Изобретение относится к обработке еталлов давлением, в частности к тампам доя обработки листового маериала .
Цель изобретения - повышение стойости штампа.
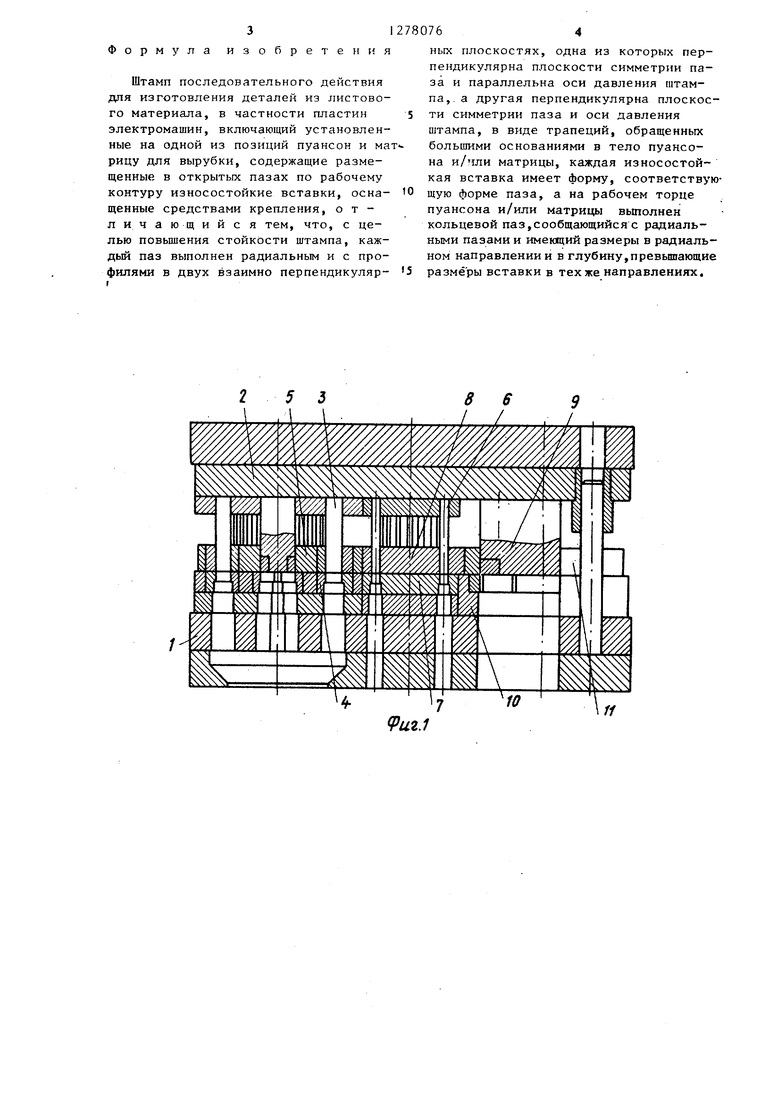
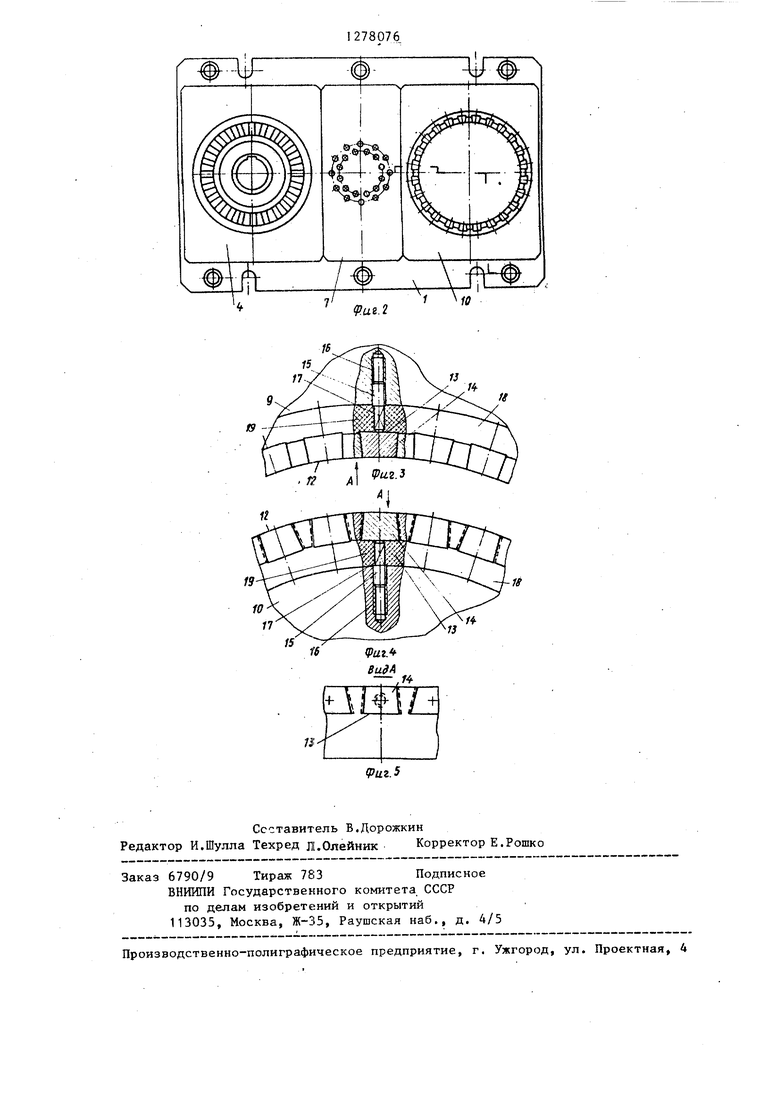
На фиг. 1 показан штамп последоваельного действия для изготовления ластин якоря электромашины, разрез; а фиго 2 - нижняя плита, вид сверу; на фиг. 3 и 4 - соответственно уансон и матрица (их части) для вьфубки на фиг. 5 - вид А на фиг. 3 и 4. .
