Настоящее изобретение относится к устройству для вырубки пластика, прежде всего для вырубки интегрированных в чип-карты вставок.
Подобные устройства для вырубки, используемые для вырубки в чип-картах так называемых интегрированных в них вставок, известны уже достаточно давно. Такие известные устройства имеют вырубной, или пробивной, пуансон, работающий в паре с контропорой, при этом подвергаемый вырубке пластик, т.е. чип-карта, располагается между вырубным пуансоном и контропорой. Рабочей части используемого в этих известных устройствах вырубного пуансона придают такую в плане форму, которая соответствует требуемому контуру вырубаемой вставки, при этом угол вырубки, необходимый для вырубки прорезей между вставкой и остальной частью чип-карты, всегда составляет 90°.
Недостаток известных, вырубаемых по периметру (кольцом) вставок состоит в образовании прежде всего с верхней стороны карты трещин в красочном слое по краю вырубленного участка. В остальном же с нижней стороны карты по краю вырубленного участка вставки могут образовываться заусенцы и может оставаться не полностью удаленный вырубкой материал. Что касается самого устройства для вырубки, то на контропоре, т.е. на матрице, образуются отложения краски, отслаивающейся от пластика под действием создаваемого при вырубке высокого усилия.
Из заявки WO 96/31427 известно устройство указанного выше типа для резки пластика, имеющее контропору, на которой располагается подвергаемый резке пластик. С противоположной контропоре стороны пластика расположен клиновидный нож, которым прорезается пластик. Согласно этой публикации для повышения качества кромок среза в качестве контропоры также предлагается использовать клиновидный нож и располагать оба ножа таким образом, чтобы в процессе резания они не соприкасались между собой, т.е. чтобы в результате оставалась узкая замкнутая по периметру перемычка, которая все еще соединяет вставку с остальным корпусом чип-карты и которую можно легко переломить с целью отделить вставку от остального корпуса чип-карты.
Хотя подобное устройство и позволяет в определенной степени устранить описанные выше недостатки, тем не менее во многих случаях необходимо или целесообразно практически полностью отделять вставку от остального корпуса карты чип-карты на больших по протяженности участках, оставляя при этом лишь меньшее количество перемычек, удерживающих вставку в корпусе чип-карты с возможностью их переламывания.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача разработать устройство для вырубки вставок указанного выше типа, которое позволяло бы вырубать прорези практически по всему периметру такой вставки за исключением небольшого количества перемычек и которое позволяло бы избежать недостатков, присущих известным устройствам для вырубки пластика, в частности, образования трещин в красочном слое по краю вырубленного участка, а также заусенцев.
В соответствии с изобретением для решения указанной задачи предлагается выполнять вырубную поверхность вырубного пуансона с остроугольными режущими кромками, угол при вершине которых составляет менее 90°, а в качестве контропоры использовать матрицу.
Согласно изобретению для вырубки вставок, представляющих собой миниатюрную чип-карту формата ID-000, вырубаемую в чип-карте формата ID-1, предлагается использовать вырубной пуансон, работающий в паре с контропорой, соответственно с матрицей, т.е. использовать штамп, в котором подвергаемая вырубке чип-карта располагается на матрице, и вырубать с помощью такого вырубного пуансона прорези по контуру, соответствующему формату вставки. При этом вырубная поверхность подобного вырубного пуансона имеет угол вырубки, составляющий согласно изобретению менее 90°.
Преимущество предлагаемого в изобретении устройства состоит в том, что за счет придания вырубному пуансону определенной формы и образования в результате по краям его рабочей, т.е. вырубной, или пробивной, поверхности своего рода режущей кромки становится возможным прецизионное отделение вырубаемого материала от остальной части заготовки. Тем самым удается предотвратить образование трещин в красочном слое по краю вырубленного участка или образование заусенцев с нижней стороны вырубленной вставки по ее краю.
Согласно одному из предпочтительных вариантов осуществления изобретения вырубная поверхность вырубного пуансона имеет в разрезе V-образно вогнутую форму, а угол при вершине остроугольных режущих кромок вырубной поверхности составляет 45°. При такой величине угла вырубки уже образуется достаточно крутая режущая кромка, а в процессе вырубки обеспечивается эффективное выдавливание вырубаемого материала, который затем можно достаточно легко удалить из выемки, образованной в рабочей части вырубного пуансона.
В другом предпочтительном варианте осуществления изобретения вместо выполнения вырубной поверхности с постоянным углом при вершине режущей кромки, составляющим менее 90°, соответственно составляющим согласно указанному выше предпочтительному варианту 45°, т.е. вместо придания рабочей части вырубного пуансона в целом V-образно вогнутой в разрезе формы предлагается придавать этой рабочей части, или зоне, пуансона вогнутую в разрезе в виде полукруга или полуэллипса форму. В этих вариантах выполнения за счет более крутого угла при вершине режущей кромки удается получать еще более чистый срез на образующихся при вырубке краях материала, не создавая вместе с тем препятствий удалению вырубленного материала из вогнутой рабочей части вырубного пуансона.
