Изобретение относится к судостроению, в частности к конструкции двойных корпусов судов - судов с двойной обшивкой из стали. Двойная обшивка применяется на транспортных судах, перевозящих грузы, опасные для окружающей природной среды (нефтяные танкеры, газовозы, химовозы), а также на транспортных судах, требующих больших раскрытий палубы (суда для насыпных грузов, контейнеровозы и другие). Междубортное и междудонное пространство этих судов используется в основном для размещения чистого балласта.
Способность предварительно изогнутых листов-оболочек обеспечивать повышенную устойчивость под нагрузкой по сравнению с плоскими листами хорошо известна. Известен также ряд запатентованных конструкций двойного корпуса судов, в обшивке которых используются предварительно изогнутые листы с осью цилиндрической кривизны, параллельной длинным краям. В патенте США №5085161 «Корпус судна и метод его постройки» ("Vessel hall and construction method"), опубликованном 04.02.1992 г., представлен корпус судна, у которого стальные цилиндрические оболочки использованы для двойной (наружной и внутренней) обшивки средней части корпуса, имеющей на своем протяжении одинаковые поперечные сечения, а носовая и кормовая оконечности имеют обычную конструкцию с одинарной обшивкой. При этом средняя часть корпуса с постоянным поперечным сечением, например, танкера включает:
- наружную и внутреннюю обшивки (наружный и внутренний корпуса) из двух рядов предварительно изогнутых с относительно небольшой цилиндрической кривизной листов, расположенных на расстоянии друг от друга в поперечном направлении, как правило, не более 2 м (характеристики поперечного сечения этих листов в патенте не определены);
- бортовые и днищевые стрингеры из плоских листов, подкрепленных поперечными ребрами жесткости (ширина стрингеров определяется шириной междубортного или междудонного пространства, а их продольные кромки вварены в продольные стыки криволинейных панелей обшивки наружного и внутреннего корпусов, что требует выполнения сварного Т-образного соединения одновременно трех указанных конструктивных элементов);
- туннельный киль коробчатой конструкции из плоских листов, подкрепленных ребрами жесткости, используемый для прокладки балластных трубопроводов;
- палубу, которая может быть обычной конструкции с обшивкой из плоских листов либо в ней могут быть использованы такие же листы с цилиндрической кривизной, которые использованы в остальной средней части корпуса, подкрепленные карлингсами;
- коробчатые угловые соединения палубы и двойных бортов, в которых также может применяться конструкция с использованием криволинейных листов, аналогичная примененной для скулы;
- поперечные переборки, приваренные по своему контуру к обшивке внутреннего корпуса.
Об особенностях используемых в конструкции корпуса поперечных переборок, а также о продольных переборках в указанном патенте не сообщается.
К заявленным преимуществам такой конструкции по сравнению с обычной, в которой для обшивки используются плоские листы, подкрепленные перекрестным продольным и поперечным набором, относятся:
- повышенная устойчивость изогнутых листов обшивки к внешней нагрузке уменьшает необходимость местного подкрепления обшивки и при полном использовании принципов данного изобретения позволяет исключить продольные ребра жесткости, поперечный набор и другие поперечные подкрепления, кроме поперечных переборок, на всей длине цилиндрической части корпуса, составляющей около 75% длины судна;
- существенно уменьшается номенклатура конструктивных элементов в составе части корпуса, имеющей постоянное поперечное сечение, в том числе элементов из дорогого профильного проката, что уменьшает трудоемкость подготовительных, сборочных и отделочных операций и в целом стоимость и время постройки корпуса судна;
- конструкция двойного корпуса может быть реализована с меньшим объемом сварки и резки стали;
- отсутствие поперечного набора в цилиндрической средней части корпуса позволяет в большей степени использовать автоматическую сварку, облегчает выполнение операций по очистке и окраске поверхностей, а также исключает основную причину повреждения внутреннего корпуса при посадке судна на грунт;
- предложенная конструкция обеспечивает более высокую степень стандартизации сборочных элементов (секций и модулей), из которых формируется корпус;
- использование заявленной конструкции позволяет уменьшить расход стали на постройку двойного корпуса судна на 5-10% по сравнению с обычной конструкцией.
Известен также патент США №5086723 от 02.11.1992 г. «Конструкция двухкорпусного судна, имеющего двойную продольную переборку» ("Double-hulled vessel construction having double-walled longitudinal bulkhead"), в котором при использовании технических решений по рассмотренному выше патенту США №5085161 использование стальных цилиндрических оболочек в конструкции двойного корпуса расширено - они применены также для продольных переборок, предусматриваемых преимущественно на танкерах для обеспечения их остойчивости, разделения различных жидких грузов и для повышения продольной прочности корпуса. Характеристики поперечного сечения используемых для двойной обшивки бортов, днища и продольной переборки листов с цилиндрической кривизной, как и в ранее упомянутом в качестве аналога патенте США №5085161, в патенте США №5086723 количественно не определены. Конструкция продольной переборки по этому патенту, расположенная в диаметральной плоскости корпуса, выполнена принципиально аналогично конструкции борта: ее двойная обшивка так же связана стрингерами из плоских листов, подкрепленных ребрами жесткости, при этом продольные кромки стрингеров вварены в продольные стыки смежных криволинейных листов обшивки переборок и соединяются с ними Т-образным сварным швом. Пространство между двумя криволинейными обшивками продольной переборки используется для размещения перевозимой нефти, сточных вод судна или водяного балласта. К преимуществам таких двойных продольных переборок относится лучшее использование пространства, занимаемого переборкой вместе с подкрепляющим ее набором, меньшее количество конструктивных элементов и соответственно меньшие трудоемкость и стоимость изготовления.
