в пункте 5 формулы изобретения.
В зависимых пунктах 6-9 изложены усовершенствования данного устройства.
Сварочное устройство предпочтительно является импульсным сварочным аппаратом и/или включает разделительное устройство, которое могло бы разрезать бесконечный пленочный рукав предпочтительно в середине сварного шва. Если разрез выполняется по сваренному участку, это исключает вероятность раскрытия загрязненных поверхностей. Возможные загрязнения остаются заключенными в сварной шов.
В качестве стандартного синтетического материала для бесконечного пленочного рукава может выступать полиэтилен, из которого в большинстве случаев изготавливается внутренняя оболочка. Однако изобретение не ограничивается исключительно полиэтиленом.
Поскольку бесконечные пленочные рукава широко известны, пункт 10 защищает новое предлагаемое применение такой пленки для пересыпания материалов из установки в устройство.
Бесконечный пленочный рукав, разумеется, известен уже давно, как это указано и в публикации WO-A. Однако до сих пор подобные бесконечные пленочные рукава с отслаивающейся внутренней стороной не использовались в процессах пересыпания. До сих пор они применялись исключительно в качестве упаковки, причем из пленочного рукава путем сварки изготавливался пакет, который можно было вскрыть за счет отслаивания пленки. Типичные пример применения: упаковки для картофельных чипсов и т.п.
Следующие пункты 11-12 содержат детали усовершенствованного применения. Предлагаемый способ исключающего загрязнение и стерильного пересыпания сухих материалов из установки с гибким выходом в подсоединяемое устройство с входом внутренней оболочки, имеющим форму свариваемого пленочного рукава, охарактеризован в пункте 13 и включает приведенные ниже этапы.
При этом следует учесть, что этот оригинальный способ в принципе основан на применении бесконечного пленочного рукава из свариваемой и отслаивающейся пленки и в этом отношении представляет собой единое изобретение вместе с описанным выше способом и устройствами, а также применением.
Способ согласно изобретению включает следующие этапы:
- размещение стерильного внутри бесконечного пленочного рукава, пригодного для сварки снаружи и внутри, причем внутренняя сторона после сварки способна отслаиваться, на стерильном выходе,
