Изобретение относится к области конструкционных сталей, в частности теплоустойчивых сталей для изготовления металлоформ центробежного литья груб из высокопрочного чугуна.
Металлоформы работают в тяжелых температурно-деформационных условиях. В то время как во внутреннюю полость формы заливают жидкий чугун при температуре 1260-1320°С, наружную ее поверхность охлаждают водой, циркулирующей в системе охлаждения. Такой перепад температур приводит к образованию значительных термических напряжений. Затем следует очередная заливка и следующий тепловой удар. После 500-800 заливок металлоформы выходят из строя по причине образования трещин (исчерпание ресурса пластичности) и сетки разгара (характеристики жаропрочности и жаростойкости).
Кроме того, работоспособность металлоформ обусловлена:
- температурой отпуска, которая должна быть выше 560°C - максимальной температуры разогрева внутренней стенки металлоформы,
- содержание углерода в стали не должно превышать 0,17% для обеспечения хорошей свариваемости: отсутствие трещин при ремонте металлоформ наплавкой,
- в целях экономии затрат на закалку и обеспечения противопожарных требований, сталь должна закаливаться в воде,
- как показали наши исследования, прочность стали для изготовления металлоформ должна быть не ниже 800 МПа, а текучесть σ0.2 максимально приближена к значению σв, что обеспечивает конструкционную прочность и релаксацию температурно-деформационных напряжений.
Для изготовления металлоформ в мировой практике в основном применяют хромомолибденовые стали. В качестве прототипа нами выбрана сталь 20ХМ по ГОСТ4543-71 «Сталь легированная конструкционная. Технические условия».
Известная сталь 20ХМ (Марочник сталей и сплавов п/р А.С.Зубченко, М., Машиностроение, 2003, стр.240) содержит элементы, мас.%:
Механические свойства при 20°С после термообработки по режиму: закалка 880°С, масло и отпуск 500°С, воздух (сечение до 80 мм): σ0.2≥590 МПа, σв≥780 МПа, δ≥12%, ψ≥50%, KCU≥88 Дж/см2, НВ≤179.
Однако эта сталь неоптимальна для изготовления металлоформ по причине:
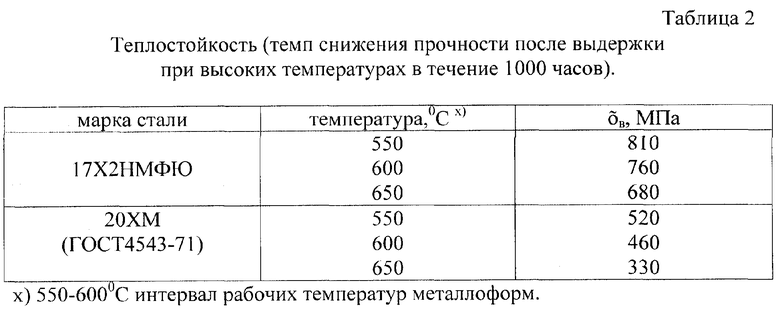
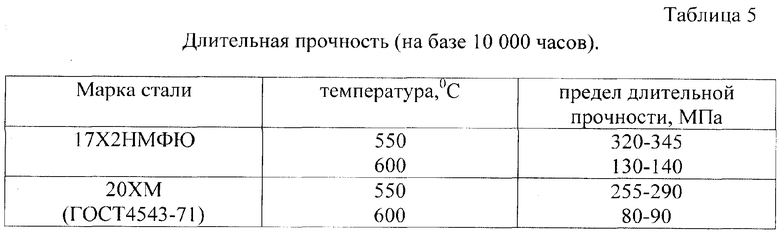
- низкой теплостойкости: снижение прочности до 520 МПа уже при 550°С,
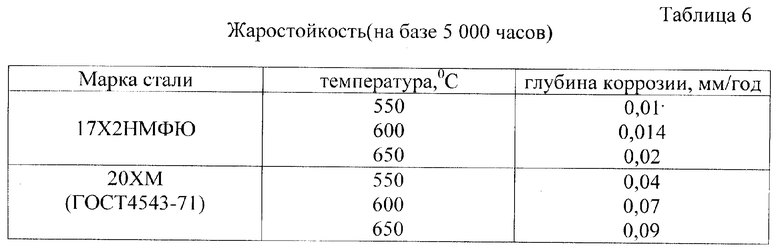
- недостаточной жаростойкости: 0,07 мм/год при 600°С и 0,11 мм/год при 700°С,
- низкой стабильности свойств при закалке в воде.
Цель и задачи изобретения - устранение недостатков стали 20ХМ.
Для повышения прочности и теплостойкости стали увеличено содержание хрома (до 2,1-2,5%) и дополнительно введен ванадий (до 0,17-0,20%).
