Данное изобретение относится к способу изготовления и устройству для изготовления полосок шпона, стружки и т.п., при котором отдельные деревянные заготовки формируются в пакет, множество таких пакетов образует плотный штранг и данный штранг подается к режущему инструменту.
Данный способ изготовления и данное устройство для изготовления полосок шпона из пакетов досок известны из DE 10035052 C1. В данном документе описывается способ образования пакетов пиломатериала, которые при помощи ножевого диска перерабатываются в полоски шпона определенной длины, ширины и толщины. Пакеты плотно друг за другом располагаются на устройстве подачи, которое непрерывно подает пакеты к ножевому диску.
При помощи данного способа или данного устройства из пакетов досок могут быть изготовлены полоски шпона определенной длины, ширины и толщины, которые затем могут использоваться для изготовления конструкционных элементов, таких как плиты и балки из полосок шпона или древесностружечных плит и плит из ориентированной стружки.
Прочность таких конструкционных элементов в первую очередь зависит от однородности используемых полосок шпона. Поскольку при их изготовлении обязательно образуется крупная фракция, то есть полоски большой толщины, осколки, короткие полоски шпона и т.д., и данная крупная фракция также перерабатывается в конструкционные элементы, их прочность резко снижается (сравнить здесь также журнал ФРГ: Переработка древесины и пластмасс, выпуск 5, 2001, стр. 49-52). Вследствие этого конструкционный элемент должен изготавливаться со значительно большей прочностью, чтобы на неблагоприятных участках, то есть на участках, где в конструкционных элементах присутствуют части крупной фракции, также были достигнуты требуемые показатели прочности. Это ведет к тому, что конструкционный элемент хотя и достигает необходимой прочности в каждой точке, однако имеет также участки, в которых требуемые значения прочности могут быть многократно превышены. Но это экономически невыгодно, поскольку без необходимости расточается материал, например, когда для достижения минимальной прочности изготавливаются вопреки требованиям конструкционные элементы большей толщины или с более высоким удельным весом.
Ни одно из до сих пор известных устройств для получения стружки не предотвращает образование крупной фракции в форме осколков или стружки большой толщины. Также при подаче длинных досок в подвижное кольцо с ножами, как это описано в DE 19727127 C1, образуется крупная фракция даже в том случае, если эти доски по продольной кромке плотно собираются в пакет. Допуски по ширине, обусловленные технологией изготовления этих досок, не позволяют добиться сцепляемости по всей длине. Мелкая фракция отсеивается известным способом, для крупной фракции в условиях промышленного использования этого недостаточно. Даже небольшое количество осколков или полосок шпона большой толщины значительно снижает прочность на изгиб, модуль упругости и предел прочности при поперечном растяжении изготовленных из них плит или балок, особенно при изготовлении тонких плит.
Если бы удалось, следовательно, уже на этапе изготовления полосок шпона, стружки и т.п. предотвратить получение крупной фракции, то можно было бы лучше и рентабельнее производить конструкционные элементы из полосок шпона, стружки и т.п.
Тем самым задачей изобретения была разработка способа изготовления и устройства, при использовании которых не образовывалось бы крупной фракции.
Эта задача при способе изготовления полосок шпона, стружки, штранга, квадратной крупноразмерной стружки для вафельных плит или аналогичной плоской стружки (причем отдельные деревянные заготовки в виде досок или также горбыля, обзольных реек, штучных древесных отходов, вторичного древесного сырья, отторцованных и, в случае необходимости, расщепленных по длине сучьев собираются в пакет, множество таких пакетов формируется в плотный штранг и данный штранг подается к режущему инструменту) решается так, что по меньшей мере пакеты, находящиеся в непосредственной близости от режущего инструмента, сжимаются усилием, превышающим усилие резания, оказываемое режущим инструментом на обрабатываемый пакет.
Такое решение позволяет эффективно предотвратить образование крупной фракции при изготовлении полосок шпона, стружки и т.п. Если отдельные пакеты при непрерывной подаче будут сжиматься так плотно, что по крайней мере усилие сжатия пакета, находящегося непосредственно перед вращающимся режущим инструментом, превысит усилие резания, то в этом случае даже остатки каждого пакета будут фиксироваться настолько надежно, что пакеты можно будет полностью переработать в стружку без образования крупной фракции.
