Изобретение относится к способу получения из древесины стружки с ориентированными волокнами. При этом существуют, в принципе, две системы, которые принципиально отличаются друг от друга и создают в соответствии с этим разные продукты.
Первая система касается так называемых стружечных станков прямого резания. При этом необрезанный кругляк подают к желобу. Параллельно направляющей оси древесины расположено ножевое кольцо, оснащенное на своей окружности множеством ножей. Ножи проходят своими лезвиями параллельно ножевому кольцу. Ножевое кольцо установлено с возможностью перемещения таким образом, что оно врезается в массу кругляков и может резать ее на стружку. См., например, DE 2947199 С1.
Другая конструкция стружечных станков прямого резания, относящаяся к названной первой системе, содержит установленный с возможностью вращения диск. Диск несет на одной своей боковой поверхности режущие ножи. Кругляки или стволы деревьев подают к этой рабочей поверхности параллельно волокнам. Поскольку окружные скорости отдельных элементов рабочей поверхности разные по величине, то в зависимости от того, лежит ли поверхностный элемент радиально внутри или радиально снаружи, разным является и результат резания, что ухудшает качество.
Названные станки, относящиеся к первой системе, служат, прежде всего, для получения так называемой стружки с ориентированными волокнами. При этом волокна этой стружки проходят в ее продольном направлении. Стружка чрезвычайно тонкая. Она служит для изготовления одноименных панелей, так называемых древесно-стружечных панелей с ориентированными волокнами. Последние считаются высококачественными. Они обладают высокой прочностью, так что они могут быть использованы в качестве конструктивных элементов, например, в строительстве сборных домов.
В названной второй системе используют так называемые стружечные станки с ножевым кольцом. Они содержат кольцо или венец из ножей, лезвия которых проходят, по меньшей мере, в основном, параллельно оси кольца. Ножевое кольцо охватывает рабочее пространство, в которое щепки в радиально внутренней зоне подают через загрузочную шахту. Ротор выбрасывает щепки радиально наружу к внутренней поверхности ножевого кольца и, тем самым, к лезвиям ножей, где происходит резание на стружку.
Подаваемый к стружечному станку исходный продукт состоит из существенно меньших частиц, а именно щепок, предварительно полученных в процессе колки. Они имеют, выражаясь общими словами, по меньшей мере, приблизительно размер спичечного коробка.
Изготавливаемая с помощью стружечного станка с ножевым кольцом стружка совершенно принципиально отличается от OS-стружки с ориентированными волокнами, полученной с помощью банков первого типа, которые работают по названной первой системе. Она, в основном, штифтообразная и напоминает тонкие спички. Эта стружка может быть переработана только в стружечные плиты. Стружечные плиты обладают, однако, лишь ограниченной прочностью, в частности, не имеют особой изгибной прочности. Их нельзя, таким образом, использовать в качестве конструктивных элементов, и они находят применение в мебельной промышленности.
Преимущества и недостатки станков первой системы - стружечные станки прямого резания для получения стружки с ориентированными волокнами и второй системы с включенной предварительно ступенью для получения щепок и с окончательным результатом получения стружки для стружечных плит можно резюмировать следующим образом.
Стружечные станки прямого резания требуют, в основном, свежей древесины, т.е. стволов деревьев, например, длиной 1 метр. Они способны, правда, изготавливать высококачественную стружку с ориентированными волокнами, однако имеют относительно большие габариты из-за больших размеров исходного сырья. В соответствии с этим они чрезвычайно дороги в приобретении. Инвестиционные затраты составляют 1-3 млн. ДМ. В соответствии с этим они также сравнительно менее гибкие в эксплуатации.
Стружечные станки, напротив, меньше, гибче и экономичнее в приобретении. Они способны, однако, изготавливать не стружку с ориентированными волокнами, а лишь менее ценную, подобную спичкам стружку для стружечных плит.
В основе изобретения лежит задача создания способа или устройства, с помощью которого в качестве исходного сырья можно было бы использовать так называемую свежую древесину и вторичную древесину, которое имеет существенно меньший конструктивный объем, чем известные стружечные станки прямого резания, требует поэтому меньших инвестиционных затрат, является гибким в эксплуатации и, в принципе, пригодно также для получения стружки с ориентированными волокнами.
Эта задача решается посредством независимых пунктов формулы.
Изобретение позволило, таким образом, преодолеть распространенные предубеждения. Были использованы основные признаки стружечного станка с ножевым кольцом, однако фундаментально изменил краевые условия. Это касается, в частности, выбора размеров исходного сырья. Оно имеет в первой протяженности больший размер, чем в перпендикулярной ей протяженности, так что его можно было бы назвать стержнеобразным.