- сваривание бесконечного пленочного рукава на его свободном конце,
- стыковка стерилизованного мешка к входу внутренней оболочки и
- стерилизация мешка с внутренней оболочкой, причем мешок до сварки был заранее соединен со входом внутренней оболочки следующим образом: рукавообразная переходная пленка (фиолетовая), которая исключает сварку внутри и допускает сварку снаружи, может свариваться своей наружной стороной с внутренней стороной входа и соединена своей обращенной от входа стороной с мешковидной герметизирующей пленкой, дно мешка которой, например, лежит внутри переходной пленки и край мешка которой соединен обращенной от входа стороной с переходной пленкой, причем для герметизирующей пленки выбран хорошо свариваемый синтетический материал;
- размещение мешковидной герметизирующей пленки вокруг наружной стороны бесконечного пленочного рукава таким образом, что сваренная часть бесконечного пленочного рукава оказывается внутри мешка;
- предпочтительно выдавливание материала из бесконечного пленочного рукава в направлении установки,
- сваривание бесконечного пленочного рукава с герметизирующей пленкой, чтобы на бесконечном пленочном рукаве между существующим сварным швом и свободным краем герметизирующей пленки образовался, по меньшей мере, один сплошной новый сварной шов, предпочтительно двойной сварной шов, соединяющий, с одной стороны, внутреннюю поверхность герметизирующей пленки с наружной стороной бесконечного пленочного рукава, а с другой стороны, в том же месте - внутренние стороны бесконечного пленочного рукава, причем в процессе сварки посередине сварного шва, предпочтительно между двойными сварными швами, выполняется разделительный шов, чтобы обращенная от выхода часть бесконечного пленочного рукава в форме содержащего материал маркера отделялась вместе с охватывающей ее герметизирующей пленкой.
При этом сварка и разделение выполняются снаружи сквозь переходную пленку, без сваривания и без разделения самой переходной пленки. Поскольку этот внутренний слой переходной пленки не сваривается, соединение пленок не возникает.
