Изобретение касается способа изготовления древесного формованного изделия посредством прессования с использованием исходного древесного материала и термически отверждаемого вяжущего, при этом для отверждения вяжущего осуществляют передачу тепла древесному формованному изделию в виде парового импульса.
Такие способы известны из уровня техники. На длительность времени прессования влияет, главным образом, то, насколько долго отверждается вяжущее. В дальнейшем на примере панели из древесного материала трехслойной структуры, которая состоит из среднего слоя, верхнего внешнего слоя и нижнего внешнего слоя, описываются подходы к решению вопроса, известные из уровня техники.
Чтобы изготовить панель, древесный мат (полотно) трехслойной структуры, состоящий из исходного древесного материала и термически отверждаемого вяжущего, подается на пресс. После этого следует операция горячего прессования. Вяжущее (клей) во внешних слоях отверждается прямой подачей тепла через нагреваемые прессовые плиты или ленты. Благодаря тепловой энергии, подаваемой к панели, с одной стороны, и влаге, содержащейся в панели, - с другой, в панели возникает градиент давления водяного пара.
Тепловая энергия, необходимая для отверждения среднего слоя, подается в панель при помощи так называемого парового импульса. С этой целью внешние прессовые плиты нагреваются, например, до 200°С. В ходе сжатия вода (клеевая вода) во внешних слоях нагревается и по достижении температуры кипения (100°С) резко переходит в парообразное состояние, Благодаря градиенту давления водяного пара этот пар выбрасывается вертикально с обеих сторон панели в направлении ее середины. Эту операцию называют паровым импульсом.
Благодаря градиенту температуры между поверхностями внешних слоев и серединой среднего слоя (разница температуры составляет, например, 75°С), пар конденсируется во все еще холодном среднем слое. Это освобождает теплоту конденсации, которая увеличивает температуру в среднем слое. Химические реакции отверждения в среднем слое происходят быстрее, и до отверждения вяжущего проходит меньше времени, в результате чего требуемое время прессования уменьшается. Этот принцип парового импульса используется в производстве различных древесных формованных изделий, например, в производстве древесно-стружечных плит, древесно-волокнистых плит средней плотности (MDF), ориентированных стружечных плит (OSB), и т.п.
Из уровня техники известно, что принцип парового импульса может быть оптимизирован путем предварительного нагрева водяного пара и выдувания его на древесное формованное изделие под давлением в парообразном состоянии. Это также называется способом нагнетания пара. В результате этого уменьшение времени прессования до некоторой степени также возможно.
Однако недостатком способа нагнетания пара является то, что в середину древесного формованного изделия также попадает больше воды. Благодаря основному принципу давления и противоположному давлению, внутреннее давление в древесном формованном изделии в случае применения способа нагнетания пара значительно увеличивается. Когда пресс раскрывается, вяжущее в середине формованного изделия уже должно отвердеть до такой степени, чтобы внутреннее давление пара не приводило к повреждениям (не отпадали частицы) или разрушению формованного изделия (расслоению). Предпринимаются попытки противодействовать этому недостатку при помощи сложных охладительных устройств, чтобы охлаждать формованные изделия после горячего прессования. Тем не менее, в случае применения способа нагнетания пара пресс должен оставаться закрытым в течение сравнительно долгого времени, так что временное преимущество быстрого отверждения вяжущего частично нивелируется.
Целью данного изобретения является предоставление способа изготовления древесного формованного изделия, при помощи которого время прессования может быть уменьшено без вышеописанных недостатков уровня техники.
Эта цель достигается при помощи способа согласно п.1 формулы изобретения или пресса согласно п.4 формулы изобретения. Предпочтительные варианты осуществления изобретения описываются в зависимых пунктах формулы изобретения.
Отличительным признаком способа согласно изобретению является то, что перед передачей тепла в виде парового импульса увеличивают рабочее давление воздуха в пресс-камере по сравнению с атмосферным давлением вне пресс-камеры, но без подачи дополнительной влаги, в частности, в виде водяного пара, в древесное формованное изделие.