Согласно еще одному предпочтительному варианту осуществления изобретения предлагается придавать вырубной поверхности пуансона волнистую форму, образованную режущими кромками. Благодаря этому при вдавливании вырубного пуансона в материал чип-карты развиваемое при этом усилие прикладывается к удаляемому материалу не одновременно по всей его площади, а начинает действовать в точках, которые соответствуют обращенным к обрабатываемому материалу вершинам придающих рабочей поверхности пуансона волнистую форму режущих кромок, и затем постепенно возрастает до полного проникновения рабочей, т.е. вырубной, части пуансона в материал.
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - чип-карта со вставкой,
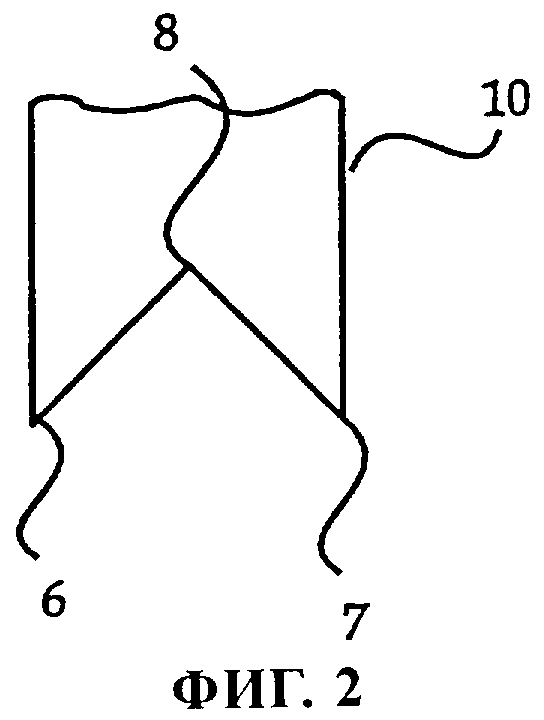
на фиг.2 - увеличенное изображение вырубного пуансона в разрезе,
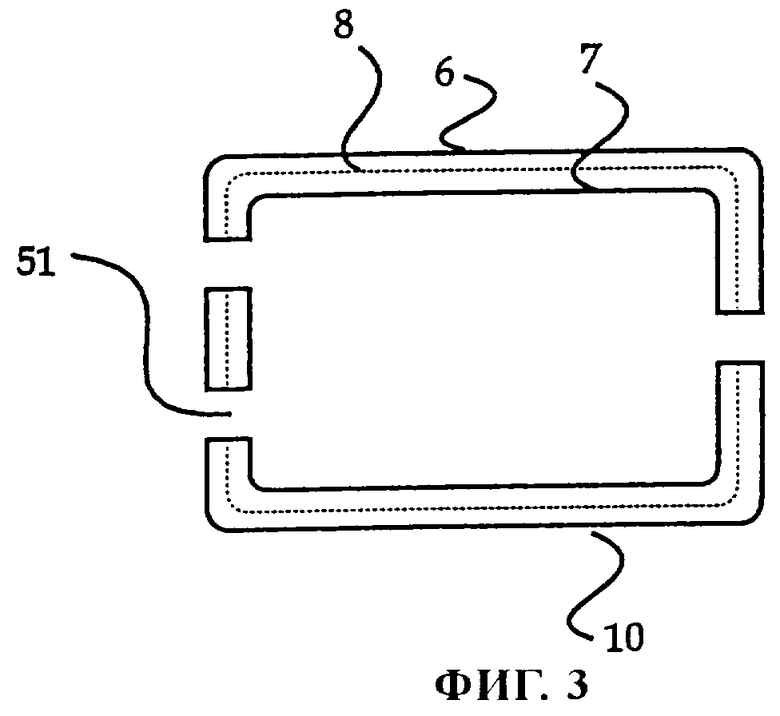
на фиг.3 - вид снизу кольцевого вырубного пуансона,
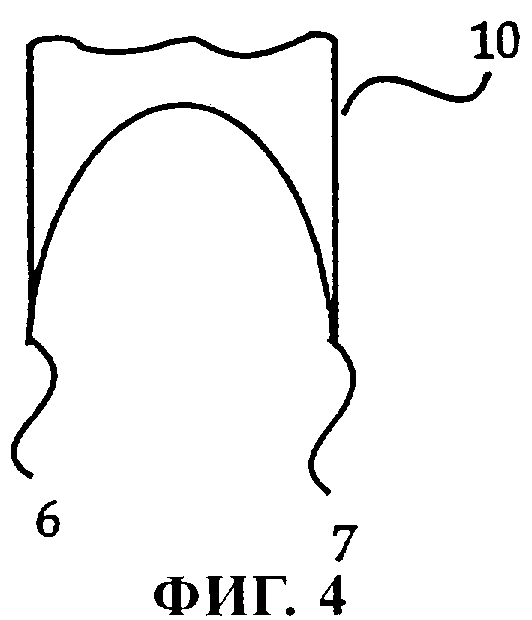
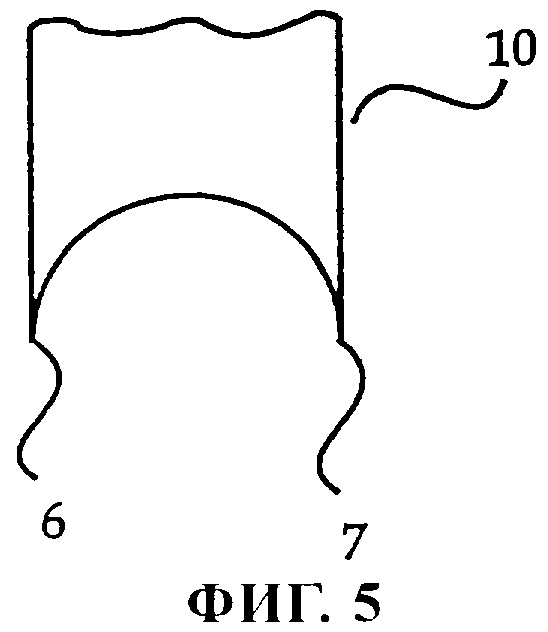
на фиг.4 и 5 - другие варианты выполнения вырубного пуансона, изображенного в разрезе, и
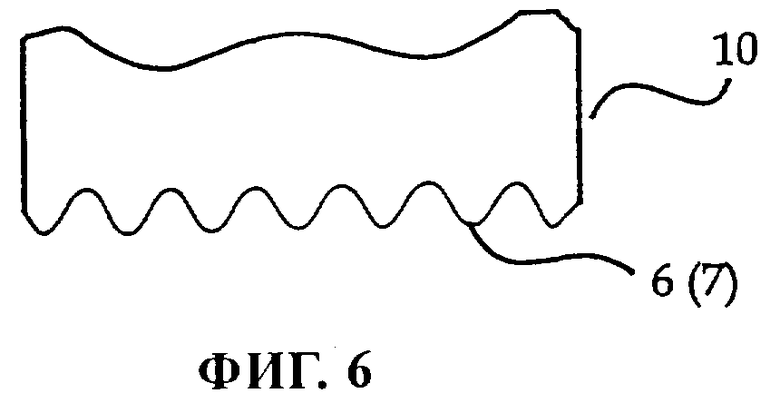
на фиг.6 - вид сбоку вырубного пуансона.
На фиг.1 показана чип-карта 1, размеры которой предпочтительно соответствуют формату ID-1. В эту карту интегрирована миниатюрная чип-карта 2, т.