Затем отслаивающаяся внутренняя сторона бесконечного пленочного рукава рассоединяется в своей второй точке сварки, позволяя осуществлять процесс пересыпания до момента, когда бесконечный пленочный рукав будет снова заварен в третьей точке и тем самым перекроет поток материала.
Предпочтение отдается герметизирующей пленке из чистого полиэтилена, так как она поддается сквозному свариванию.
Данная манипуляция наиболее проста, если мешок герметично сваривается со входом, затем проходит стерилизацию, предпочтительно гамма-стерилизацию, и поставляется в качестве комплектующего изделия в организацию, осуществляющую пересыпание.
Чтобы упростить разделение, сварку в третьей точке бесконечного пленочного рукава можно выполнить с широким швом, а затем на участке внутри сварного шва, предпочтительно посередине, выполнить разделение бесконечного пленочного рукава, после чего можно перейти к новому циклу засыпания/пересыпания в новое устройство. В качестве альтернативы на бесконечном пленочном рукаве в третьей точке можно выполнить двойной сварочный шов с центральным разделительным швом.
Маркер, попадающий в отходы (если это допустимо), остается в устройстве, и его можно выбросить после опорожнения устройства. Однако его можно извлечь и через выход.
При этом следует учесть, что изобретение не ограничивается способами, при которых процесс пересыпания осуществляется сверху вниз. Изобретение включает также способы, при которых установка находится на одном уровне относительно устройства, и поэтому бесконечный пленочный рукав занимает горизонтальное положение.
Устройство для исключающего загрязнение и стерильного пересыпания сыпучих материалов, в частности для осуществления способа по одному из предыдущих пунктов, охарактеризовано в пункте 18. Усовершенствования явствуют из зависимых от него пунктов.
Предпочтительно мешковидная герметизирующая пленка вместе с рукавообразной переходной пленкой образуют пакет, который жестко соединен с входом внутренней оболочки и простерилизован. Такой пакет (мешок с внутренней оболочкой) можно легко транспортировать и монтировать после его стерильной упаковки.
На основании примеров исполнения изобретение описывается более подробно. При этом на фигурах изображено следующее:
