Настоящее изобретение в целом относится к карточкам, таким как трансакционная карточка (карта) и, в частности, к изготовлению и использованию оптически распознаваемой прозрачной или полупрозрачной трансакционной карточки, которая может содержать голограмму, магнитную полосу или интегральную схему, а также иные компоненты трансакционной карточки.
Уровень техники
Распространение трансакционных карточек, которые дают возможность держателю карточки производить оплату в кредит, а не наличными, началось в США в начале 50-х годов. Первые трансакционные карточки были предназначены для использования в элитных ресторанах и отелях привилегированными клиентами. С появлением пластиковых кредитных карточек использование трансакционных карточек быстро распространилось за пределы Соединенных Штатов в Европу, а затем и по всему миру. Трансакционные карточки не только являются носителем информации, но также обычно позволяют потребителю платить за товары и услуги, не имея при себе наличных денег, либо, в случае нужды в наличных деньгах, трансакционные карточки дают возможность потребителю получить наличные деньги через банковские автоматы (банкоматы). Использование трансакционных карточек снижает риск потери наличных в результате воровства и позволяет реже производить обмен валюты при путешествиях за рубежом. Благодаря преимуществам, которые дает использование трансакционных карточек, сегодня ежегодно производится и эмитируется сотни миллионов карточек, в результате чего компаниям необходимо вводить отличия своих карточек от карточек конкурентов.
Первоначально на карточки тиснением наносилась информация о наименовании эмитента, имени держателя карточки, номере карточки и сроке ее действия. Кроме того, на обратной стороне карточки обычно имелось поле для подписи, где держатель карточки оставлял подпись для защиты от подделки или внесения изменений. Таким образом, первые карточки просто служили источником данных для торговцев, и единственным средством защиты карточки было сопоставление подписи держателя карточки на карточке с подписью на расписке, вместе с оттисненным на карточке именем держателя карточки. Многие торговцы, однако, часто забывали сравнить подпись на расписке с подписью на карточке.
Благодаря популярности трансакционных карточек, многочисленные компании, банки, авиакомпании, торговые группы, спортивные команды, клубы и другие организации разработали свои собственные трансакционные карточки. При этом многие компании постоянно стремились разнообразить свои трансакционные карточки и расширить свою долю рынка, не только предлагая более привлекательные условия финансирования или более низкие вступительные взносы, но также и благодаря уникальным, эстетически привлекательным, особенностям трансакционных карточек. При этом многие трансакционные карточки содержали не только информацию о личности держателя и счете, но также несли графические изображения, рисунки, фотографии и имели защитные элементы. Современным защитным элементом является введение в трансакционную карточку дифракционной решетки или голографического изображения, которые создают впечатление объемности и которые существенно ограничивают возможность подделки или копирования трансакционных карточек, поскольку для создания голограмм требуются очень сложные установки и оборудование. Голограммы получаются при наложении на фотоэмульсию двух или более световых пучков, а именно объектного пучка и опорного пучка, для регистрации интерферограммы, возникающей при интерференции пучков света. Объектный пучок представляет собой когерентный пучок, отраженный от регистрируемого объекта или прошедший сквозь регистрируемый объект, например изображение логотипа компании, глобуса, знака или животного. Опорным пучком обычно является когерентный, коллимированный пучок света со сферическим волновым фронтом. После регистрации интерферограммы опорный пучок с той же длиной волны используется для создания голографического изображения путем восстановления изображения из интерферограммы.
В обычных условиях, однако, подобный лазерный пучок для восстановления изображения из интерферограммы на карточке отсутствует. При этом должна обеспечиваться возможность наблюдения голограммы в обычном белом свете. Поэтому, когда на трансакционную карточку записывается голограмма, изображение, подлежащее регистрации, помещается вблизи поверхности подложки для того, чтобы получившуюся голограмму можно было увидеть в обычном белом свете. Такие голограммы называются отражательными поверхностными голограммами или радужными голограммами. Отражательные голограммы можно изготавливать в больших количествах на металлической фольге и затем наносить на трансакционную карточку. Кроме этого, введение голограмм в трансакционные карточки представляет собой более надежный способ определения подлинности трансакционной карточки в обычном белом свете при наблюдении создаваемой голограммой иллюзии глубины и игры цветов.
В связи с расширением использования трансакционных карточек возросло также и количество спорных дел, связанных с организацией применения карточек и их защиты, касающихся, например, исков, кредитов, торговых сделок, мошенничества, возмещения убытков и пр. Поэтому индустрия трансакционных карточек стала разрабатывать все более совершенные трансакционные карточки, которые позволяли использовать электронное считывание, передачу и подтверждение данных трансакционной карточки для различных применений. Для удовлетворения потребностей рынка в расширении возможностей, функциональности и степени защиты были разработаны, например, карточки с магнитной полосой, оптические карточки, смарт-карточки, визитные карточки и суперсмарт-карточки. Нанесение на обратной стороне трансакционной карточки магнитной полосы позволило вдобавок к визуальной информации хранить цифровые данные, пригодные для машинного считывания. При этом устройство для считывания магнитного кода вместе с карточкой, имеющей магнитную полосу, используется для передачи в реальном масштабе времени в главный компьютер данных о покупке от кассового аппарата и данных, хранящихся в магнитной полосе, например информации о счете и сроке действия.
Вследствие того, что магнитная полоса не защищена от подделок и не обеспечивает конфиденциальности информации, а также из-за проблем, связанных с передачей данных в главный компьютер, были разработаны интегральные схемы, предназначенные для использования в трансакционных карточках. Эти карточки с интегральными схемами (ИС), называемые смарт-карточками (или смарт-картами), показали свою высокую надежность в самых разных применениях благодаря усовершенствованной защите и функциональной гибкости.
По мере развития карточек с магнитной полосой и смарт-карточек, возникла потребность создания международных стандартов в этой области. Стандартами ISO 7810 и ISO 7811 Международной Организации по Стандартизации (ISO) были нормированы физические размеры карточек, признаки (элементы) и зоны тиснения. Идентификация эмитента, расположение составных частей, требования к кодировке, технология записи были определены стандартами ISO 7812 и ISO 7813, а требования к карточке с интегральной схемой - стандартом ISO 7813. Например, стандарт ISO 7811 определяет требования к магнитной полосе, которая должна представлять собой 0,5-дюймовую (12,7 мм) полосу, расположенную либо на лицевой, либо на оборотной поверхности карточки, разделенную на три продольных параллельных дорожки. Первая и вторая дорожки предназначены для хранения только считываемых данных и позволяют записать, соответственно, до 79 буквенно-цифровых знаков и 40 цифровых знаков. Третья дорожка отведена для финансовых операций и содержит в закодированной форме личный идентификационный номер пользователя, код страны, код валюты, разрешенные на операцию суммы, вспомогательные счета и ограничения. Дополнительную информацию, касающуюся свойств и особенностей трансакционных карточек, можно найти, например, в книгах "Смарт-карты" Х.Л.Зореда (Jose Luis Zoreda) и Х.М.Отона (Jose Manuel Oton), 1994 г.; Справочник Смарт-карт У.Ранкла (W.RankI) и У.Эффинга (W.Effing), 1997 г., и различных стандартах ISO по трансакционным карточкам, имеющимся в Национальном Институте Стандартизации США (ANSI, 11 West 42nd Street, New York, NY 10036), причем полное содержание всех этих публикаций включено в настоящее описание путем ссылки.
Введение в трансакционные карточки компонентов, обеспечивающих машинное считывание, способствовало распространению устройств, упрощающих проведение операций, путем автоматического считывания с трансакционной карточки и записи на нее. К таким устройствам относятся, например, сканеры штрих-кода, терминалы электронных платежей в месте продажи, банковские автоматы (банкоматы) и устройства, активизируемые посредством карточки. Что касается банкоматов, то общее число проданных в 1999 г. банкоматов составило 179274 (согласно отчетам Нильсона), включая банкоматы, выпущенные главными производителями банкоматов, а именно NCR (138-18 231st Street, Laurelton, New York 11413 (США)), Diebold (5995 Mayfair, Northy Canton, Ohio 44720-8077 (США)), Fujitsu (11085 N.Torrey Pines Road, La Jolla, Califirnia 92037 (США)), Omron (Япония), OKI (Япония) и Triton.
Для многих устройств, принимающих карточки, необходимо, чтобы при введении в устройство трансакционной карточки в устройстве можно было совместить его считывающую головку с соответствующей частью трансакционной карточки. В частности, во многих банкоматах требуется, чтобы трансакционная карточка была введена достаточно глубоко в щель банкомата. После введения карточки в щель, специальным механическим устройством, которое может входить в состав банкомата, карточка втягивается дальше в щель банкомата. Для активизации банкомата в нем обычно имеется датчик, например фототранзистор и светоизлучающий диод (светодиод), который освещает светом поверхность карточки, а фототранзистор принимает свет светодиода. Карточка не пропускает инфракрасное излучение на фототранзистор, тем самым показывая, что присутствие карточки обнаружено. Обычно используемый в банкомате светодиод представляет собой инфракрасный (ИК) светодиод - источник излучения с длиной волны в диапазоне, приблизительно, 820-920 нм или 900-1000 нм (см. Фиг.5), уровень которого в окружающем свете недостаточен для срабатывания фототранзисторного датчика. Кривая спектральной чувствительности типичного фототранзистора находится в пределах 400 нм - 1100 нм (см. Фиг.6). Видимый свет, однако, занимает спектральный диапазон приблизительно 400 нм - 700 нм, а относительная спектральная чувствительность фототранзистора составляет приблизительно 60% на длине волны 950 нм, и 90% на длине волны 840 нм. Таким образом, видимый свет не используется в аналого-цифровом алгоритме. Более того, согласно требованию п.8.10 ISO 7810, все карточки, предназначенные для машинного считывания, должны иметь оптическую плотность на пропускание в диапазоне 450 нм - 950 нм более 1,3 (пропускание менее 5%), а в диапазоне 950 нм -1000 нм более 1,1 (пропускание менее 7,9%).
Для того чтобы карточка была обнаружена банкоматом, путь свету обычно преграждается самой карточкой. Кроме того, количество света, не пропускаемого карточкой, связано с параметрами напряжения, получаемого в результате аналого-цифрового преобразования. Диапазон рабочих напряжений датчика обычно лежит в пределах от 1,5 В до 4,5 В. Когда карточка вводится в датчик, напряжение падает до уровня менее 1,5 В, указывая на присутствие карточки в системе транспортировки (протяжки).
После того как карточка обнаружена фототранзистором, устройство для считывания магнитного кода сканирует магнитную полосу и считывает информацию, записанную на магнитной полосе. Изготовителями светодиодного датчика в банкомате являются, например, японские фирмы Omron и Sankyo-Seiki (4800 great America Parkway, Suite 201, Santa Clara, Califirnia 95054 (США)).
Как упоминалось выше, трансакционные карточки и устройства для считывания обычно соответствуют различным стандартам ISO, в которых конкретно указывается расположение данных на карточке и ее составных частей. Однако вследствие того, что многочисленные компании производят различные варианты банкоматов, положение датчика внутри банкомата не нормируется требованиями стандарта. В прошлом, изменение положения датчика внутри банкомата не влияло на его способность обнаруживать присутствие трансакционной карточки, поскольку трансакционная карточка имела практически непрозрачную поверхность и любая часть непрозрачной трансакционной карточки могла преградить путь излучению ИК-светодиода и активизировать фототранзистор ввода карточки. В последнее время, однако, пытаясь создать уникальные изображения и выполнить требования потребителя, компании разрабатывают прозрачные или полупрозрачные трансакционные карточки. При использовании прозрачной карточки часто не происходит активации фототранзистора ввода карточки, поскольку излучение ИК-светодиода недостаточно хорошо отражается от прозрачной поверхности и просто проходит сквозь карточку и принимается фототранзистором. Поэтому устройство не может обнаружить присутствие карточки и блокирует оборудование.
Пытаясь решить эту проблему, компании посредством печати формировали непрозрачные участки на прозрачных карточках, чтобы создать непрозрачные участки для активации вводного датчика банкоматов. Однако из-за упомянутых выше различий в расположении датчиков во многих банкоматах, при использовании непрозрачных участков ограниченного размера на прозрачных карточках не происходило срабатывания датчика во многих банкоматах. В качестве другого варианта решения компании пытались ввести линзу в трансакционную карточку, пытаясь изменить направление света от светодиода. Однако в процессе изготовления карточки, который часто связан с воздействием сильных давлений и температур, поверхность линзы подвергалась бы повреждению и разрушению. При этом существует потребность в прозрачной или полупрозрачной трансакционной карточке, от которой может срабатывать датчик ввода, который может взаимодействовать с карточкой в разных местах.