е. так называемая вставка, формата ID-000. Эта вставка вырубленными прорезями 3 практически полностью отделена от остального корпуса чип-карты 1. При этом вставка соединена с корпусом чип-карты только перемычками 5. Сама вставка 2 имеет интегральную схему (ИС) 4 с контактными площадками. Очевидно, что во вставке 2 дополнительно к контактным площадкам или вместо них могут быть предусмотрены также катушка, соответственно иная антенна для бесконтактной передачи данных.
На фиг.2 в разрезе показан вырубной пуансон для вырубки показанных на фиг.1 прорезей 3. В отличие от уровня техники у предлагаемого в изобретении вырубного пуансона угол вырубки составляет менее 90°, предпочтительно 45°. В результате на рабочей части такого вырубного пуансона образуются остроугольные режущие кромки 6 и 7, что обеспечивает отсутствие на вырубленном участке по его краям трещин в красочном слое и заусенцев. В разрезе вырубной пуансон имеет V-образную форму с вершиной 8. При указанной выше предпочтительной величине угла, под которым внутрь скошены режущие кромки и который составляет 45°, не только обеспечивается получение прорезей с высоким качеством краев, но и упрощается выталкивание вырубным пуансоном отделенного в результате вырубки материала.
На фиг.3 в виде снизу показан кольцевой вырубной пуансон. Режущие кромки 6 и 7 этого пуансона изображены сплошной линией, а расположенная между ними и утопленная по отношению к ним вершина 8 изображена прерывистой линией. Рабочая часть такого кольцевого вырубного пуансона не замкнута по периметру и имеет разрывы 51, благодаря которым при вырубке остаются показанные на фиг.1 перемычки, которыми вставка 2 соединена с остальным корпусом чип-карты 1.