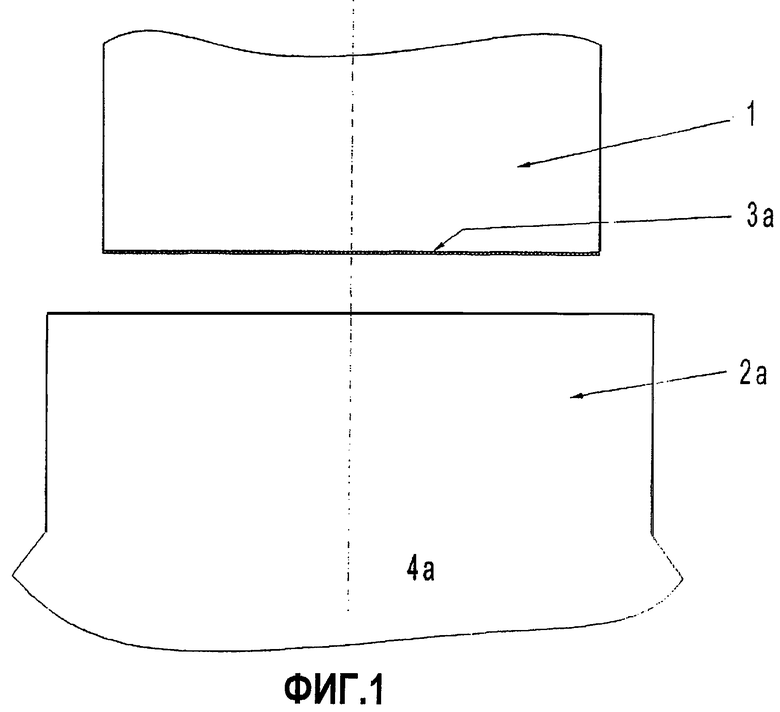
фиг.1 - вид сваренного бесконечного пленочного рукава выше входа заполняемой внутренней оболочки;
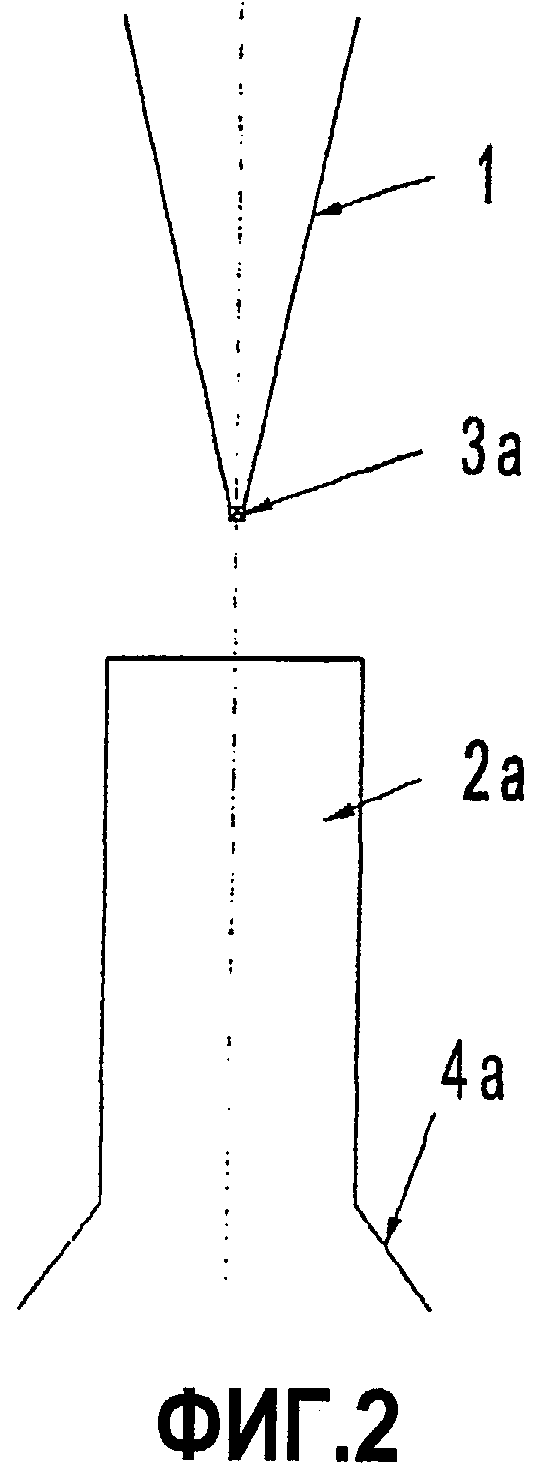
фиг.2 - вид сбоку изображения по фиг.1;
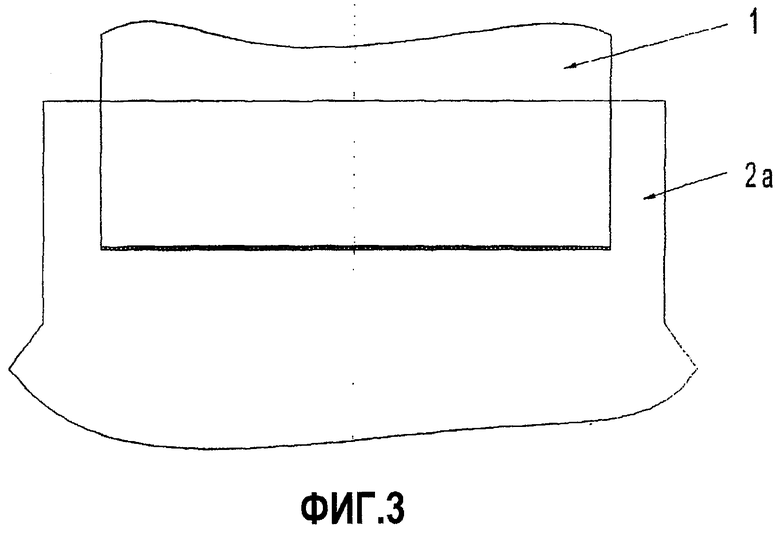
фиг.3 - вид сваренного бесконечного пленочного рукава (фиг.1) после соединения с входом заполняемой внутренней оболочки;
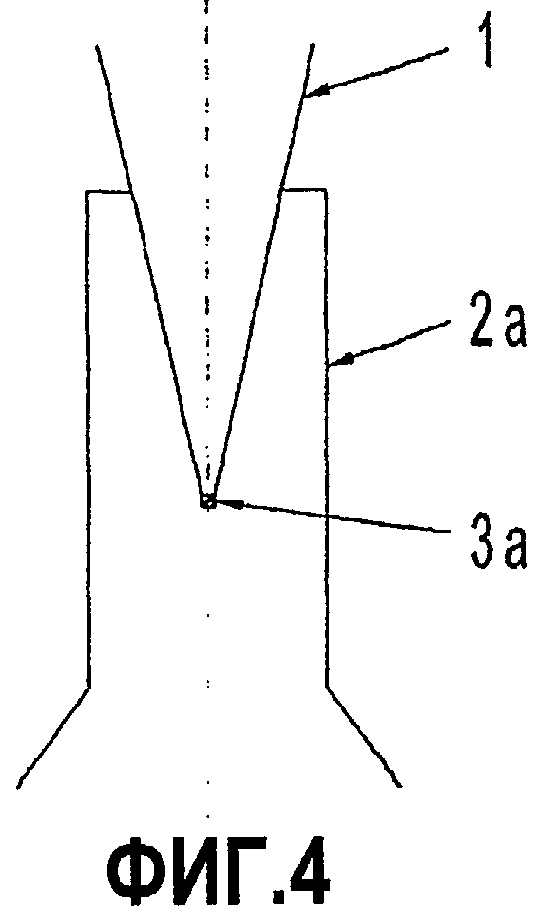
фиг.4 - вид сбоку изображения по фиг.3;
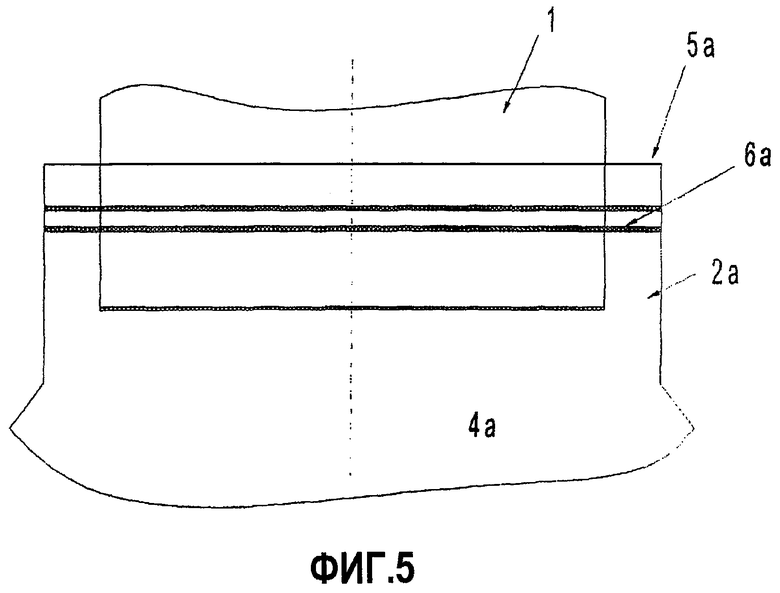
фиг.5 - вид по фиг.3 со сварным швом;
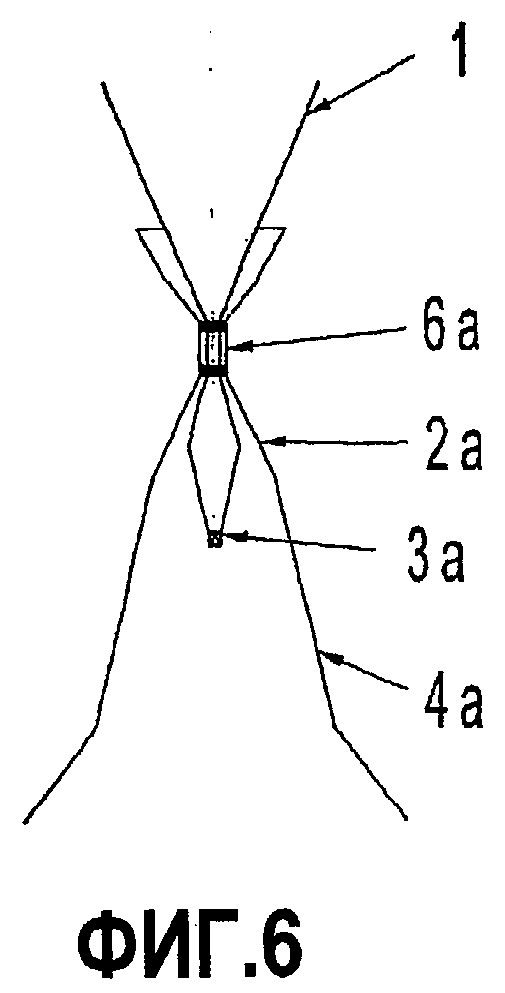
фиг.6 - вид сбоку изображения по фиг.5;
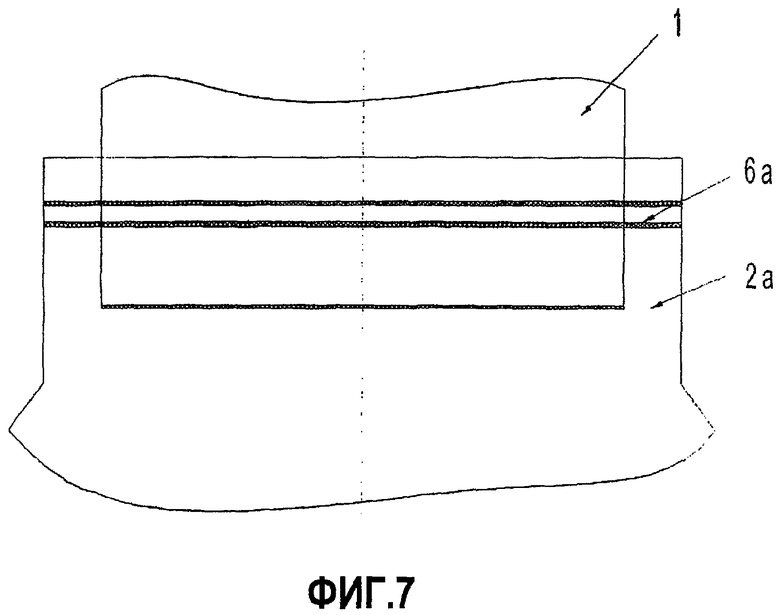
фиг.7 - вид сваренного, а затем отделенного бесконечного пленочного рукава по фиг.5;
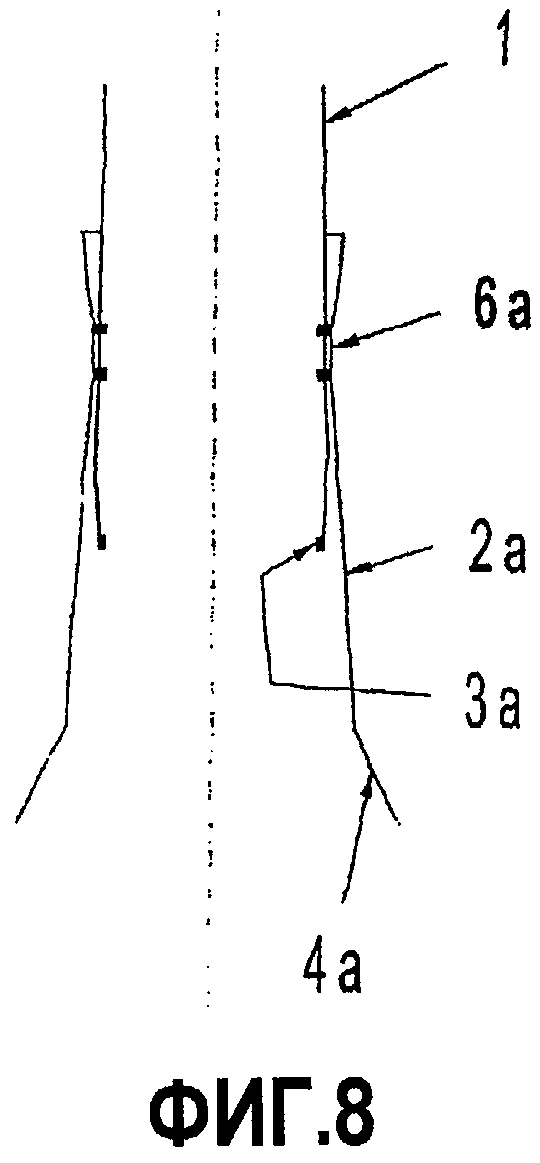
фиг.8 - вид сбоку изображения по фиг.7;
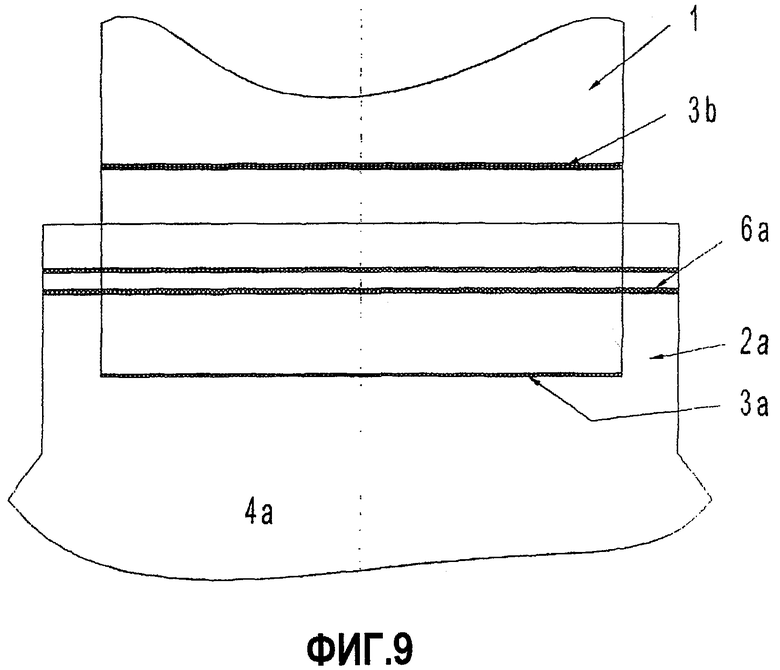
фиг.9 - вид отделенного, а затем снова сваренного в третьей точке бесконечного пленочного рукава по фиг.5;
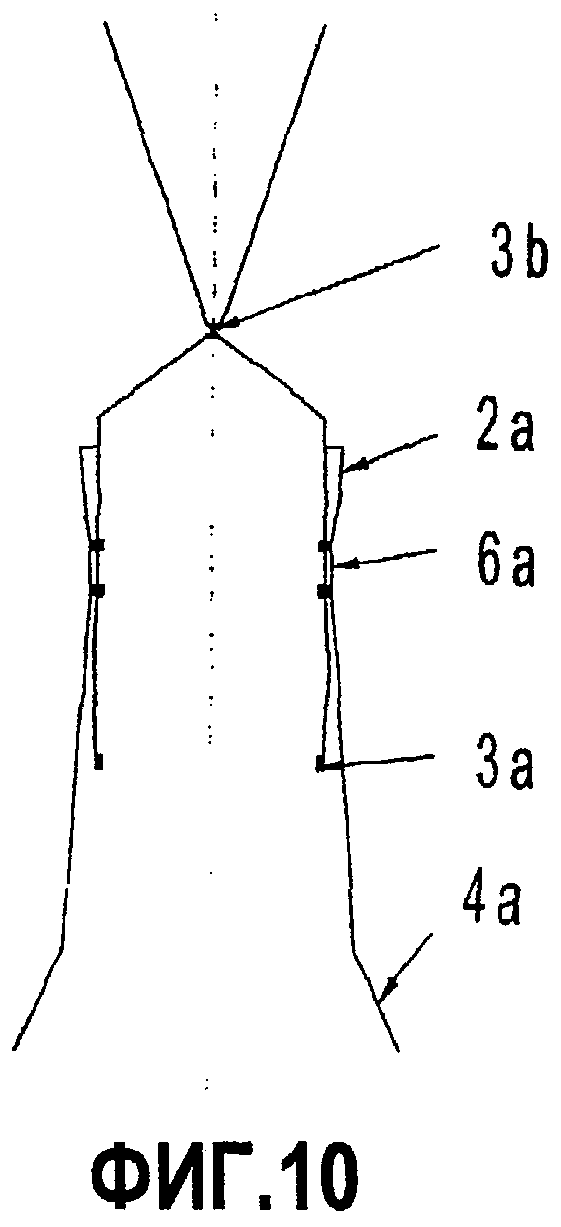
фиг.10 - вид сбоку изображения по фиг.9;
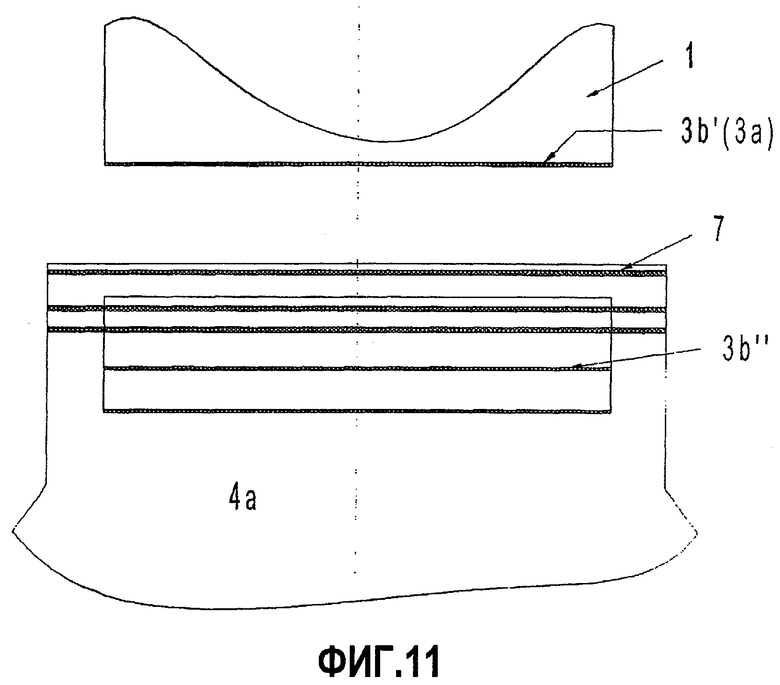
фиг.11 - вид снова сваренного в третьей точке и отделенного там бесконечного пленочного рукава выше входа по фиг.9, причем свободные концы внутренней оболочки сварены;
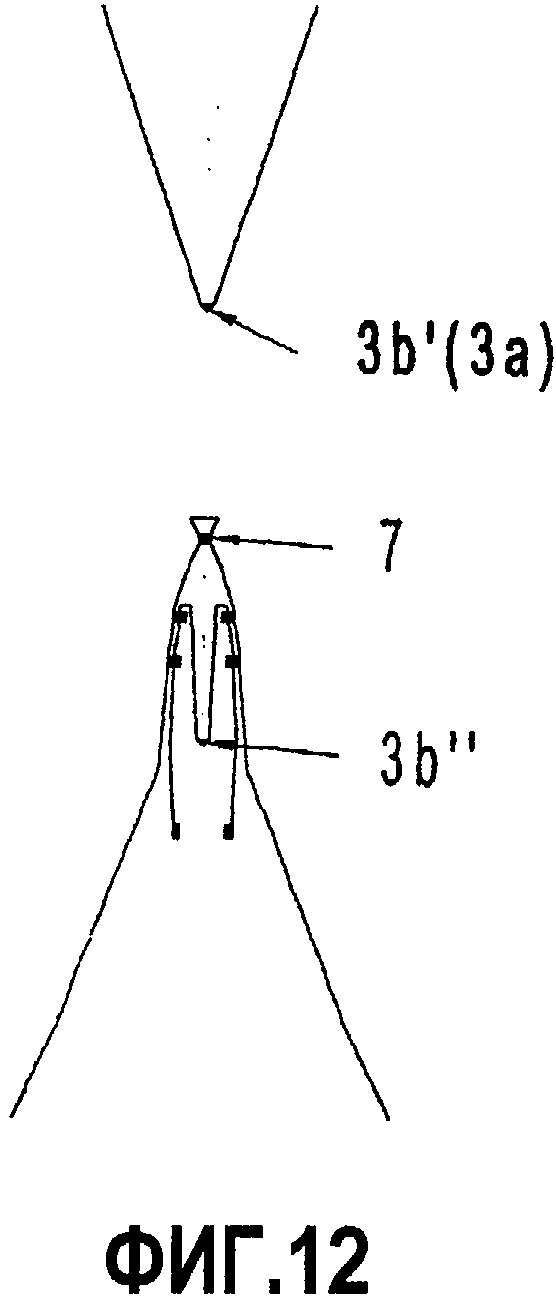
фиг.12 - вид сбоку изображения по фиг.11;
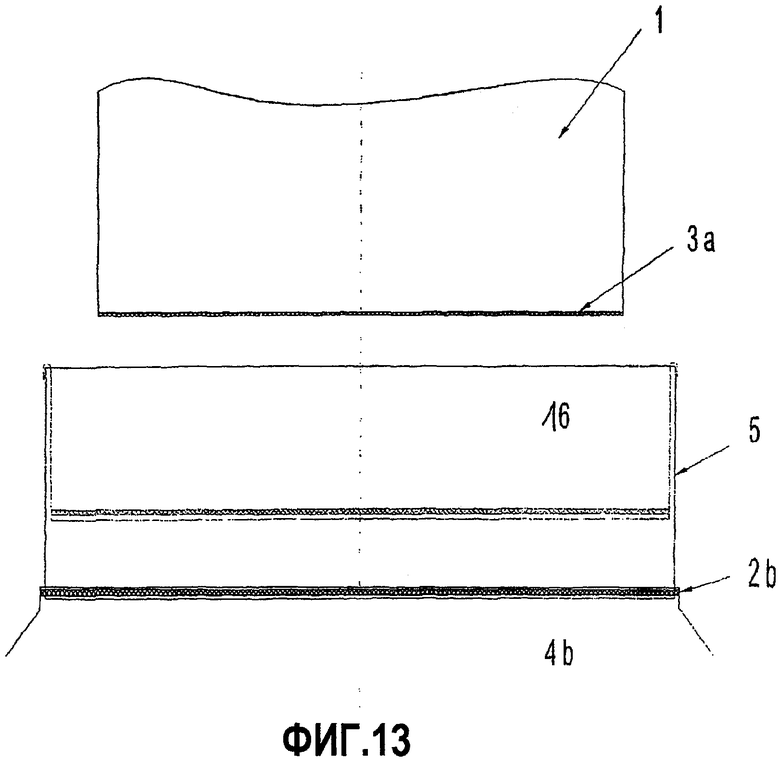
фиг.13 - вид бесконечного пленочного рукава по фиг.1 выше пакета согласно изобретению на входе;
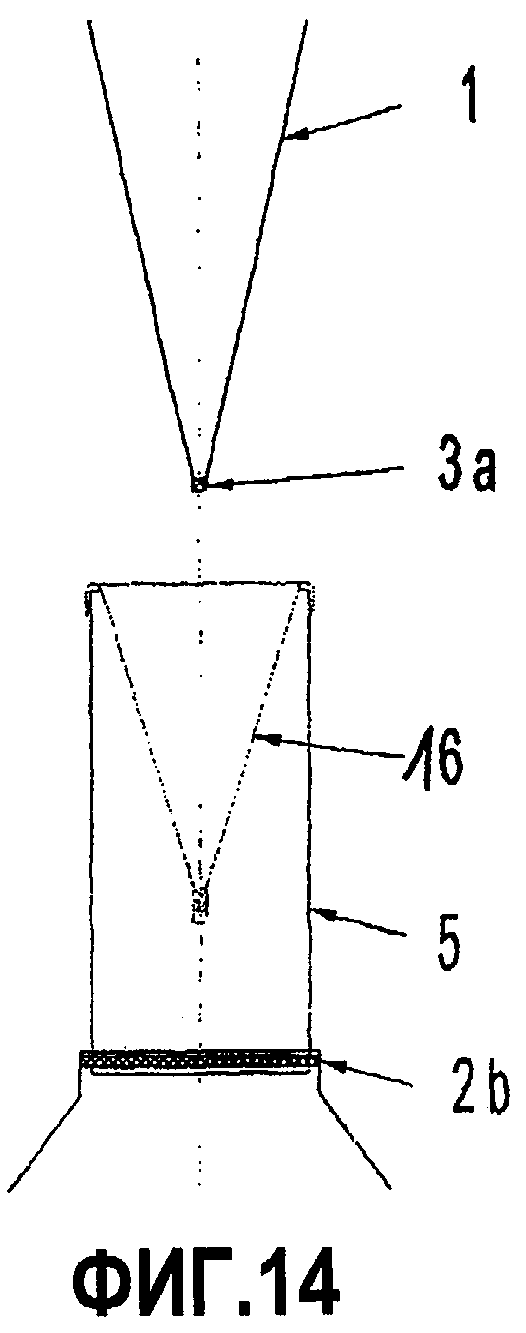
фиг.14 - вид сбоку изображения по фиг.13;
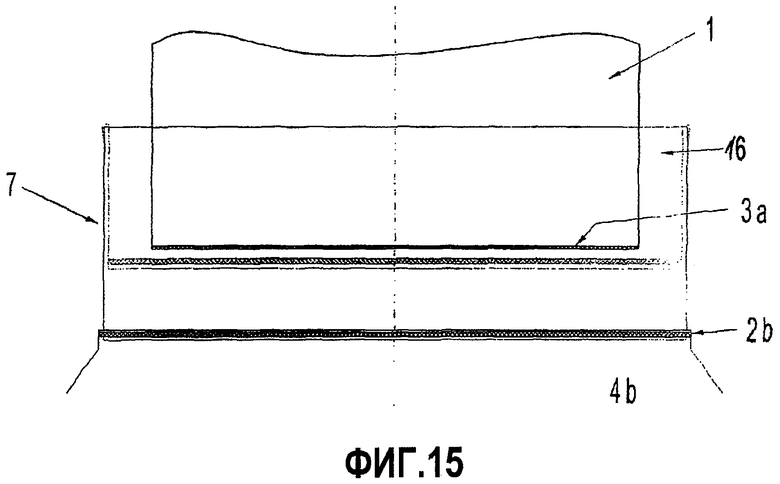
фиг.15 - вид конструкции по фиг.13, причем бесконечный пленочный рукав вставлен в пакет;
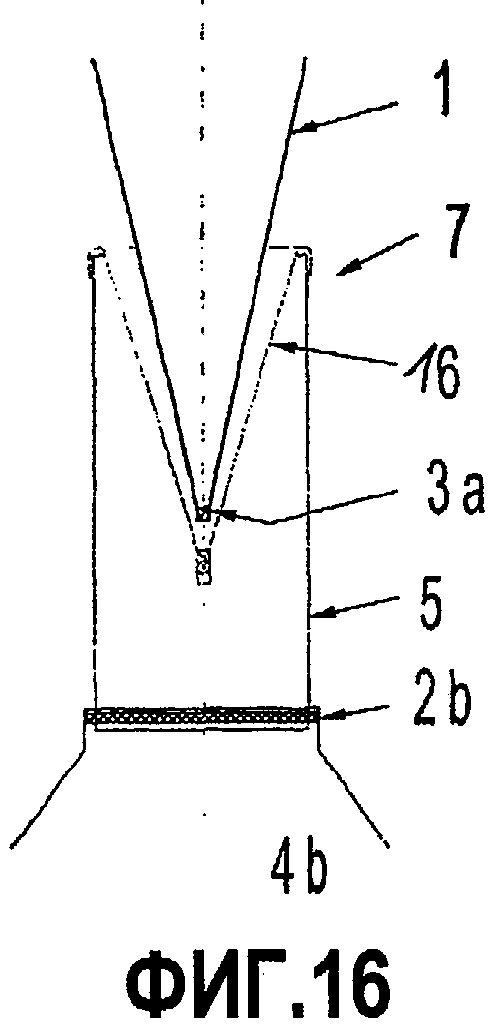
фиг.16 - вид сбоку изображения по фиг.15;
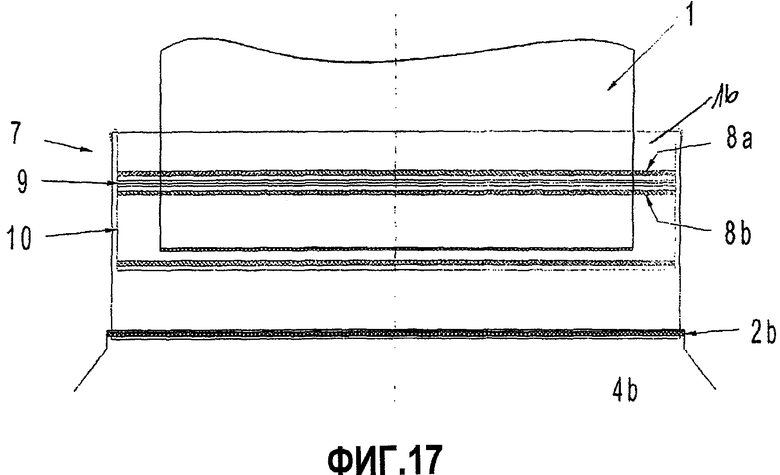
фиг.17 - вид изображения по фиг.15, но с дополнительным сварным швом во второй точке;
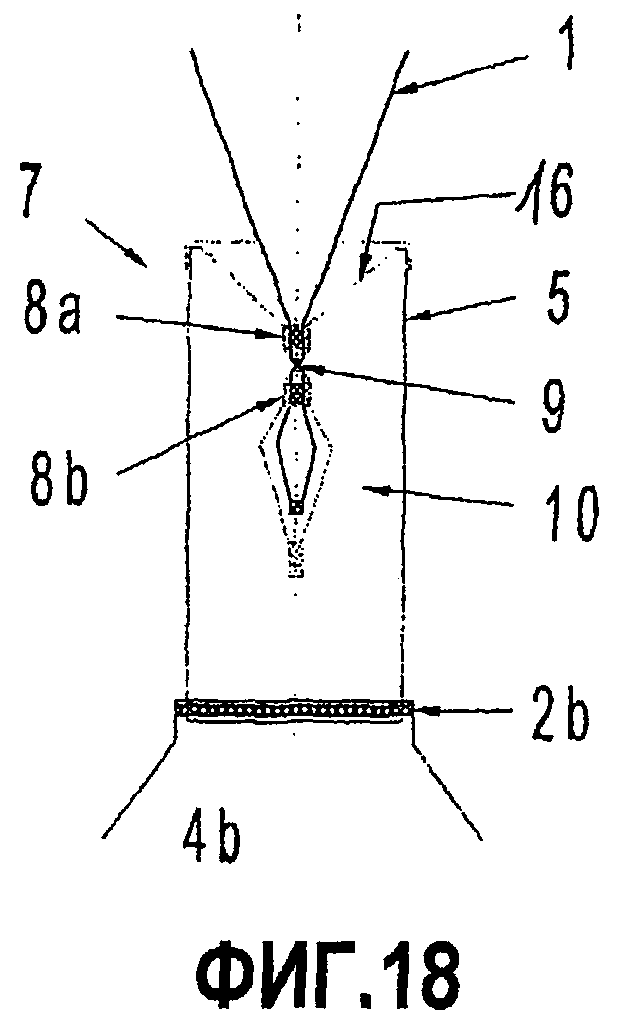
фиг.18 - вид сбоку изображения по фиг.17;
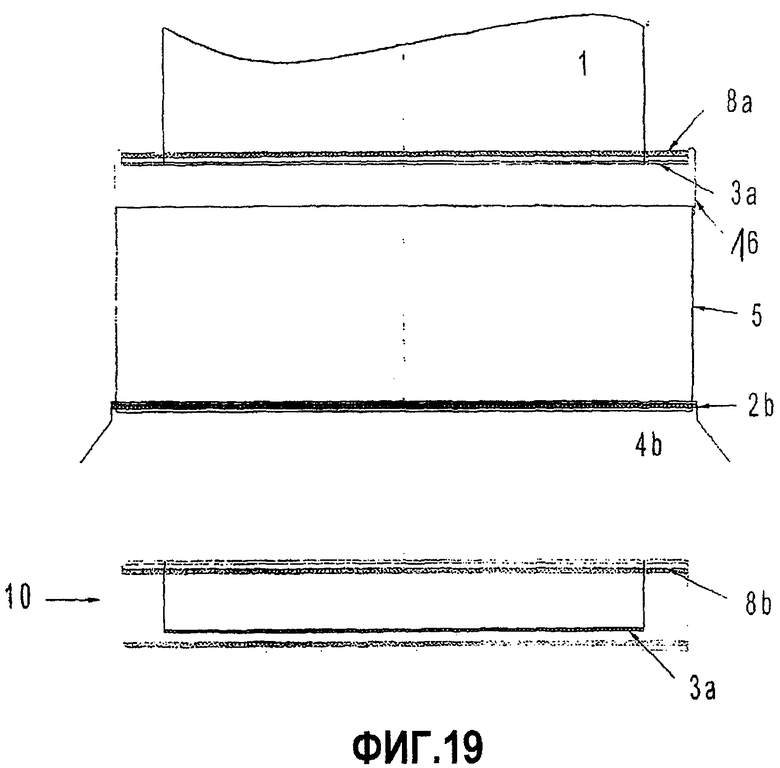
фиг.19 - вид изображения по фиг.17, но с отделенным маркером;
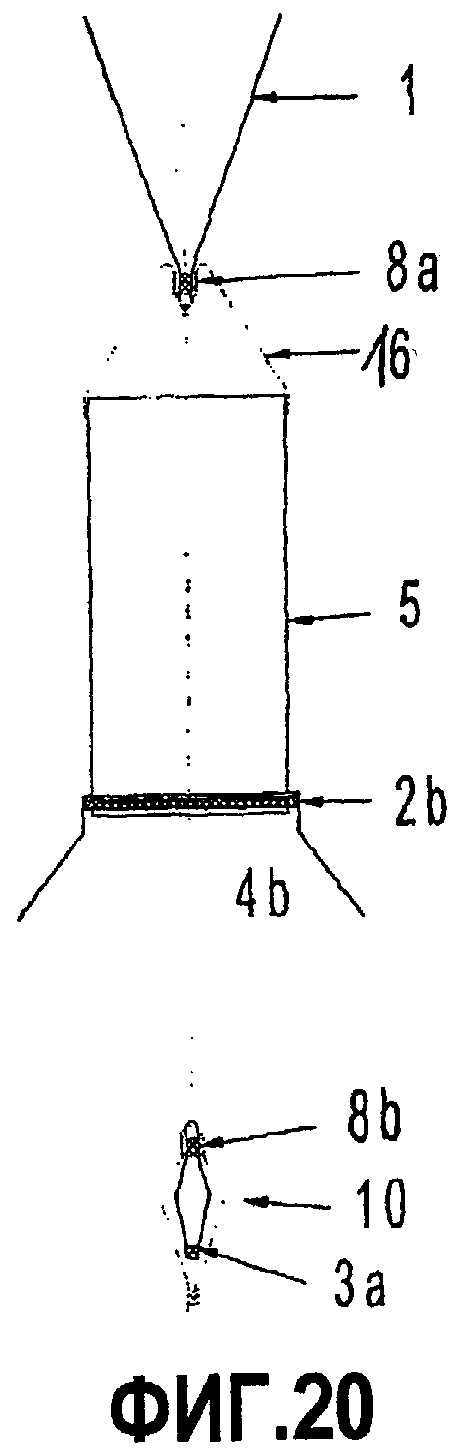