Далее, в процессе изготовления карточки, карточки должны обнаруживаться на сборочной линии для точного подсчета числа карточек, изготовленных за заданный интервал времени. Для подсчета карточек на многих сборочных линиях, изготавливающих карточки, используются счетчики со светодиодными датчиками, сходными с датчиками банкоматов, которые считают карточки по отраженному свету светодиода от непрозрачной поверхности карточки. При изготовлении прозрачных трансакционных карточек существуют те же ограничения, что и в банкоматах, состоящие в том, что луч светодиода не отражается, или недостаточно хорошо поглощается прозрачной поверхностью. Таким образом, нужна прозрачная карточка, которую можно было бы изготавливать на существующих сборочных линиях. Аналогичные проблемы возникают и тогда, когда происходит обрезка карточки до окончательного размера.
Несмотря на то, что существующие системы могут обеспечить идентификацию и обнаружение объектов, большинство имеет ряд недостатков. Например, идентификационные признаки, обнаруживаемые в ультрафиолетовом или видимом свете и т.д., зачастую плохо видны, требуют определенного осветительного оборудования, и обычно для них необходимо определенное расстояние между объектом и обнаруживающим устройством. Кроме того, использование определенных типов пластика, бумаги или другого материала, содержащего идентификационный знак, может быть ограничено характеристиками конкретного распознающего устройства. Например, непрозрачные материалы обычно деактивируют фототранзисторы в банкоматах, не пропуская свет как в видимом (ближнем ИК), так и дальнем ИК-диапазонах. Более того, введение обнаруживаемого или идентифицируемого признака в карточку требует использования отдельного материала или технологической операции в процессе изготовления карточки. Введение нового материала или технологической операции часто требует дорогостоящей модификации существующего оборудования, либо нового оборудования, и часто увеличивает продолжительность изготовления карточки.
Примером уровня техники может служить патент US-A-5010243, в котором раскрывается технология, не относящаяся к аналогам изобретения; а именно, в US-A-5010243 описывается способ оптической записи и считывания данных с использованием когерентных источников света. В US-A-5010243 не раскрывается требуемая функция или признак нанесения на полупрозрачную или прозрачную карточку покрытия материала, который позволяет обнаруживать составную карточку, например, ИК-детектором карточек в банкомате, при этом в основном сохраняя оптическую полупрозрачность или прозрачность для видимого света. В самом деле, "отражающая металлическая пленка", раскрытая в US-A-5010243, не обладает оптической прозрачностью, вследствие чего составная карточка для записи, являющаяся предметом изобретения в US-A-5010243, не может быть полупрозрачной или прозрачной карточкой в видимом свете.
С другой стороны, в японском патенте JP-A-01004943, выданном Такуджи (Takuji), раскрывается карточка для записи данных, в центральной части которой хранятся данные в форме штрихового кода, считываемого в ИК-лучах, так, что данные могут быть считаны с карточки, в то время как данные остаются практически прозрачными для видимого света. Поскольку свойством отражать ИК-свет обладает, согласно патенту, только считываемый ИК-лучами штриховой код данных на записывающей карточке, у Такуджи отсутствует описание требуемого признака покрытия полупрозрачной или прозрачной карточки материалом, обнаруживаемым в ИК-лучах, позволяющего обнаруживать составную карточку бесконтактным датчиком устройства, принимающего карточки.
Сущность изобретения
Настоящее изобретение относится к процессу изготовления прозрачной или полупрозрачной трансакционной карточки, имеющей один или более элементов, например, голографическую фольгу, чип интегральной микросхемы, блестящую магнитную полосу с текстом на магнитной полосе, оптический клин, оптически распознаваемую краску (печатную) или пленку в конструкции карточки, полупрозрачное поле подписи, когда подпись на обратной стороне карточки видна с лицевой стороны, и дату "действует до.." на лицевой стороне карточки. Карточка распознается оптическими средствами благодаря невидимым или прозрачным инфракрасным (чувствительным к инфракрасному излучению) краске или пленке, которые распределены по поверхности карточки, благодаря чему карточка не пропускает (поглощает, преломляет, рассеивает и/или отражает) инфракрасный свет и пропускает любой другой свет. В частности, когда трансакционная карточка введена в банкомат, световой луч от инфракрасного светодиода не пропускается инфракрасной краской или пленкой, тем самым деактивируя фототранзистор. Более того, в процессе изготовления трансакционных карточек, в случае оптически распознаваемых карточек, с использованием луча инфракрасного светодиода распознающего устройства, контрольного устройства или счетчика, можно подсчитать количество изготовленных на сборочной линии трансакционных карточек.
В соответствии с вышесказанным, предлагается карточка для финансовых трансакций, в основном прозрачная для видимого света, содержащая по крайней мере одну полупрозрачную и/или прозрачную поверхность карточки, и машиночитаемую структуру, содержащую материал, обладающий свойством не пропускать инфракрасный свет и в основном пропускать видимый свет, причем машиночитаемая структура распределена по указанной поверхности с возможностью активации датчика независимо от положения поверхности карточки, с которой он взаимодействует.
Более конкретно, упомянутая карточка может относиться по крайней мере к одной из следующих карточек: идентификационная карточка, смарт-карточка, кредитная карточка, платежная карточка, дебетная карточка, карточка доступа, карточка для хранения информации, карточка для электронной торговли, документ, кредитный билет и ценные бумаги.
В предпочтительных вариантах осуществления изобретения упомянутая машиночитаемая структура содержит по крайней мере один из следующих компонентов: химическое соединение, краситель, слоистый материал, пигмент, капсулированный пигмент, покрытие, пленка, нить, пластик, краска, концентрат, термопластическая основа, волокно, бумага и пластинка. Машиночитаемая структура может также содержать крайней мере один из следующих компонентов: невидимый, видимый и окрашенный. Машиночитаемая структура может содержать оптически считываемый компонент, включающий инфракрасную краску. Машиночитаемая структура может содержать инфракрасную краску, имеющую от 0,001 до 40,0 мас.% активируемого инфракрасным излучением вещества. Машиночитаемая структура обладает по крайней мере одной из характеристик: задерживание, рассеивание, отражение, преломление и поглощение инфракрасного излучения. Машиночитаемая структура может содержать по крайней мере один из следующих компонентов: связующее вещество, поглотитель ультрафиолетового излучения, отражатель, антиоксидант, флуоресцентный осветлитель, преобразователь цвета и химическое вещество для управления параметрами текучести.
Перечень чертежей и иных материалов
Для лучшего понимания настоящего изобретения, к его подробному описанию и формуле прилагаются иллюстрирующие чертежи. Чертежи могут быть схематичными, с нарушением масштаба. В приведенных чертежах одни и те же номера ссылок или шаги относятся к аналогичным частям на всех чертежах.
На Фиг.1 представлен вид лицевой стороны, используемой в качестве примера трансакционной карточки, в соответствии с примером выполнения настоящего изобретения;
На Фиг.2 представлен вид обратной стороны, используемой в качестве примера трансакционной карточки, в соответствии с примером выполнения настоящего изобретения;
На Фиг.3 представлена блок-схема процесса изготовления карточки, в соответствии с примером выполнения настоящего изобретения;
На Фиг.4 представлен график зависимости отраженной и пропущенной энергии от длины волны для ИК-пленки, в соответствии с примером выполнения настоящего изобретения;
На Фиг.5 представлен кривая зависимости для типичного ИК (инфракрасного) светодиодного источника в банкомате с длиной волны в диапазоне приблизительно 820-920 нм или 900-1000 нм, в соответствии с примером выполнения настоящего изобретения;
На Фиг.6 представлена кривая спектральной чувствительности типичного фототранзистора, имеющего длину волны в диапазоне 400 нм - 1100 нм, в соответствии с примером выполнения настоящего изобретения;
На Фиг.7-12 представлены различные варианты выполнения слоев карточки, в соответствии с примером выполнения настоящего изобретения;
На Фиг.13 схематически представлено устройство используемого в качестве примера датчика внутри банкомата, в соответствии с примером выполнения настоящего изобретения;
На Фиг.14 представлен пример монитора отражения и пропускания с различными оптическими компонентами для контроля параметров ИК-пленки в процессе нанесения покрытия вакуумным испарением на поточной линии с перемоткой пленки, в соответствии с примером выполнения настоящего изобретения;
На Фиг.15 представлена используемая в качестве примера система для химического вакуумного осаждения пленки полиэтилентерефталата (ПЭТФ), в соответствии с примером выполнения настоящего изобретения;
На Фиг.16 представлены используемые в качестве примера варианты слоев для конструкции карточки, в соответствии с примером выполнения настоящего изобретения;
На Фиг.17 графически представлены примеры прочности связи пленки в виде зависимости усилия (кг/м) от связующего вещества для различных связующих веществ пленки, в соответствии с примером выполнения настоящего изобретения;
На Фиг.18 графически представлены примеры прочности связи на границе между пленками в виде зависимости усилия (кг/м) от вида границы для различных границ между пленками, в соответствии с примером выполнения настоящего изобретения;
На Фиг.19 представлены используемые в качестве примера ингредиенты ИК-краски, которые дают зеленый цвет, в соответствии с примером выполнения настоящего изобретения;
На Фиг.20 представлены результаты измерений, относящиеся к этим используемым в качестве примера зеленым карточкам, в соответствии с примером выполнения настоящего изобретения;
На Фиг.21 представлены используемые в качестве примера результаты испытаний банкомата при применении используемых в качестве примера зеленых карточек, в соответствии с примером выполнения настоящего изобретения;
На Фиг.22 представлен пример пропускания используемых в качестве примера зеленых карточек в виде графика зависимости пропускания (в процентах) от длины волны, в соответствии с примером выполнения настоящего изобретения;
На Фиг.23-31 представлены примеры результатов испытаний для различных вариантов выполнения карточек в виде зависимости пропускания (в процентах) от длины волны (в нм), в соответствии с примером выполнения настоящего изобретения.
Сведения, подтверждающие возможность осуществления изобретения
В целом, настоящее изобретение предназначено для распознавания и обнаружения различных изделий, когда эти изделия содержат материалы, включающие соединения, которые могут распознаваться машинными методами. К таким изделиям относятся, например, трансакционные карточки, документы, бумаги (кредитные билеты, ценные бумаги и т.п.) и/или подобные изделия. Материалы включают, например, покрытия, пленки, нити, пластики, краски, волокна, бумагу, пластинки и/или подобные материалы.
В приводимом в качестве примера варианте выполнения изобретения машиночитаемые структуры представляют собой оптически считываемые компоненты (соединения), содержащие ингредиенты, задерживающие инфракрасное излучение (поглощением, преломлением, рассеянием, отражением или иным путем). Оптически распознаваемые соединения могут быть невидимыми, видимыми или окрашенными для создания требуемого эффекта, и/или они могут содержать иные обнаруживаемые соединения, например обладать ультрафиолетовой или инфракрасной флюоресценцией. Желательно, чтобы оптические соединения обладали высокой стабильностью, прочностью, долговечностью и другими физическими свойствами, например привлекательным видом, упругостью, твердостью, плохой растворимостью, водостойкостью, коррозионной стойкостью, и стабильностью внешнего вида. Кроме этого, использование таких соединений обычно не создает помех использованию ультрафиолетовых составов, которые могут входить во многие вещества. Специалисту должно быть понятно, что оптически распознаваемым соединением является любое химическое вещество, раствор, краситель, краска, материал и/или что-либо другое, распознаваемое датчиком. В приводимом в качестве примера варианте выполнения оптически распознаваемой краской является инфракрасная краска, которая не пропускает, поглощает или отражает большую часть инфракрасного света, но пропускает свет на большинстве других длин волн.
В приводимом в качестве примера варианте выполнения, оптически считываемый компонент введен в материал в виде пленки, пластика, волокна, краски, концентрата, термопластичного или термореактивного связующего вещества, нити, пластинки и/или любой другой среды, которая содержит по весу приблизительно от 0,001 до 40,0 мас.% активируемого инфракрасным излучением соединения, полученного из органических или неорганических материалов. Инфракрасная краска может наноситься на карточку 5 (см. Фиг.1), например, с использованием технологии трафаретной печати, либо иным способом печати или нанесения покрытия, например литографией, глубокой печатью, флексографией, каландрованием, поливом, нанесением покрытия валиком и/или иным способом. В используемой в качестве примера технологии трафаретной печати применяется сушильное оборудование (ультрафиолетовое отверждение или конвекционный нагрев) и трафарет с удельным размером ячейки около 80 линий/см. Инфракрасная краска наносится печатью на любую часть по всей поверхности пластика карточки с использованием шелкографической печатной машины, как это описано ниже.