С помощью способа согласно изобретению и соответствующего устройства можно использовать теперь совершенно разные исходные продукты, а именно как свежую древесину высокого качества, свежую древесину среднего качества, такую как кривая древесина и ветки, так и вторичную древесину.
При этом в качестве вторичной древесины рассматривается, например, скапливающаяся в очень больших количествах деревянная упаковочная тара.
Способ и устройство согласно изобретению, как уже сказано, могут давать, в принципе, высококачественную стружку с ориентированными волокнами, однако одновременно и стружку более низкого качества. При вырабатывании стружки разных категорий ее можно классифицировать с помощью последующего этапа классификации.
Изобретение более подробно поясняется с помощью чертежей. На них детально изображено следующее:
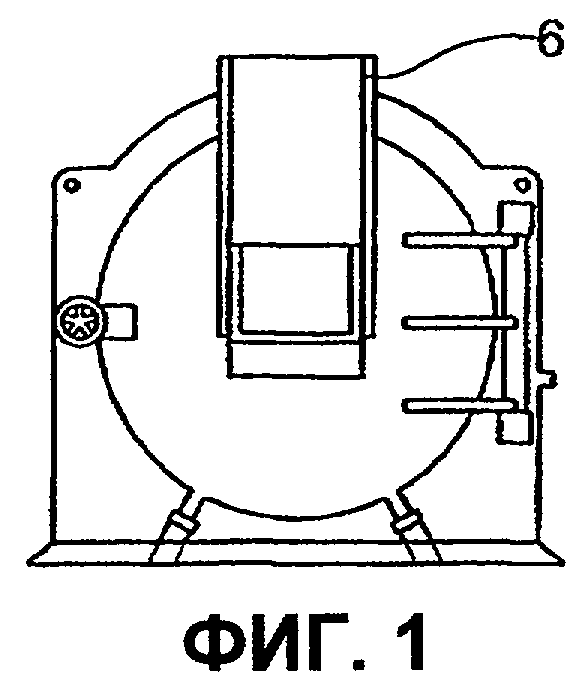
- фиг.1: стружечный станок, вид спереди, т.е. вид на ту сторону, на которой находится крышка корпуса со вставкой для исходного сырья;
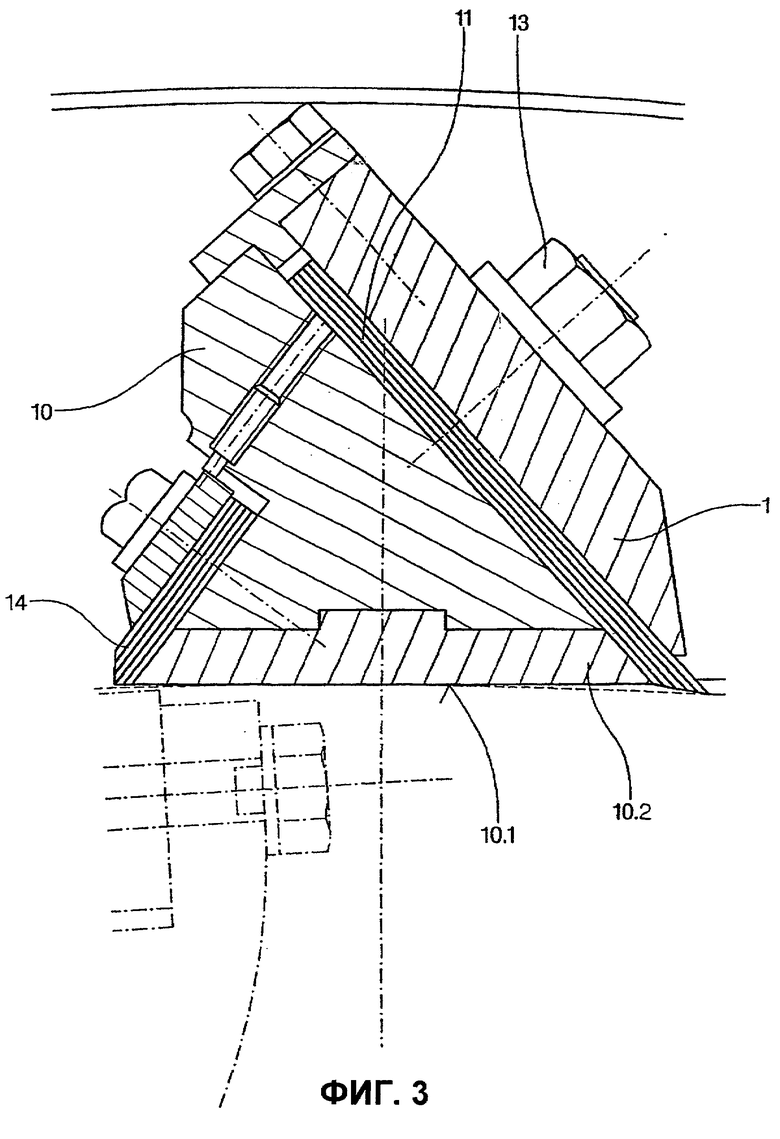
- фиг.2: в увеличенном масштабе осевой разрез стружечного станка по фиг.1;
- фиг.3: в увеличенном масштабе фрагмент фиг.2, а именно ножевой пакет.