Пресс, предоставляемый для изготовления такого древесного формованного изделия, отличается наличием пресс-камеры и устройства для создания повышенного давления, так что обеспечивается возможность перед передачей тепла в виде парового импульса увеличивать рабочее давление воздуха в пресс-камере по сравнению с атмосферным давлением вне пресс-камеры, но без подачи дополнительной влаги, в частности, в виде водяного пара, в древесное формованное изделие.
Первая основная идея изобретения - больше не следовать способу нагнетания пара, согласно которой горячий пар нагнетается в формованное изделие под давлением, что приводит к технологическому тупику. Вместо этого осуществляется возврат к оригинальному способу парового импульса, в котором паровой импульс происходит автоматически по достижению температуры кипения. Способ парового импульса усовершенствуется в соответствии с изобретением посредством того, что давление воздуха является большим по меньшей мере в пресс-камере пресса, чем атмосферное давление окружающей среды в течение операции прессования. Другими словами, операция прессования происходит при повышенном давлении, например, при 1,5 бар. При таком повышенном давлении вода испаряется при более высоких температурах, например, при 110°С. Паровой импульс по-прежнему автоматический, но на этот раз при более высокой температуре. По сравнению со способом, который осуществляется при атмосферном давлении, паровой импульс при некоторых обстоятельствах происходит в отчасти более позднее время, но со значительно большей энергоемкостью вследствие более высокой температуры кипения.
Изобретение использует зависимость температуры кипения и давления кипения друг от друга. Путем увеличения давления на, к примеру, 0,5 бар=500 ГПа достигается увеличение температуры кипения воды с 100°С до около 110°С. Это поднимает энергоемкость пара по сравнению со способом, осуществляемым при атмосферном давлении. В случае использования того же количества воды при помощи парового импульса в середину древесного формованного изделия может быть передано больше тепла. Это увеличивает температуру, достигаемую в среднем слое. Согласно правилу Вант-Гоффа (о влиянии температуры на скорость реакции), скорость реакции примерно удваивается при увеличении температуры на 10°С, результатом этого является существенное увеличение скорости реакции для химической реакции отверждения вяжущего. В результате время прессования может быть значительно уменьшено, при этом больше нет риска расслоения, поскольку в формованное изделие не вводится дополнительный водяной пар.
В отличие от вышеописанного уровня техники, в котором тепловая энергия, вводимая в древесное формованное изделие, значительно увеличивается путем увеличения количества используемого водяного пара, данное изобретение основывается на принципе увеличения скорости реакции реакций отверждения вяжущего путем передачи большего количества тепловой энергии при помощи идентичного количества водяного пара. Это позволяет достигать высокой рабочей температуры, избегая недостатка повышенного внутреннего давления.
Образуемый водяной пар содержит влажные компоненты воздуха, которые (при условии, что в качестве рабочей атмосферы не используется сухой воздух) в любом случае уже присутствуют в воздухе, а также водяной пар, который возникает в клеевой воде внешних слоев. Таким образом, если в качестве рабочей атмосферы используется «обыкновенный» воздух, то соотношения парциального давления в пресс-камере или в камере прессования во время парового импульса по существу соответствуют соотношениям парциального давления вне пресс-камеры или камеры прессования.
Описание, которое идет далее, предназначено, чтобы еще раз показать различие между известным способом нагнетания пара и данным изобретением:
В традиционном способе нагнетания пара соотношения парциального давления являются результатом взаимодействия (влажного) воздуха, с одной стороны, и сверхнагретого пара, дополнительно вводимого в систему, - с другой:
Р общее =р(воздуха)+р(Н 2 О)
По достижении температуры кипения 100°С из водяного пара, присутствующего во влажном воздухе, и из водяного пара, который возникает в клеевой воде внешних слоев, а также из дополнительно вводимого супернагретого пара, возникает паровой импульс.