Поскольку глаз среднего человека при заданном уровне освещенности чувствует свет в диапазоне 400-770 нм, предпочтительно использовать инфракрасную краску на длинах волн более 770 нм, так как она не видна человеческому глазу при освещении обычным белым светом. При этом невидимый инфракрасный материал не будет заметно затенять прозрачную поверхность карточки 5. Кроме того, используемая в приводимом примере краска выдерживает воздействие температур приблизительно в интервале 200-400°F (93,3-204,4°С), которым карточка подвергается в процессе изготовления, и характеризуются сроком светоустойчивости (устойчивость краски к выцветанию или деградации в присутствии любого света, особенно ультрафиолетового) по крайней мере около трех лет при обычных условиях эксплуатации кредитной карточки. Кроме того, используемая в приводимом примере краска задерживает, поглощает или отражает излучение на длине волны ИК-светодиода, например, светодиода фирмы Sankyo Seiki, излучающего в диапазоне приблизительно 800-1000 нм. Используемая в приводимом примере краска также задерживает свет, попадающий на фототранзисторы, поэтому присутствие чистой карточки с краской обнаруживается операционным автоматом, например, захватывающим карточки банкоматом.
Используемые в качестве примера в настоящем изобретении машиночитаемые структуры содержат смесь самых разнообразных соединений. Активные соединения состоят из неорганических, металлоорганических или органических слоистых материалов или редкоземельных соединений, чаще всего окислов редкоземельных металлов, сероокисей или галоидоокисей. Поскольку эти соединения относительно инертны, то их влияние на эксплуатационные свойства конечного изделия минимально. Инфракрасные соединения содержат либо краску, слоистый материал, пигмент, и/или капсулированный пигмент, который распределен в специальной среде, которая может быть введена в самые разные конечные продукты. Размер частиц инфракрасных соединений таков, что позволяет оптимальным образом распределить или растворить материалы (пластик, нить, краска и пр.), обеспечивая равномерность их концентрации внутри изделий, куда они введены.
Известные распространенные инфракрасные материалы, содержащие слоистые диэлектрические или металлические материалы, или материалы с редкоземельными присадками, могут эффективно использоваться в качестве пигментов для соединений в соответствии с используемыми в качестве примера вариантами выполнения настоящего изобретения. При этом пигменты или красители поглощают энергию на определенных длинах волн и могут преобразовывать энергию с одной длиной волны в энергию с другой длиной волны. Преобразования или поглощения энергии могут происходить выше или ниже длины волны возбуждения в пределах электромагнитного спектра. Соединения могут поглощать свет с определенными длинами волн, или изменять цвет, или соединения могут из невидимых превращаться в видимые, и/или тому подобное. Таким образом, инфракрасные соединения в настоящем изобретении введены в систему, которая обратимо преобразует энергию с одной длиной волны в энергию с другой длиной волны, благодаря чему внутри изделий может быть создан обнаруживаемый признак типа "отпечатка пальца".
Кроме того, приготовленные пленки или материалы могут быть смешаны со связующим веществом с образованием инфракрасных соединений для использования в нитях, волокнах, покрытиях и пр. Связующие вещества, которые могут быть использованы в настоящем изобретении, включают обычные добавки, например парафины, термопластические полимеры, резины, природные смолы или синтетические смолы. Примерами таких связующих веществ могут служить полипропилен, нейлон, полиэфир, сополимер этилен-винил ацетат, поливинил ацетат, полиэтилен, хлоркаучук, акриловая смола, эпоксидная смола, бутадиен-нитрил, щеллак, зеин, целлюлоза, полиуретан, поливинилбутират, хлорвинил, силикон, поливиниловый спирт, поливиниловый метиловый эфир, нитроцеллюлоза, полиамид, бисмалеимид, полиимид, смесь эпоксидной и полиэфирной смол и/или тому подобное. Могут быть использованы такие пленки, как полиэфирная, поливинилхлоридная, полипропиленовая, полиэтиленовая, акриловая, поликарбонатная и/или подобные им. Как показано ниже, любая пленка может быть ламинирована или прикреплена на обычную карточку с использованием нагрева, клеев или их комбинаций.
При слишком низком содержании соединения блокирующий эффект может оказаться слабее требуемого, и фототранзистор не подаст надлежащего сигнала на захватывающее устройство, что будет означать, что карточка не обнаружена. Потому содержание инфракрасных соединений в композиции обычно составляет от одной миллионной части до 80 весовых процентов, и в предпочтительном варианте составляет по весу приблизительно 0,25% - 25%. Более того, в настоящем изобретении предполагается, что и другие материалы, например, поглотители ультрафиолетового излучения, отражатели, антиоксиданты и/или флуоресцентные осветлители могут добавлены для повышения прочности, долговечности и эстетических свойств материалов.
Для обеспечения цветового сдвига с одного цвета на другой после стимулирующего облучения, могут быть, в частности, введены и другие материалы. Обычно используемые материалы, например краски, пигменты, флюоресцентные краски, светящиеся пигменты и/или подобные им, могут быть использованы для активации обратимых цветовых изменений из одного цветового состояния в другое цветовое состояние. Такие материалы могут быть введены непосредственно с инфракрасными соединениями в начале процесса изготовления либо могут быть добавлены после того, как инфракрасные соединения подверглись обработке. Для получения нужных характеристик вязкости материала также могут быть использованы, например, растворители, вода, гликоль и/или подобные материалы. Кроме этого, в составы могут быть также введены поверхностно-активные вещества, пеноудалители, антиадгезионные вещества, вещества, способствующие адгезии, выравниватели цвета и/или подобные им, для совершенствования технологического процесса. Также могут быть добавлены флуоресцентные осветлители для обеспечения белизны в обесцвеченном состоянии и для поддержания низкого уровня контраста между многими участками подложки, где расположены инфракрасные соединения.
Могут быть также использованы волокна различных материалов, либо со сплошным заполнением, либо в форме отдельных волокон, введенных в самые различные материалы. В настоящем изобретении предполагается использование, например, природных волокон, синтетических волокон, сополимерных волокон, химических волокон, металлических волокон и/или подобных им. В качестве примеров таких волокон можно привести нейлон, полиэфирное волокно, хлопок, шерсть, шелк, казеиновое волокно, протеиновое волокно, ацетатный штапель, этилцеллюлозу, поливинилиденхлоридное, полиуретановое, ацетатное волокна, волокно на основе поливинилового спирта, триацетата, стекла, дерева, минеральное волокно, угольное волокно, неорганические волокна и/или подобные им. Такие волокна могут быть введены в материалы другого типа, например бумажную массу, массу пластиковых наклеек, пластические материалы и подобные им. Такие материалы могут быть использованы по отдельности при сплошном заполнении либо могут быть использованы в виде одиночных или двойных нитей в других материалах.
Более того, вводимые в пластики инфракрасные материалы могут быть использованы совместно с самыми разнообразными материалами, например нейлоном, плексигласом, эпоксидной смолой, полиэфиром, бисмалеимидом, полиимидом, стиролом, силиконом, винилом, сополимером акрилонитрила, бутадиена и стирола, поликарбонатом, нитрилом и/или подобными им. При этом соединения, которые вводятся в волокна, пластики, пленки и/или др., могут быть переработаны непосредственно в нужную форму при нанесении в рамках одно- или многоступенчатого процесса. Такие соединения могут быть добавлены в композицию в форме одиночного ингредиента, либо в форме базовой шихты, с которой затем производятся технологические операции по аналогии с обычной технологией обработки соединений. Технология обработки таких соединений включает использование смесителей непрерывного действия, двух- и трехвалковых вальцов, экструзии и/или других методов распределения расплавленных соединений. Хотя в приводимом в качестве примера варианте выполнения нить может быть сплетенная или не сплетенная, инфракрасные материалы могут быть экструдированы непосредственно в термопластический связующий материал и вытянуты прямо в форме нити, которая может быть использована для сплошного заполнения, либо разделены в форме волокон или пластиковой пленки.
Использованные в качестве примера инфракрасные соединения наносятся на пленки различного состава и могут быть использованы в большинстве карточек. Более того, инфракрасные соединения в соответствии с настоящим изобретением могут быть использованы по одиночке или в смеси с другими материалами в весовых концентрациях от 0,001 до 50,0 частей, при наиболее предпочтительном весовом содержании от 1,0 до 15,0 частей.
Ниже приводится более подробная иллюстрация выполнения настоящего изобретения со ссылкой на приведенные далее примеры, сравнительные примеры, контрольные примеры и примеры использования. Как показано в этих примерах, результатах испытаний и графиках, полученная краска достаточно хорошо задерживает ИК-излучение, предотвращая его обнаружение фототранзистором. Понятно, что настоящее изобретение не сводится только к изложенному. Специалист, например, может представить, что в любом из примеров краску могут содержать и другие материалы для создания иных оптических эффектов или решения задач идентификации.
ПРИМЕР 1
В данном примере используется приблизительно 2% красителя "Epolin VII-164" и приблизительно 98% "Tech Mark Mixing Clear", производства фирмы Sericol, Inc. 980,0 г краски для трафаретной печати с испаряющимся растворителем "Tech Mark" размешивается в высокоскоростном диспергаторе. В процессе размешивания производится полное растворение 20,0 г красителя "Epolight VII-164". Полученная в результате краска имеет вязкость около 3,2 Па·с при 25°С и наносится с использованием трафаретной печати. Для трафаретной печати используется 305 полимерных трафаретов с обеих сторон пленки из прозрачного полихлорвинила толщиной 13 мил (330 мкм).
ПРИМЕР 2
Другая краска была приготовлена путем добавления приблизительно 15,0 фунтов (6,8 кг) "Epolight VII-164" и приблизительно 20,0 фунтов (9,1 кг) "Epolight VI-30" к приблизительно 965 фунтам (437,7 кг) "ТМ Mixing Clear". Смесь перемешивалась около 40 мин. Получившаяся смесь была нанесена на пластиковый полихлорвиниловый (ПВХ) несущий слой при использовании трафарета из полиэфира, имеющего 80 линий на см. Получившееся покрытие обладало высокой поглощающей способностью в диапазоне длин волн от 780 нм до 1070 нм при низком поглощении видимого света. Несущий слой карточки, магнитная полоса и ламинирующий слой складывались в пакет, который затем помещался в ламинатор "Burckle Stack Lamination Unit" при температуре около 280°F (137,8°С).
ПРИМЕР 3
Приблизительно 30,0 г "Epolight VII-172" было смешано с приблизительно 700,0 г ПВХ пластика. Получившаяся смесь экструдировалась при приблизительно 260°F (126,7°С), охлаждалась на воздухе и гранулировалась. Около 1,0 фунта (0,45 кг) получившихся гранул смешивалось с приблизительно 99,0 фунтами (44,9 кг) ПВХ. Фирма Klockner Pentaplast изготовила каландрированные листы толщиной приблизительно 0,013 дюйма (330 мкм). Из этих листов делались карточки. Эти карточки обеспечивали достаточно высокое поглощение в ИК-диапазонедлин волн от 800 нм до 1000 нм. Карточки испытывались в захватывающем устройстве банкомата фирмы Sankyo.
ПРИМЕР 4
В конструкцию карточки был введен многослойный пластик из полиэтилентерефталата (ПЭТФ) с достаточно высокими оптическими характеристиками. ПЭТФ пластик поставлялся фирмой 3М Со. (Миннеаполис, Миннесота (США)). Оптические характеристики получившейся карточки были достаточными для того, чтобы банкомат обнаруживал карточку.
ДОПОЛНИТЕЛЬНЫЕ ПРИМЕРЫ
Дополнительные примеры составов ИК-красок представлены на Фиг.19. Инфракрасные краски, представленные на Фиг.19, в видимом свете имеют зеленый цвет. Далее, на Фиг.20 представлены результаты измерений характеристик образцов этих карточек, включая пропускание на определенных длинах волн, возможность считывания банкоматом и соответствие требованиям ISO. На Фиг.21 представлены примеры результатов испытаний образцов зеленых карточек, в ходе которых образцы карточек вводились в банкоматы различных фирм. Испытания показали, что образцы карточек обнаруживаются банкоматами. Далее, на Фиг.22 приведен пример зависимости коэффициента пропускания образцов зеленых карточек в процентах от длины волны (на графике также показаны требования ISO для карт).