Предполагается, что использование технических решений по патенту США №5086723, принятому в настоящем изобретении в качестве прототипа, позволит строить такие суда, как танкера дедвейтом от 70000 до 300000 т. Заявленные преимущества конструкции двойного корпуса судов по этому патенту достаточно существенны по отношению к известным конструкциям двойных корпусов судов с плоской обшивкой, подкрепленной набором, в которых используются традиционные конструктивные решения, применяемые на судах с одинарной обшивкой, в том числе и на судах, имеющих двойное дно. Вместе с тем, в конструкции прототипа сохраняются некоторые подходы, применяемые при создании двойных корпусов с плоской обшивкой, которые не позволяют в полной мере использовать положительные свойства обшивки оболочечной конструкции. Например, сохраняется подход, при котором образование двойного корпуса и междубортного, междудонного и внутрипереборочного пространства обеспечивается за счет использования достаточно широкого ряда конструктивных элементов - двух отдельных рядов панелей обшивки из изогнутых листов и стрингеров из плоских листов, подкрепленных ребрами жесткости, что требует существенного количества технологических операций, оборудования и приспособлений для их изготовления и последующей сборки в монтажные секции и модули. Соответственно ограничивается возможность дальнейшего сокращения трудоемкости, времени и стоимости постройки двойного корпуса судна.
Задачей настоящего заявляемого изобретения является сокращение номенклатуры используемых конструктивных элементов, трудоемкости, времени и стоимости постройки двойного корпуса судна с обшивкой из предварительно изогнутых стальных листов.
Указанный технический результат достигается тем, что в средней части корпуса судна с постоянным поперечным сечением:
- двойная обшивка бортов, днища и продольной переборки в поперечном сечении корпуса сформирована из одного ряда панелей, состоящих из листов с цилиндрической кривизной и имеющих в поперечном сечении форму круговой дуги длиной более 180°, при этом продольные кромки одних панелей приварены по образующей к выпуклой стороне смежных панелей;
- настил палубы судна выполнен из плоских листов или из панелей, состоящих из листов с цилиндрической кривизной и имеющих в поперечном сечении форму круговой дуги длиной менее 180°;
- поперечные переборки судна, расположенные в пределах части корпуса с двойной обшивкой, по своему внешнему контуру приварены к обращенной внутрь корпуса внешней стороне одного ряда бортовых и днищевых панелей, состоящих из листов с цилиндрической кривизной и имеющих в поперечном сечении форму круговой дуги длиной более 180°, а в районе диаметральной плоскости приварены к внешним сторонам одного ряда аналогичных панелей продольной;
- верхние панели правого и левого бортов и продольной переборки, состоящие из листов с цилиндрической кривизной и имеющие в поперечном сечении форму круговой дуги длиной более 180°, соединены сваркой с палубой, а нижние из указанных панелей правого и левого бортов и продольной переборки соединены сваркой с днищем;
- часть корпуса с постоянным поперечным сечением в зависимости от расстояния между поперечными переборками для обеспечения прочности снабжена поперечными подкреплениями, включающими:
- рамные флоры и рамные шпангоуты, образованные бракетами, установленными в одной поперечной плоскости внутри бортовых, днищевых и переборочных панелей, состоящих из листов с цилиндрической кривизной и имеющих в поперечном сечении форму круговой дуги длиной более 180°, и приваренными к ним;
- кницы, установленные в районе стыков борта, днища, палубы и продольной переборки и приваренные к смежным конструкциям в месте установки;
- часть корпуса с постоянным поперечным сечением сформирована из одинаковых модулей, последовательно присоединенных друг к другу по длине сваркой, каждый из которых включает часть двойного днища, двойного борта, двойной продольной переборки, палубы и одну поперечную переборку.
Приведенные технические решения являются предпочтительными. Выполнение двойных бортов, двойного дна и расположенной в диаметральной плоскости корпуса двойной продольной переборки из одного ряда указанных панелей позволяет сформировать их объемную конструкцию за счет использования при сборке ограниченного количества стандартизированных объемных элементов - ячеек двойного корпуса, какими фактически являются указанные панели. Создание таких панелей требует минимальной номенклатуры конструктивных элементов и минимального количества технологических операций. В результате объемные конструкции двойного корпуса - секции днища, бортов и продольной переборки, а затем модули корпуса и собираемая из них вся часть корпуса с постоянным поперечным сечением создаются с минимальной трудоемкостью на всех стадиях их производства и сборки.
Кроме приведенных предпочтительных технических решений, в составе корпуса судна по изобретению может использоваться двойная продольная переборка другого типа, также обеспечивающая решение поставленной задачи за счет того, что:
- двойная обшивка продольной переборки выполнена из двух рядов панелей, состоящих из листов с цилиндрической кривизной и имеющих в поперечном сечении форму круговой дуги длиной менее 180°, и панелей из подкрепленных поперечными ребрами жесткости плоских листов, продольные кромки которых вварены в продольные стыки между смежными панелями обшивки, расположенными напротив друг друга;
- поперечные переборки судна, расположенные в пределах части корпуса с двойной обшивкой, в районе диаметральной плоскости приварены к внешним сторонам двух рядов панелей продольной переборки, состоящих из листов с цилиндрической кривизной и имеющих в поперечном сечении форму круговой дуги длиной менее 180°, и панелей из подкрепленных поперечными ребрами жесткости плоских листов, продольные кромки которых вварены в продольные стыки между смежными панелями обшивки, расположенными напротив друг друга.
