Изобретение относится к судоремонту и может быть использовано на всех судосборочных и судоремонтных верфях, имеющих построечно-спусковое оборудование.
Корпусы судов в процессе эксплуатации вследствие конструктивных недостатков, экстремальных внешних воздействий, неоптимальных режимов использования, например нарушения проектных режимов балластировки и загрузки, общей изношенности корпуса, могут приобрести местные и общие деформации, в том числе общий продольный изгиб. Указанный изгиб может быть в виде прогиба, при котором средняя часть корпуса опускается ниже оконечностей, или перегиба, при котором оконечности опускаются ниже средней части корпуса. Он приводит к ухудшению эксплуатационных характеристик судов, в том числе ходкости, маневренности, остойчивости, грузовместимости, обшей прочности. Это снижает безопасность эксплуатации судов, увеличивает эксплуатационные расходы.
Известен наиболее распространенный способ ремонта корпусов судов, заключающийся в локальной замене его наиболее изношенных или деформированных элементов (листов обшивки, фрагментов балок набора, частей перекрытий) (см. Б.Я.Телянер, Г.П.Турмов, Г.Н.Финкель "Технология ремонта корпуса судна", Ленинград, "Судостроение", 1984, стр.185-196). Недостатком этого способа является то, что с его помощью имеется возможность устранить местные деформации конструкций, но невозможно устранить общие деформации корпуса.
Наиболее близким к заявляемому является способ ремонта (модернизации) корпуса судна, принятый в качестве прототипа, в котором из корпуса судна вырезается блок, включающий в себя все конструкции по полному сечению корпуса на определенной длине судна, и вместо него в корпус устанавливается, собирается и приваривается новый предварительно изготовленный блок (см. Б.Я.Телянер, Г.П. Турмов, Г.Н. Финкель "Технология ремонта корпуса судна", Ленинград, "Судостроение", 1984, стр.225-240). При реализации данного способа отделенные друг от друга части корпуса могут быть выровнены относительно основной плоскости и друг друга до соединения с конструкциями нового блока, благодаря чему будет уменьшен или устранен общий продольный изгиб судна. Недостатком способа является то, что замена части корпуса может устранить его местный изгиб в заменяемом районе или часть его общего изгиба, но не в состоянии устранить изгиб, развитый по длине судна. Кроме того, для устранения изгиба подобным способом требуется замена значительного количества корпусных конструкций, а также механизмов и систем, находящихся в блоке, что приводит к выполнению большого количества операций, не связанных непосредственно с задачей устранения изгиба, к большой трудоемкости, продолжительности и стоимости работ.
Задачами настоящего изобретения являются:
- восстановление проектных конструктивных и эксплуатационных характеристик судна путем приведения его продольного изгиба в пределы допусков, определяемых нормативными документами;
- минимизация объемов выполняемых ремонтных работ, в том числе количества заменяемых корпусных конструкций;
- сокращение трудоемкости, материалоемкости и времени выполнения ремонта судна.
Техническим результатом, обеспечиваемым изобретением, за счет которого решаются указанные задачи, является уменьшение или полное устранение остаточного продольного изгиба корпуса судна при минимальных трудовых и материальных затратах.
Указанный технический результат достигается в результате использования предлагаемого способа, при котором судно устанавливают на построечно-спусковое сооружение, элементы опорного устройства которого имеют возможность независимого регулирования по высоте. После этого выполняют, по крайней мере, один поперечный разрез корпуса, параллельный плоскости шпангоутов и пересекающий все продольные корпусные конструкции, лежащие ниже верхней палубы, а затем с помощью элементов опорного устройства выполняют поворот частей корпуса, разделенных разрезом, относительно друг друга в сторону уменьшения стрелки изгиба. По завершении этих операций сваркой восстанавливается сплошность разрезанных конструкций.
В частном случае предлагаемого способа с целью предотвращения развития выполненных вертикальных разрезов по вертикальным корпусным конструкциям в сторону верхней палубы и разрушения последней вследствие концентрации напряжений в конце вертикальных разрезов, а также разнесения зоны деформации верхней палубы при ее распрямлении на всех вертикальных конструкциях в конце поперечного разреза, примыкающем к верхней палубе, выполняют до или после поперечного разреза дополнительный разрез, идущий параллельно основной плоскости судна в обе стороны от поперечного, который заваривают после поворота частей корпуса.
Вариантом указанного частного случая будет рассверливание концов выполненных дополнительных разрезов.