На Фиг.23-31 представлены примеры результатов испытаний различных вариантов выполнения карточек в форме зависимостей коэффициента пропускания в процентах от длины волны (нм). Например, Фиг.23 иллюстрирует проверку обеспечения качества ИК-краски, нанесенной на ПВХ, при отсутствии текста. Здесь кривая соответствует одному из четырех углов образца карточки. Другие кривые соответствуют другим образцам, выбираемым после изготовления какого-либо количества карточек, например приблизительно 50 карточек. На Фиг.24 показано пропускание в процентах излучения на различных длинах волн для карточек с различным составом краски, где каждая кривая соответствует карточке с другим составом краски.
На Фиг.25-31 представлены спектральные характеристики различных пленок, покрытий, карточек и пр., которые демонстрируют способность использованных в конструкции карточки материалов задерживать достаточно большую часть инфракрасного излучения и пропускать видимый свет для получения карточек, описанных в варианте выполнения изобретения. В качестве механизма задерживания излучения может использоваться поглощение, отражение, рассеяние и другие способы задерживания электромагнитного излучения.
Помимо ИК-краски, в качестве оптически распознаваемого соединения может быть также использована пленка или "горячее" зеркало, которое также задерживает (поглощает или отражает) инфракрасный свет, но пропускает излучение на всех других длинах волн. В приведенном в качестве примера варианте выполнения, пленка помещена между лицевым листом 10 и оборотным листом 12. На Фиг.4 представлена зависимость отраженной и проходящей энергии от длины волны для отражения и пропускания образца ИК-пленки в соответствии с вариантом выполнения настоящего изобретения. График на Фиг.4 показывает, что в то время как видимый свет проходит сквозь пленку, инфракрасный свет с увеличением длины волны задерживается и значительная доля инфракрасного света отражается.
Оптически распознаваемые соединения могут быть введены в пластмассы, пленки, товары, документы и другие изделия, чем может быть затруднено их обнаружение посредством фототранзисторов, ПЗС приборов и/или подобным образом. Материал может быть введен в трансакционную карточку посредством пленки, пластика, печатной краски, покрытия или в виде иного наносимого материала посредством измельчения или использования дисперсного или осажденного материала в виде жидкости, пасты или иной форме. Для сведения к минимуму повреждения краски в процессе эксплуатации, например образования царапин, краску желательно наносить непосредственно на пластиковые листы под ламинирование (описано на шаге 170). Кроме того, инфракрасная краска может наноситься на внутренние или наружные поверхности пластиковых листов.
В использованном в качестве примера варианте выполнения для введения оптически распознаваемого соединения в изделие может и не потребоваться специального оборудования для печати, модификации существующего технологического оборудования или дополнительной операции. В частности, при изготовлении изделий, например трансакционных карточек, применяется существующее оборудование, в котором все равно используются красители, поэтому добавление оптически распознаваемых соединений к существующим красителям не требует дополнительного оборудования или технологических операций.
Еще в одном примере выполнения оптически считываемый компонент задерживает свет, который обнаруживается машиной. В частности, машины могут обнаруживать присутствие карточки благодаря интерференции инфракрасных волн на одной или нескольких длинах волн. В использованном в качестве примера варианте выполнения процесс обнаружения материалов может включать создание визуальных эффектов, когда материалы опрашиваются невидимым инфракрасным излучением от соответствующего прибора, и когда это излучение попадает на инфракрасный материал, можно видеть проявление визуального эффекта, например появление цветного излучения. С другой стороны, материалы могут быть обнаружены дистанционным датчиком, который определит присутствие материалов. Обнаружение или распознавание материалов происходит на длине волны большей или меньшей, чем длина волны стимулирующего излучения читающего устройства. При этом, когда оптически распознаваемый материал обнаружен, обнаруживающее устройство выдает сигнал о распознавании потребителю, который в предпочтительном варианте выполнения должен располагаться на обнаруживающем устройстве или рядом с ним.
В приведенном в качестве примера варианте выполнения при обнаружении ИК-материалов срабатывают датчики в банкоматах. Вчастности, в отношении изображения на Фиг.13 можно сказать, что карточка по настоящему изобретению пропускает большую часть видимого света (приблизительно от 400 нм до 700 нм), благодаря чему карточка кажется полупрозрачной, и, в то же время, задерживает свет на определенных длинах волн (приблизительно 700 нм и более), что позволяет фототранзисторам в банкоматах обнаружить, что карточка введена в механизм транспортировки. Как было показано выше, используемое в качестве примера обнаруживающее устройство банкомата содержит ИК светодиод, фильтр и фототранзистор.
Кроме включения датчиков в банкоматах, полупрозрачные карточки 5 могут быть использованы с любым устройством считывания магнитных полос или смарт-карточек. Считывающая система может содержать устройство считывания/записи карточек, терминал электронных платежей места продажи, банкомат либо иное устройство приема карточек. В приведенном в качестве примера варианте выполнения карточка 5 используется совместно со считывающим устройством, которое не только обнаруживает наличие карточки, но также освещает прозрачную часть карточки 5, когда карточка вставлена в читающее устройство. Источник освещения может представлять собой либо тепловой источник излучения, либо твердотельный источник (инфракрасный светодиод или лазер). В процессе работы, когда карточка введена в устройство приема карточек, ребро карточки давит на узел осветителя (или включает выключатель, прерывает луч и пр.). В зависимости от назначения карточки, источник освещения может управляться либо от устройства приема карточек, либо внешним компьютером. Таким образом, управляемый внешней компьютерной программой источник освещения может высветить или выделить конкретный цвет. Кроме того, в зависимости от устройства карточки, источник освещения может быть использован для активизации встроенной структуры, используемой для целей защиты или улучшения характеристик изделия.
Как было показано выше, оптически распознаваемые соединения могут быть введены в изделие любого типа. Приведенным в качестве примера изделием является трансакционная карточка, которая сама по себе может содержать любое количество элементов (признаков). В приведенном в качестве примера варианте выполнения настоящее изобретение содержит, в целом, трансакционную карточку 5, состоящую из основы, содержащей непрозрачные, прозрачные или полупрозрачные слои 10, 12 пластика и нескольких принадлежащих карточке 5 элементов, например текст 30, 32, 34, логотип 50, тисненные символы 35, магнитная полоса 42, поле 45 подписи, голографическая фольга 15, чип интегральной схемы 20 и оптический клин (участок с изменяемой непрозрачностью) 25 (см. Фиг.1 и 2).
Карта 5 также содержит описанный выше оптически считываемый компонент, посредством которого прозрачная или полупрозрачная карточка 5 может быть распознана устройствами считывания карточек, например банкоматами, и/или осуществлено распознавание и подсчет прозрачных карточек 5 при изготовлении карточек. Оптически считываемый компонент на прозрачной карточке 5 представляет собой практически невидимую или полупрозрачную инфракрасную краску, зеркало или пленку, которая задерживает (поглощает или отражает) инфракрасный свет, но пропускает излучение на всех других длинах волн (см. Фиг.4). Карточка 5 может быть использована для реализации функций кредитной, платежной, дебетовой карточек, карточки доступа (пропуска), удостоверения личности, карточки для хранения информации, электронной торговли и/или других функций.
Как показано на Фиг.3, для изготовления карточки 5, имеющей лицевую и обратную поверхности в соответствии с приведенным в качестве примера вариантом выполнения настоящего изобретения, изготавливаются (шаг 100) лист 10 лицевой поверхности и лист 12 обратной поверхности (Фиг.1 и 2), состоящие из пластиковой подложки, например, прозрачного полихлорвинила. Специалисту должно быть понятно, что листы 10 и 12 карточки 5 могут быть сделаны из любого подходящего прозрачного, полупрозрачного и/или непрозрачного материала, например, пластика, стекла, органического стекла и/или любой их комбинации. Листы 10, 12, по существу, одинаковы и в предпочтительном варианте выполнения имеют размер около 3' × 4' (622 мм × 548 мм) и толщину около 0,005-0,350 дюйма (0,127-8,89мм) или, в предпочтительном варианте, 0,01-0,15 дюйма (0,254-3,81 мм) или 13,5 мила (343 мкм).
Согласно чертежу на Фиг.7 изготовление листов отдельных карточек включает либо непосредственную сборку (9 слоев) пленки, либо использование промежуточных сборок (5 слоев). Приведенная в качестве примера промежуточная сборка состоит из 5 слоев пленки, скрепленных клеящим связующим веществом при комнатной температуре, нанесенным поверх термореактивных и термопластичных связующих составов. Получившиеся в результате карточки содержат (от лицевой поверхности карточки до обратной поверхности карточки) наружный ламинирующий слой ПВХ толщиной 2,0 мила (50,8 мкм), имеющий голографическую фольгу, поверхность тиснения, чип интегральной схемы и другие отличительные знаки на своей поверхности, несущий слой ПВХ толщиной 9,0 мил (228,6 мкм) с печатью, причем печать расположена на наружной стороне слоя (лицевая поверхность карточки), связующий слой ПВХ толщиной 2,0 мила (50,8 мкм), слой ПЭТФ СТ (экструзионное покрытие полиэтилентерефталата, допускающее склеивание/тиснение) толщиной 1,7 мила (43,18 мкм), производства фирмы D&K (525 Crossen, Elk Grove Village, IL 60007 (США)), пленка ПЭТФ толщиной 2,0 мила (50,8 мкм), задерживающая ИК-излучение, слой ПЭТФ СТ толщиной 1,7 мила (43,18 мкм), связующий слой ПЭТФ толщиной 2,0 мила (50,8 мкм), несущий слой ПВХ с печатью толщиной 9,0 мил (228,6 мкм), причем печать расположена на наружной стороне слоя (обратной поверхности карточки), и наружный ламинирующий слой обратной стороны толщиной 2,0 мила (50,8 мкм), имеющий поле подписи, нанесенную магнитную полосу и другие отличительные знаки. В оптимальном варианте выполнения, пленка ПЭТФ ИК, задерживающая инфракрасное излучение, вставляется в середине слоев для получения сбалансированной конструкции и предотвращения коробления готовой карточки. Другие примеры выполнения слоев представлены на фиг.8-12. Кроме того, на Фиг.16 представлены детали вариантов выполнения слоев/листов конструкции карточки, включая номер слоя, материал, толщину слоя (в милах (мкм)), источник/изготовитель материала, примечания, касающиеся информации об усилии сцепления и полной толщине (в милах (мкм)). Кроме того, на Фиг.17 данные об усилии сцепления представлены на графике зависимости усилия (кг/м) от соединяемых пленок для различных вариантов соединений пленок. На Фиг.18 усилие сцепления на границе пленок представлено в виде графика зависимости усилия (кг/м) от границ раздела пленок для различных комбинаций границ раздела.
После окончательного объединения слоев (шаг 160), когда, в предпочтительном варианте, лицевой лист 10 прикреплен поверх листа 12 обратной поверхности, общая толщина трансакционной карточки 5 составляет около 0,032 дюйма (0,813 мм), что соответствует требованиям ISO на толщину для смарт-карточек. Поскольку чип 20 интегральной схемы в конечном итоге вводится в поверхность подложки (шаг 195), а поверхность чипа 20 совмещена с наружной поверхностью лицевого листа 10, чип 20 интегральной схемы не меняет общей толщины карточки 5. Кроме этого, на листах размером 3' × 4' имеются знаки, определяющие границы отдельных карточек 5, которые впоследствии вырезаются из листа. Из каждого приведенного в качестве примера листа получается более 50 трансакционных карточек (обычно 56 карт), при этом размер каждой карточки соответствует стандарту ISO, а именно около 2" × 3,5" (5,1 × 8,9 см).
В целом, приведенный в качестве примера процесс изготовления карточки 5, содержащей инфракрасную пленку, включает химическое осаждение пленки полиэтилентерефталата (ПЭТФ), обладающей наилучшими свойствами в видимом и ИК-диапазонах. Химическое осаждение осуществляется посредством "Magnetron Machine", производства компании The Magnetron Company. Как показано на Фиг.15, для этого используется система химического осаждения покрытия распылением из паровой фазы с перемоткой пленки, имеющая три зоны нанесения покрытия. Установка магнетронного нанесения покрытия с перемоткой пленки наносит слои, содержащие серебро, золото и окись индия на полиэтилентерефталат оптического качества, используя процесс химического осаждения из паровой фазы. Слои Ag/Au/ln каждый имеют толщину около 100 Å и, в зависимости от величины отражения излучения на минимальной длине волны, делается от трех до пяти слоев. Подробности, относящиеся к вакуумному напылению, электронно-лучевому напылению и магнетронному распылению, могут быть найдены, например, в "Справочнике Оптических Свойств, том 1, Тонкие Пленки для Оптических Покрытий", изданном R.Hummel & K.H.Guenther, 1995, CRC Press, Inc, содержание которого целиком включено в настоящее описание путем ссылки.
