Изобретение относится к масложировой промышленности и может быть использовано при производстве бытовых свечей по ОСТ 6-15-402-80.
Широко известен способ изготовления свечей [1], заключающийся в расплавлении компонентов, входящих в состав свечи в свечную массу, разливе полученной массы по формам, в которых размещен фитиль, охлаждении форм, выталкивании полученного свечного стержня, обрезке свечи и фитиля.
Указанный способ применяется в изобретениях [2, 3, 4, 5].
Основным недостатком этого способа является низкая производительность процесса изготовления, связанная с временем на расплавлении компонентов свечной массы, разлив ее по формам, охлаждении форм, где происходит формирование свечного стержня.
Другим недостатком является низкое качество свечей из-за охлаждения расплава, компоненты которого, такие как парафин, стеариновая кислота, цезарин, окислин, полиэтиленовый воск, капролактам, имеют разные температуры отвердения, в результате чего в свечном стержне появляются раковины, наплывы, прочность свечи уменьшается.
Следующим недостатком этого способа являются повышенные энергозатраты, необходимые для расплавления свечной массы и для ее охлаждения в формах, где формируется свечной стержень.
Указанные недостатки частично устраняются в способе получения свечей и устройстве для его осуществления [6], который выбран в качестве прототипа, где время остывания свечного стержня частично сокращается из-за изготовления его в два этапа, на каждом из которых изготавливается продольная половина стержня.
Основным недостатком прототипа является укладка фитиля и его закатывания в одну половинку свечного стержня, что заранее приводит к смещению фитиля от продольной оси свечи. Это нарушает требования ОСТ 6-15-402-80, где смещение фитиля не должно быть более чем на 10% от диаметра свечи.
Еще один недостаток прототипа в том, что для формирования свечи по этому способу необходимы дополнительные устройства, такие как механизм формирования канала для фитиля, механизм закатки фитиля.
Недостатком прототипа является и то, что при окончательном формировании свечного стержня осуществляется подача расплавленной свечной массы на уже остывшую часть свечи, это снижает равнопрочность свечи в связи с образованием шва между двумя половинками свечного стержня. В основу предлагаемого изобретения поставлена задача повышения производительности процесса изготовления свечей и снижения их себестоимости.
Поставленная задача решается способом изготовления бытовых свечей, включающим приготовление свечной массы, подачу фитиля, формование свечного стержня, выталкивание и обрезку свечи, в котором приготовление свечной массы осуществляют измельчением исходных материалов до порошкообразного состояния при перемешивании с последующим последовательным созданием слоя массы заданной толщины и созданием заданной объемной плотности свечной массы и формованием свечного стержня с укладкой фитиля.
Предпочтительно, при формовании свечного стержня в его задней торцовой части формируется углубление произвольной формы, которое заполняется свечной массой следующего стержня.
Поставленная задача решается автоматом для производства бытовых свечей, включающим распределитель измельченной свечной массы, устройство формования свечей, механизм подачи фитиля со шпулями, механизм формования головки свечи, механизм резки свечей, в котором автомат включает измельчитель исходных материалов и дополнительно оснащен двухпереходным дозатором измельченной свечной массы, состоящим из распределителя измельченной свечной массы по устройствам формования и механизма создания заданной объемной плотности свечной массы, дозирующими валиками и механизмом упора для формования головки свечи или ее стержня.
Предпочтительно, дозирующие валики оснащены продольными канавками в количестве 2 или более.
Одна из канавок может иметь в сечении полукруглую форму, а вторая - трапецеидальную.
Продольные канавки дозирующих валиков предпочтительно размещены в съемной трубе, жестко связанной с дозирующим валиком.
Подвижной плунжер устройства формования свечного стержня имеет выступ для образования углубления в задней части свечного стержня и сквозное отверстие для пропуска фитиля и укладки его в свечном стержне.
Для изготовления свечей конусообразной формы механизм упора оснащен сменным упором с конусообразной полостью.
Способ осуществляется следующим образом.