Полоски шпона, стружка и т.п., изготовленные в соответствии с представленными выше способами, согласно изобретению не содержат крупной фракции. Из этого материала возможно изготовление древесностружечных балок и плит с высокими показателями качества. До настоящего момента невозможно было изготовление такого рода изделий со сравнительно низкими значениями удельного веса. Производство таких изделий отличается экономией материала и/или снижением расходов. Предпочтительные усовершенствования вытекают из зависимых пунктов формулы изобретения.
Усилие взаимодействия между пакетами может создаваться различными способами. По первому варианту согласно изобретению усилие действует в направлении подачи и создает сцепляемость по меньшей мере между двумя пакетами, следующими друг за другом. Такую сцепляемость можно относительно легко создать путем прижатия отдельных пакетов друг к другу. Данный способ приложения усилия, тем самым, достаточно прост и, помимо этого, экономически выгоден.
Если согласно предпочтительному дальнейшему усовершенствованию намочить обращенные друг к другу стороны пакетов, предпочтительно непосредственно перед укладкой пакетов, то такой простой способ позволит повысить сцепляемость.
Согласно специальной форме исполнения сцепляемость превышает создаваемое усилие резания по меньшей мере на участке непосредственно перед режущим инструментом. Вследствие этого требуемый относительно высокий уровень сцепляемости между пакетами возникает именно там, где это необходимо. Это хотя целесообразно, однако требует относительно сложной системы управления.
Поэтому согласно альтернативной форме исполнения может быть создана сцепляемость по всей длине штранга.
Согласно дальнейшему предпочтительному усовершенствованию сцепляемость может также непрерывно или прерывисто возрастать в направлении подачи. Таким путем можно сэкономить энергию, так как необходимая сцепляемость постепенно возрастает до нужного значения. При данном исполнении, кроме того, сцепляемость между пакетами возрастает постепенно, что приводит при поступательной подаче к более плотному сжатию пакетов.
Согласно альтернативному варианту усилие может создаваться путем соединения пакетов с геометрическим замыканием. Это решение также представляет собой простую и экономически выгодную возможность создания усилия между пакетами. При этом можно предусмотреть, хотя бы на части обращенных друг к другу боковых сторон пакетов, элементы геометрического замыкания, как, например, зубцы, выступы, углубления, элементы шпунтового соединения и т.п. Такие элементы геометрического замыкания широко распространены, они могут быть реализованы при помощи соответствующих приспособлений достаточно быстро, легко и относительно недорого, гарантируя надежную фиксацию пакетов.
Элементы геометрического замыкания создаются особенно легко, если в соответствии с предпочтительным усовершенствованием элементы геометрического замыкания запрессовываются. Это можно выполнить как заранее на отдельных досках, так и непосредственно в устройстве подачи перед режущим инструментом, например, прижатием пакетов друг к другу при помощи высокого давления.
Согласно другой альтернативной форме осуществления способа согласно изобретению усилие может создаваться при помощи силового замыкания между пакетами. Силовое замыкание также может быть реализовано быстро, легко и относительно недорого, так что и этот способ обеспечивает гарантированное превышение усилия, действующего между пакетами, над усилием резания режущего инструмента.
В соответствии с предпочтительным исполнением силовое замыкание может быть реализовано при помощи клеевого соединения. Современные клеевые соединения достаточно рентабельны и могут затвердевать так быстро, что склеивание может производиться даже непосредственно в устройстве подачи.
При этом в соответствии с альтернативными формами исполнения склеивание может осуществляться как участками, так и по всей высоте обращенных друг к другу сторон пакетов.
Если склеивание производится только участками, то предпочтительно предусматривается склеивание только между самыми нижними досками пакетов. Это позволяет реализовывать данный метод наиболее рентабельно.
Силовое замыкание между пакетами может при альтернативном исполнении выполняться также при помощи дюбелей. Особенно для этого подходят маленькие, тонкие, короткие дюбеля, которые соединяют обращенные друг к другу стороны пакетов.
В соответствии с предпочтительным исполнением на пакеты можно дополнительно воздействовать усилием поперек направления подачи. Тем самым может быть улучшена подача пакетов и стабилизировано их положение относительно друг друга.