Сущность изобретения поясняется рисунками, где
- на фиг.1 схематически изображен вид сбоку судна с двойным корпусом в районе средней части с постоянным поперечным сечением, двойная обшивка бортов и днища которого сформирована из панелей, состоящих из листов с цилиндрической кривизной и имеющих в поперечном сечении форму круговой дуги длиной более 180°;
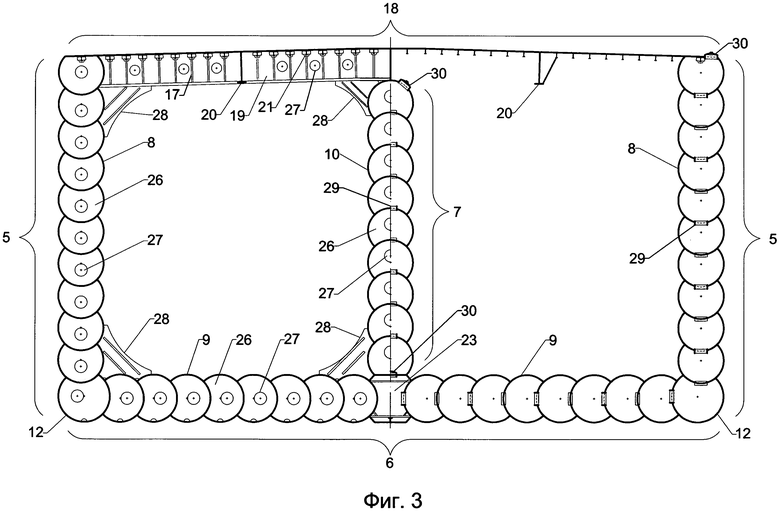
- на фиг.2 и 3 приведены схемы поперечного сечения двойного корпуса судна в районе миделя с различным расположением панелей из листов с цилиндрической кривизной, имеющих в поперечном сечении форму круговой дуги длиной более 180°, в бортах и днище;
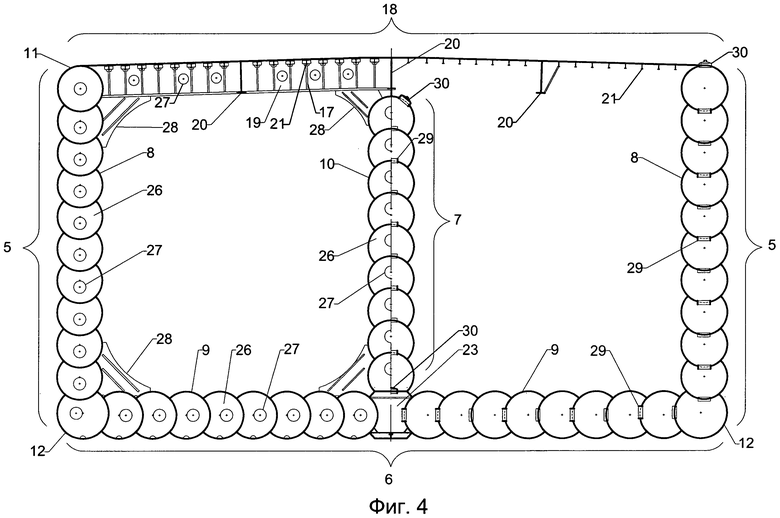
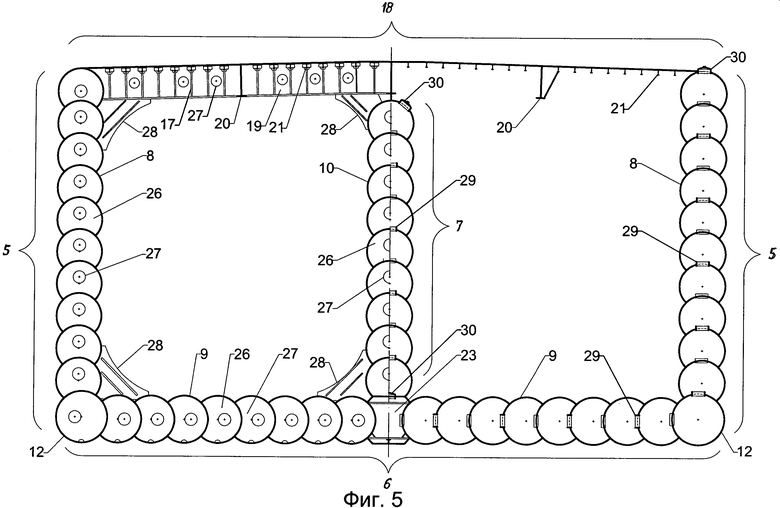
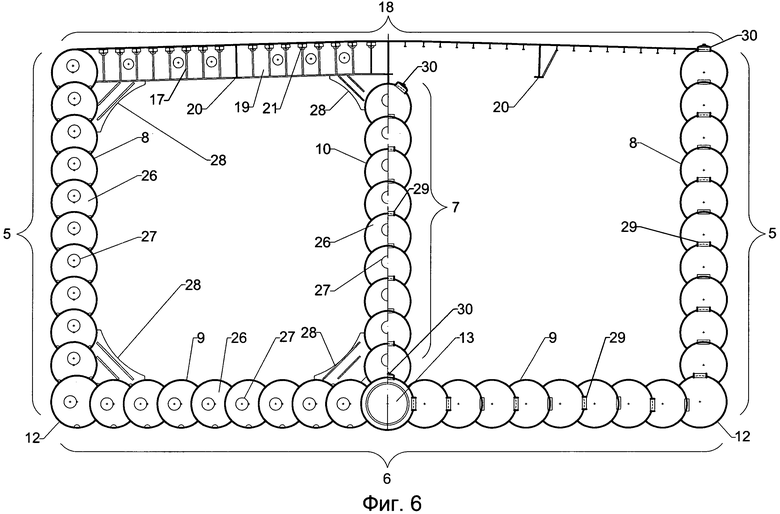
- на фиг.4, 5 и 6 приведены схемы поперечного сечения двойного корпуса судна в районе миделя, в которых часть панелей из листов с цилиндрической кривизной (например, верхняя бортовая панель, скуловая панель или килевая панель) выполнена с поперечным сечением в виде замкнутой круговой дуги;
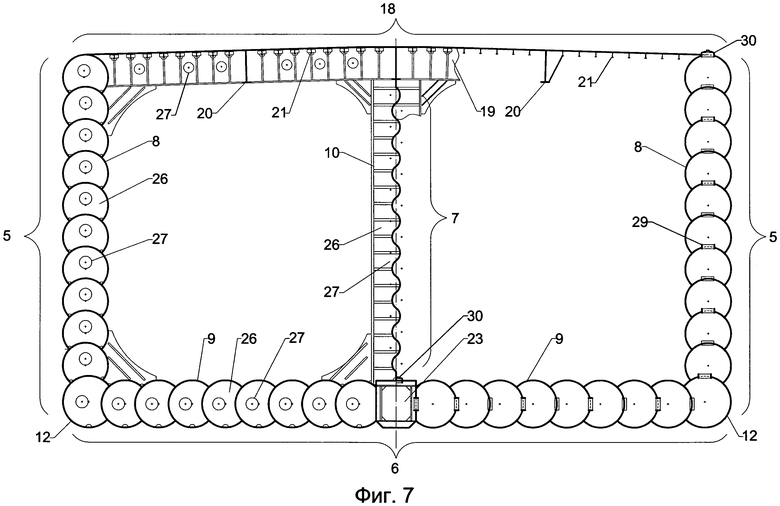
- на фиг.7 представлена схема поперечного сечения двойного корпуса судна, в котором наряду с двойными бортами и днищем предлагаемой конструкции применена продольная переборка одной из известных конструкций - с гофрированной зашивкой и рамными стойками;
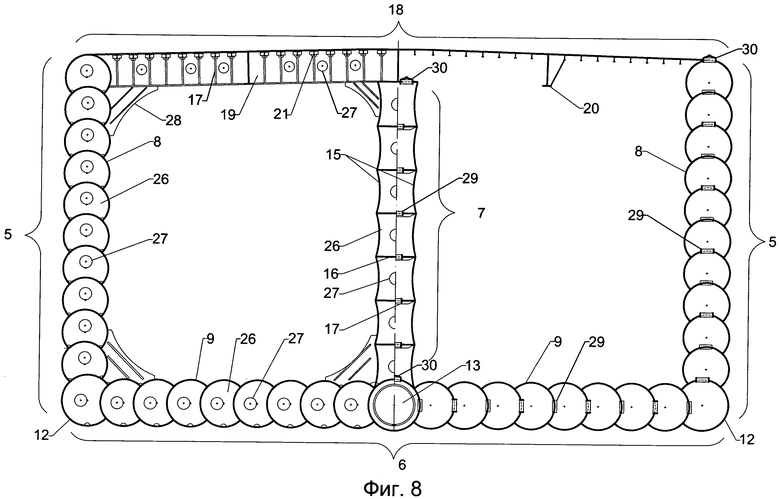
- на фиг.8 представлена схема поперечного сечения двойного корпуса судна, в котором наряду с двойными бортами и днищем предлагаемой конструкции применена продольная переборка с двойной зашивкой, аналогичной использованной в патенте США №5086723;
- на фиг.2-8 в приведенных схемах поперечного сечения двойного корпуса судна представлена возможность использования различных конструктивных вариантов туннельного киля - коробчатого или цилиндрического;