В данном изобретении введение сверхнагретого пара не используется. В пресс-камере находится только обычная рабочая атмосфера, как правило, воздух обыкновенного состава (78% азота, 21% кислорода,...). Отсюда вытекает:
Р общее =р(воздуха)
Паровой импульс, который возникает по достижении (повышенной) температуры кипения, например, 110°С, содержит гораздо меньше влаги и в то же время больше тепловой энергии, что приводит к преимуществам, раскрытым выше.
Поскольку операция прессования происходит при повышенном давлении, предусматривается камера прессования, с желаемым увеличенным давлением в ней. В таком случае под атмосферным давлением воздуха понимается давление воздуха в атмосфере вне камеры прессования, которое вызывается весом воздуха. Рабочее давление воздуха, наоборот, понимается как давление воздуха той окружающей среды, в которой происходит операция прессования. Поскольку операция прессования всегда происходит в пресс-камере, например, в прессовом зазоре, образованном между прессующими плитами или лентами, рабочее давление воздуха, другими словами, - это давление воздуха (по меньшей мере) в пресс-камере, в которой размещается изготавливаемое древесное формованное изделие. В одном варианте осуществления изобретения пресс-камера, в частности, в виде прессового зазора, чтобы добиться желаемого повышенного давления, выполнена как по существу замкнутая камера прессования. В другом варианте осуществления изобретения предусматривается камера прессования, которая, как и фактическая пресс-камера, окружает дополнительные элементы пресса. В дополнительном варианте осуществления изобретения пресс имеет камеру прессования, которая полностью окружает его; тогда весь пресс находится внутри камеры прессования.
Пресс обладает техническим оборудованием, подходящим для этой цели, которое знакомо специалистам в данной области техники и, таким образом, не нуждается здесь в специальном подробном описании. Когда, например, прессовый зазор выполнен как камера прессования, предоставляются устройства для изоляции прессового зазора, например, боковые кольцевые уплотнители, устройства приложения давления, и т.п. В дискретных прессах, например, в дискретных одно- или многоступенчатых прессах, можно предусмотреть боковые изолирующие поверхности, которые изолируют все четыре стороны, когда пресс закрыт. В дополнение к конструкционным элементам и уплотнениям для купирования камеры прессования следует обеспечить устройство для создания повышенного давления. Это может быть резервуар высокого давления, который обеспечивает повышенное давление, например, от 0,5 до 10 бар. Повышенное давление может подаваться оттуда в камеру прессования через напорную линию. Таким образом, точка кипения воды может быть настроена на, к примеру, промежуток от 110°С до 150°С.
Способ в соответствии с изобретением подходит к применению в производстве большого количества древесных формованных изделий, например, в производстве древесно-стружечных плит, древесно-волокнистых плит средней плотности (MDF), древесно-волокнистых плит высокой плотности (HDF), ориентированных стружечных плит (OSB), и т.п. Эти древесные формованные изделия могут быть представлены отдельными частями или непрерывной частью, которая непрерывно проходит через пресс. Способ может использоваться или на дискретных или на непрерывных прессах, например, на одно- или многоступенчатых прессах, двухленточных прессах, и т.д.
В зависимости от того, какой вид древесных формованных изделий должен производиться, исходный древесный материал содержит стружку, волокна, щепки. Используемые термически отверждаемые вяжущие могут быть, например, мочевинными смолами, меламиновыми смолами или феноловыми смолами, или их смесями, или смесями этих смол с полимерными диизоцианатами (PMDI) или с натуральными вяжущими, такими как таниновые смолы и/или лигниновые смолы.