Исходные компоненты свечной массы измельчаются до порошкообразного состояния известными способами с одновременным их перемешиванием в измельчителе и подаются, например, с помощью транспортера на транспортер первого перехода двухпереходного дозатора. Здесь создается равномерный поток измельченной массы путем уравновешивания ее за счет весового коромысла, на одном плече которого установлена рамка транспортера, на другом - уравновешивающий груз. При превышении веса массы, заданной производительностью автомата, работа измельчителя останавливается за счет электрической связи между измельчителем и транспортером первого перехода. Толщина слоя на транспортере определяется заслонкой, кинематически связанной с рамкой транспортера таким образом, чтобы щель между транспортером и заслонкой оставалась постоянной.
Второй переход двухпереходного дозатора в виде механизма стабилизации плотности обеспечивает заданные ГОСТом объемную плотность свечного тела и его прочность. Это достигается тем, что необходимая объемная плотность свечной массы обеспечивается весом высоты слоя этой массы в бункерах второго перехода, при этом минимальная высота слоя контролируется датчиками уровня слоя, электрически связанными с приводом транспортера первого перехода. Дозирующие валики, расположенные внизу бункеров второго перехода, периодически подают свечную массу в узлы формования свечных стержней, в которых заранее размещен фитиль. Узлы формования образуют цилиндрические каналы, верхняя часть которых является полукруглой канавкой дозирующих валиков, а нижняя - аналогичной канавкой механизма формования.
Подвижный плунжер механизма формования уплотняет свечную массу, образуя свечной стержень, а механизм упора формует головку свечи. Выступ плунжера образует глухое отверстие в задней части свечного стержня. Цикл подачи свечной массы повторяется, и при образовании второго стержня заполняется отверстие в задней части предыдущего стрежня, упрочняя соединение стержней в одно целое.
При формовании второго стержня происходит выдавливание первого и его обрезание. Таким образом, фитиль, запрессованный в предыдущем стержне и находящийся в натянутом состоянии, укладывается в центре стержня свечи.
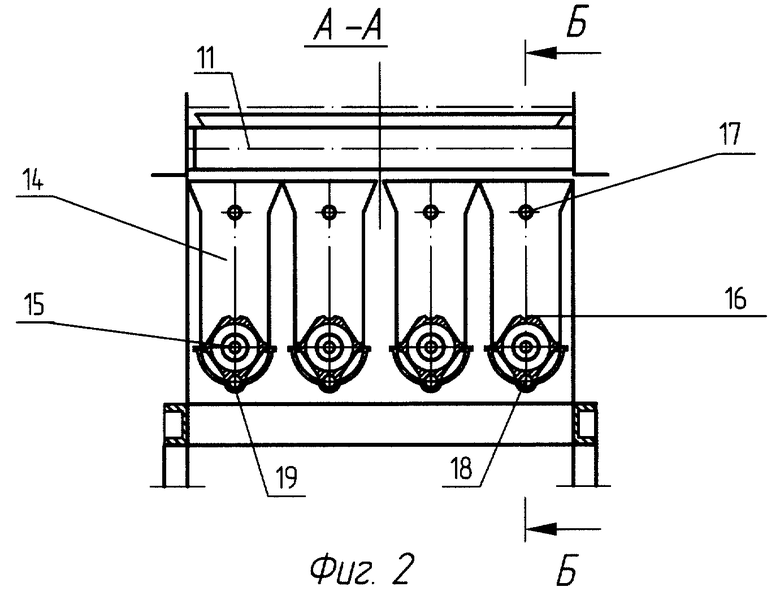
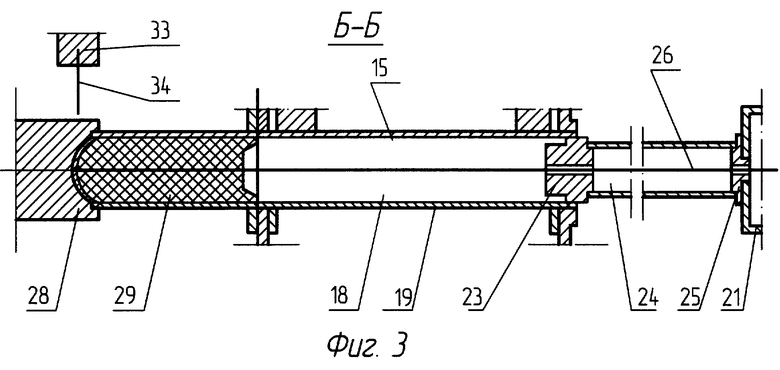