фиг.20 - вид сбоку изображения на фиг.19;
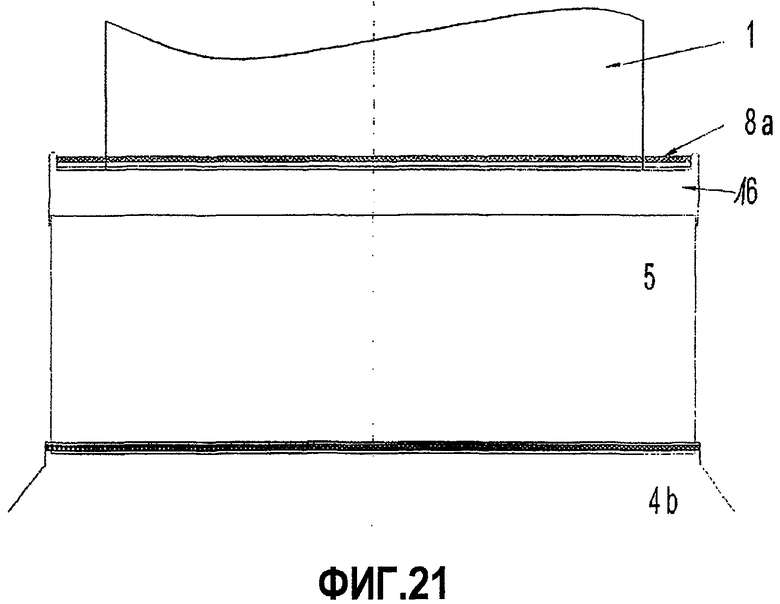
фиг.21 - вид конструкции по фиг.19, причем бесконечный пленочный рукав разомкнут (вскрыт) в первой точке сварки;
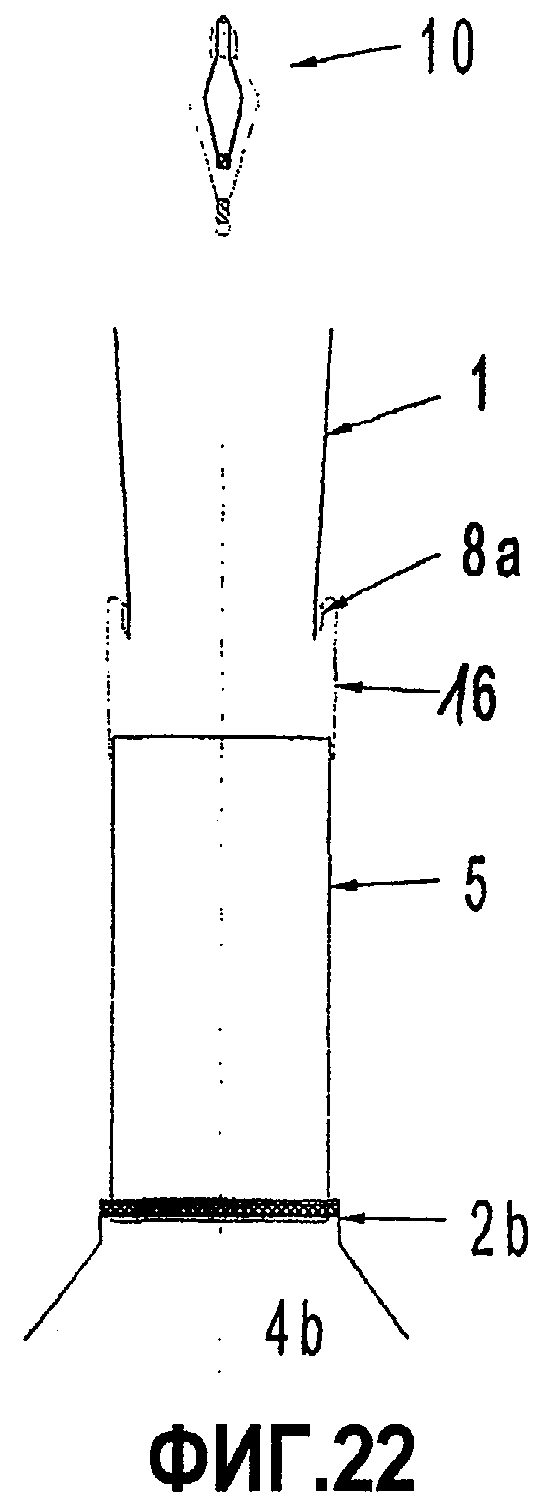
фиг.22 - вид сбоку изображения по фиг.21 и
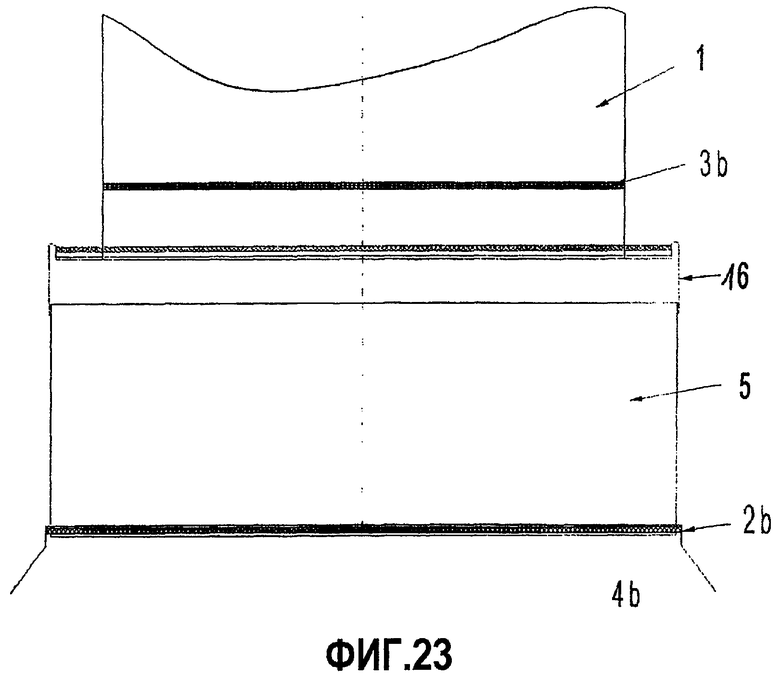
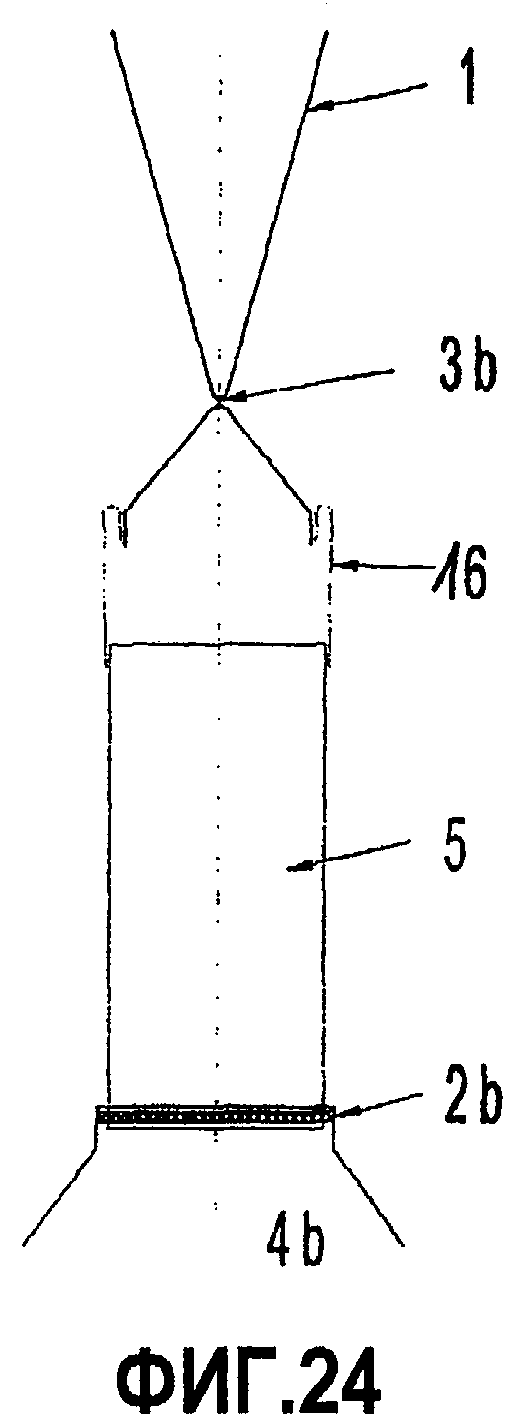
фиг.23 и 24 - вид конструкции по фиг.21 после повторного выполнения разделительной сварки бесконечного пленочного рукава в третьей точке.
Отделение бесконечного пленочного рукава после разделительной сварки рукава в третьей точке не показано. В связи с этим дается ссылка на фиг.11 и 12, причем здесь сваривание свободно выступающих остатков входа может не производиться, так как отделенная нижняя часть бесконечного пленочного рукава уже служит запором внутренней оболочки или входа.
Далее фигуры подробно и взаимосвязанно описаны. Одинаковые элементы имеют одинаковые обозначения. Внешние или функционально схожие элементы имеют одинаковые обозначения с разными индексами.
На фиг.1 и 2 показана исходная ситуация.
"Бесконечный" в направлении вверх пленочный рукав 1, свариваемый с внешней стороны и свариваемый и отслаивающийся с внутренней стороны (синий), закреплен на установке (не показана) предпочтительно в форме бесконечной оболочки, сложенной складками в осевом направлении.
Бесконечный пленочный рукав сварен изначально или в результате последнего разделения снизу или на своем конце 3, обращенном к входу 2a. Благодаря этому процесс является замкнутым.
Вход является составной частью заполняемой внутренней оболочки 4a устройства (не показано). Вход 2а внутренней оболочки 4а должен быть свариваемым изнутри. В данном примере он является открытым и поэтому, возможно, не стерилен.
Данная конструкция используется не столько для защиты пересыпаемого продукта, сколько для защиты операторов от загрязнения.
На фиг.3 и 4 показан следующий этап, при котором свободный сваренный конец 3а бесконечного пленочного рукава вкладывается в заполняемую внутреннюю оболочку 4а, соответственно в ее вход 2а.