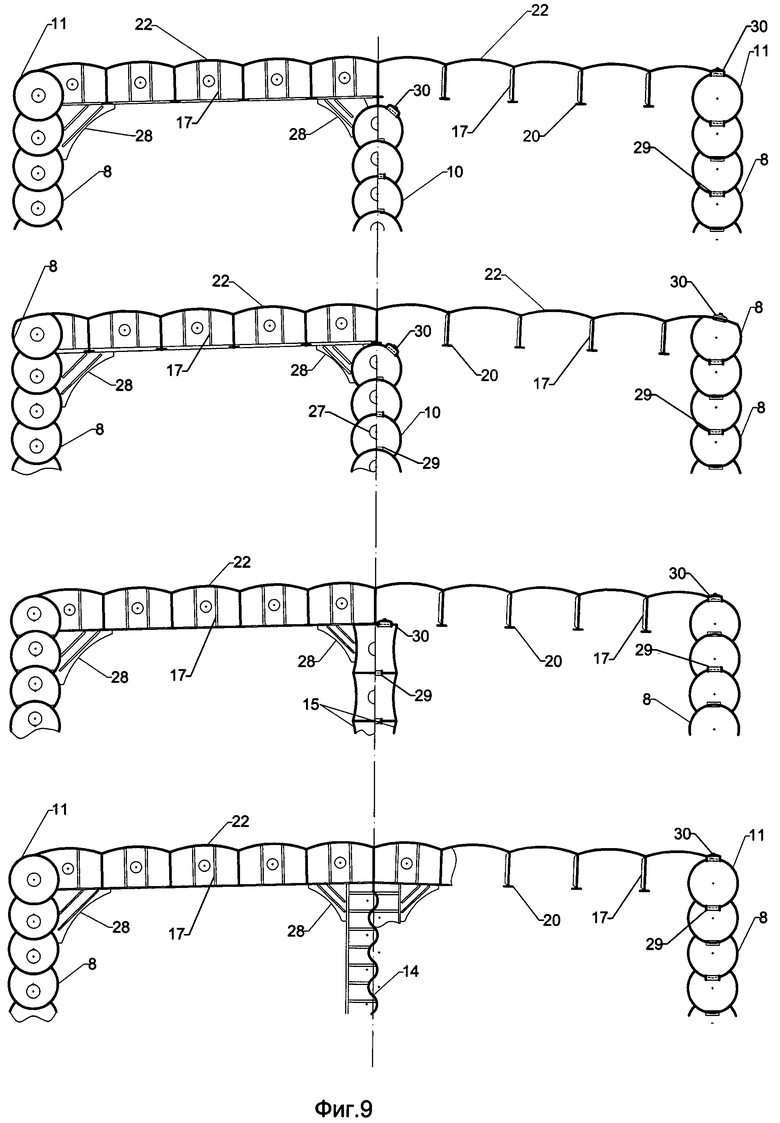
- на фиг.9 приведены схемы поперечного сечения двойного корпуса судна предлагаемой конструкции, в которых применена палуба с конструкцией, аналогичной использованной в патенте США №5086723, - с использованием криволинейных листов настила.
Корпус судна 1 (фиг.1) включает среднюю часть по длине 2 с постоянным поперечным сечением, носовую оконечность 3 и кормовую оконечность 4. Средняя часть корпуса 2 имеет двойную обшивку, носовая и кормовая оконечности 3 и 4 имеют обычную конструкцию с использованием одинарной обшивки. Борта 5, днище 6 и продольная переборка 7 средней части корпуса 2 с постоянным поперечным сечением сформированы соответственно из одного ряда панелей 8, 9 и 10, состоящих из листов с цилиндрической кривизной и имеющих в поперечном сечении форму круговой дуги длиной более 180° (фиг.2-6), при этом возможна различная ориентация указанных панелей (фиг.2 и 3), а также использование отдельных панелей, имеющих в поперечном сечении форму замкнутой круговой дуги, т.е. цилиндров 11, 12 и 13 (фиг.4-5). В пределах борта, днища и продольной переборки соответствующие ряды панелей имеют одинаковые диаметры, использование панелей одного диаметра для всех указанных элементов корпуса обеспечивает наиболее высокую степень их стандартизации.
Диаметр скуловой панели 12 обеспечивает необходимую стыковку панелей борта и днища по условиям их компоновки (рис.2-8).
Для продольной переборки 7, кроме панелей 10 предлагаемой конструкции, могут быть использованы известные конструкции, например, с плоской или гофрированной зашивкой 14 и подкрепляющим набором (фиг.7) или с двойной зашивкой по патенту-прототипу США №5086723 - из двух рядов листов (панелей) 15 с относительно небольшой цилиндрической кривизной, соединенных стрингерами 16 из плоских листов с поперечными ребрами жесткости 17 (фиг.8).