Штамп последовательного действия состоит из нижней 1 и верхней 2 плит, на которых установлены пуансоны 3, матрица 4 и съемник 5 первой позиции штампа для вырубки пазов пуансоны 6, матрица 7 и съемник 8 второй позиции штампа для вьфубки . вентиляционных отверстий, пуансон 9, матрица 10 и съемник 11 третьей позиции штампа для вырубки пластин якоря по их наружному диаметру. Пуансон 9 (фиг. 3) и матрица 10 (фиг. 4) имеют кольцеобразные режущие кромки 12. На пуансоне и матрице по местам вырубки участков между пазами, вырубленными на первой позиции штампаj выполнены радиальные пазы (фиг. 3-5), имеющие в своих сечениях форму трапеции, большие основания 13 которых направлены в тело пуансона 9 и матрицы 10. В пазах пунасона 9 и матрицы 10 установлены износостойкие вставки 14, имеющие соответствующую пазам форму. Вставки 14 поджаты винтами 15, установленными в резьбовых отверстиях 16, выполненных соосно с пазами. Винты снабжены элементами 17с четырех- или шестигранным поперечным сечением . На торцах матрицы 10 и пуансона 9 выполнены кольцевые углубления 18, которые заполнены легкоплавким или полимерным материалом 19
Изготовление и сборку пуансона 9 и матрицы 10 осуществляют следующим образом.
Известными способами изготовляют стальные корпуса пуансона 9 и матрицы 10, На них обрабатывают кольцеобразное углубление 18 глубиной, равной высоте износостойких вставок 14, и шириной, несколько большей длины износостойких вставок 14. На рабочем
5
0
контуре пуансона и матрицы по местам вырубок выполняют радиальные пазы, поперечное сечение которых в боковом и торцовом направлениях имеет форму Трапеций, большие основания 13 которых направлены в тело пуансона 9 и матрицы 10. Соосно с пазами выполняют резьбовые отверстия 16. В резьбовые отверстия при помощи элементов 17 заворачивают винты 15. В выполненные на пуансоне 9 и матрице 10 пазы вставляют износостойкие вставки 1 4 и при помощи винтов 15 поджимают их к боковым поверхностям пазов, Трапециевидность пазов не позволяет выйти вставке из паза ни в радиальном, ни в торцовом направлениях. 3aTeN{ кольцеобразное углубление 18 заполняют легкоплавкими или полимерными Материалами 19, а пуансон. 9 и матрицу 10 подвергают окончательному шлифованию по торцу и по диаметру.
Штамп работает следующим образом.
Листовая заготовка (не показана) обычно в виде рулона, подается на первую позицию штампа. Пуансоны 3, закрепленные на верхней плите 2,
0 совершая движения вниз, пробивают в заготовке пазы. На второй позиции пробиваются вентиляционные отверстия. Следующим ходом заготовка с предварительно вырубленными на первой по5 зиции пазами, поступает на третью позицию. Оставшиеся промежутки между пазами ориентируются так, чтобы они находились над твердосплавными вставками 14 матрицы 10. Пуансон 9, со40 вершая движения вниз, своими твердосплавными вставками 14 вырубает в заготовке оставшиеся между пазами промежутки и деталь проталкивается через отверстие в матрице и стапели45,руе;тся в пакеты.
Конструкция пуансона 9 и матрицы 10 характеризуется отсутствием напряжений в ее элементах, что спо собствует повышению стойкости штам50
па, снижением расхода твердого сплава, так как твердым сплавом армируют- ся только участки режущих кромок, на которых происходит вырубка материала-, улучшением условий эксплуатации 55 при выкрашивании какой-либо вставки, замене или ремонту подлежит только вышедшая из строя вставка, остальные вставки ремонту не подвергаются.