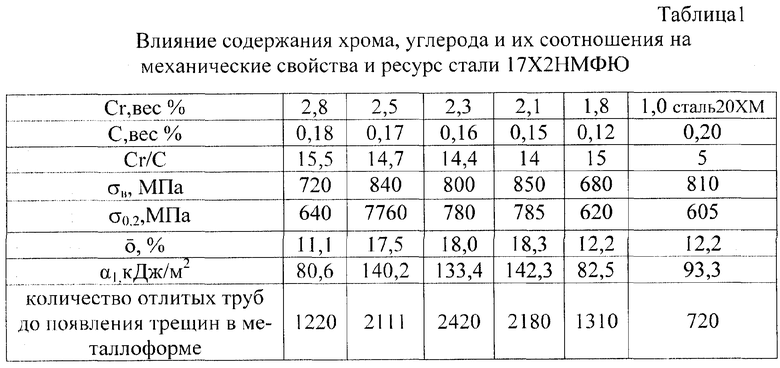
Для достижения требуемых эксплуатационных характеристик суть важно соотношение хрома и углерода, образующих высокотемпературные карбиды Cr7С3 и Cr23С6, обеспечивающие высокую теплостойкость стали, таблицы 1 и 2.
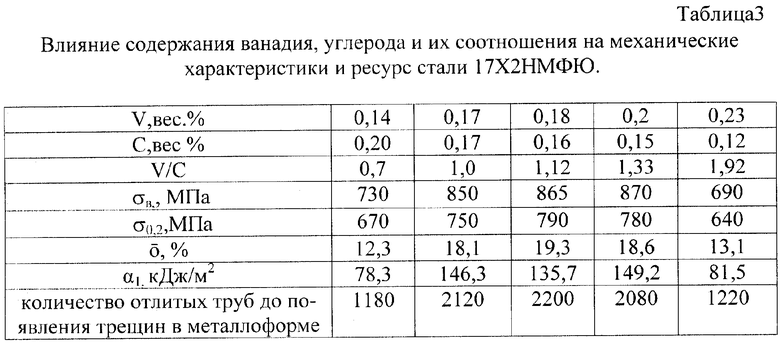
Эффект повышения прочностных характеристик и их стабильности при температурах эксплуатации металлоформ (до 560°С) увеличивается при дополнительном легировании стали 20ХМ - прототип ванадием (0,17-0,20%).
При этом важно соблюдать соотношение ванадия и углерода (таблица 3), обеспечивающих образование специальных теплостойких карбидов.
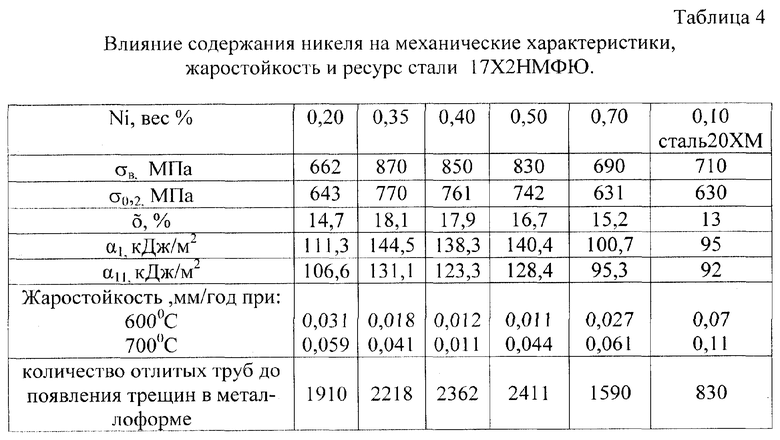
Легирование стали никелем (0,35-0,50%) стабилизирует уровень механических характеристик (особенно, ударной вязкости при определении на образцах тип 11), повышает жаропрочность и жаростойкость стали - таблицы 4-6.
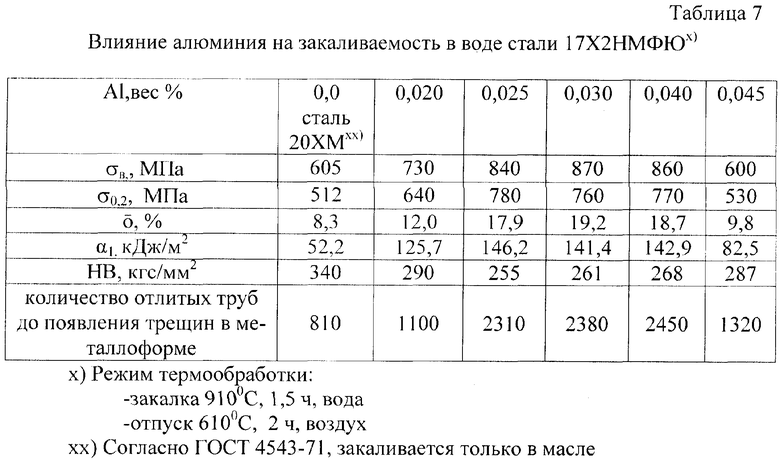
Для обеспечения возможности закалки стали в воде: существенное сокращение затрат на закалочную среду и обеспечение противопожарных требований, сталь дополнительно легирована экспериментально установленным количеством алюминия (0,025-0,040%).