Для предлагаемого двойного корпуса палуба 18 может быть традиционной конструкции, т.е. с настилом из плоских листов, подкрепленных рамными бимсами 19, карлингсами 20 и продольными ребрами жесткости 21 (фиг.2-8), или с использованием технического решения по патенту-прототипу США №5086723 - с настилом из листов (панелей) 22 с относительно небольшой цилиндрической кривизной, подкрепленных карлингсами 20 с ребрами жесткости 17 (фиг.9).
В отличие от патента-прототипа США №5086723, в вариантах продольной переборки и палубы с использованием листов (панелей) 15 и 22 с относительно небольшой цилиндрической кривизной в настоящем изобретении их геометрическая характеристика уточнена: длина круговой дуги поперечного сечения листов принята меньшей 180°.
Верхние панели 8 или 11 борта 5 и верхние панели 10 или 15 продольной переборки 7 соединены сваркой с палубой 18 из плоских листов (фиг.2-8) или с палубой из криволинейных листов 22 (фиг.9). Нижние панели 8 борта опираются и приварены к внешней стороне скуловых панелей 12 (фиг.2-8). Нижние панели 10 продольной переборки 7 опираются и приварены к туннельному килю коробчатой конструкции 23 из плоских листов, подкрепленных набором (фиг.2-5, 7), или трубчатой конструкции 13, изготовленному из круговых панелей, подкрепленных набором (фиг.6). Размеры туннельного киля, кроме размещения балластных трубопроводов, обеспечивают необходимую стыковку с ним днищевых панелей 9 и переборочных панелей 10.
В зависимости от протяженности грузовых трюмов 24 части судна с постоянным поперечным сечением 2, ограниченных поперечными переборками 25 (фиг.1), внутри панелей 8-13 и 15 для обеспечения их необходимой прочности предусматривается установка бракет 26 с облегчающими отверстиями 27 (фиг.2-9).