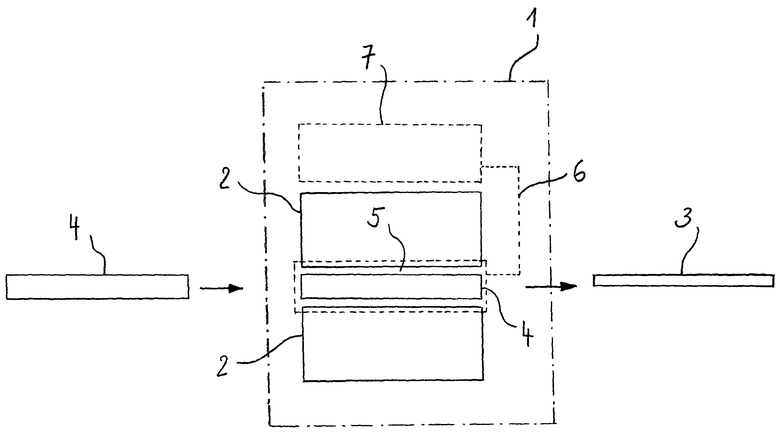
Пример осуществления изобретения подробно объясняется далее со ссылками на чертеж, на котором представлена схема данного изобретения с дискретным одноступенчатым прессом 1 с прессовыми плитами 2 для производства древесно-стружечных плит 3.
В случае древесно-стружечной плиты 3 на первом этапе способа древесина, древесные отходы, древесные формованные изделия и т.п. сначала преобразуются в щепки, то есть подходящие перерабатывающие способы, применяющие дисковые рубительные машины, рубительные машины для длинномерных лесоматериалов, и т.п. используются для изготовления щепок желаемой оптимальной формы. На втором этапе способа полученные таким образом щепки высушиваются до получения окончательного содержания влаги в пределах 0,5-2%. Потом щепки фракционируют, то есть разделяют на ситовые фракции. После этого идет отдельное склеивание «щепок внешнего и внутреннего слоя» термически отверждаемыми смолами, преимущественно мочевинными смолами, меламиновыми смолами или феноловыми смолами, или их смесями, или смесями с полимерными диизоцианатами (PMDI), или с натуральными вяжущими, такими как таниновые смолы и/или лигниновые смолы. Четвертый этап способа, который следует за разбитием на щепки, сушкой и склеиванием, - это рассредоточение склеенных щепок посредством воздушного или механического рассеивания, с помощью которых получают «мат» 4 или «полотно» из щепок. Если смотреть по высоте мата, главным образом более мелкие и тонкие щепки наружного слоя размещаются вверху и внизу, в то время как более крупные щепки среднего слоя размещаются, главным образом, в середине мата 4. В этом расположении склеенный мат 4 затем подается на пресс 1, в котором одновременное действие тепла и давления сжимает мат 4 до конечной желаемой толщины древесно-стружечной плиты, в то же время производя отверждение отверждаемого теплом вяжущего.
Химические реактивы вяжущих, используемых во внешних и среднем слоях (UF, MF, PF, MUF, PMDI и др.), должны соответствовать требованиям реакций сжатия, и наоборот, содержание влаги в только что сформованной древесно-стружечной плите должно быть в точности таким, чтобы во внешних и среднем слоях могла пройти оптимальная реакция отверждения, и древесно-стружечная плита 3 не расслоилась, т.е. не разрушилась, в результате чрезмерного внутреннего давления пара в момент, когда она выходит из-под пресса 1, и, таким образом, внешнее давление исчезает. На длительность времени прессования влияет, главным образом, то, как быстро отверждается вяжущее. С этого момента и начинается изобретение.
Мат 4 подается на пресс 1, прессовый зазор 5 которого сформирован как камера прессования. Прессовый зазор 5 через напорные линии 6 соединен с резервуаром 7 высокого давления, при помощи которого, после введения мата 4 и закрытия прессового зазора 5 посредством подходящих уплотнений (не показаны), в прессовом зазоре 5 создается повышенное давление в 1,5 бар. Влага, более конкретно - в виде водяного пара, не подается в прессовый зазор 5 или мат 4. В силу увеличения рабочего давления происходит увеличение температуры кипения в прессовом зазоре 5. Пар, который образуется при 110°С, имеет значительно большую энергоемкость, в результате чего, соответственно, также возникает значительно больше тепла конденсации из-за парового импульса в среднем слое мата 4. Результатом этого является то, что реакции отверждения вяжущего в среднем слое происходят значительно быстрее. Таким образом, значительно быстрее достигается достаточная прочность в среднем слое. Это позволяет существенно уменьшить время прессования, или значительно увеличить скорость работы пресса 1, без риска расслоения древесно-стружечной плиты 3 после выхода из-под пресса 1.