В другом варианте для оптимизации процессов растяжения (сжатия) настила верхней палубы и элементов продольного палубного набора дополнительные разрезы выполняют на уровне полок рамного продольного набора верхней палубы.
В еще одном варианте для обеспечения возможности поворота частей корпуса относительно друг друга при прогибе корпуса, при котором кромки разрезов будут сдвигаться, ширина дополнительных разрезов увеличивается от их концов к месту их пересечения с поперечным разрезом.
В другом частном случае для обеспечения возможности поворота частей корпуса относительно друг друга при прогибе корпуса, при котором кромки разрезов будут сдвигаться, ширина поперечного разреза увеличивается в сторону днища.
В еще одном частном случае для устранения большого изгиба и оптимизации процесса его устранения выполняют последовательно несколько поперечных разрезов и поворотов частей корпуса, после чего сваркой восстанавливают сплошность всех разрезов.
В одном варианте последнего частного случая с целью обеспечения управляемости и контролируемости процесса устранения изгиба корпуса судна при выполнении нескольких поперечных разрезов каждый поперечный разрез выполняют в той плоскости, в которой находится текущая максимальная стрелка изгиба корпуса, измеренная относительно прямой, соединяющей крайнюю носовую и крайнюю кормовую точки линии изгиба.
При другом варианте с целью обеспечения контролируемости процесса устранения изгиба корпуса судна каждый поворот частей корпуса, разделенных поперечным разрезом, осуществляют до совмещения точки на линии изгиба корпуса, соответствующей текущей максимальной стрелке изгиба, с прямой, соединяющей крайнюю носовую и крайнюю кормовую точки этой линии.
В третьем варианте с целью обеспечения управляемости и контролируемости процесса устранения изгиба корпуса судна при выполнении нескольких поперечных разрезов после выполнения каждого поперечного разреза и поворота частей корпуса относительно него этот разрез закрепляют путем приварки ребер жесткости на обшивку днища и второго дна поперек него.
В другом частном случае с целью исключения возникновения экстремальных напряжений в корпусе и разрушения его при выполнении поперечного разреза корпуса вначале выполняют резку днища и второго дна в направлении от диаметральной плоскости к бортам, а затем резку продольных вертикальных конструкций от днища вверх по направлению к верхней палубе. В варианте этого частного случая, при наличии в корпусе промежуточных палуб и/или платформ поперечный разрез доводят до промежуточных палуб или платформ, выполняют их разрез в направлении от диаметральной плоскости к бортам, а затем продолжают поперечный разрез.
В еще одном варианте первого частного случая с целью минимизации сварочных деформаций корпуса при восстановлении сплошности разрезанных конструкций вначале восстанавливают сплошность конструкций в месте поперечного разреза, а затем заваривают дополнительные разрезы в последовательности от наружных бортов к диаметральной плоскости, при этом сварку каждого дополнительного разреза выполняют от его концов к поперечному разрезу. В другом варианте в месте поперечного разреза корпуса последовательно восстанавливают сплошность днища и наружного борта, затем второго дна и промежуточных палуб и платформ, а затем внутренних бортов и продольных переборок и выгородок в направлении от бортов к диаметральной плоскости.
Кроме того, предлагаются два частных случая восстановления сплошности конструкций. В первом, восстановление сплошности конструкций в местах поперечных разрезов выполняют путем вырезки полос обшивки конструкций по одной из кромок разреза, установки и приварки новых полос, имеющих размеры и форму образованного в обшивке отверстия, затем вырезки участков продольных балок набора конструкций в обе стороны от поперечного разреза так, чтобы места резки балок были разнесены со стыками полосы обшивки в продольном направлении, установки и приварки новых участков балок, имеющих длину, равную расстоянию между торцами балок корпуса, разделенных разрезом.
Во втором, восстановление сплошности гофрированной обшивки внутренних конструкций корпуса, например продольных переборок, в местах поперечных разрезов выполняют путем установки поперечных балок таврового профиля, стенки которых вводят в разрезы, а кромки разрезов приваривают к упомянутым стенкам.
Сущность изобретения поясняется следующими чертежами.
На фиг.1 представлен способ установки судна на построечно-спусковом сооружении, принцип выполнения поперечного разреза корпуса судна и поворота частей корпуса, разделенных разрезом.