Толщины листов с цилиндрической кривизной, из которых собираются панели 8-13, 15 и 22, принимаются из условий обеспечения общей прочности корпуса при изгибе в условиях плавания и местной прочности элементов конструкции корпуса от внешней гидростатической и динамической нагрузки и нагрузки от перевозимого груза и жидкого балласта. При этом учитывается целесообразность обеспечения минимального количества типоразмеров создаваемых листов и панелей из них.
Процесс создания двойного корпуса предлагаемой конструкции включает изготовление стальных листов с цилиндрической кривизной для сборки панелей 8-13, имеющих в поперечном сечении круговую дугу длиной более 180° и являющихся основным элементом предлагаемой конструкции двойного корпуса. Для судов с двойным корпусом, например для танкеров дедвейтом от 60000 до 300000 т, ширина междубортного и внутрипереборочного пространства и высота междудонного пространства может составлять около 1,8-2,3 м. Периметр поперечного сечения панелей 8-13, изогнутых по такому диаметру и имеющих в поперечном сечении круговую дугу длиной, например, около 250-300°, существенно превышает стандартную ширину выпускаемых листов из судостроительной стали. Поэтому каждая панель требует использования двух стальных листов стандартного сортамента. Заготовленные стальные листы пропускаются длинной кромкой через гибочные вальцы для образования необходимой кривизны. Затем эти листы свариваются в кондукторе по двум смежным длинным кромкам с образованием единой панели, имеющей в поперечном сечении круговую дугу с некоторым запасом по отношению к принятой длине, после чего кромки панели обрезаются в кондукторе в чистый размер.
Для изготовления панелей 15 продольной переборки и панелей 22 палубы при использовании для каждой из них листов с длиной круговой дуги поперечного сечения менее 180° (фиг.8, 9) достаточно использования одного стального листа стандартной ширины. Процесс изготовления этих панелей из заготовленных листов аналогичен описанному выше для панелей 8-13, отличие состоит в относительно меньшей кривизне панелей (листов) 15 и 22.
Панели 8-13 могут быть разными или одинаковыми по радиусу кривизны, длинам круговой дуги в их поперечном сечении и толщинам для двойных бортов 5, днища 6 и продольной переборки 7, обеспечивая ту или иную степень стандартизации конструктивных элементов корпуса. Эти панели после установки и приварки внутри них, при необходимости, бракет 26 являются основными объемными конструктивными элементами, из которых в дальнейшем формируются секции борта 5, днища 6 и продольной переборки 7. Для обеспечения доступа внутрь бортовых, днищевых, скуловых и переборочных панелей в процессе строительства, ремонта или обследования в период эксплуатации судна в них предусмотрены переходные отверстия 29 с комингсами, а в верхних панелях - водонепроницаемые люки 30; водонепроницаемый люк предусмотрен также для доступа в туннельный киль коробчатой 23 или трубчатой 13 конструкции, объем которого может использоваться иначе, чем объем двойного дна и двойных бортов (фиг.2-9). Отверстия 29 также обеспечивают симметричность затопления и осушения междудонного и междубортного пространства при приеме и откачке чистого балласта.
Отдельные секции туннельного киля 23 коробчатой конструкции (фиг.2-5, 7-8) собираются из четырех панелей, изготовленных из плоских листов, подкрепленных поперечными ребрами жесткости. Изготовление туннельного киля трубчатой конструкции 13 из круговых панелей (фиг.6) осуществляется с предварительной гибкой листов и их сваркой в кондукторе, технологически аналогичных используемым при изготовлении бортовых, днищевых и переборочных панелей 8-10; затем внутри этих круговых килевых панелей приваривается подкрепляющий набор.
При применении палубы 18 обычной конструкции с плоскими листами обшивки (фиг.2-8), подкрепленной поперечным и продольным пересекающимся набором, на всех стадиях изготовления ее секций используются известные технологические операции. При применении палубы с использованием листов 22 (фиг.9), длина круговой дуги поперечного сечения которых менее 180°, ее изготовление производится с использованием известных технических решений, например, указанных в патенте-прототипе США №5086723.
Описанные выше объемные панели борта 5, днища 6 и продольной переборки 7, длина круговой дуги поперечного сечения которых превышает 180°, собираются в бортовые, днищевые и переборочные секции путем приварки кромок одних панелей к выпуклой внешней стороне смежных панелей. При сборке секций в модули обеспечивается стыковка и сварка:
- нижних панелей 8 секций борта 5 - со скуловыми панелями 12, включенными в секции днища 6 (фиг.2-8);
- нижних панелей 10 секций продольной переборки 7 - с туннельным килем 23 (фиг.2-5) или 13 (фиг.6);
- крайних листов секций плоской палубы 18 (фиг.2-8) или крайних листов 22 палубы, имеющих в поперечном сечении круговую дугу менее 180° (фиг.9), и рамных бимсов 19 - с верхними панелями 8 или 11 секций борта;
- карлингса 20 в диаметральной плоскости корпуса - с верхним элементом секции использованной продольной переборки 7: панелью 10 (фиг.2-6, 9), плоской или гофрированной одинарной зашивкой 14 (фиг.7) или стрингером 16 секции двойной переборки с криволинейными панелями 15 (фиг.8, 9).
При этом для обеспечения необходимой заделки смежных конструкций устанавливается необходимое количество книц 28.