Далее ПЭТФ пленка подвергается обработке плазмой или пламенем для снятия на пленке поверхностных напряжений (шаг 110). В процессе нанесения покрытий и укладывания слоев производится мониторинг параметров ИК-пленки с целью оптимизации ее характеристик в ИК-диапазоне спектра, где она не пропускает излучение. При этом пленка испытывается сопоставлением с эталоном с использованием спектрофотометра для проверки свойств ПЭТФ пленки в видимом и ИК-диапазонах волн (шаг 115). Как показано на Фиг.14, для мониторинга ИК-пленки используется устройство контроля отражения и пропускания с различными оптическими компонентами для поточной линии с перемоткой пленки, где производится вакуумное напыление. Оперативный спектрофотометрический мониторинг является частью процесса осаждения из паровой фазы. В течение всего процесса производится измерение пропускания на различных длинах волн. На ПЭТФ СТ (полиэтилентерефталат, допускающий склеивание и штамповку) пленку наносится клеящее связующее вещество (шаг 120), а на металлическую поверхность окиси индия на не пропускающей ИК-излучение ПЭТФ пленке наносится слой, ламинируемый под давлением (шаг 125). Далее, с ПЭТФ стороны пленки, не пропускающей ИК-излучение, наносится клеящее связующее вещество и на ПЭТФ СТ наносится слой, ламинируемый под давлением (шаг 135). Ламинирование в приводимом примере проводится при температуре 280°F (137,8°С) и давлении 600 psi (4137 кПа) в течение 22 мин, после чего производится охлаждение в течение приблизительно 18 мин без снятия давления. На обе наружные стороны слоев ПЭТФ СТ наносится связующее вещество, активируемое нагревом, либо, в другом варианте выполнения, на обе наружные стороны ПЭТФ СТ наносится связующий слой ПВХ (шаг 140).
В используемом в качестве примера варианте выполнения некоторые соединения наносятся печатью на поверхность слоев 10 и 12. Для специалиста должно быть понятно, что печать текста 30, 32, 34, логотипа 50, оптически распознаваемой краски и оптического клина 25 может быть сделана на любой поверхности карточки 5, например, лицевой поверхности 10, обратной поверхности 12, внутренней или наружной поверхности любого слоя, между двумя слоями материала основы и/или их комбинации. Более того, любой подходящий способ печати, нанесения меток, тиснения, разметки и др. находится в пределах области притязаний настоящего изобретения,
Оптический клин 25 и оптически распознаваемая краска наносятся на листы посредством шелкографической печати (шаг 150). Используемый в качестве примера оптический клин 25 представляет собой участок с нанесенной серебристо-перламутровой краской с постепенно изменяющейся плотностью, причем плотность красочной фактуры имеет наибольшее значение в верхней части карточки 5 и постепенно снижается, с улучшением прозрачности, по мере приближения к нижней части карточки 5. Специалисту понятно, что оптический клин 25 может иметь любую плотность вдоль клина 25, а клин 25 может проходить в любом направлении по поверхности карточки 5. Оптический клин 25 может быть выполнен любым составом, который может обеспечить получение аналогичного оптического клина 25 на карточке 5. Использованный в качестве примера оптический клин 25, выполненный краской на каждой карточке 5, напечатан с применением известных печатных красок, предназначенных для печати на пластике, например, красителей Pantone. В приведенном в качестве примера варианте выполнения, краска, использованная для печати участка 25, представляет собой серебристо-перламутровую краску, наносимую на наружную поверхность каждого пластикового листа. Клин 25 печатается краской на поверхности каждого из листов с использованием шелкографической трафаретной печати, которая обеспечивает непрозрачное, плотное покрытие краской, либо с использованием офсетной печати, обеспечивающей полутоновое изображение с мелкими деталями. Слова "American Express" наносятся краской "Pantone 8482" с использованием аналогичного процесса шелкографической печати.
В частности, при выполнении шелкографической трафаретной печати, делается большое число фотокопий трафарета требуемого оптического клина 25, по числу отдельных карточек 5, которые должны быть изготовлены из листов. Затем фотокопии трафарета накладываются любым известным в фотолитографии способом на трафарет и производится его проявка. Трафарет помещается на лист и краска нужным образом наносится на поверхность трафарета. Проявленные места трафарета пропускают краску сквозь трафарет, и краска остается на листе, повторяя рисунок фототрафарета. Если необходима многоцветная печать, этот процесс может быть повторен для каждого цвета. Кроме этого, шелкографической печатью на карточке 5 могут быть выполнены элементы защиты, например, невидимый ультрафиолетовый логотип платежной карточки (видимый в черном свете) печатается двухцветной печатью красками "Pantone 307" и "Pantone 297", с использованием офсетной и шелкографической печатных машин.
Текст 30, 32, 34 и логотип 50 печатаются на наружной поверхности каждого листа с использованием известного процесса печати, например процесса офсетной печати (шаг 155), который дает более тонкий слой краски, но более четкий текст. В частности, при выполнении офсетной печати, фототрафарет копируется на металлическую пластину, а металлическая пластина устанавливается в машину офсетной печати, которая за один проход может печатать до четырех цветов. Текст, напечатанный офсетной печатью, включает, например, наименование 30 компании, указание 33 об авторском праве, номер 34 в штриховом коде, дата "действует до..." 32, номера контактных телефонов, указания по ограничениям использования (не показано) и/или тому подобное. Текст в приведенном примере выполнен офсетной печатью фирмой 4DBC непрозрачной белой краской, либо специальным составом "Panatone Cool Gray 11", под названием "UV AMX Gray".
Вследствие того, что получившаяся карточка 5 может быть прозрачна, текст может быть виден с обеих сторон карточки 5. При этом, если текст печатается только на одном листе, текст может быть не виден с противоположной стороны карточки 5 (другими словами, при попытке увидеть текст сквозь пластиковую подложку). Для того чтобы текст был закрыт в минимальной степени, печать на лицевом листе 10 делается на его наружной поверхности текстом обычного вида, а на наружной поверхности обратного листа 12 печатается тот же текст, но в "зеркальном" виде. Текст на обратном листе 12 совмещен с текстом на лицевом листе 10, причем для совмещения текста используются знаки разметки контура карточки 5 на общем листе. Некоторые надписи или рисунки, которые можно закрыть материалом карточки 5 (магнитная полоса 40, чип 20 и пр.), могут быть напечатаны только на одном листе. Например, в приведенном в качестве примера варианте выполнения, логотип 50 компании напечатан только на одном листе и расположен за чипом 20 интегральной схемы, благодаря чему он не виден с лицевой стороны 10 и закрывает по крайней мере часть чипа 20 интегральной схемы, если смотреть с обратной стороны 12. Для специалиста понятно, что любая офсетная печать может быть сделана на наружной и внутренней поверхностях листов.
Ламинирующий слой, который наносится на обратную сторону 12 карточки 5 (шаг 170), в предпочтительном варианте содержит ряды магнитных полос 40, где каждая магнитная полоса 40 соответствует отдельной карточке 5. Магнитная полоса 40 проходит вдоль большего размера карточки 5 и наносится на обратную поверхность 12, при этом верхняя часть карточки 5 соответствует стандартам ISO на размеры и размещение полосы 40. Магнитная полоса 40, однако, может иметь любые ширину, длину, форму, и может быть расположена в любом месте на карточке 5. Двухдорожечная магнитная полоса 40, вместе с записанными данными, может быть получена, например, в компании Dai Nippon (1-1, Ichigaya Kagacho 1-chome, Shinjuku-ku, Tokyo 162-8001, Japan (Япония), тел. (в Токио): 03-3266-2111). В использованном в качестве примера варианте выполнения, магнитная полоса наносится на наружный ламинирующий слой в установке прикрепления ленты, которая прикрепляет холодную сматываемую магнитную полосу на рулон наружного ламинирующего покрытия посредством горячего накатного штампа при необходимом давлении. Затем, перед укладкой слоев карточки рулон режется на выходе установки прикрепления ленты на листы, и полоса вплавляется в карточку при ламинировании.
Хотя известные магнитные полосы 40, используемые в настоящее время, имеют черный цвет, в приведенном в качестве примера варианте выполнения настоящего изобретения используется серебристая магнитная полоса 40. Используемая в качестве примера магнитная полоса 40 имеет индукцию 2750 Эрстед и также соответствует стандартам ISO. Кроме того, на серебристой магнитной полосе 40 сделана печать. Печать на магнитной полосе 40 может содержать любой подходящий текст, логотип 50, фольгу 15 с голограммой и/или тому подобное; в приведенном в качестве примера варианте выполнения печать содержит текст с адресом веб-сайта Интернета. Фирма Dai Nippon Co., Ltd (дополнительную информацию о Dai Nippon можно найти на сайте www.dnp.co.jp) печатает голограммы на магнитной полосе, используя, например, установку "Dai Nippon CPX10000" для печати карточек, в которой применяется технология обратного переноса краски испарением, в которой термопечатающая головка не имеет контакта с поверхностью карточки. В установки для печати карточек используется технология двойного переноса для нанесения изображения термопечатающей головкой на чистую пленку с последующим переносом напечатанного изображения собственно на материал карточки горячим валиком. Печать данных на поверхность магнитной полосы 40 производится, например, фирмой American Banknote Holographies (399 Executive Blvd., Elmsfordn, NY 10523 (США), тел.(914) 592-2355). Дополнительная информация, относящаяся к печати на магнитную полосу 40, может быть найдена, например, в патенте США № 4684795, выданном 4 августа 1987 г. фирме United States Banknote Company of New York, который целиком включен в настоящее описание путем ссылки.
После того как печать необходимых надписей закончена и магнитная полоса прикреплена, лицевой лист 10 и обратный лист 12 складываются (шаг 160), и листы, в предпочтительном варианте выполнения, скрепляются друг с другом любым подходящим способом, например, любым подходящим связующим веществом. Любому специалисту должно быть понятно, что вместо выполнения печати на двух листах и скрепления двух листов, может быть использована одиночная пластиковая карточка 5, когда печать производится сначала с одной стороны карточки 5, а затем та же самая карточка 5 снова пропускается через печатную машину для печати на обратной стороне. В настоящем изобретении, после скрепления листов, на лицевую поверхность 10 и обратную поверхность 12 карточки 5 накладываются ламинирующие листы, приблизительно того же размера, что и пластиковые листы, а именно 3' × 4'. После того как ламинирующие слои наложены на лицевую 10 и обратную 12 стороны сложенных пластиковых листов (шаг 170), слои карточки 5 спрессовываются при требуемом давлении и нагреваются приблизительно до 300°F (148,9°С) при давлении в интервале 90-700 psi (621-4826 кПа), на время, достаточное для формования единой карточки 5. Описанный процесс изготовления карточки может быть осуществлен, например, фирмой Oberthur Card Systems (15 James Hance Court, Exton, Pennsylvania (США)).
В приведенном в качестве примера варианте выполнения слои карточки сплавляются ламинированием с использованием температуры и давления. Во время прессования при высокой температуре, пресс нагревается приблизительно до 300°F (148,9°С), а давление поднимается приблизительно до 1000 psi (6895 кПа) и удерживается около 90 с. Затем приблизительно в течение 30 с давление снижается приблизительно до 350 psi (2413 кПа) и удерживается в течение 16 мин при той же температуре, а именно 300°F (148,9°С). Затем карточка переносится в холодный пресс при температуре около 57°F(13,9°С). Давление поднимается до приблизительно 400 psi (2758 кПа) и удерживается около 16 мин. При этом через пластины пресса пропускается вода, охлажденная до температуры приблизительно 57°F (13,9°С). Затем карточка извлекается из холодного пресса.
Как показано на Фиг.1 и 2, после проведения ламинирования, на обратной поверхности 12 карточки 5 делается поле подписи (шаг 175), а на лицевую поверхность 10 карточки 5 (шаг 190) наносится голографическая фольга 15. Что касается поля 45 подписи, то, хотя в существующих конструкциях поля подписи выполняются путем приклеивания на оборотную сторону 12 карточки 5 ленты, напоминающей бумагу, в приведенном примере выполнения настоящего изобретения поле 45 подписи представляет собой полупрозрачный прямоугольник размером 2" × 3/8" (5,1 × 0,95 см), наносимый на карточку путем горячего прессования. Проверка торговцем подписи в поле 45 подписи часто является требованием эмитента карточки 5 для того, чтобы снять с торговца финансовую ответственность за мошенничество с карточкой 5. При этом полупрозрачное поле 45 подписи на прозрачной карточке 5 не только позволяет служащему видеть по крайней мере часть поля 45 подписи с лицевой стороны карточки 5, но вид подписи также побуждает служащего перевернуть карточку 5 и удостовериться в подлинности подписи на расписке.