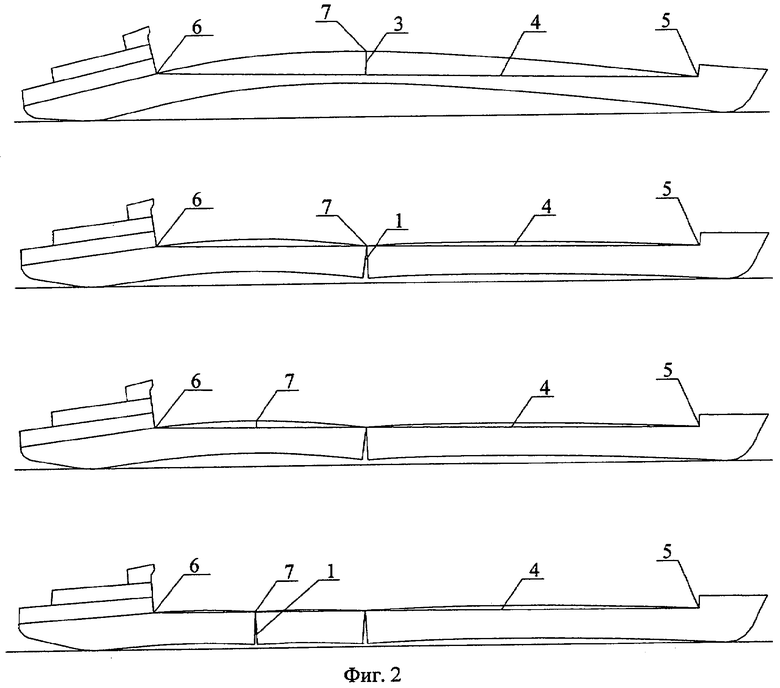
На фиг.2 представлен принцип определения места выполнения поперечных резов и последовательность устранения остаточной продольной деформации корпуса судна.
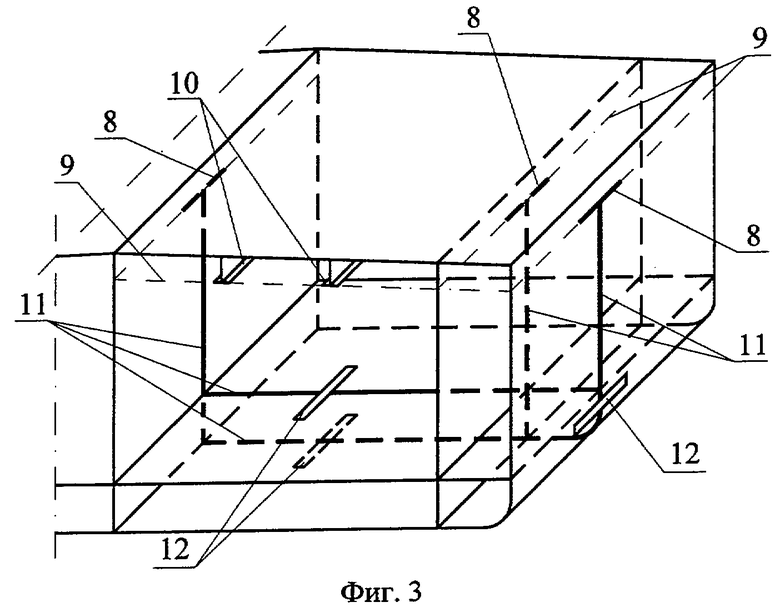
На фиг.3 представлено поперечное сечение судна с местами расположения разрезов на продольных конструкциях судна, а также временных ребер жесткости.
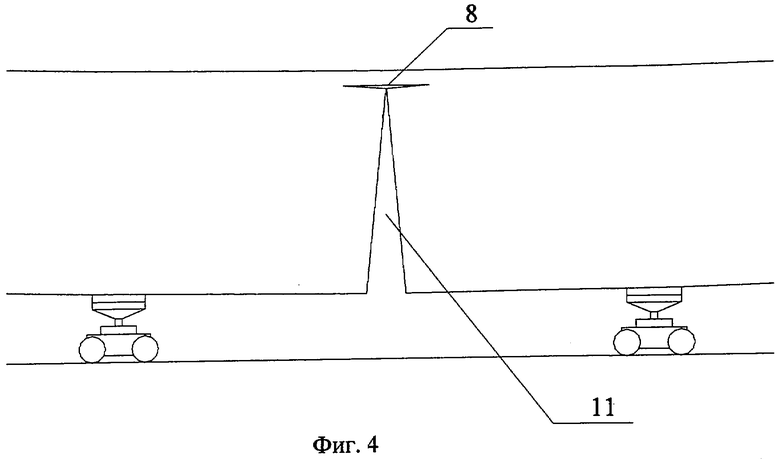
На фиг.4 представлен принцип выполнения разреза и устранения остаточной продольной деформации корпуса судна при прогибе корпуса.