Данное усилие, прилагаемое в соответствии с предпочтительным усовершенствованием поперек направления подачи, может создаваться благодаря тому, что на пакеты непосредственно перед режущим инструментом на расстоянии нескольких десятых долей миллиметра (например, 0,3 мм) от режущей кромки вращающихся ножей поперек направления подачи по горизонтали воздействуют прижимные рейки, сила прижатия которых может быть предварительно выбрана. Преимущество заключается в том, что возможно вырывающиеся мелкие осколки не будут попадать в щель между режущей кромкой и плоским ножом, а будут перемалываться в мелкую фракцию, которая может быть отсеяна одним из известных способов.
Усилие, направленное поперек направления подачи, может создаваться дополнительно или в качестве альтернативы благодаря тому, что на пакеты непосредственно перед режущим инструментом поперек направления движения по вертикали воздействует нажимная балка, усилие нажатия которой может быть предварительно выбрано.
Воздействие усилий, направленных поперек направления подачи, предпочтительно снимается на расстоянии от режущего инструмента, соответствующем примерно однократной или двукратной толщине изготавливаемых полосок шпона, стружки и т.п., в результате чего на данном участке действует только сцепляемость между отдельными пакетами.Поскольку сжимаемость используемых сортов древесины может значительно отличаться друг от друга, задача согласно изобретению в соответствии с одним вариантом способа решается благодаря тому, что скорость подачи штранга резко снижается каждый раз, когда стык между двумя пакетами материала приближается к режущему инструменту.
Это решение согласно изобретению позволяет также эффективно предотвратить образование крупной фракции. Поскольку скорость подачи резко снижается, остаток каждой стопки измельчается в мелкую фракцию. Вследствие этого незначительно увеличивается количество мелкой фракции, что, однако, не является недостатком, поскольку мелкая фракция достаточно просто может быть отсортирована от полезного сырья.
Участок, на котором снижается скорость подачи, составляет в зависимости от породы древесины всего несколько миллиметров. Устройство для реализации способа характеризуется согласно изобретению тем, что перед режущим инструментом находится устройство для непрерывной подачи пакетов к режущему инструменту и что устройство подачи оснащено подающими элементами для подачи пакетов. Данные подающие элементы сконструированы таким образом, что они создают усилие в направлении подающего устройства.
В соответствии с предпочтительной разработкой данное усилие создается благодаря тому, что подающие элементы приводятся в движение отдельно друг от друга и с различными скоростями. Благодаря данной конструкции имеется возможность управлять подающими элементами таким образом, чтобы необходимая сцепляемость создавалась либо по всей длине штранга, либо только на участке перед режущим инструментом.
Для того чтобы обеспечить передачу усилия, подающие элементы предпочтительно установлены с обеих сторон устройства подачи.
Помимо этого, подающие элементы могут быть установлены в качестве альтернативы или дополнительно также сверху и снизу устройства подачи.
В качестве подающих элементов могут быть использованы все известные методы транспортировки, особенно предпочтительно использование цепных, ленточных или роликовых транспортеров, так как они лучше всего подходят для создания необходимой сцепляемости.
Подающие элементы с обеих сторон устройства подачи могут отличаться от подающих элементов сверху и снизу, так что боковые подающие элементы, например, могут быть выполнены в виде вальцов, в то время как верхние и нижние подающие элементы - в виде ленточных транспортеров.
Наиболее просто создается необходимая сцепляемость, если в соответствии с дальнейшим предпочтительным исполнением подающие элементы состоят из множества перекрывающих друг друга цепных транспортеров. Привод этих транспортеров может осуществляться с различными скоростями, причем скорость будет тем ниже, чем ближе расположение цепных транспортеров к режущему инструменту. Таким способом можно легко, просто и без особых сложностей в системе управления создавать необходимую сцепляемость между отдельными пакетами на участке непосредственно перед режущим инструментом.
В соответствии с предпочтительным усовершенствованием предусмотрено, что пакеты прижимаются непосредственно перед режущим инструментом в вертикальном направлении прижимной балкой, усилие прижатия которой может быть выбрано предварительно. Благодаря этому улучшается ведение и фиксация пакетов непосредственно перед режущим инструментом.
В соответствии со следующим преимущественным усовершенствованием в качестве режущего инструмента может быть использован стационарный стружечный станок с ножевыми кольцами. При этом, правда, необходимо подаваемые пакеты разворачивать в стружечной камере на 90°, чтобы их обработка производилась параллельно режущим кромкам.
