Изобретение относится к судоремонту, а именно к технологии замены поврежденных листовых элементов корпусных конструкций.
Известен способ, заключающийся в удалении поврежденного участка обшивки, изготовлении, установке и приварке нового конструктивного элемента. . Известный способ характерен недостаточной прочностью отремонтированной конструкции, обусловленной возникновением в конструкции остаточных сварочных напряжений.
Известен также способ ремонта корпуса, содержащий операции удаления поврежденного элемента корпусной конструкции, изготовления ее нового элемента и предварительного теплового нагревания участка корпуса судна по периметру ввариваемого элемента корпусной конструкции.
Недостаток этого способа состоит в наличии высокого уровня остаточных напряжений и пониженной прочности отремонтированного корпуса судна.
Цель изобретения - повышение прочности отремонтированного корпуса судна путем снижения уровня остаточных напряжений.
Цель достигается тем, что перед приваркой нового элемента корпусной конструкции по его периметру к корпусу судна прикрепляют металлические полосы и нагревают их участки до температуры возник- новения пластических деформаций, осуществляя этим предварительное тепловое, нагревание участка корпуса судна по периметру ввариваемого нового элемента корпусной конструкции, а после приварки нового элемента корпусной конструкции эти полосы удаляют.
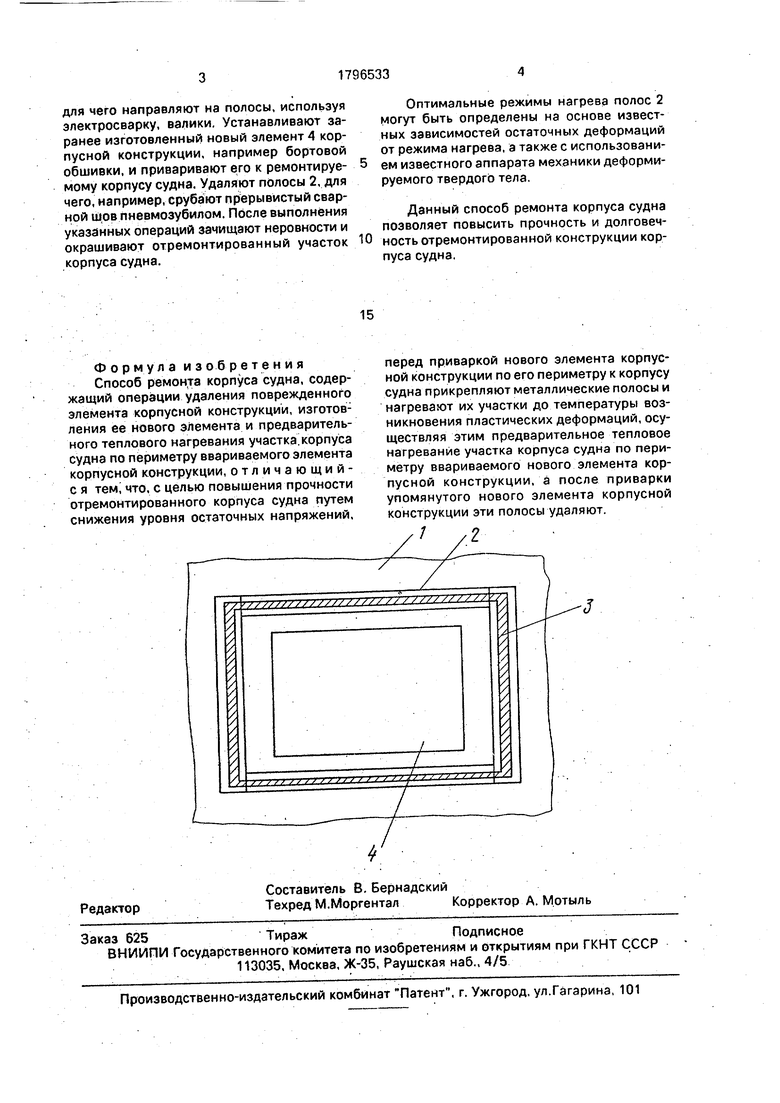
На чертеже представлена схема осуществления способа.
Удаляют поврежденный элемент корпусной конструкции, например бортовой обшивки. По периметру вырезки к бортовой обшивке 1 крепят, используя, например, прерывистый сварной шов, металлические полосы 2. Нагревают участки 3 металлических полос 2 до температуры, обеспечивающей возникновение пластических деформаций,
ел
С
х О О СЛ W W
для чего направляют на полосы, используя электросварку, валики. Устанавливают заранее изготовленный новый элемент 4 корпусной конструкции, например бортовой обшивки, и приваривают его к ремонтируемому корпусу судна. Удаляют полосы 2, для чего, например, срубают прерывистый сварной шов пневмозубилом. После выполнения указанных операций зачищают неровности и окрашивают отремонтированный участок корпуса судна.
Оптимальные режимы нагрева полос 2 могут быть определены на основе известных зависимостей остаточных деформаций от режима нагрева, а также с использованием известного аппарата механики деформируемого твердого тела.
Данный способ ремонта корпуса судна позволяет повысить прочность и долговечность отремонтированной конструкции корпуса судна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта корпуса судна | 2018 |
|
RU2674390C1 |
| Способ ремонта корпуса судна | 2018 |
|
RU2683904C9 |
| СПОСОБ УСТРАНЕНИЯ ОСТАТОЧНОГО ПРОДОЛЬНОГО ИЗГИБА СУДНА | 2004 |
|
RU2264948C1 |
| Способ ремонта судовой корпусной конструкции | 1989 |
|
SU1742122A1 |
| Грузовая ёмкость газовоза | 2023 |
|
RU2817739C1 |
| Способ ремонта корпуса плавсооружения | 1988 |
|
SU1625764A1 |
| СПОСОБ РЕМОНТА ПОВРЕЖДЕННЫХ СВЯЗЕЙ | 1994 |
|
RU2094296C1 |
| Устройство для контактной сварки | 1980 |
|
SU969481A1 |
| Способ ремонта корпусных деталей машин установкой заплат | 1986 |
|
SU1349919A1 |
| СПОСОБ РЕМОНТА ЕМКОСТЕЙ | 1991 |
|
RU2036766C1 |
Использование: судоремонт, технология замены изношенных или деформированных листовых элементов корпусных конструкций. Сущность изобретения: удаляют поврежденный участок корпусной конструкции; изготавливают новый конструктивный элемент; прикрепляют к ремонтируемой конструкции по периметру ремонтируемого участка металлические полосы; нагревают часть площади металлических полос до температуры, обеспечивающей возникновение пластических деформаций: устанавливают и .приваривают новый конструктивный элемент; удаляют металлические полосы. 1 ил.
Формула изобретения Способ ремонта корпуса судна, содержащий операции удаления поврежденного элемента корпусной конструкции, изготов: ления ее нового элемента и предварительного теплового нагревания участкадорпуса судна по периметру ввариваемого элемента корпусной конструкции, отличающий- с я тем что, с целью повышения прочности отремонтированного корпуса судна путем снижения уровня остаточных напряжений.
перед приваркой нового элемента корпусной конструкции по его периметру к корпусу судна прикрепляют металлические полосы и нагревают их участки до температуры возникновения пластических деформаций, осуществляя этим предварительное тепловое нагревание участка корпуса судна по периметру ввариваемого нового элемента корпусной конструкции, а после приварки упомянутого нового элемента корпусной конструкции эти полосы удаляют.
// ,9
| Кулик Ю.Г | |||
| и др | |||
| Технология судостроения и судоремонта | |||
| М.: Транспорт, 1988, с.224-227. |