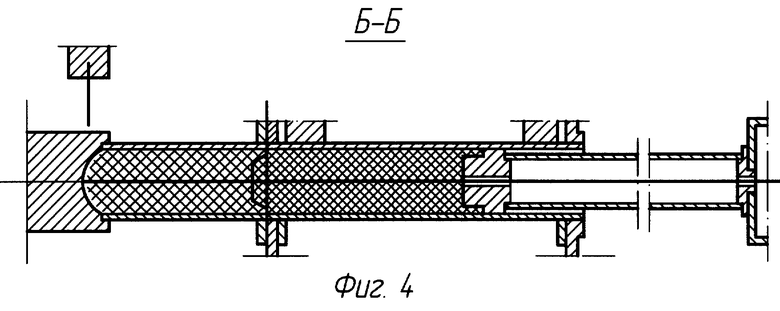
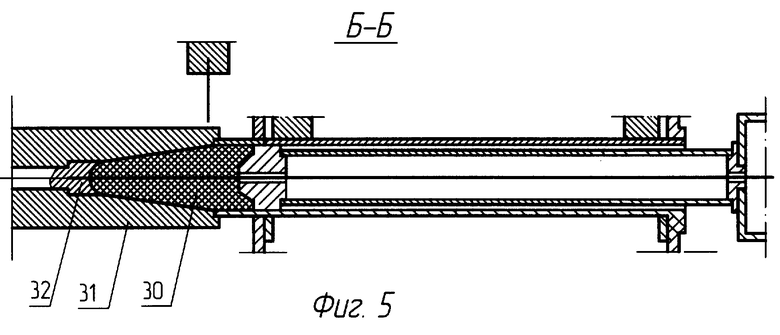
На фиг.1 изображен автомат для производства бытовых свечей, вид сбоку; на фиг.2 - сечение А-А на фигуре 1; на фиг.3 - Б-Б на фиг.2 (формование свечного стержня - цикл первый); на фиг.4 - то же (формование свечного стержня - цикл второй); на фиг.5 - то же (формование конического свечного стержня).
Автомат для изготовления бытовых свечей (фиг.1) содержит измельчитель 1, двухпереходный дозатор, состоящий из распределителя 2 и механизма 3 стабилизации объемной плотности свечной массы, механизм 4 подачи фитиля, узел 5 формования свечных стержней, механизм 6 поворота питающих валиков, механизм 7 упора и формования головки свечи и механизм 8 отрезки свечи.
Распределитель 2 содержит бункер 9, подвижную рамку 10 с транспортерной лентой 11, рамка 10 выполнена в виде весового коромысла с грузом 12 и заслонкой 13, кинематически связанной с рамкой 10.
Механизм стабилизации заданной объемной плотности 3 (фиг.2) состоит из камер 14, дозирующих валиков 15 с продольными канавками 16, одна из которых имеет полуцилиндрическую форму, а другая - трапецеидальную, установленных в нижней части каждой камеры, датчиков уровня 17, установленных на заданной высоте в верхней части каждой камеры.
Механизм подачи фитиля 4 (фиг.1) содержит стандартные шпули, устройства предварительного натяжения фитиля и направляющие ролики подачи фитиля.
Узел 5 формования свечных стержней содержит цилиндрические формовые полости 18 (фиг.2), образуемые неподвижными нижними полуцилиндрическими канавками 19 и верхними полуцилиндрическими канавками 16 дозирующих валиков 15.
Механизм 6 поворота питающих валиков установлен на раме 20 и состоит из силового цилиндра и передачи, например, рейка-шестерня.
Узел 5 формования свечных стержней (фиг.1, 3) установлен на раме и содержит силовой цилиндр, брус 21 и формирующие плунжеры 22, которые установлены и закреплены на брусе соосно с формовыми полостями 18, формующий плунжер 22 содержит головку плунжера 23, вставленную в трубу 24 с одного конца, фланца 25, вставленного с другого конца.
Отверстия в головке плунжера 23 и фланца 25 для подачи фитиля 26 выполнены соосно.
Механизм 7 упора и формования головок установлен на раме 20 и содержит силовой цилиндр, брус 27 и упоры 28 (фиг.1).