Для того чтобы избежать этой проблемы, можно в соответствии с предпочтительной формой исполнения использовать в качестве режущего инструмента режущий диск. К такому режущему диску отдельные пакеты могут непосредственно подаваться с любой стороны и параллельно волокнам. Для повышения производительности ножевому диску в соответствии с DE 10035025 C1 можно придать даже несколько устройств подачи, что позволяет одновременно обрабатывать несколько штрангов пакетов.
В соответствии с предпочтительным усовершенствованием непосредственно перед режущим диском на расстоянии в несколько десятых долей миллиметра от вращающихся ножей режущего диска расположена неподвижная рейка-перемычка. Благодаря этому значительно снижается выход крупной фракции, что и является поставленной перед изобретением задачей.
Для обеспечения непрерывного процесса обработки резанием предпочтительно перед устройством подачи предусмотрен подающий транспортер для передачи пакетов к устройству подачи. Если способ согласно изобретению и/или устройство согласно изобретению используются в прерывистом режиме работы, то необходимость в данном транспортере отпадает.
Если подаются штучные деревянные заготовки, которые получаются, например, из горбыля и обзольных реек при помощи торцовки на необходимую для загрузки длину, то данные заготовки уже при подаче на предварительный подающий транспортер должны выравниваться таким образом, чтобы они располагались параллельно волокнам и с минимальным пространством между ними. Это может производиться известным способом при помощи так называемых ориентирующих листов с боковым движением и/или при помощи соответствующего виброучастка. Лишь после этого подающего транспортера подобного рода заготовки захватываются, например, при помощи подающих цепных транспортеров, расположенных сверху и снизу пакетов. Эти подающие цепные транспортеры могут подпружиниваться или прижиматься при помощи гидравлики, гибко приспосабливаясь ко все еще разным по высоте пакетам. Прижимная балка, усилие прижима которой выбирается заранее, управляется так, что она автоматически занимает наилучшее положение по высоте.
В соответствии с предпочтительным исполнением устройство подачи расположено под углом к горизонтальной и/или вертикальной плоскости так, что пакеты подаются к режущему инструменту под углом. Благодаря этому можно как раз для последних участков пакета создать надежную контропору.
В соответствии с предпочтительным усовершенствованием устройство подачи может быть поделено по центру по меньшей мере одной разделительной стенкой, проходящей по центру и в направлении подачи. Такое исполнение позволяет подавать в зависимости от числа разделительных стенок два или более рядов пакетов параллельно друг другу. Если будет осуществляться подача нескольких рядов пакетов, то необходимо, разумеется, обеспечить, чтобы в каждом ряду по меньшей мере пакеты, находящиеся непосредственно перед режущим инструментом, сжимались усилием, превышающим усилие резания режущего инструмента, оказываемое на соответствующий обрабатываемый пакет. Это можно осуществить, например, при помощи соответствующего расположения подающих транспортеров.
Дальнейшие признаки, формы и преимущества способа согласно изобретению и/или устройства согласно изобретению вытекают из приведенного ниже описания предпочтительного примера исполнения и прилагаемых чертежей, на которых:
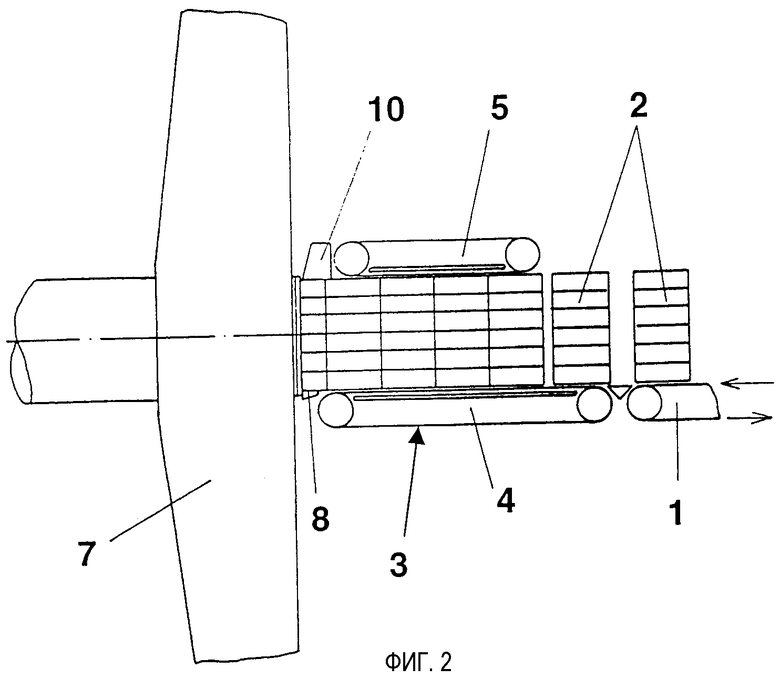
фиг. 1 - вид сверху устройства согласно изобретению и
фиг. 2 - вид устройства сбоку.