После того как листы карточек ламинированы, листы разрезаются на отдельные карточки 5 (шаг 180) с использованием известной операции штамповки, включая необходимую сушку, снятие заусенцев, нагрев, очистку и/или герметизацию краев. Отдельные трансакционные карточки 5 имеют размер около 3" × 4" (7,6 × 19,2 см) и соответствуют стандартам ISO для карточек в отношении формы и размера. В приведенном в качестве примера варианте выполнения ламинированные листы на 56 карточек режутся пополам на гильотинных ножницах, образуя два полулиста по 28 карточек. Полулисты закладываются в штамповочный пресс для нарезки карточек, где листы совмещаются со штампом (по осям х и у) с использованием нанесенных заранее меток для совмещения, на которые ориентируются оптические датчики станка. Затем полулисты подаются под штамп за семь шагов. В частности, фиксированный шаг подачи контролируется другим оптическим датчиком, который останавливает подачу при прохождении нанесенной на листе метки совмещения, после чего пресс отрезает ряд из четырех карточек за один раз. После разрезки на прессе и проведения заключительных операций в соответствии с обычной технологией, на линии производится оперативный контроль (шаг 185) характеристик отражения в ИК-диапазоне перед нанесением голографической фольги 15.
В использованном в качестве примера варианте голографическая фольга 15 прикрепляется к карточке 5 (шаг 190) любым подходящим способом. В использованном в качестве примера варианте выполнения для вырубания отдельных листков фольги 15 из большого листа голографической фольги 15 используется приблизительно квадратный стальной штамп, размером около 1-1/4" × 1-1/4" (3,2 × 3,2см) со скругленными углами и выступом величиной 0,0007 дюйма (0,0178 мм) на поверхности соприкосновения. Штамп является частью установки горячего штампования, при этом штамп проходит сквозь лист фольги 15, вырезая фольгу 15 вокруг определенного изображения, и сразу же нанося фольгу 15 с использованием нагрева на поверхность лицевой стороны 10 карточки 5 после ламинирования карточки. Температура штампа составляет 300±10°F (148,9±5,5°С). Время выдержки составляет приблизительно 1/2 с, а скорость нанесения зависит от особенностей конкретной аппликационной установки горячего штампования. Указанные температура и время выдержки определены для производительности 100 карточек в минуту. Дополнительные подробности о нанесении голографического изображения горячей штамповкой приведены в патентах США №№4206965; 4421380; 4589686 и 4717221, выданных Стефану П.МакГрю (Stephen P.McGrew), которые включены в настоящее описание путем ссылки.
Что касается голографической фольги 15, то фольга 15 может быть любого цвета, содержать любую голограмму, может быть помещена в любом месте карточки 5 и может быть вырезана любого размера, формы и толщины. В использованном примере выполнения лист голографической фольги 15 в предпочтительном варианте имеет серый связующий материал с нижней стороны и голубую зеркальную объемную голографическую поверхность с верхней стороны, содержащую большое число голографических изображений, каждое размером 1-1/4" × 1-1/4" (3,2 × 3,2см). Приведенная в качестве примера голограмма видна со всех сторон и рассеивает спектр цветов при освещении белым светом. Полноцветная голограмма изготавливается, например, фирмой American Banknote Holographies.
Углы отдельных листочков фольги 15 в предпочтительном варианте скруглены для того, чтобы уменьшить вероятность отслоения фольги 15 от поверхности карточки 5. Более того, при нанесении на карточку голубая голографическая поверхность обращена в противоположную от карточки 5 сторону, в то время как серая клеящая сторона приложена к поверхности карточки 5. Верхняя поверхность голографической фольги 15 может быть изготовлена любым подходящим способом, например голографией, использующей отражение предметного пучка, или пропускание предметного пучка, химическим промыванием, введением зеркально отражающих соединений и/или любой их комбинацией. Изготовление голографической фольги 15 может быть выполнено, например, фирмой American Banknote Holographies, Inc. (1448 County Line Road, Huntingdon Valley, PA, 19006 (США)).
Использованная в качестве примера голографическая фольга содержит несколько слоев. Для специалиста должно быть понятно, что использование любого порядка размещения, комбинаций и/или состава этих слоев, с достижением аналогичного голографического эффекта, находится в пределах области притязаний настоящего изобретения. В приведенном в качестве примера варианте выполнения структура переносимой голографической фольги содержит следующие слои: полиэфирная носитель, толщина №90, разделительное покрытие, полимерный слой для тиснения, алюминий вакуумного напыления, связующее покрытие и грунтовое покрытие. В процессе переноса на подложку наносятся полимерный слой для тиснения, алюминий вакуумного напыления, связующий слой и грунтовый слой.
В использованном в качестве примера варианте выполнения листы голографической фольги 15 представляют собой голограммы, полученные пропусканием предметного пучка с интерференцией двух или более пучков сфокусированного света 20-ваттного аргонового лазера с длиной волны 457,9 нм, а именно предметного пучка и опорного пучка на позитивной фотоэмульсии (пластинки, покрытые в центрифуге с использованием фоторезиста фирмы Shiply). В этой системе регистрируется интерференционная картина, возникающая при интерференции пучков света, с использованием, например, проявителя 303А. Предметный пучок представляет собой когерентный пучок, отраженный от объекта, или прошедший сквозь объект, который подлежит регистрации, и который в предпочтительном варианте является объемным зеркалом. Опорный пучок, в предпочтительном варианте, представляет собой когерентный, коллимированный пучок света со сферическим волновым фронтом 10.
Введение в трансакционную карточку 5 голографической фольги 15 позволяет с большей достоверностью определять подлинность трансакционной карточки 5 в обычном белом свете, а именно путем проверки наличия иллюзии глубины и смены цветов. При этом для того, чтобы обеспечить возможность рассматривания голограммы, записанной на трансакционной карточке 5, в обычном белом свете, записываемое изображение должно помещаться у поверхности подложки. Более того, голограмма должна быть выполнена тиснением на металлизированной основе, например, голографической фольге 15, либо, в другом варианте, голограмма может быть нанесена непосредственно на прозрачный пластик.
При формировании голограммы на прозрачном пластике голограмма становится видимой при нанесении видимого вещества на тиснение голограммы, например, металла или краски. Более подробно об изготовлении голограмм на платежных карточках 5 или об изготовлении голографической фольги 15 можно прочесть в патенте США №4684795, выданном 4 августа 1987 г. фирме United States Banknote Company of New York, или веб-сайте фирмы American Banknote Holographies, Inc. www.abnh.com, которые включены в настоящее описание путем ссылки.
В приведенном в качестве примера варианте выполнения нанесение голографической фольги на виниловые кредитные карточки осуществляется путем использования металлизированной фольги для кредитных карточек. Фольга представляет собой металлизированную, предназначенную для тиснения, устойчивую к химическим воздействиям и истиранию фольгу для горячего штампования неограниченного формата на полиэфирной подложке толщиной №92 - 1,0 мил (25,4 мкм). Все образцы материалов имеют окраску поставщика сырья с кодом цвета #563 (синий).Фольга имеет вакуумную металлизацию алюминием и оптическую плотность в интервале от 1,6 до 2,0. В оптимальном случае фольга не имеет видимых дефектов и посторонних включений. Параметры разделения слоев фольги определяются усилием 0-7 г, согласно проверке разделения на установке, имеющей температуру поверхности штампа 300°F (148,9°С), давление 80 psi (552 кПа), время выдержки 1,0 с, 0,1 с задержки в отделении подложки под углом 45°. На образцах материала основы можно создавать с высокой точностью (по крайней мере 70% дифракционную эффективность, если принять дифракционную эффективность штампа тиснения за 100%) отпечатки поверхности голографического изображения путем тиснения штампом из твердого никеля при давлении около 1600 фунтов на линейный дюйм (285,7 кг/см) и примерно 100 фунтах (45,4 кг) воздушного давления, и температуре штампа в интервале 200-350°F (93,3-176,7°С). При испытаниях параметров тиснения материала основы проверке подвергались первичное и вторичное изображения с целью подтверждения способности создания покрытием с тиснением оптимального вторичного изображения.
Что касается механической и химической стойкости голографической фольги, то она выдерживает абразивные воздействия. После нанесения фольги на виниловую кредитную карточку и ее тиснения, перенесенная голограмма выдержала около 100 циклов испытаний на стенде "Taber Abrader" при использовании роликов CS-10 и нагрузке около 500 г до появления признаков разрывов. Сопротивление фольги истиранию позволяет ей выдерживать около 6 циклов воздействия на стенде "Taber Abrader" при тех же условиях без появления каких-либо заметных отметин, царапин или помутнения. Голографическая фольга также не показывает признаков растрескивания винила в области голограммы при выполнении тиснения на установке "DC 50000" для нанесения кода, либо аналогичной ей. Кроме того, необрезанная фольга с тиснением на полиэфирной подложке может быть подвергнута 15% растяжению без растрескивания основы. Более того, использованные в качестве примера виниловые карточки с образцами голограммы выдерживают 15 мин пребывания в печи при температуре 110°С с сохранением четкости изображения. Кроме этого на образцах голограмм не остается следов после воздействия 5 циклов по 8 ч при 0°С и 16 ч при 60°С.
Образцы голограмм на виниловых карточках также выдерживают воздействие пластификаторов, щелочей, кислот и растворителей. В частности, карточки с голограммами выдерживают погружение в теплые жидкие пластификаторы (обычно, диоктилфталат) до заметного набухания карточки. Изображение на карточке не подвергается значительному воздействию при контакте с пластифицированным винилом в течение 5 дней при температуре 60°С. Что касается щелочей, то голограмма на карточке выдерживает без повреждения приблизительно 1 ч погружения в 10% раствор едкого аммиака при комнатной температуре. Более того, на голограмме незаметно следов повреждения после 50 ч воздействия искусственной щелочной росы (10% хлорида натрия, 1% фосфата натрия, 4% карбоната аммония при рН 8,0). Что касается воздействия кислот, то образцы голограмм на карточках выдерживают погружение приблизительно на 1 ч в 10% раствор уксусной кислоты при комнатной температуре без заметного повреждения. Более того, образцы голограмм выдерживают без заметного повреждения 50 ч воздействия при комнатной температуре искусственно сконденсированной уксусной кислоты (10% хлорида натрия, 1% фосфата натрия, 1% молочной кислоты при рН 3,5).
Что касается устойчивости к воздействию растворителей, то образцы голограмм на карточках хорошо выдерживают следующие воздействия: этиленгликоля (100% и 50% водные растворы) в течение 4 ч при комнатной температуре без заметных следов, метилэтилкетона в течение 1 мин при комнатной температуре без заметного эффекта, толуола без заметного повреждения вплоть до разбухания карточки (30 мин при комнатной температуре). Вода не оказывает заметного воздействия при выдерживании в течение 16 ч при 60°С, а концентрированное моющее средство не оказывает воздействия при выдерживании в течение 20 ч при комнатной температуре.
Более того, на образцах голограмм на виниловых карточках не остается существенных следов воздействия после стирки и сушки в промышленных стиральных и сушильных машинах при нахождении в кармане брюк при неизменных условиях отжима.
Подложка платежной карточки состоит из виниловой основы или иного похожего материала, пригодного для горячего тиснения голограмм без существенного нарушения структуры голограммы или ее покрытий. При прикреплении голограммы к виниловой карточке покрытие демонстрирует постоянство блеска, однородность окраски и вязкости, и не имеет загрязнений. Прочность крепления голограммы к карточке также достаточно высока, и приклеенная на голограмму пленка "Scotch 610" отдирается под углом 45°, не удаляя заметной части фольги с подложки.
Яркость изображения позволяет производить считывание дифракционной картины при минимальном значении мощности около 2 мкВт в на метках совмещения. Более того, качество изображения характеризуется практическим отсутствием дефектов, например больших пятен, царапин, складок, ряби, помутнения и/или иных дефектов, существенно искажающих изображение.
Готовые образцы нарезаются рулонами шириной 1-53/64"±1/64" (46,4±0,4 мм) и длиной в 10000 изображений на рулон. Метка совмещения расположена не далее, чем примерно 5/64" (2,0 мм) от края отрезанного материала. Готовые рулоны намотаны металлической стороной внутрь на барабаны с внутренним диаметром намотки 3 дюйма (76,2 мм), и числом склеек на полном рулоне не более 3. Метки совмещения представляют собой квадраты размером 0,125"×0,125" (3,175×3,175 мм).