Легирование стали 17Х2НМФ алюминием (0,025-0,040%) и термическая обработка по разработанному нами режиму: закалка 910°С, 1,5 ч, вода, отпуск 610°С, 2 ч - стабильно обеспечивают существенное превышение заданного (на основе анализа технической и патентной литературы) уровня механических характеристик: σв≥800 МПа, σ0.2≥600 МПа, α1≥100 кДж/м2 и, как следствие, высокий ресурс металлоформ (таблица 7). Сталь 20ХМ на заданные параметры стабильно закаливается только в масле. Достигнутая за счет выбора системы и уровня легирования возможность проведения высокотемпературного отпуска обеспечивает стабильность свойств при эксплуатации металлоформ до 580°С (температура отпуска стали 20ХМ - прототипа - 500°С, что предопределяет низкую ее теплостойкость).
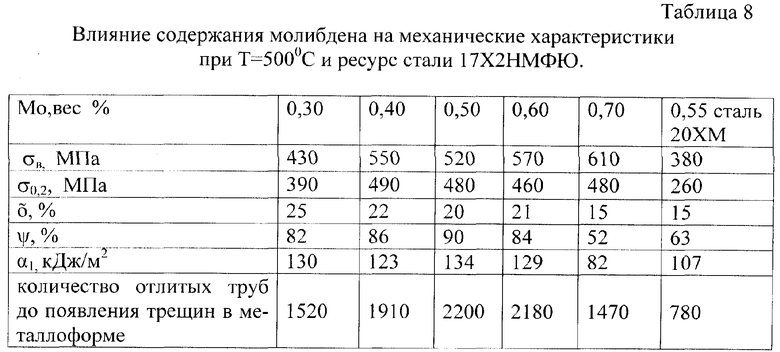
Таблица 8 иллюстрирует влияние содержания молибдена на механические характеристики при Т=500°С и ресурс стали 17Х2НМФЮ. Сталь сохраняет высокий уровень прочностных характеристик, в то время как у прототипа (композиция Cr-Мо) служебные характеристики при высоких температурах существенно снижаются.
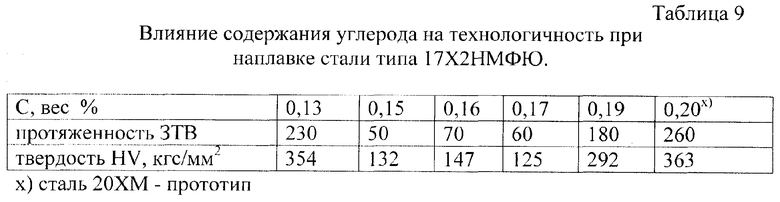
Свариваемость (технологичность при ремонте металлоформ наплавкой) стали в первую очередь определяется содержанием углерода. Ограничение верхнего уровня содержания С≤0,17% позволяет уменьшить протяженность зоны термического влияния и ее твердость, тем самым предупреждая образование трещин в наплавленном металле и металлоформе (таблица 9).
Безусловно, важную роль играет теоретически обоснованная и экспериментально подобранная композиция других легирующих элементов.
Попытка снижения содержания углерода в стали 20ХМ - прототип приводит к падению прочностных характеристик (σв. до 520 МПа и σ0.2 до 380 МПа) и как следствие, уменьшению ресурса металлоформ - до 600 отлитых труб.
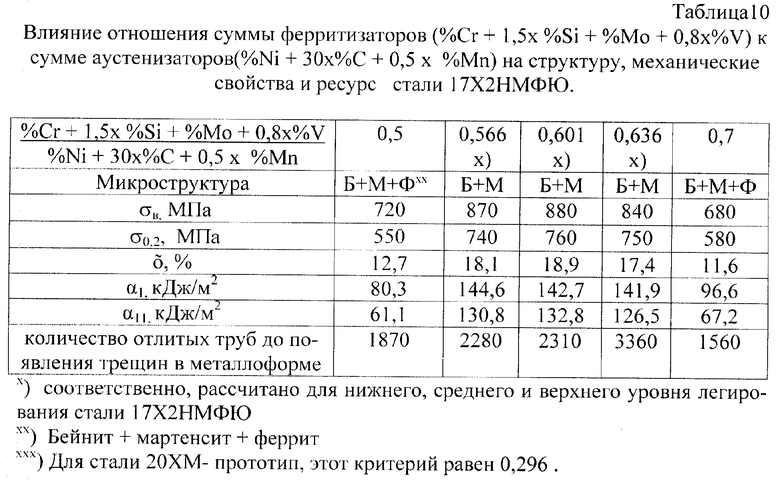
Необходимое условие достижения сталью 17Х2НМФЮ максимального уровня эксплуатационных характеристик - контроль отношения суммы феррити-заторов (эквивалент Cr) к сумме аустенизаторов (эквивалент Ni).