На фиг.5 и 6 изображен процесс сварки согласно изобретению. С помощью обычного сварочного аппарата производится сплошная сварка бесконечного пленочного рукава 1 и входа 2а заполняемой внутренней оболочки 4а (второй сварной шов 6а). Часть 5а, выступающая по ширине за бесконечный пленочный рукав 1, также сваривается. В результате получается полная защита от загрязнения, так как между бесконечным пленочным рукавом 1 и входом 2а проникновение материала невозможно. Помимо этого, между внешней стороной бесконечного пленочного рукава 1 и внутренней стороной входа 2а образовался герметичный, неразъединяемый сварной шов. Внутренние стороны бесконечного пленочного рукава 1 сварены между собой.
На фиг.7 и 8 показан процесс вскрытия рукавного соединения для осуществления процесса пересыпания: первый сварной шов 3а и второй сварной шов 6а разъединяются, то есть оператор берет бесконечный пленочный рукав 1 и растягивает его в стороны, причем внутренние сварные швы 3а и 6а разъединяются за счет отслаивания. Вскрытие или разъединение может также произойти и в результате несколько повышенного давления инертизации материала в установке.
Сварной шов между наружной стороной бесконечного пленочного рукава 1 и входом 2a сохраняется. Благодаря этому внутренняя оболочка 4а герметично соединена с установкой или ее выходом (не показано). В этом состоянии производится заполнение внутренней оболочки 4а.
На фиг.9 и 10 показано завершение процесса заполнения. После заполнения бесконечный пленочный рукав 1 предпочтительно отделяется разделительным швом 3b. Разделительный шов 3b - это сварной шов, позволяющий после сваривания разделить обе части, соединенные сварным швом. При этом обе части остаются сваренными на обращенных друг к другу концах.
Процесс пересыпания в установке, как и в устройстве, таким образом, завершен, поскольку разделительный шов, как уже было сказано, образует сварные соединения на разделенных краях. Сварной шов 3b в новом цикле соответствует сварному шву 3a.
На фиг.11 и 12 показан следующий этап, на котором предпочтительно внутренняя оболочка 4а еще раз закрывается с верхнего конца, причем свободные концы входа 2а герметично свариваются в четвертой точке 7. Перед этим отделенный (3b") остаток бесконечного пленочного рукава 1 вкладывается или вставляется во вход 2a.