Упор 28 при формовании цилиндрических свечей в переднем торце имеет впадину, соответствующую форме головку свечи 29.
Упор при формовании конических свечей 30 (фиг.5) содержит основной упор 31 и дополнительный упор 32 формования головки свечи. Упоры 28 или 31 установлены и закреплены на брусе соосно с формовыми полостями 18 (фиг.3).
Механизм отрезки 8 установлен на стойке рамы 20 и содержит силовой цилиндр, брус 33 с режущими инструментами 34.
Автомат работает следующим образом.
Измельченная и смешанная свечная масса с измельчителя 1, например, наклонной транспортерной лентой подается в бункер 9 распределителя 2.
Свечная масса, расположенная на ленте 11, уравновешивается грузом 12, в случае, когда на ленту 11 подается масса в количестве больше необходимой, рамка 10 с лентой 11 поворачивается относительно шарнира, а заслонка 13 уменьшает выводную щель бункера 9 и наоборот.
Положение груза 12 на рамке 11 определяет производительность распределителя 2.
Свечная масса равномерным по толщине слоем ссыпается с ленты 11 в камеры 14, заполняя их.
Уровень заполнения свечной массой камер 14 с целью создания и дальнейшей стабилизации заданной объемной плотности массы в зоне отбора ее дозирующими валиками 15 контролируется датчиками 17, равномерное опускание всего объема массы в камере 14 осуществляется за счет расположения стенок камеры к основанию по вертикали под углом, меньшим прямого.
Свободный конец фитиля 26 (фиг.3), сматываясь со шпуль механизма 4 подачи фитиля, по направляющим роликам подается к формирующим плунжерам 22 узла 5 формования, протаскивается через направляющие отверстия во фланце 25 и головке 23 плунжера, вдоль оси формовой полости 18 и через отверстие вдоль оси эластичного кольца, первоначально установленного с натягом в торце формовой полости, после чего узлом фиксируется на кольце.
Включается механизм 6 поворота, поворачиваясь, дозирующие валики 15 первыми по ходу трапецеидальными канавками 16, заполненными свечной массой, наполняют неподвижные пустые полуцилиндрические канавки 19, а вторые полуцилиндрические канавки 16, также заполненные массой, замыкают нижние полуцилиндрические канавки, образуя при смыкании цилиндрические формовые полости 18.
Трапецеидальная форма канавки обеспечивает эффективный сброс свечной массы с поверхности и имеет объем канавки, несколько больший объема нижней канавки формовой полости.
Включается механизм 7 упора и формирования головки свечей 29, силовой цилиндр, перемещая брус 27, упорами 28 или 31 плотно замыкает торцы формовых полостей 18.
Включают механизм 5 формования свечных стержней 29, силовой цилиндр перемещает брус 21 с плунжером 22 вдоль формовой полости 18, формуя свечной стержень в выводном конце полости (цикл первый). Головка плунжера 22 имеет выступ, например, конусной формы, образуя при формовании впадину в заднем торце свечного стержня 29. Механизм 7 упора и механизм формования 5 возвращаются в исходные положения.
Автоматически включается механизм 6, и после заполнения свечной массой формовой полости 18 включается механизм 7 упора 28, и после останова его включается механизм формования 5, который плунжерами 22 формует вторые свечные стержни, стыкованные с первыми; далее по сигналу механизм 7 упора 28 возвращается в исходное положение, а механизм формования 5 продолжает движение, выталкивая первые свечные стержни за пределы выводной части формовой полости 18.
Включается механизм отрезки 8, силовой цилиндр перемещает брус 33 с режущими инструментами 34 в полости среза свечных стержней; следующие циклы получения свечи аналогичны описанному.
При изготовлении конических свечей 30 свечной стержень формируется в основном упоре 31 и частично в формовой полости 18, а головка свечи в дополнительном упоре 32. Механизм упора, возвращаясь в исходное положение, освобождает свечной стержень от основного упора 31, а в конце движения от дополнительного упора 32, после чего включается механизм отрезки 8.
Источники информации
1. Брокгауз. Энциклопедический словарь. М., 1900 г. Стр. 256-257.
2. А.с. СССР №1271870 С 11 с 5/02. Б.И. №43. 1986, стр.104.