После выполнения тиснения на отдельных карточках 5 и прикрепления голографической фольги, к карточке 5 прикрепляется чип 20 интегральной схемы (ИС) (шаг 195) любым подходящим способом, например, приклейкой, нагревом, с помощью липкой ленты, установкой в пазу и/или иным подобным способом. В частности, небольшой участок на лицевой стороне 10 карточки 5 вырезается, например, путем фрезерования. При фрезеровании с поверхности лицевой стороны 10 снимается приблизительно 0,02 мила (0,508 мкм), поэтому вырезанное отверстие прорезает два несущих слоя пластика, но не проходит сквозь последний наружный ламинирующий слой пластика, образуя гнездо под 5235HST. Чип 20 ИС представляет собой ИС 5235 с покрытием палладием и серебром, вместо обычного золотого покрытия. Чип 20 ИС устанавливается в карточку с использованием т.н. технологии заливки. В сделанное отверстие помещается любое подходящее связующее вещество, например, непроводящее связующее вещество, на которое накладывается чип 20 ИС таким образом, чтобы верхняя поверхность чипа 20 ИС была примерно вровень с поверхностью лицевой стороны 10 карточки 5. Для закрепления чипа 20 ИС в карточке 5 к чипу 20 ИС прикладывается необходимое давление и нагрев. Чип 20 ИС представляет собой любую подходящую интегральную схему, помещенную в любом месте карточки 5. В приведенном в качестве примера варианте выполнения, структура, конструкция, функции и расположение чипа 20 ИС соответствует стандартам ISO для чипов 20 ИС и смарт-карточек 5. Чип 20 ИС может быть получен, например, в фирме Siemens (Германия).
В предпочтительном варианте выполнения после прикрепления голографической фольги 15 и чипа 20 ИС к карточке 5, на карточку 5 записывается определенная информация, например, номер 35 счета и дата "действует до..." 32 (не показана) путем тиснения (шаг 200) любым известным способом тиснения. Тиснение может быть выполнено, например, фирмой Oberthur Card Systems. Несмотря на то, что любая информация может быть нанесена тиснением в любом месте карточки 5, в конкретном варианте выполнения номера 35 счета наносятся тиснением на голографическую фольгу 15 для уменьшения возможности переноса голографической фольги 15 на поддельную карточку 5 для мошеннического использования. Кроме того, хотя в известных карточках 5 указывается начало и конец срока действия, в настоящей карточке 5 имеется только дата "действует до..." 32, а именно дата истечения срока действия карточки.
Хотя выше описан использованный в качестве примера вариант изготовления карточки 5, для специалиста должно быть понятно, что любой подходящий способ для нанесения на подложку текста 30, 32, 34, логотипа 50, тисненых номеров 35, магнитной полосы 42, поля 45 подписи, голографической фольги 15, чипа 20 ИС и оптического клина 25 (см Фиг.1 и 2) находится в пределах области притязаний настоящего изобретения. В частности, голографическая фольга 15, чип 20 ИС, логотип 50, магнитная полоса 40, поле 45 подписи или любая комбинация могут быть прикреплены к любой части карточки 5 любыми подходящими средствами, например, с использованием нагревания, давления, связующего состава, и/или их любой комбинации.