На фиг.4 и 5 показаны другие варианты выполнения вырубного пуансона 10 с иной в разрезе формой его рабочей части, соответственно вырубной поверхности. Рабочая часть изображенного на фиг.5 вырубного пуансона имеет в зоне вырубной поверхности выемку полукруглой в разрезе формы. Благодаря подобной в разрезе форме выемки в рабочей части пуансона угол вырубки при вершинах режущих кромок 6 и 7 становится более крутым, при этом тем не менее, даже несмотря на наличие у такой образованной в рабочей части выемки слишком заостренных в разрезе краев (режущих кромок) обеспечивается беспрепятственное выталкивание пуансоном отделенного в результате вырубки материала. Еще более крутой угол можно получить, если согласно фиг.4 придать выемке в рабочей части вырубного пуансона не полукруглую, а полуэллиптическую в разрезе форму.
У показанного на фиг.6 в виде сбоку вырубного пуансона его вырубная поверхность имеет волнистую форму, образованную несколькими режущими кромками 6 (7). Преимущество подобного выполнения режущей кромки состоит в том, что при использовании кольцевого вырубного пуансона, например показанного на фиг.3 типа, обеспечивается постепенное проникновение инструмента в подвергаемый вырубке материал. Благодаря этому обеспечивается более равномерное распределение сил, а также повышается создаваемое инструментом действие, соответственно качество вырубаемых отверстий или прорезей.
Следует отметить, что настоящее изобретение не ограничено вырубкой только рассмотренных в приведенном выше описании вставок в чип-картах и предполагает возможность его применения в иных аналогичных целях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и сборки | 1986 |
|
SU1310073A2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ ПИЛЫ (ВАРИАНТЫ) | 2005 |
|
RU2312744C2 |
| Шиповая пластина и способ ее получения | 1982 |
|
SU1269747A3 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
| Способ децентрализованного изготовления персональных карт и заготовка персональных карт для осуществления способа | 2018 |
|
RU2705768C1 |
| Штамп последовательного действия | 1985 |
|
SU1278076A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ШЕСТИГРАННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО ПРОКАТА | 1992 |
|
RU2030944C1 |
| СПОСОБ МАЛООТХОДНОЙ ДВУХРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ (ВАРИАНТЫ) | 2012 |
|
RU2523641C2 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
Изобретение относится к устройствам для вырубки пластика, прежде всего для вырубки интегрированных в чип-карты вставок. Устройство содержит работающие в паре вырубной пуансон с вырубной поверхностью и контропору. Между ними располагается подвергаемый вырубке пластик. Вырубная поверхность вырубного пуансона выполнена с остроугольными режущими кромками, угол при вершине которых составляет менее 90°. Контропора представляет собой матрицу. В результате обеспечивается возможность вырубать прорези практически по всему периметру вставки. При этом снижается вероятность образования трещин в красочном слое по краю вырубленного участка, а также заусенцев. 4 з.п. ф-лы, 6 ил.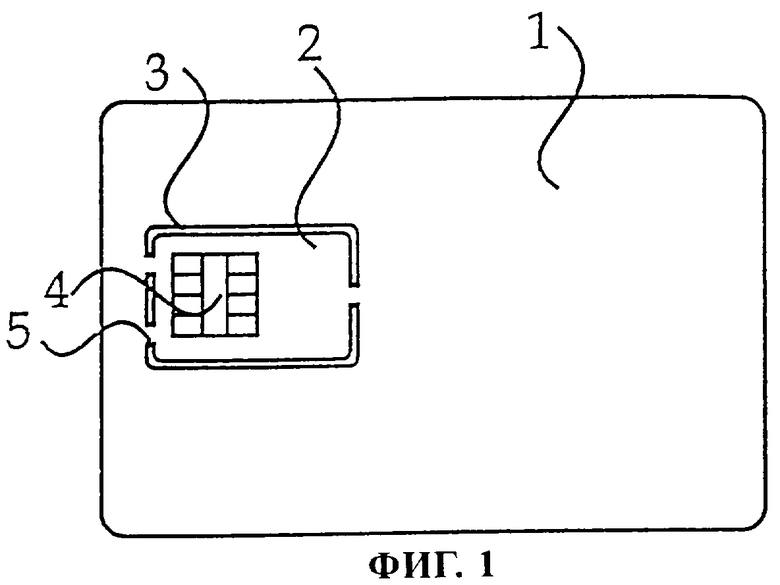
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Штамп для вырезки изделий из листовых материалов | 1976 |
|
SU583842A1 |
| Способ получения отверстия в пленке | 1975 |
|
SU531602A1 |
| US 4856393 А, 15.08.1989. | |||