3. А.с. СССР №1392088 С 11 с 5/02. Б.И. №16. 1988, стр.123.
4. А.с. СССР №1406149 С 11 с 5/02. Б.И. №24. 1988, стр.91.
5. А.с. СССР №2002798 С 11 с 5/02. Б.И. №29. 1993, стр.149.
6. А.с. СССР №1509395 С 11 с 5/02. Б.И. №35. 1989, стр.92.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения свечей и устройство для его осуществления | 1987 |
|
SU1509395A1 |
| Машина для изготовления свечей | 1985 |
|
SU1392088A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА СВЕЧЕЙ | 1997 |
|
RU2116335C1 |
| Машина для изготовления парафиновых свечей | 1979 |
|
SU859168A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СВЕЧЕЙ | 1992 |
|
RU2054465C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СВЕЧЕЙ | 1992 |
|
RU2035497C1 |
| Машина для изготовления бытовых свечей | 1986 |
|
SU1406149A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕЧЕЙ, СОСТОЯЩИХ ИЗ РАСТИТЕЛЬНЫХ ИЛИ ЖИВОТНЫХ МАСЕЛ ИЛИ ЖИРОВ, И СВЕЧА | 2003 |
|
RU2321621C2 |
| Машина для производства стеарино-парафиновых и тому подобных свечей | 1950 |
|
SU91124A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ТАБЛЕТИРОВАНИЯ ПРЕССМАТЕРИАЛА | 1966 |
|
SU182316A1 |
Использование: в области производства бытовых свечей. Сущность изобретения: исходные материалы измельчают до порошкообразного состояния при перемешивании, затем полученную массу подают на формование двумя переходами, на первом переходе создают заданную толщину свечной массы, а на втором - заданную объемную плотность ее с последующим формованием свечного стержня с укладкой фитиля. Автомат включает измельчитель исходных материалов, распределитель свечной массы, устройство формования свечей, механизм подачи фитиля со шпулями, механизм формования головки свечи, механизм резки свечей и дополнительно оснащен двухпереходным дозатором измельченной массы, состоящим из распределителя массы по устройствам формования и механизма создания заданной объемной плотности массы, дозирующими валиками и механизмом упора для формирования головки свечи или ее стержня. Предпочтительно, дозирующие валики оснащены продольными канавками в количестве 2 или более, а их специальный профиль повышает точность дозирования и очистку канавок от остающихся частиц свечной массы. Механизм упора оснащен сменным упором с конусообразной полостью, что обеспечивает изготовление свечей конической формы любого сечения. Технический результат - повышение производительности труда и снижение себестоимости свечей за счет исключения процессов плавления исходных материалов и охлаждения во время формования свечи. 2 н. и 6 з. п. ф-лы, 5 ил.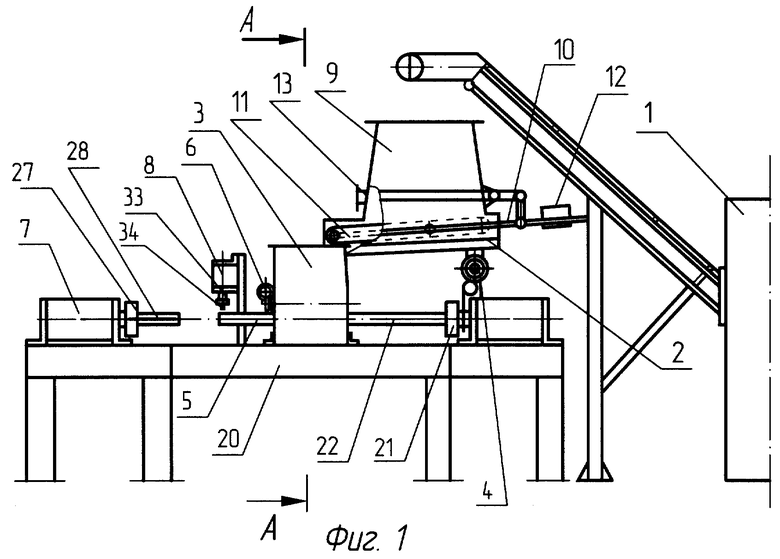
| Способ получения свечей и устройство для его осуществления | 1987 |
|
SU1509395A1 |