Благодаря этому получается замкнутая упаковка внутренней оболочки 4а с полностью закрытым материалом. Как бесконечный пленочный рукав 1, так и внутренняя оболочка 4a остаются полностью свободными от загрязнений на внешней стороне.
Данное свойство, а также стерильные условия работы, то есть из окружающей среды в пересыпаемый материал не могут попасть никакие вещества, микробы и т.п., обеспечиваются нижеописанным усовершенствованным способом; т.е. внутренние стороны пленки во время всего процесса пересыпания никогда не контактируют с окружающей средой, в то время как при описанном выше способе внутренние стороны не соприкасаются с внешней средой только тогда, когда они находились в контакте с пересыпаемым материалом, а не только наружные стороны свободны от материала.
На фиг.13 и 14 показано исходное состояние для стерильного и исключающего загрязнение процесса пересыпания согласно предпочтительному выполнению изобретения.
Бесконечный пленочный рукав 1 закреплен на установке, смонтированной в стерильных условиях (например, в чистом помещении в форме бесконечной внутренней оболочки вокруг выхода установки (не показано)). Бесконечный пленочный рукав 1 может быть из пленки, расслаивающейся изнутри и свариваемой снаружи. Бесконечный пленочный рукав 1 заварен снизу 3а, например, еще со времени последнего разделения. Заполняемая внутренняя оболочка 4b имеет короткий вход 2b, сваренный со специальной рукавообразной переходной пленкой 5. Переходная пленка 5 может свариваться снаружи, не допуская сварки внутри. Переходная пленка 5 на стороне, обращенной к входу 2b, герметично сварена с мешковидной герметизирующей пленкой 16. Герметизирующая пленка 16 изготовлена из чистого ПЭ и хорошо сваривается со всех сторон. Внутренняя оболочка 4b герметично сварена с переходной пленкой 5 и может подвергаться газовой или гамма-стерилизации. Таким образом, весь пакет может, например, поставляться в стерильной упаковке и устанавливаться в устройство на месте (например, в чистом помещении).
На фиг.15 и 16 показано, как бесконечные пленочные рукава вкладываются в специальную впускную конструкцию, состоящую из переходной пленки 5 и герметизирующей пленки 16, сваренной со входом в форме мешка 7. Бесконечный пленочный рукав 1 вкладывается в мешковидную выемку герметизирующей пленки 16 заполняемой внутренней оболочки 4b. Наружные стороны герметизирующей пленки 16, таким образом, соприкасаются с наружными сторонами бесконечного пленочного рукава 1. В этом случае под наружной стороной понимается та сторона, которая соприкасается с окружающей средой. В отношении пакета 7 речь, однако, идет, скорее, о внутренней стороне вследствие образования мешка герметизирующей пленкой 16. Тем не менее, для языковой ясности речь здесь идет о наружной стороне всегда в вышеописанном смысле.
На фиг.17 и 18 показан процесс, при котором свариваются вставленные друг в друга бесконечный пленочный рукав 1 и герметизирующая пленка 16. С помощью сварочного аппарата (не показан - обычный аппарат) бесконечный пленочный рукав 1 и герметизирующая пленка 16 свариваются друг с другом, так что возникают два герметичных сварных шва 8а, 8b между бесконечным пленочным рукавом 1 и пакетом 7. В этом процессе бесконечный пленочный рукав 1 также сваривается. Во время процесса сварки между сварными швами 8a и 8b помещается разделительный шов 9. Он отделяет нестерильную часть в форме маркера 10. Сваривание и разделение производятся снаружи сквозь переходную пленку 5. Так как ее внутренний слой не может свариваться, внутренняя сторона переходной пленки 5 не соединяется ни с внутренней стороной герметизирующей пленки 16, ни с бесконечным пленочным рукавом 1.
На фиг.19 и 20 показан процесс отделения маркера 10.
При этом маркер падает вниз во внутреннюю оболочку 4b и остается в пересыпаемом материале как стерильное постороннее тело или извлекается со стороны установки (например, если установка выполнена как изолятор) (фиг.21, 22). В этом случае речь может идти и о горизонтальном процессе транспортировки.
На фиг.21 и 22 показан процесс разъединения, при котором бесконечный пленочный рукав 1 и вместе с ним герметизирующая пленка 16 открываются. Тем не менее, сварной шов между бесконечным пленочным рукавом 1 и герметизирующей пленкой 16 остается. Благодаря этому внутренняя оболочка 4а герметично соединена с установкой, соответственно с ее выходом.
Отделенный сваркой маркер 10 при таком выполнении извлекается из изолятора (установки) вместе с отходами. В таком состоянии производится стерильное заполнение или опорожнение внутренней оболочки 4b.
Цикл завершается этапами, показанными на фиг.23 и 24. Производится разделительная сварка.
После заполнения бесконечный пленочный рукав 1 можно отделить с помощью разделительного сварного шва 3b. При этом процесс в установке и внутренней оболочке 4b завершается и остается стерильным, так как разделительный шов 3b обеспечивает заваривание каждого из краев.
При новом процессе пересыпания разделительный шов 3b с завариванием краев соответствовал бы сварному шву 3а на бесконечном пленочном рукаве 1.
В рамках изобретения могут существовать и способы, при которых "сваривание" заменяется на "склеивание", если клееные швы имеют те же свойства с точки зрения способности к отслаиванию, что и вышеописанные сварные швы. То есть "сваривание" следует понимать в самом широком смысле.
Перечень ссылочных позиций
1 - Бесконечный пленочный рукав
2a, b - Вход
3a, b - Третий сварной шов на бесконечном пленочном рукаве 1
4a, b - Внутренняя оболочка устройства, заполняемая материалом
5 - Переходная пленка
6a - Второй сварной шов, исполнение, исключающее загрязнение
7 - Пакет
8a, b - Второй сварной шов, стерильное исполнение
9 - Разделительный шов
10 - Маркер (отходы)
16 - Герметизирующая пленка
В способе пересыпание осуществляют из установки с предпочтительно гибким выходом в последующее устройство, имеющее форму пленочного рукава. В способе бесконечный пленочный рукав размещают вокруг выхода и сваривают снаружи и внутри, причем внутренняя сторона рукава способна к отслаиванию после сваривания. Затем заваривают рукав на его свободном конце и размещают вход вокруг наружной стороны рукава так, что входная кромка входа оказывается выше места сварки рукава. При этом для вытеснения материала из рукава в направлении установки сваривают рукав с входом так, что на рукаве между сварным швом и входной кромкой входа образуется, по меньшей мере, один сплошной второй сварной шов, соединяющий, с одной стороны, внутреннюю сторону входа с наружной стороной рукава, а с другой стороны, в том же месте - внутреннюю сторону рукава. Затем рассоединяют отслаивающуюся внутреннюю сторону рукава для осуществления пересыпания до тех пор, пока рукав будет снова заварен в третьей точке и перекроет поток материала. Устройство для осуществления способа содержит установку с выходом, вокруг которого располагают запас рукава, который своей наружной стороной сваривают с внутренней стороной входа внутренней оболочки устройства, в которое пересыпают материал. Изобретение состоит также в применении упомянутого рукава для пересыпания материалов из установки в устройство для осуществления способа или для вышеописанного устройства. В другом варианте выполнения способа используют тот же рукав, но стерилизованный, а также рукавообразную стерилизованную переходную пленку, которую сваривают наружной стороной с внутренней стороной входа и соединяют ее обращенной от входа стороной с мешковидной герметизирующей пленкой, дно мешка которой лежит внутри переходной пленки, а край мешка сваривают обращенной от входа стороной с переходной пленкой. Размещают мешковидную пленку вокруг рукава так, что заваренная часть рукава оказывается внутри мешка. Материал вытесняют из рукава в направлении установки. Затем сваривают рукав с герметизирующей пленкой для образования нового сварного шва, предпочтительно двойного шва, между которыми выполняют разделительный шов для их совместного отделения. Рассоединяют отслаивающуюся сторону рукава для пересыпания до заваривания рукава в третьей точке. Устройство для осуществления этого способа характеризуется наличием упомянутого рукава, располагаемого в установке согласно вышеупомянутому способу. Применяют рукав для перегрузки трансплантируемых органов, для пересыпания материалов из установки в вышеописанное устройство и для изготовления пакета. Группа изобретений обеспечивает уменьшение степени загрязнения. 8 н. и 17 з.п. ф-лы, 24 ил.
1. Способ исключающего загрязнение пересыпания сыпучих материалов и твердых веществ (материала) из установки с предпочтительно гибким выходом в последующее устройство со свариваемым входом (2а) внутренней оболочки (4а), имеющим форму пленочного рукава, причем способ включает следующие этапы: размещают вокруг выхода бесконечный пленочный рукав (1), пригодный для сварки снаружи и внутри, причем внутренняя сторона способна к отслаиванию после сваривания; заваривают бесконечный пленочный рукав (1) на его свободном конце (3); размещают вход (2а) вокруг наружной стороны бесконечного пленочного рукава (1) таким образом, что входная кромка входа (2а) оказывается выше места (3а) сварки бесконечного пленочного рукава (1); предпочтительно вытесняют материал из бесконечного пленочного рукава (1) в направлении установки; сваривают бесконечный пленочный рукав (1) со входом так, что на бесконечном пленочном рукаве (1) между существующим сварным швом (3а) и входной кромкой входа (2) образуется, по меньшей мере, один сплошной, новый второй сварной шов (6а), соединяющий, с одной стороны внутреннюю сторону входа (2а) с наружной стороной бесконечного пленочного рукава (1), а с другой стороны в том же месте - внутреннюю сторону бесконечного пленочного рукава (1); рассоединяют отслаивающуюся внутреннюю сторону бесконечного пленочного рукава (1) с обеспечением осуществления процесса пересыпания до того момента, когда бесконечный пленочный рукав (1) будет снова заварен в третьей точке и тем самым перекроет поток материала, соответственно, возможность движения материала.