Каждый модуль корпуса заканчивается поперечной переборкой 25 (фиг.1), привариваемой:
- по своему контуру - к обращенной внутрь корпуса внешней стороне бортовых панелей 8 или 11, днищевых панелей 9 и скуловых панелей 12 и к палубе из плоских листов 18 (фиг.2-8) или из криволинейных листов 22 (фиг.9);
- в районе диаметральной плоскости, в зависимости от принятой конструкции продольной переборки 7, - к внешней стороне панелей 10 (фиг.2-6), плоской или гофрированной одинарной зашивке 14 (фиг.7), панелям 15 и 16 (фиг.8), а в зависимости от принятой конструкции туннельного киля - к внешней стороне элементов коробчатого киля 23 (фиг.2-5, 7) или трубчатого киля 13 (фиг.6, 8).
Средняя часть двойного корпуса 2 с постоянным поперечным сечением создается из последовательно присоединяемых друг к другу по длине сваркой одинаковых модулей, собираемых из секций, которые состоят из описанных выше объемных панелей. При этом каждый из модулей образован из пяти видов секций:
- 1 секции туннельного киля коробчатой 23 или трубчатой 13 конструкции,
- 2 секций днища 6, включающих 2 панели скулы 12,
- 2 секций борта 5,
- 1 секции продольной переборки 7,
- 1 секции палубы из плоских листов 18 или из листов с цилиндрической кривизной 22.
Используемые в секциях днища, борта и продольных переборок панели 8-13 в необходимых случаях могут приниматься одинаковыми по форме и габаритам; толщина листов в этих панелях или в их части также в обоснованных случаях может приниматься одинаковой. Максимальная степень стандартизации обеспечивается в случае использования в секциях стандартных панелей для днища, борта и продольной переборки.
Завершение создания корпуса 1 судна обеспечивается путем присоединения сваркой к собранной из указанных модулей средней части корпуса 2 с постоянным поперечным сечением и двойной обшивкой модулей носовой и кормовой оконечностей 3 и 4 (фиг.1).
По сравнению с конструкцией двойного корпуса с внешней и внутренней обшивкой из двух рядов листов с относительно небольшой цилиндрической кривизной, используемых в патенте США №5086723, принятом в качестве прототипа, предлагаемая в настоящем изобретении конструкция с использованием предпочтительных технических решений обеспечивает следующие преимущества при создании средней части корпуса судна, имеющей постоянное поперечное сечение:
- исключаются такие многочисленные и в целом достаточно трудоемкие конструктивные элементы, как бортовые, днищевые и переборочные стрингеры из плоских пластин, подкрепленных ребрами жесткости;
- конструктивные особенности используемых панелей с относительно большой цилиндрической кривизной позволяют сформировать каждую ячейку двойного борта, днища или продольной переборки с помощью одного объемного элемента, в то время как в конструкции-прототипе для формирования одной ячейки необходимо использовать две панели из листов с относительно небольшой цилиндрической кривизной и одну панель из плоского листа, подкрепленного поперечными ребрами жесткости;
- за счет меньшей номенклатуры конструктивных элементов существенно уменьшается количество корпусозаготовительных и сборочных операций, при этом объем сварки средней части корпуса с постоянным поперечным сечением уменьшается на 6-8%;
- за счет лучшего использования металла для обеспечения общей и местной прочности металлоемкость средней части корпуса с постоянным поперечным сечением уменьшается на 5-7%;
- в отличие от конструкции прототипа в предлагаемой конструкции нет узлов, требующих создания уникального сварочного оборудования для выполнения Т-образных соединений одновременно трех элементов корпуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС ТАНКЕРА ДЛЯ НАЛИВНЫХ ГРУЗОВ | 2005 |
|
RU2286914C1 |
| ПОЛИЦИЛИНДРИЧЕСКИЙ ПРОЧНЫЙ КОРПУС МОРСКОГО ТЕХНИЧЕСКОГО СРЕДСТВА | 1997 |
|
RU2116926C1 |
| Корпус судна | 1989 |
|
SU1763284A1 |
| БОРТОВОЕ ПЕРЕКРЫТИЕ | 1992 |
|
RU2068367C1 |
| СПОСОБ ТРАНСПОРТИРОВКИ НАЛИВНЫХ ГРУЗОВ (ВАРИАНТЫ) | 2005 |
|
RU2286915C1 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| СУДНО НА ВОЗДУШНОЙ ПОДУШКЕ | 1999 |
|
RU2154586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Способ изготовления сварной панельной конструкции | 1990 |
|
SU1724509A1 |
| ПРОТИВОПОЖАРНЫЙ КАТЕР | 2004 |
|
RU2272663C1 |