Формула изобретения
Штамп последовательного действия для изготовления деталей из листового материала, в частности пластин электромашин, включающий установленные на одной из позиций пуансон и марицу для вырубки, содержащие размещенные в открытых пазах по рабочему контуру износостойкие вставки, оснащенные средствами крепления, отличающийся тем, что, с целью повышения стойкости штампа, каж- дьм паз выполнен радиальным и с профилями в двух взаимно перпендикуляр780764
ных плоскостях, одна из которых перпендикулярна плоскости симметрии паза и параллельна оси давления штампа,, а другая перпендикулярна плоскос- 5 ти симметрии паза и оси давления штампа, в виде трапеций, обращенных большими основаниями в тело пуансона и/ ши матрицы, каждая износостойкая вставка имеет форму, соответствую О щую форме паза, а на рабочем торце пуансона и/или матрицы вьтолнен кольцевой паз,сообщающийся с радиальными пазами и имеющий размеры в радиальном направлении и в глубину,превышающие
5 размеры вставки в тех же направлениях.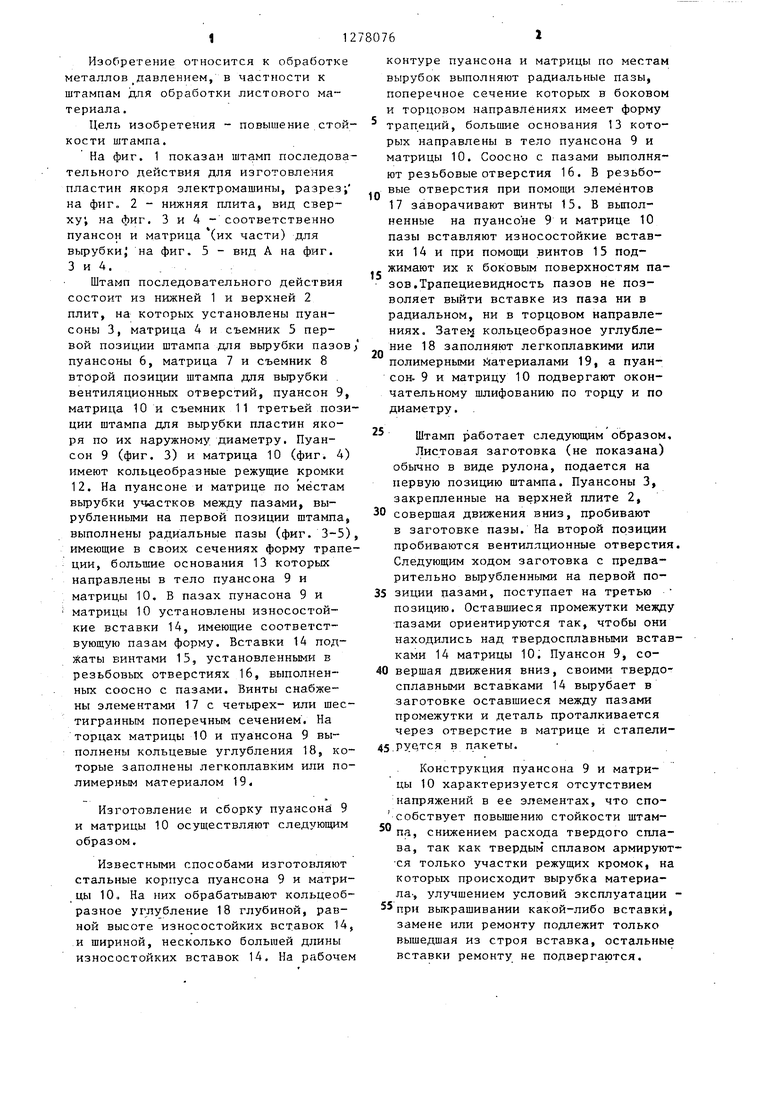
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Вырубной штамп с эластичной матрицей | 1985 |
|
SU1278074A1 |
| Штамп для вырубки | 1984 |
|
SU1169780A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Штамп последовательно совмещенного действия | 1985 |
|
SU1269890A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Переналаживаемый штамп совмещенногодЕйСТВия | 1978 |
|
SU841719A1 |
| Штамп для вырубки и зачистки | 1979 |
|
SU902922A1 |
| Способ последовательной штамповки и штамп для его осуществления | 1988 |
|
SU1547922A1 |
Изобретение относится к обработке давлением, в частности к штампам для обработки листового материала. Цель изобретения - повышение стойкости штампа, для чего износостойкие ,вставки, которыми армированы пуансон и матрица, устанавливаются в пазы, выполненные в этих инструментах, свободно без пайки, что исключает наличие остаточных напряжений. Форма пазов исключает перемещения вставок в двух взаимно перпендикулярных направлениях и имеет в этих направлениях поперечное сечение в виде трапеций. На торцах инструментов выполнены кольцевые пазы, сообщающиеся с радиальлы- ми пазами. Вставки вводят сначала в кольцевой паз, а затем в радиальные пазы. Кольцевой паз после установки всех вставок заливается легкоплавким материалом. 5 ил. сл 00 О)
аг.1
ae.2
i
tg
Составитель В.Дорожкин Редактор И.Шулла Техред л.Олейник Корректор Е.Рошко
Заказ 6790/9 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Штамп последовательного действия для получения пластин якоря электромашины и способ его сборки | 1980 |
|
SU946730A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