Все свойства, данные в описании изобретения, чертеж и формула изобретения, которая идет далее, могут быть существенными для изобретения как в отдельности, так и в любом требуемом сочетании друг с другом.
Список номерных обозначений:
1 пресс
2 прессовая плита
3 древесно-стружечная плита
4 мат
5 прессовый зазор
6 напорная линия
7 резервуар высокого давления
Изобретение относится к способу изготовления древесного формованного изделия посредством прессования. Для отверждения вяжущего осуществляют передачу тепла древесному формованному изделию в виде парового импульса. Перед передачей тепла в виде парового импульса увеличивают рабочее давление воздуха в пресс-камере по сравнению с атмосферным давлением воздуха вне пресс-камеры, но без подачи дополнительной влаги в виде водяного пара в древесное формованное изделие. Соотношения парциального давления в пресс-камере до момента парового импульса по существу соответствуют соотношениям парциального давления вне пресс-камеры. Рабочее давление воздуха по меньшей мере на 0,5 бар выше атмосферного давления воздуха. Пресс для изготовления древесного формованного изделия имеет пресс-камеру и устройство для создания повышенного давления. Пресс-камера в виде прессового зазора сформирована в виде замкнутой камеры прессования. Уменьшается время прессования изделия. 2 н. и 3 з. п. ф-лы, 1 ил.
1. Способ изготовления древесного формованного изделия (3) посредством прессования с использованием исходного древесного материала и термически отверждаемого вяжущего, при этом для отверждения вяжущего осуществляют передачу тепла древесному формованному изделию в виде парового импульса, отличающийся тем, что перед передачей тепла в виде парового импульса увеличивают рабочее давление воздуха в пресс-камере (5) по сравнению с атмосферным давлением воздуха вне пресс-камеры (5), но без подачи дополнительной влаги, в частности, в виде водяного пара, в древесное формованное изделие.
2. Способ согласно п.1, отличающийся тем, что соотношения парциального давления в пресс-камере (5) до момента парового импульса по существу соответствуют соотношениям парциального давления вне пресс-камеры (5).
3. Способ согласно п.1, отличающийся тем, что рабочее давление воздуха по меньшей мере на 0,5 бар выше атмосферного давления воздуха.
4. Пресс (1) для изготовления древесного формованного изделия (3) с использованием исходного древесного материала и термически отверждаемого вяжущего, при этом для отверждения вяжущего осуществляется передача тепла древесному формованному изделию в виде парового импульса, отличающийся тем, что пресс (1) имеет пресс-камеру (5) и устройство (6, 7) для создания повышенного давления, так что обеспечивается возможность перед передачей тепла в виде парового импульса увеличивать рабочее давление воздуха в пресс-камере (5) по сравнению с атмосферным давлением воздуха вне пресс-камеры (5), но без подачи дополнительной влаги, в частности, в виде водяного пара, в древесное формованное изделие.
5. Пресс согласно п.4, отличающийся тем, что пресс-камера (5), в частности, в виде прессового зазора, сформирована в виде по существу замкнутой камеры прессования.
| US 4469655 A1, 04.09.1984 | |||
| RU 2005064 C1, 30.12.1993 | |||
| ДРЕВЕСНАЯ ПЛИТА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2245783C1 |
| US 6129871 A1, 10.10.2000 | |||
| US 6533890 B1, 18.03.2003. | |||