2. Способ по п.1, отличающийся тем, что сварку в третьей точке (3b) выполняют с широким швом так, что на участке ниже сварного шва (3b) - предпочтительно примерно в середине - возможно последующее разрезание бесконечного пленочного рукава (1), после чего возможен переход к новому циклу засыпания/пересыпания в новое устройство, либо сварку (3b) в третьей точке выполняют в виде двойного сварного шва (3b′; 3b″) с центральным разделительным швом.
3. Способ по п.1, отличающийся тем, что для закрепления бесконечного пленочного рукава (1) вокруг выхода устанавливают охватывающий выход кронштейн пленочного рукава.
4. Способ по п.1 или 2, отличающийся тем, что сварку выполняют импульсным сварочным аппаратом, и/или перед сваркой бесконечный пленочный рукав (1) сдавливают зажимными блоками так, что материал на участке будущего сварного шва вытесняется вверх или вниз в бесконечном пленочном рукаве (1).
5. Устройство для исключающего загрязнение пересыпания сыпучих материалов и, в частности, для осуществления способа по одному из пп.1-4, отличающееся тем, что оно содержит установку с выходом, вокруг которого располагается запас свариваемого и отслаивающегося на своей внутренней стороне бесконечного пленочного рукава (1), который своей наружной стороной может свариваться с внутренней стороной входа (2а) внутренней оболочки (4а) устройства, в которое осуществляется пересыпание.
6. Устройство по п.5, отличающееся тем, что под свободным концом выхода и сбоку от его воображаемого продолжения в продольном направлении предусмотрены прижимные балки, которые могут сдавливать бесконечный пленочный рукав (1) с боков, причем предпочтительно в эти прижимные балки встроено сварочное приспособление.
7. Устройство по п.6, отличающееся тем, что сварочное приспособление представляет собой аппарат импульсной сварки и/или включает режущее приспособление для разрезания бесконечного пленочного рукава (1) предпочтительно в середине сварного шва (3b).
8. Устройство по п.5, отличающееся тем, что бесконечный пленочный рукав (1) выполнен из полиэтилена и/или в состоянии поставки сложен в осевом направлении, а также предпочтительно с помощью средства для предотвращения скольжения удерживается в месте хранения вокруг выхода от случайного соскальзывания.
9. Устройство по п.5, отличающееся тем, что бесконечный пленочный рукав (1) сложен в осевом направлении.
10. Применение свариваемого и на своей внутренней стороне отслаивающегося бесконечного пленочного рукава (1) для пересыпания материалов из установки в устройство, в частности, для осуществления способа по одному из пп.1-4, или для устройства по одному из пп.5-9.
11. Применение бесконечного пленочного рукава (1) по п.10, при котором бесконечный пленочный рукав (1) располагается вокруг выхода установки с возможностью последующего вытягивания, и в вытянутом состоянии сваривается с входом (2) внутренней оболочки (4) устройства, в которую производится пересыпание.
12. Применение бесконечного пленочного рукава (1) по п.10 или 11, отличающееся тем, что бесконечный пленочный рукав (1) применяется в качестве сменной детали для устройства пересыпания.
13. Способ исключающего загрязнение и стерильного пересыпания порошков и твердых веществ, соответственно, материалов из установки с гибким выходом в последующее устройство с имеющим форму пленочного рукава свариваемым входом (2b) внутренней оболочки (4b) устройства для приема материалов, причем данный способ включает следующие этапы:
- на стерильном выходе размещают стерильный внутри бесконечный пленочный рукав (1), пригодный для сварки снаружи и внутри, причем внутренняя сторона после сварки способна отслаиваться, заваривают бесконечный пленочный рукав (1) на его свободном конце;
- стыкуют простерилизованный пакет (7) с входом (2b) внутренней оболочки (4b) и стерилизуют пакет (7) с внутренней оболочкой (4b), причем пакет (7) перед сваркой соединяют со входом (2b) внутренней оболочки (4b) следующим образом: рукавообразную переходную пленку (5), которая исключает сварку внутри и допускает сварку снаружи, сваривают наружной стороной с внутренней стороной входа (2b) и соединяют ее обращенной от входа стороной с мешковидной герметизирующей пленкой (16), дно мешка которой лежит внутри переходной пленки (5), и край мешка которой соединяют обращенной от входа стороной с переходной пленкой (5), например, сваривают, причем в качестве герметизирующей пленки (16) выбирают хорошо свариваемый синтетический материал;
- размещают мешковидную герметизирующую пленку (16) вокруг наружной стороны бесконечного пленочного рукава (1) таким образом, что заваренная часть бесконечного пленочного рукава (1) оказывается внутри мешка;
- предпочтительно вытесняют материал из бесконечного пленочного рукава (1) в направлении установки;
- сваривают бесконечный пленочный рукав (1) с герметизирующей пленкой (16) с образованием на бесконечном пленочном рукаве (1) между существующим сварным швом (3а) и свободной кромкой герметизирующей пленки (16), по меньшей мере, одного сплошного нового сварного шва (8), предпочтительно двойного сварного шва (8а, 8b), соединяющего, с одной стороны внутреннюю сторону герметизирующей пленки (16) с наружной стороной бесконечного пленочного рукава (1), а с другой стороны в том же месте - внутреннюю сторону бесконечного пленочного рукава (1), причем в процессе сварки посередине сварного шва (8), предпочтительно между двойными сварными швами (8а, 8b), выполняют разделительный шов (9), чтобы обращенная от выхода часть бесконечного пленочного рукава (1) в форме заключающего в себе материал маркера (10) отделялась вместе с охватывающей ее герметизирующей пленкой (16);
- рассоединяют отслаивающуюся внутреннюю сторону бесконечного пленочного рукава (1) в его второй точке сварки (8а), позволяя осуществлять процесс пересыпания до момента, когда бесконечный пленочный рукав (1) будет снова заварен в третьей точке (3b) и тем самым перекроет поток материала.
14. Способ по п.13, отличающийся тем, что в качестве материала для герметизирующей пленки (16) выбирают ПЭ.
15. Способ по п.13, отличающийся тем, что пакет (7) герметично сваривают со входом (2b), осуществляют стерилизацию, предпочтительно гамма-стерилизацию, и поставляют в качестве комплектующего изделия в организацию, осуществляющую пересыпание.
16. Способ по одному из пп.13-15, отличающийся тем, что сварку в третьей точке (3b) бесконечного пленочного рукава (1) выполняют с широким швом, а затем на участке внутри сварного шва (3b), предпочтительно посередине, производят отрезание бесконечного пленочного рукава (1), после чего возможен переход к новому циклу засыпания/пересыпания в новое устройство, или на бесконечном пленочном рукаве (1) в третьей точке выполняют двойной сварной шов (3b) с центральным разделительным швом.
17. Способ по п.13, отличающийся тем, что маркер (10) извлекают через выход.
18. Устройство для исключающего загрязнение и стерильного пересыпания сыпучих материалов и, в частности, для осуществления способа по одному из пп.13-17, отличающееся тем, что оно содержит установку с выходом, вокруг которого располагается свариваемый и отслаивающийся на своей внутренней стороне бесконечный пленочный рукав (1), который своей наружной стороной соединен с внутренней стороной мешковидной герметизирующей пленки (16), сваренной с рукавообразной переходной пленкой (5), которая сварена с входом внутренней оболочки (4b) устройства, в которое осуществляется пересыпание.
19. Устройство по п.18, отличающееся тем, что мешковидная герметизирующая пленка (16) вместе с рукавообразной переходной пленкой (5) образуют пакет (7), который жестко соединен с входом (2b) внутренней оболочки (4b) и прошел стерилизацию.
20. Применение бесконечного пленочного рулона (1), пригодного для сваривания и отслаивающегося изнутри, в частности в одном из предыдущих способов для перегрузки трансплантируемых органов, тканей и т.п. в медицине, соответственно, в хирургии.
21. Применение свариваемого и отслаивающегося на своей внутренней стороне бесконечного пленочного рукава (1) для пересыпания материалов из установки в устройство, в частности, для осуществления способа по одному из пп.13-17, или для устройства по п.18 или 19.
22. Применение бесконечного пленочного рукава (1) по п.21, при котором бесконечный пленочный рукав (1) располагается вокруг выхода установки с возможностью последующего вытягивания, и в вытянутом состоянии сваривается с входом (2) внутренней оболочки (4) устройства, в которую производится пересыпание.
23. Применение бесконечного пленочного рукава (1) по п.22, отличающееся тем, что бесконечный пленочный рукав (1) связан с пакетом (7) по п.13 для обеспечения стерильности пересыпания.
24. Применение бесконечного пленочного рукава по одному из пп.21-23, отличающееся тем, что бесконечный пленочный рукав (1) применяется в качестве сменной детали для устройств пересыпания.
25. Применение бесконечного пленочного рукава (1) для изготовления пакета (7) по п.13, предпочтительно в виде вывернутой переходной пленки (5) по п.13.
| WO 2005056443 А1, 23.06.2005 | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Устройство для наполнения мешков из термопластичного материала сыпучим продуктом | 1984 |
|
SU1296474A1 |