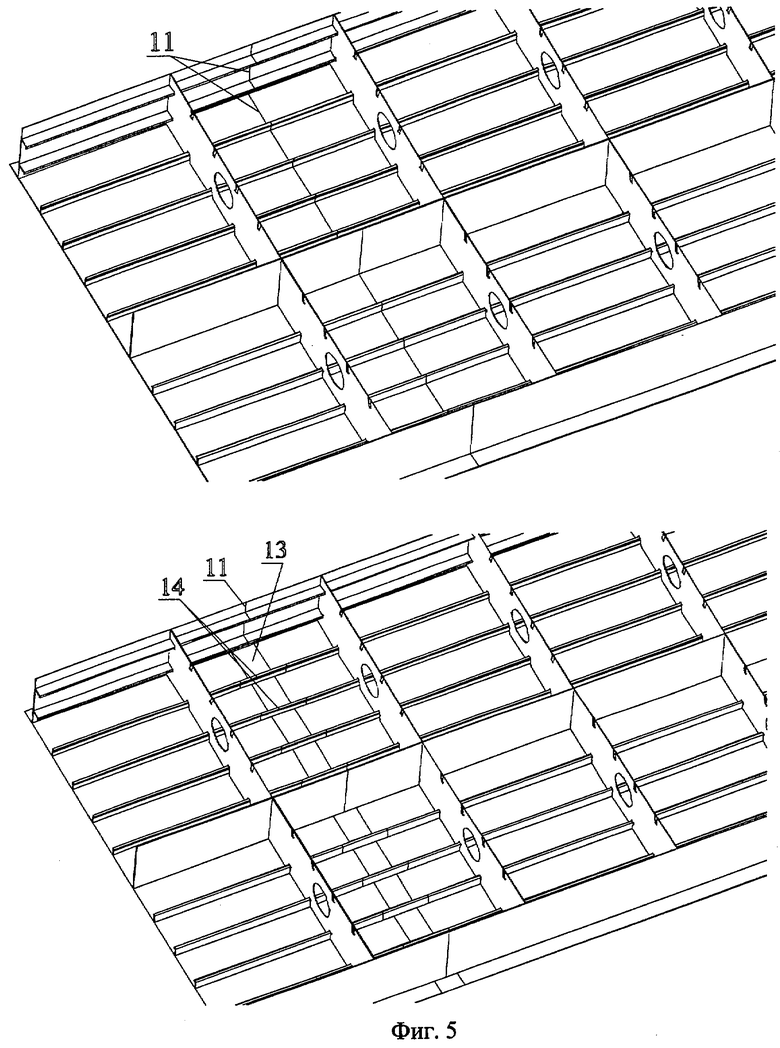
На фиг.5 представлен основной способ восстановления сплошности разрезанных конструкций корпуса.
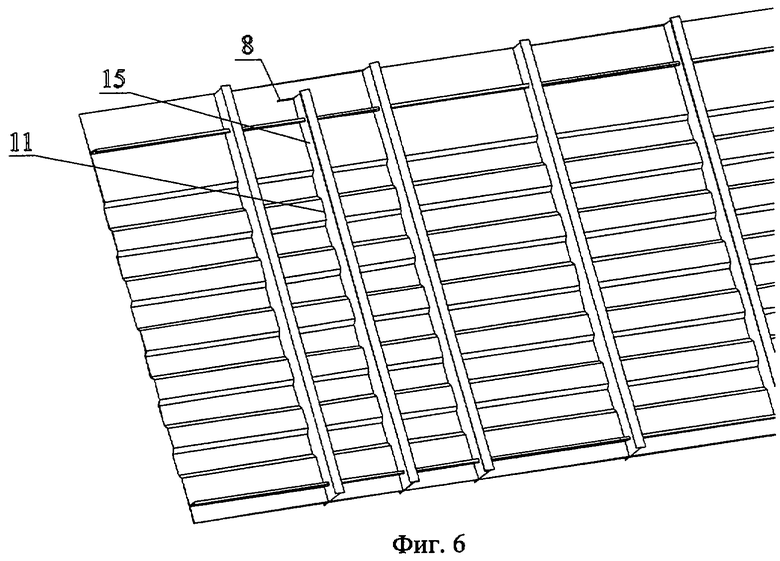
На фиг.6 представлен способ восстановления сплошности внутренних вертикальных конструкций корпуса с гофрированной обшивкой.