Настоящее изобретение описано выше на примере варианта выполнения. Однако ознакомившемуся с настоящим описанием специалисту должно быть понятно, что в приведенном в качестве примера варианте выполнения могут быть сделаны изменения и модификации, не выходящие за рамки области притязаний настоящего изобретения. Например, различные шаги изобретения могут быть исключены без изменения эффективности изобретения. Более того, могут быть использованы и другие способы изготовления карточек, нанесения кодов и печати, например, технология обратного переноса краски испарением и/или технология двойного переноса, разработанные фирмой Dai Nippon Printing Company of Japan. Подразумевается, что эти и другие изменения и модификации находятся в пределах объема притязаний настоящего изобретения, определяемого приведенной ниже формулой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ГОЛОГРАФИЧЕСКОЙ ДИФРАКЦИОННОЙ РЕШЕТКИ (ВАРИАНТЫ) И ГОЛОГРАММА | 2004 |
|
RU2375194C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ОТ ПОДДЕЛОК ПРОДУКЦИИ, ПОТОЧНЫЙ СПОСОБ ПЕЧАТИ И МЕТАЛЛИЧЕСКАЯ ПЕЧАТНАЯ КРАСКА | 2009 |
|
RU2456164C2 |
| СРЕДСТВО ЗАПИСИ КОНФИДЕНЦИАЛЬНОЙ ИНФОРМАЦИИ | 2006 |
|
RU2417440C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ, СОДЕРЖАЩИЙ ОБЪЕМНУЮ ГОЛОГРАММУ | 2014 |
|
RU2665434C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОГРАФИЧЕСКОЙ ЗАЩИТНОЙ ПРОДУКЦИИ С ДОПОЛНИТЕЛЬНОЙ ЗАЩИТНОЙ МЕТКОЙ (ВАРИАНТЫ) И ДОПОЛНИТЕЛЬНАЯ ЗАЩИТНАЯ МЕТКА (ВАРИАНТЫ) | 2007 |
|
RU2341381C1 |
| ЗАЩИТНЫЕ ИЗДЕЛИЯ И УСТРОЙСТВА, СОДЕРЖАЩИЕ КОДИРОВАННЫЕ ГОЛОГРАФИЧЕСКИЕ МИКРОПЛАСТИНЫ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2432264C2 |
| ИНФОРМАЦИОННАЯ КАРТОЧКА | 1996 |
|
RU2107629C1 |
| КОМПОЗИЦИИ ДЛЯ ПОКРЫТИЙ ЗАЩИТНЫХ ЭЛЕМЕНТОВ И ГОЛОГРАММ | 2010 |
|
RU2562031C2 |
| ЗАЩИТНОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ СВЯЗУЮЩИЙ МАТЕРИАЛ С ИЗМЕНЯЮЩИМИСЯ ОПТИЧЕСКИМИ СВОЙСТВАМИ | 2007 |
|
RU2459710C2 |
| НОВАЯ МАРКИРОВКА И СПОСОБ ЕЕ ВЫПОЛНЕНИЯ | 2006 |
|
RU2405878C2 |


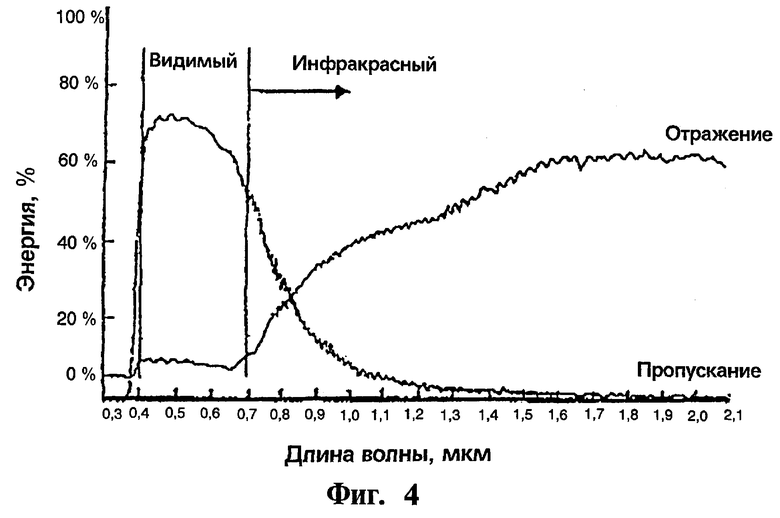




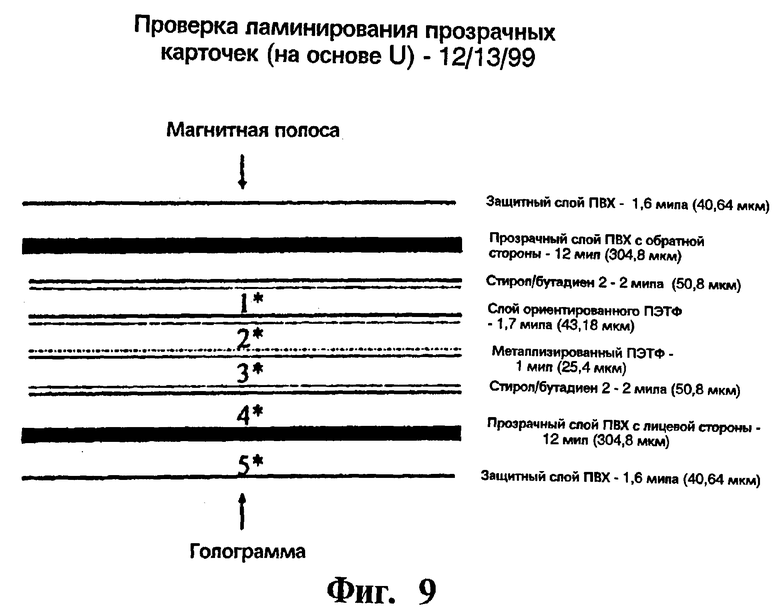

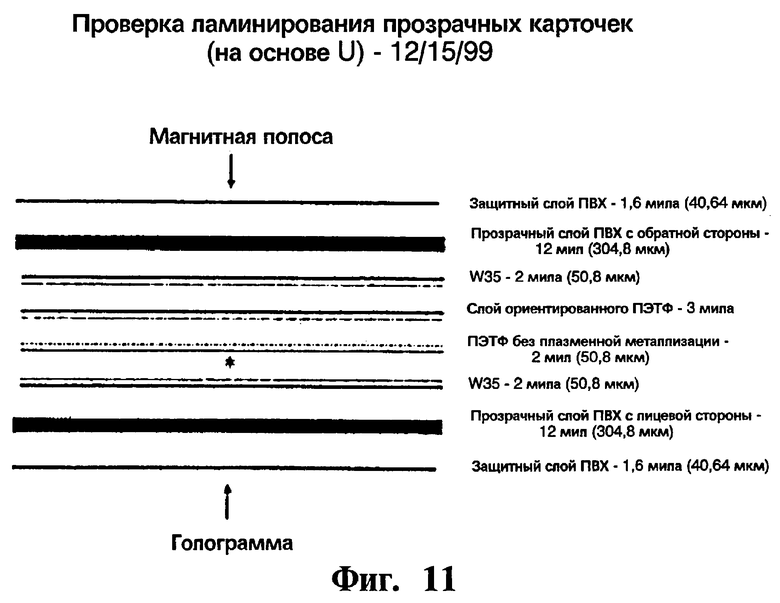
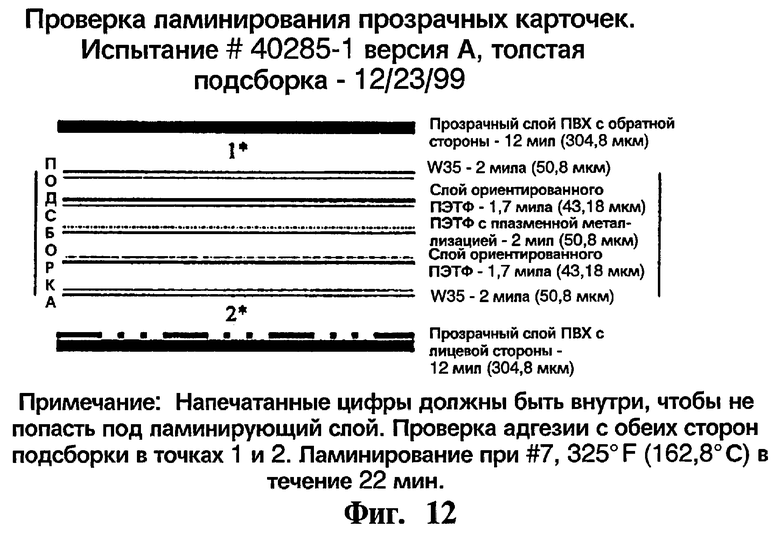


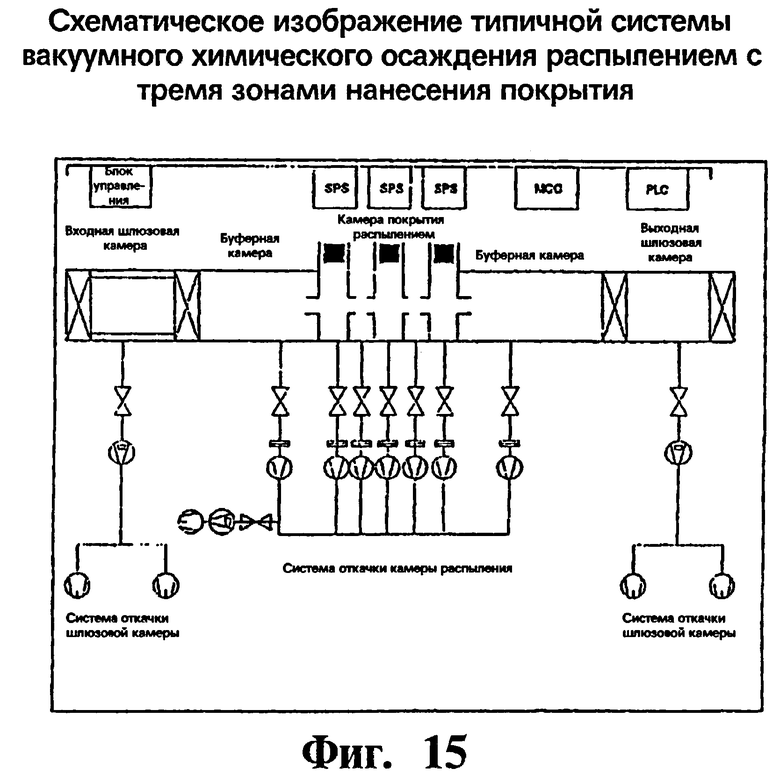
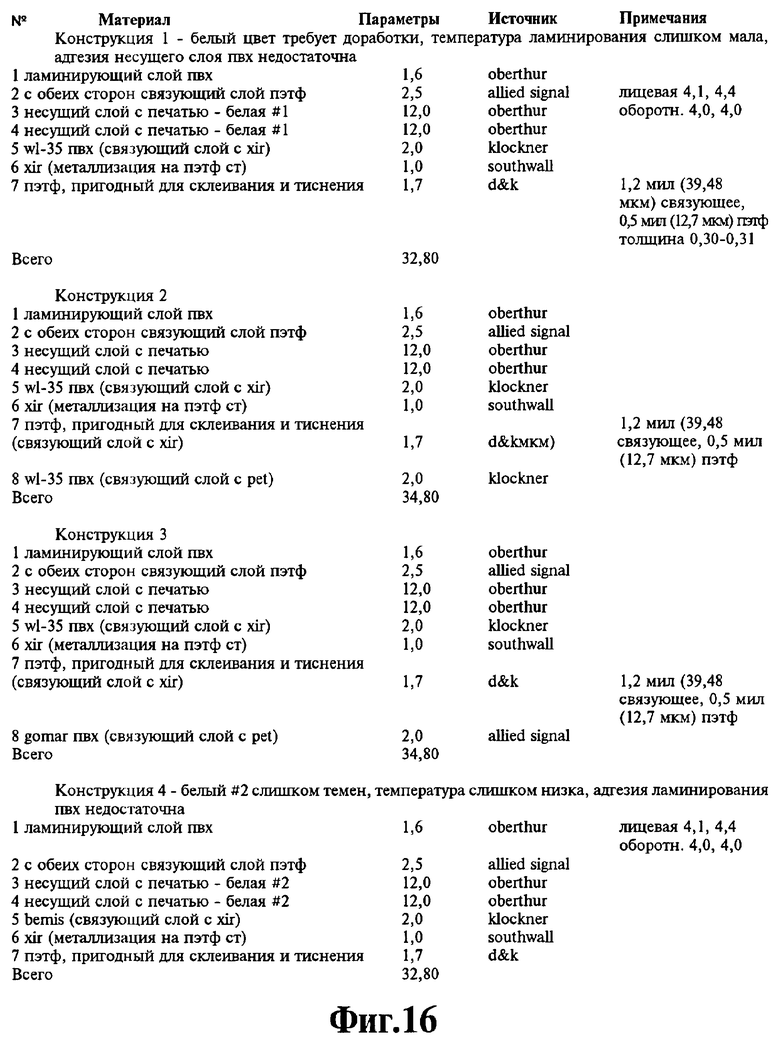
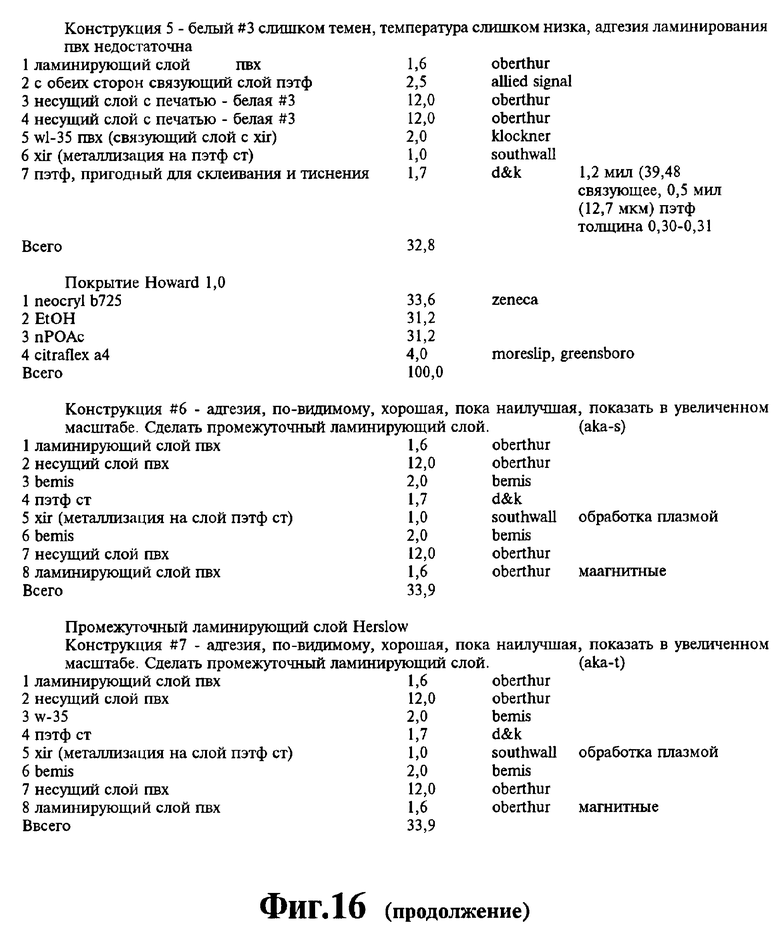

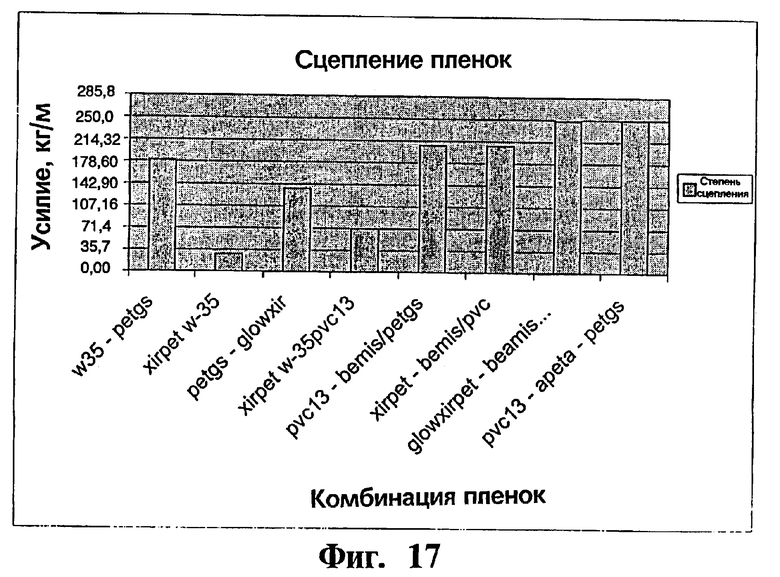






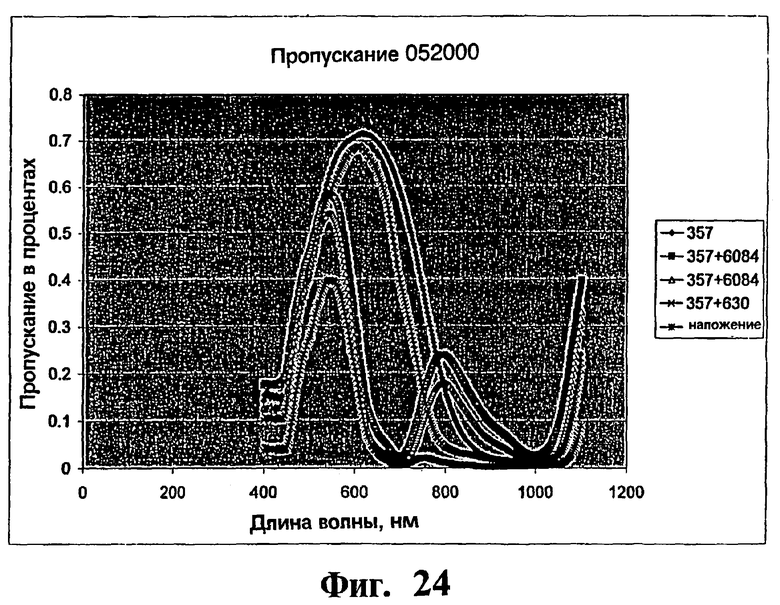


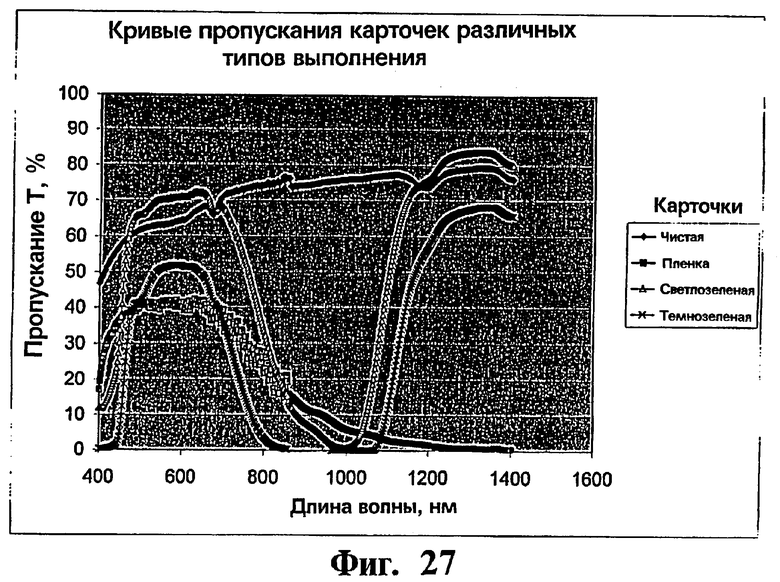


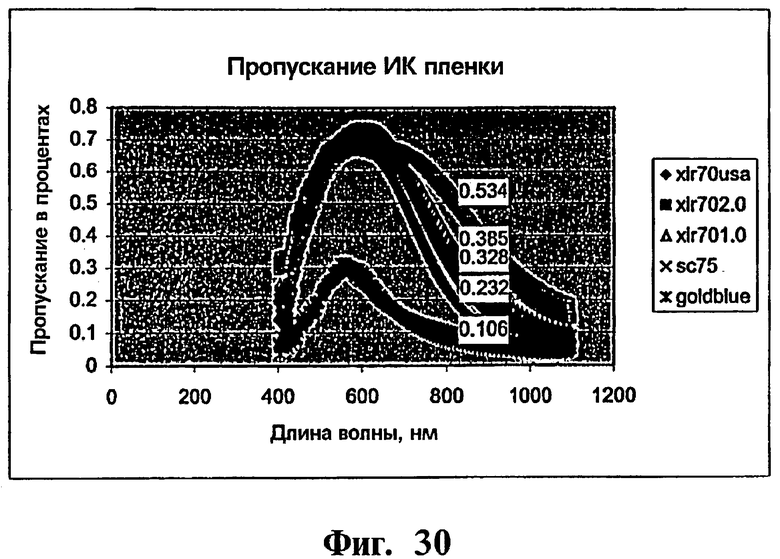

Изобретение относится к карточкам, таким как трансакционная карточка (карта). Техническим результатом является возможность считывания карточки вне зависимости от того, каким образом она расположена в считывающем устройстве. Карточка содержит по крайней мере одну полупрозрачную и/или прозрачную поверхность и машиночитаемую структуру, содержащую материал, обладающий свойством не пропускать инфракрасный свет и в основном пропускать видимый свет, при этом машиночитаемая структура распределена по всей поверхности карточки. 8 з.п. ф-лы, 31 ил.
Приоритет по пунктам:
| US 5010243 A, 23.04.1991.RU 2121163 С1, 27.10.1998.US 3763356 A, 02.10.1973.EP 0902392 A2, 17.03.1999.US 5928788 A, 27.07.1999.DE 19740893 A1, 18.03.1999. |