Оптимальное соотношение суммы этих элементов предопределяет структуру стали 17Х2НМФЮ как в литом (или кованом) состоянии, так и (особенно) после термической обработки.
Структура (оптимум - бейнит + мартенсит) определяет механические свойства и ресурс металлоформ (таблица 10). Наличие в структуре феррита снижает эксплуатационную надежность металлоформ.
Влияние содержания хрома, углерода и их соотношения на механические свойства и ресурс стали 17Х2НМФЮ
Кроме того, отношение  предопределяет склонность стали к образованию горячих трещин. Особенно при восстановлении наплавкой размеров раструба металлоформы.
предопределяет склонность стали к образованию горячих трещин. Особенно при восстановлении наплавкой размеров раструба металлоформы.
Технический результат изобретения - повышение эксплуатационных характеристик металлоформ путем повышения прочности, теплостойкости, жаростойкости и технологичности при закалке в воде разработанной стали 17Х2НМФЮ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЛАВ ДЛЯ МОНТАЖНОЙ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА | 2003 |
|
RU2263723C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ С ВЫСОКОЙ ИЗНОСОСТОЙКОСТЬЮ | 2016 |
|
RU2625861C1 |
| ЭКОНОМНОЛЕГИРОВАННАЯ ХЛАДОСТОЙКАЯ ВЫСОКОПРОЧНАЯ СТАЛЬ | 2017 |
|
RU2680557C1 |
| ВЫСОКОПРОЧНЫЙ СВАРИВАЕМЫЙ АРМАТУРНЫЙ ПРОФИЛЬ | 2012 |
|
RU2478727C1 |
| ЖАРОПРОЧНАЯ СТАЛЬ МАРТЕНСИТНОГО КЛАССА | 2011 |
|
RU2447184C1 |
| Свариваемая сталь | 1991 |
|
SU1763508A1 |
| Хладостойкая высокопрочная сталь | 2020 |
|
RU2746598C1 |
| Экономнолегированная хладостойкая высокопрочная сталь | 2020 |
|
RU2746599C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ЛИСТОВОГО ПРОКАТА ИЗ ЭКОНОМНОЛЕГИРОВАННОЙ ХЛАДОСТОЙКОЙ СТАЛИ С УРОВНЕМ ПРОЧНОСТИ НЕ МЕНЕЕ 950 МПА | 2024 |
|
RU2840370C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ С ПОВЫШЕННОЙ ДЕФОРМИРУЕМОСТЬЮ ПОСЛЕ ЗАКАЛКИ | 2013 |
|
RU2530095C1 |
Изобретение относится к разработке конструкционных теплоустойчивых сталей, которые могут быть использованы при изготовлении металлоформ для центробежного литья труб из высокопрочного чугуна. Сталь содержит компоненты в следующем соотношении, в мас.%: углерод 0,15 - 0,17; кремний 0,15 - 0,37; марганец 0,40 - 0,80; хром 2,10 - 2,50; никель 0,35 - 0,50; молибден 0,40 - 0,60; ванадий 0,17 - 0,20; алюминий 0,025 - 0,040; сера не более 0,025; фосфор не более 0,025; медь не более 0,25; железо - остальное. При этом отношение содержания хрома к содержанию углероду составляет 14,0 - 14,7, а отношение содержания ванадия к содержанию углерода составляет 1,0 - 1,33. Кроме того, отношение суммы легирующих элементов ферритизаторов к сумме легирующих элементов аустенизаторов определяется следующим соотношением:  Техническим результатом изобретения является повышение эксплуатационных характеристик металлоформ путем повышения прочности, теплостойкости и ударной вязкости стали. 1 з.п. ф-лы, 10 табл.
Техническим результатом изобретения является повышение эксплуатационных характеристик металлоформ путем повышения прочности, теплостойкости и ударной вязкости стали. 1 з.п. ф-лы, 10 табл.
при этом отношение содержания хрома к содержанию углерода составляет 14,0 - 14,7, а отношение содержания ванадия к содержанию углерода составляет 1,0 - 1,33.

| Прибор для промывания газов | 1922 |
|
SU20A1 |
| МАРОЧНИК СТАЛЕЙ И СПЛАВОВ П/Р А.С.ЗУБЧЕНКО, М., МАШИНОСТРОЕНИЕ | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Русская печь | 1919 |
|
SU240A1 |