Изобретение относится к судостроению и касается создания корпусов судов с двойной стальной обшивкой бортов в средней части для перевозки грузов, опасных для внешней среды, при требуемых больших раскрытиях палубы и при размещении чистого балласта в междубортном и междудонном пространствах. Корпус судна имеет борта, днище, палубу, продольную и поперечные переборки и расположенный между его носовой и кормовой оконечностями участок с постоянным поперечным сечением. В его пределах борта, днище и продольная переборка имеют двойную обшивку, выполненную из последовательно соединенных друг с другом сваркой панелей из листов с цилиндрической кривизной. Двойная обшивка бортов, днища и продольной переборки в поперечном сечении корпуса сформирована из одного ряда панелей, состоящих из листов с цилиндрической кривизной и имеющих в поперечном сечении форму круговой дуги длиной более 180°, при этом продольные кромки одних панелей приварены по образующей к выпуклой стороне смежных панелей. Изобретение позволяет упростить технологию строительства судна, сократить номенклатуру используемых конструктивных элементов, трудоемкость, время и стоимость постройки двойного корпуса судна с обшивкой из предварительно изогнутых стальных листов. 7 з.п. ф-лы, 9 ил.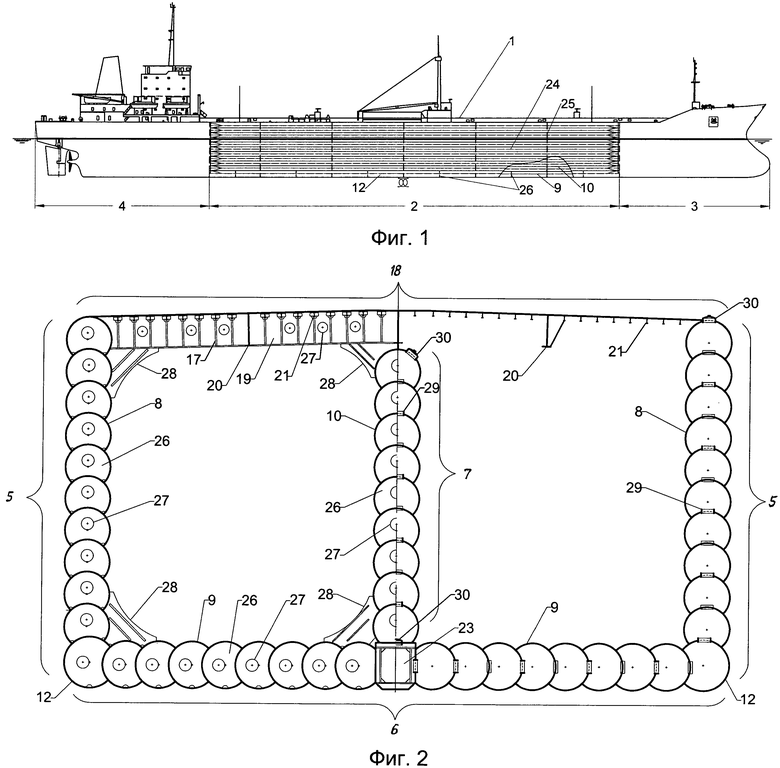
1. Корпус судна, включающий борта, днище, палубу, продольную и поперечные переборки и имеющий в своем составе расположенный между его носовой и кормовой оконечностями участок с постоянным поперечным сечением, в пределах которого его борта, днище и продольная переборка имеют двойную обшивку, выполненную из последовательно соединенных друг с другом сваркой панелей из листов с цилиндрической кривизной, отличающийся тем, что двойная обшивка бортов, днища и продольной переборки в поперечном сечении корпуса сформирована из одного ряда панелей, состоящих из листов с цилиндрической кривизной и имеющих в поперечном сечении форму круговой дуги длиной более 180°, при этом продольные кромки одних панелей приварены по образующей к выпуклой стороне смежных панелей.
2. Корпус судна по п.1, отличающийся тем, что настил палубы выполнен из плоских листов.
3. Корпус судна по п.1, отличающийся тем, что настил палубы выполнен из панелей, состоящих из одного ряда листов с цилиндрической кривизной и имеющих в поперечном сечении форму круговой дуги длиной менее 180°.
4. Корпус судна по п.1, отличающийся тем, что поперечные переборки судна, расположенные в пределах части корпуса с двойной обшивкой, по своему внешнему контуру приварены к обращенной внутрь корпуса внешней стороне одного ряда бортовых и днищевых панелей, состоящих из листов с цилиндрической кривизной и имеющих в поперечном сечении форму круговой дуги длиной более 180°, а в районе диаметральной плоскости приварены к внешним сторонам одного ряда аналогичных панелей продольной переборки.
5. Корпус судна по п.1, отличающийся тем, что верхние панели правого и левого бортов и продольной переборки, состоящие из листов с цилиндрической кривизной и имеющие в поперечном сечении форму круговой дуги длиной более 180°, соединены сваркой с палубой, а нижние из указанных панелей правого и левого бортов и продольной переборки соединены сваркой с днищем.
6. Корпус судна по п.1, отличающийся тем, что часть корпуса с постоянным поперечным сечением в зависимости от расстояния между поперечными переборками для обеспечения прочности снабжена поперечными подкреплениями, включающими:
рамные флоры и рамные шпангоуты, образованные бракетами, установленными в одной поперечной плоскости внутри бортовых, днищевых и переборочных панелей, состоящих из листов с цилиндрической кривизной и имеющих в поперечном сечении форму круговой дуги длиной более 180°, и приваренными к ним;
кницы, установленные в районе стыков борта, днища, палубы и продольной переборки и приваренные к смежным конструкциям в месте установки.
7. Корпус судна по пп.1-6, отличающийся тем, что часть корпуса с постоянным поперечным сечением сформирована из одинаковых модулей, последовательно присоединенных друг к другу по длине сваркой, каждый из которых включает часть двойного днища, двойного борта, двойной продольной переборки, палубы и одну поперечную переборку.
8. Корпус судна по п.7, отличающийся тем, что к части корпуса с постоянным поперечным сечением присоединены сваркой носовая и кормовая оконечности с одинарной обшивкой.
| US 5086723 A, 11.02.1992 | |||
| RU 2005133141 А, 10.05.2007 | |||
| US 3640237 A, 08.02.1972. |