На фиг. 1 и 2 представлено устройство для реализации предложенного способа, где в качестве режущего инструмента 7 используется режущий диск. Может быть использован также стружечный станок с ножевыми кольцами. При необходимости ножи режущего инструмента могут оснащаться подрезателями. Однако возможно также использование ножей без подрезателей.
По схематично изображенному подающему транспортеру 1 пакеты 2 из предварительно уложенных друг на друга досок подаются к устройству подачи 3. Данное устройство подачи 3 состоит в представленном примере исполнения из подающего транспортера 4, расположенного под пакетами 2, и подающего транспортера 5, расположенного над пакетами 2. Оба подающих транспортера 4 и 5 в представленном примере исполнения выполнены в виде движущейся ленты. С обеих сторон от устройства подачи 3 расположены также подающие элементы 6, которые помогают осуществлять подачу пакетов 2 и предотвращают перекос при подаче.
Все упомянутые выше подающие элементы могут быть сконструированы в виде известных цепных, ленточных или роликовых транспортеров, обеспечивающих при помощи соответствующего управления равномерную подачу пакетов досок. Они также могут быть выполнены в виде типичных для подобных подающих элементов игольчатых вальцов либо снабженных ножами вальцов и/или в виде последовательно работающих подъемных балок. Кроме этого, можно также предусмотреть перекрывающие друг друга подающие элементы с одной или нескольких сторон пакетов 2.
Если, например, подающие транспортеры 4 и 5 прилагают к пакетам 2 достаточное усилие, то от боковых подающих элементов 6 можно отказаться. В этом случае подающие элементы 6 заменяются жестко закрепленными боковыми стенками.
Подающие транспортеры 4 и 5, а также подающие элементы 6 устройства подачи 3 работают синхронно. Скорость подачи регулируется в соответствии с требуемой толщиной изготавливаемых полосок шпона, стружки и т.п.
Подающие транспортеры 4 и 5, а также подающие элементы 6 устройства подачи 3 работают таким образом, что в продольном направлении устройства подачи 3 создается усилие, направленное на режущий инструмент 7. Величина этого усилия рассчитывается так, чтобы отдельные пакеты 2 прижимались друг к другу настолько плотно, чтобы сцепляемость между двумя следующими друг за другом пакетами превышала усилие резания ножей режущего инструмента, прикладываемое к обрабатываемому пакету 2. Это можно, например, обеспечить тем, что подающие транспортеры 4 и 5, а также подающие элементы 6 подпирают пакеты 2 на подающем устройстве 3. Тем самым пакеты прочно прижимаются друг к другу.
В передней части подающих элементов 6 непосредственно перед режущим инструментом, выполненным в данном случае в виде ножевого диска, расположена на расстоянии примерно 0,3 мм от вращающихся ножей неподвижная рейка-перемычка 8 в качестве опоры для обрабатываемого пакета 2. По вертикали сжатие пакетов 2 сверху осуществляется при помощи прижимной балки 10.
Для достижения ожидаемого от изобретения эффекта, то есть предотвращения образования крупной фракции, достаточно будет того, чтобы необходимая сцепляемость, - которая в соответствии с изобретением должна быть больше, чем прилагаемое к обрабатываемому пакету 2 усилие резания, - создавалась бы только между двумя пакетами 2, находящимися непосредственно перед режущим инструментом 7. Данная сцепляемость, величина которой определяется изобретением, может действовать, однако, также по всей длине штранга пакетов 2 либо непрерывно или прерывисто нарастать в части штранга или по всей длине штранга, пока она не достигнет необходимого значения.