Заявляемый способ реализуется следующим образом.
Судно 1, корпус которого имеет остаточный продольный изгиб, любым известным способом извлекается из воды и размещается на горизонтальном построечно-спусковом сооружении на опорном устройстве, элементы которого имеют возможность независимого регулирования по высоте, например, стапельных судовозных тележках 2 с вертикальными гидравлическими цилиндрами (фиг.1).
Обмерами корпуса определяют максимальную стрелку изгиба 3 корпуса, которая измеряется относительно прямой 4, соединяющей крайнюю носовую точку 5 и крайнюю кормовую точку 6 линии изгиба (фиг.2). В точке 7 расположения указанной максимальной стрелки изгиба 3 корпуса 1 на всех продольных вертикальных конструкциях корпуса, включая наружные и внутренние борта, продольные переборки и выгородки, выполняют разрезы 8 обшивки между поперечными ребрами жесткости в пределах шпации параллельно основной плоскости судна. При этом указанные разрезы 8 выполняются на уровне 9 полок 10 рамного продольного набора верхней палубы судна (фиг.3). Концы разрезов 8 рассверливают. Затем выполняют разрезы 11, лежащие в одной поперечной вертикальной плоскости (параллельно плоскости шпангоутов), по всем продольным конструкциям, включая днище и второе дно, наружные и внутренние борта, продольные переборки и выгородки, промежуточные палубы и платформы от основной плоскости судна вверх до уровня разрезов 8. При этом вначале выполняют резку днища и второго дна в направлении от диаметральной плоскости к бортам, а затем продольной переборки и бортов от днища вверх по направлению к верхней палубе. При наличии промежуточных палуб или платформ разрезы по вертикальным конструкциям (бортам, переборкам и выгородкам) доводят до указанных палуб или платформ, выполняют разрезы последних, затем продолжают разрезание вертикальных конструкций.
В случае перегиба корпуса в месте разреза последний выполняют плоским, в случае прогиба корпуса на вертикальных продольных конструкциях выполняют разрезы 8 клиновидной формы с расширением в сторону вертикальных разрезов, а разрез 11 в корпусе - клиновидной формы с расширением в направлении от горизонтальных разрезов к днищу (фиг.4).
Затем с помощью изменения высоты штоков вертикальных домкратов тележек 2 (их подъема и/или опускания) выполняют поворот частей корпуса, разделенных разрезом, до тех пор, пока точка 7 не окажется на прямой, соединяющей точки 5 и 6 (фиг.1, 2).
По завершении распрямления корпуса выполняют его обмеры. В случае, если прогиб в какой-либо части корпуса превышает допускаемые величины, в точке расположения новой максимальной стрелки изгиба выполняют следующий разрез корпуса и разворот частей корпуса, разделенных этим разрезом, описанным выше способом. Выполнение разрезов и относительный разворот частей корпуса продолжают до тех пор, пока не будет получена желаемая форма корпуса.
При выполнении нескольких поперечных разрезов корпуса с целью обеспечения управляемости и контролируемости процесса устранения изгиба корпуса судна на время выполнения относительного поворота частей корпуса, разделенных поперечным разрезом, временно закрепляют ранее выполненные разрезы путем установки ребер жесткости 12 на обшивку днища и второго дна поперек разрезов и приварки концов этих ребер к обшивке с обеих сторон от разрезов (фиг.3).
После устранения остаточного продольного изгиба корпуса судна выполняют восстановление его сплошности в местах выполненных поперечных разрезов. Восстановление сплошности разрезанных конструкций выполняют следующим путем: в районе разрезов 11 по одной из кромок, примыкающих к разрезу, вырезают полосы 13 обшивки, устанавливают и приваривают предварительно изготовленные новые полосы, затем вырезают участки 14 продольных балок набора этих конструкций в районе разрезов, устанавливают и приваривают предварительно изготовленные новые участки балок; при этом стыки полос 13 с обшивкой и стыки участков 14 балок с балками корпуса разнесены в продольном направлении (фиг.5).