Как видно из фиг.1 и 2, стружечный станок включает в себя ротор 1, приводимый валом 2. Ротор 1 содержит венец осепараллельных лопастей 3. Ножевая корзина с также осепараллельно расположенными ножами 4 охватывает ротор 1. Ротор 1 и ножевая корзина расположены, в свою очередь, в корпусе 5 и окружены им. Корпус 5 содержит входное отверстие 6 для подаваемых щепок и выходное отверстие для готовой стружки.
На фиг.2 в двух местах изображен стержнеобразный исходный продукт 20. Он в данном случае имеет форму правильного прямоугольного чурбака. Вместо этого данный исходный продукт может, однако, иметь иную форму, например иметь неправильные ограничивающие поверхности. Важно лишь, чтобы этот исходный продукт 20 был более или менее стержнеобразным, т.е. имел продольную протяженность, которая больше поперечных протяженностей в проходящих перпендикулярно продольной оси плоскостях.
Исходный продукт 20 подают по стрелке к шахтообразному входному отверстию 6. Он попадает затем в окруженное ротором 1 внутреннее пространство. При этом исходный продукт 20 автоматически или посредством соответствующего ориентирующего устройства укладывается так, что он проходит преимущественно по продольной оси вала 2 ротора и, тем самым, более или менее параллельно ножам 4. Исходный продукт имеет значительную величину, в частности значительную длину, в сравнении со щепками, подаваемыми к обычным стружечным станкам с ножевым кольцом.
На фиг.3 и 4 в перпендикулярном к оси разрезе изображены два ножевых пакета. Каждый из обоих ножевых пакетов является составной частью ножевого кольца станка.
Каждый ножевой пакет выполнен следующим образом. Несущая колодка 10 несет режущий нож 11, закрепленный на несущей колодке 10 посредством зажимной пластины 12 и винта 13.
Каждая несущая колодка 10 имеет изнашивающуюся поверхность 10.1. Решающим является то, что эта обращенная к оси станка изнашивающаяся поверхность 10.1 приблизительно плоская и, тем самым, не концентрическая, как раскрыто в уровне техники.
При этом изнашивающаяся поверхность 10.1, как показано на фиг. 3, образована изнашивающейся пластиной 10.2, которая, в свою очередь, закреплена на несущей колодке 10. На фиг.4 изнашивающаяся поверхность 10.1 образована изнашивающимся слоем, полученным за счет нанесения изнашивающегося слоя, преимущественно за счет наплавки или напыления, и последующего шлифования.