Если в подающем устройстве 3 вместо одного пакета 2 одновременно осуществляется подача, например, двух пакетов 2 параллельно друг другу, то подающее устройство 3 может быть поделено при помощи разделительной стенки, проходящей по центру в направлении подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ МАТЕРИАЛА С ТОНКИМ ПРОПИЛОМ | 2012 |
|
RU2574546C2 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| ЛИТАЯ ДЕТАЛЬ, ИМЕЮЩАЯ МЕТАЛЛИЧЕСКУЮ ФУНКЦИОНАЛЬНУЮ ОБЛАСТЬ | 2016 |
|
RU2683678C2 |
| РЕЖУЩАЯ ВСТАВКА ДЛЯ ИНСТРУМЕНТА, В ЧАСТНОСТИ ФРЕЗЫ, И ФРЕЗА | 2006 |
|
RU2395374C2 |
| МОДУЛЬНЫЙ СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2446918C2 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В СПЛОШНОМ МЕТАЛЛЕ | 1995 |
|
RU2147490C1 |
| СТАНОК ДЛЯ ПЕРЕРАБОТКИ ШПОНА-РВАНИНЫВ СТРУЖКУ | 1971 |
|
SU288978A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНО ДЕФОРМИРУЕМОГО ИЗГИБОМ ПЛОСКОСТНОГО ЭЛЕМЕНТА | 2002 |
|
RU2259271C2 |
| КРУГЛАЯ ПИЛА | 1998 |
|
RU2137598C1 |
Изобретение касается способа и устройства для изготовления полосок шпона или стружки, при котором отдельные деревянные заготовки формируются в пакет. Пакеты образует плотно прижатый друг к другу поток, который с помощью устройства подачи непрерывно подается к режущему инструменту. При этом по меньшей мере пакеты, находящиеся непосредственно перед режущим инструментом, сжимаются с таким усилием, которое превышает усилие резания, прилагаемое режущим инструментом к обрабатываемому пакету. Изобретение позволяет создать полосовой продукт, не содержащий крупную фракцию в форме осколков или стружки большой толщины. 4 н. и 45 з.п. ф-лы, 2 ил.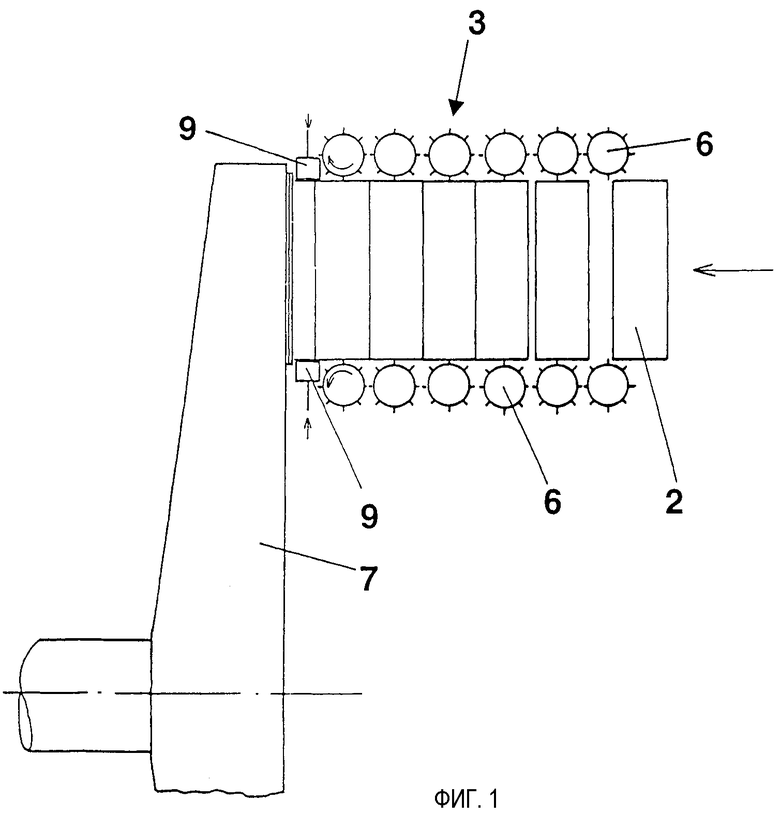
| DE 10035052 А, 13.09.2001 | |||
| 0 |
|
SU236756A1 | |
| Рубительная машина | 1979 |
|
SU835753A1 |
| DE 19727127 А, 21.01.1999 | |||
| US 6035910 А, 14.03.2000. | |||