Восстановление сплошности гофрированной обшивки разрезанных внутренних конструкций корпуса, например продольных переборок, может быть выполнено путем установки поперечных балок таврового профиля, стенки 15 которых вводят в разрез 11, при этом кромки разреза приваривают к упомянутым стенкам (фиг.6).
При восстановлении сплошности разрезанных конструкций вначале восстанавливают сплошность днища и наружного борта, затем второго дна и промежуточных палуб и платформ, а затем внутренних бортов и продольных переборок и выгородок в направлении от бортов к диаметральной плоскости. В последнюю очередь сваривают разрезы 8 на вертикальных продольных конструкциях в последовательности от наружных бортов к диаметральной плоскости, при этом сварку каждого упомянутого разреза выполняют от его концов к поперечному разрезу.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАЛИВНОЕ СУДНО | 1992 |
|
RU2077449C1 |
| КОРПУС СУДНА | 2010 |
|
RU2451618C2 |
| КОРПУС СУДНА (ВАРИАНТЫ) | 1994 |
|
RU2084369C1 |
| СПОСОБ ПРАВКИ ПЕРЕГИБА КОРПУСА СУДНА | 2010 |
|
RU2443593C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| ТАНК СУДНА ДЛЯ НАЛИВНЫХ ГРУЗОВ (ВАРИАНТЫ) | 2005 |
|
RU2286912C1 |
| КОРПУС ТАНКЕРА ДЛЯ НАЛИВНЫХ ГРУЗОВ | 2005 |
|
RU2286914C1 |
| КОРПУС СУДНА | 2019 |
|
RU2743677C2 |
| КОРПУС ТАНКЕРА ЛЕДОВОГО КЛАССА (ВАРИАНТЫ) | 2005 |
|
RU2286907C1 |
| КОРПУС ТАНКЕРА ЛЕДОВОГО КЛАССА (ВАРИАНТЫ) | 2005 |
|
RU2286908C1 |
Изобретение относится к технологии судоремонта и касается устранения остаточного продольного изгиба корпусов судов на верфях, имеющих построечно-спусковое оборудование. Способ устранения остаточного продольного изгиба корпуса судна в виде прогиба или перегиба заключается в том, что судно устанавливают на построечно-спусковое сооружение, элементы опорного устройства которого имеют возможность независимого регулирования по высоте. При этом выполняют, по крайней мере, один поперечный разрез корпуса, параллельный плоскости шпангоутов и пересекающий все продольные корпусные конструкции, лежащие ниже верхней палубы. Затем с помощью элементов опорного устройства выполняют поворот частей корпуса, разделенных разрезом, относительно друг друга в сторону уменьшения стрелки изгиба, после чего сваркой восстанавливают сплошность разрезанных конструкций. На всех вертикальных конструкциях в конце поперечного разреза, примыкающего к верхней палубе, может выполняться до или после поперечного разреза дополнительный разрез, идущий параллельно основной плоскости судна в обе стороны от поперечного, и заваривают дополнительный разрез после поворота частей корпуса. При этом может осуществляться рабочая операция по рассверливанию концов дополнительных разрезов. Дополнительные разрезы целесообразно выполнять на уровне полок рамного продольного набора верхней палубы. Технический результат реализации изобретения заключается в уменьшении или в полном устранении остаточного продольного изгиба корпуса судна при минимальных трудовых и материальных затратах. 15 з.п. ф-лы, 6 ил.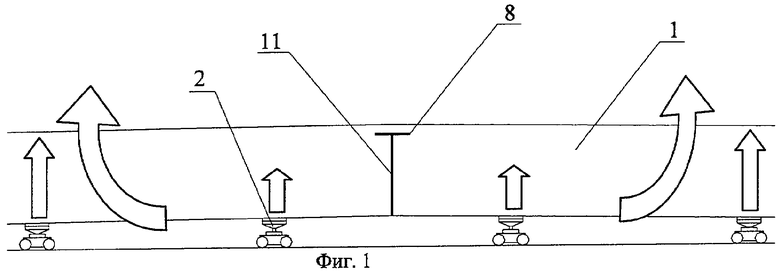
| ТЕЛЯНЕР Б.Я | |||
| и др | |||
| Технология ремонта корпуса судна | |||
| - Л.: Судостроение, 1984, с.185-196 | |||
| СУДНО | 1998 |
|
RU2137660C1 |
| Способ ремонта корпуса судна | 1990 |
|
SU1796533A1 |