У формы выполнения по фиг.3 предусмотрен упорный нож 14, который закреплен на противоположной режущему ножу 11 стороне несущей колодки 10 и взаимодействует с режущим ножом соседнего ножевого пакета. Форма выполнения на фиг.4, напротив, является формой выполнения без упорного ножа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ ДРЕВЕСНЫХ СТРУЖЕК ИЗ ДРЕВЕСИНЫ | 2008 |
|
RU2447989C2 |
| РАБОЧИЙ ОРГАН СТРУЖЕЧНОГО СТАНКА | 1996 |
|
RU2129956C1 |
| СЕГМЕНТНЫЙ РОТОР | 2010 |
|
RU2532273C2 |
| ЛЕГКАЯ ДРЕВЕСНАЯ ПЛИТА | 2010 |
|
RU2546272C2 |
| СВЯЗУЮЩАЯ КОМПОЗИЦИЯ И ЕЕ ПРИМЕНЕНИЕ В ДРЕВЕСНЫХ КОМПОЗИТНЫХ ПЛИТАХ | 2016 |
|
RU2709364C2 |
| Способ измельчения коллагенсодержащих сред и инструмент для его осуществления | 2022 |
|
RU2802786C1 |
| Стружечный станок | 1986 |
|
SU1384386A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО ФОРМОВАННОГО ИЗДЕЛИЯ | 2009 |
|
RU2496636C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОСОК ШПОНА, СТРУЖКИ И Т.П. | 2003 |
|
RU2329138C2 |
| Дисковый древошерстный станок | 1978 |
|
SU677923A1 |
Изобретение относится к деревообрабатывающей промышленности. Исходный продукт, в основном, стержнеобразный; имеет длину, составляющую 1-2-кратную длину так называемой стружки с ориентированными волокнами. Исходный продукт подают к стружечному станку с множеством ножей, лезвия которых проходят, по меньшей мере, приблизительно параллельно оси кольца и охватывают рабочее пространство. Исходный продукт приводят во вращение вокруг оси кольца, ориентируя при этом так, чтобы он лежал, в основном, параллельно оси кольца и прижимался за счет центробежной силы к лезвиям ножей. Изобретение позволяет получить высококачественную стружку, снизить инвестиционные затраты. 7 з.п. ф-лы, 3 ил.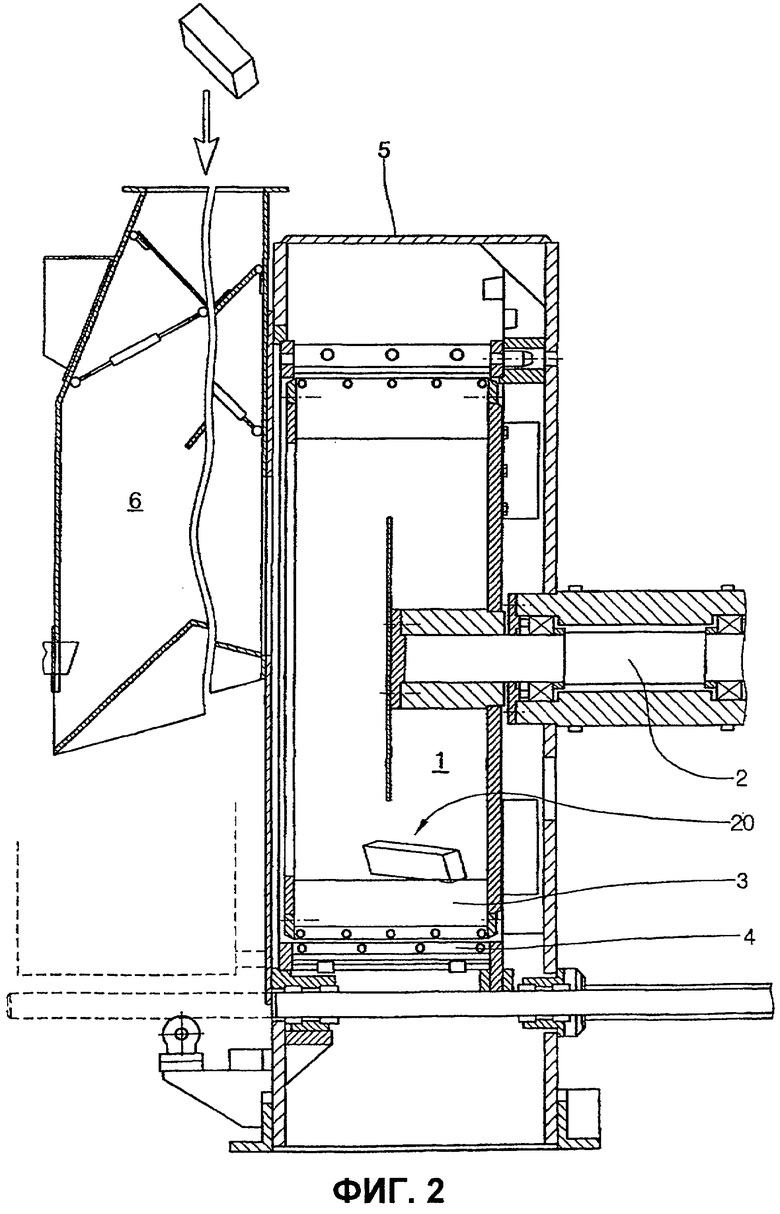
| ЕР 301996 А, 01.02.1989 | |||
| US 2874909 А, 24.02.1959 | |||
| FR 1031797 А, 26.06.1953 | |||
| Реагент-вспениватель для флотации угля | 1982 |
|
SU1033212A1 |

