Изобретение относится к области машиностроения, в частности к прессовому оборудованию для брикетирования металлической стружки в холодном состоянии.
Известны способ брикетирования металлической стружки и устройство для его осуществления (см. патент РФ №2266969 МПК С22В 1/248, С22В 7/00). Способ включает дробление стружки, механическое отжатие от смазочно-охлаждающей жидкости (СОЖ), нагрев до температуры 650-700°С и горячее прессование. Содержание СОЖ в стружке при механическом отжатии доводят до 2-4%, в стружку вводят металлический или металлоабразивный шлам с содержанием СОЖ 5-10%. Количество шлама дозируют в пределах 5-25% от массы смеси, после чего смесь формуют в пористый слой плотностью 700-1400 кг/м3 и пропускают через зону нагрева с отношением длины к размеру поперечного сечения, равным 7-10. Скорость движения слоя составляет 0,06-0,1 м/мин. Брикетирование осуществляют в устройстве, включающем дробилку, центрифугу, нагревательную печь и брикетировочный пресс. Канал для перемещения стружки при нагреве изготовлен в виде пустотелого муфеля и двух виброопор. В боковых стенках муфеля выполнены отверстия таким образом, что отношение расстояния между ними в продольном сечении муфеля к ширине его внутренней полости находится в пределах 2,2-3,5, а площадь каждого из отверстий по отношению к площади поперечного сечения полости составляет 3-5%. Изобретение позволяет брикетировать стружку малопластичных труднодеформируемых сталей, а также шламов, вывозимых до этого в отвал, исключить выброс пыли в рабочее пространство печи и в атмосферу.
К недостаткам известного пресса можно отнести большие энергозатраты, связанные с горячим прессованием и сложность конструкции.
Известен гидравлический пресс-автомат для брикетирования металлической стружки с тремя ступенями прессования (см. описание к авторскому свидетельству №117636 - прототип), состоящий из дозирующего устройства, рабочего цилиндра со встроенным в нем мультипликатором и с гидроцилиндрами для перемещения пресс-формы и выталкивания, прессующего плунжера и траверсы, при этом дозирующее устройство выполнено в виде сообщающейся двумя каналами с направляющей воронкой цилиндрической полости, снабженной лопастью, получающей качательное движение вокруг оси посредством сидящей на ней шестерни, сцепленной с рейкой, представляющей шток сервоцилиндра.
К недостатку известного пресс-автомата можно отнести сложность конструкции, заключающуюся в необходимости использования дозирующего устройства для загрузки материала и дополнительного устройства для выгрузки брикета из пресс-автомата.
Задачей настоящего изобретения является устранение недостатков прототипа, в частности упрощение конструкции пресса и связанное с этим снижение энергозатрат на брикетирование металлической стружки.
Поставленная задача достигается сочетанием использования известных признаков, таких как наличие рабочего гидроцилиндра, прессующего плунжера, пресс-камеры и траверсы, и новых признаков, заключающихся в установке камеры предварительного уплотнения, рабочего цилиндра, пресс-камеры, втулки и направляющего штока горизонтально, а брус установлен под углом не более 45° к дну приемного бункера с возможностью перемещения, перекрытия окна бункера с отсечением уплотняемой металлической стружки от основного объема и подачи ее в камеру предварительного уплотнения.
Новизной предложенного технического решения является установка камеры предварительного уплотнения, рабочего цилиндра, пресс-камеры, втулки и направляющего штока горизонтально, а брус установлен под углом не более 45° к дну приемного бункера с возможностью перемещения, перекрытия окна бункера с отсечением уплотняемой металлической стружки от основного объема и подачи ее в камеру предварительного уплотнения.
Такое выполнение пресс-автомата позволяет металлической стружке под действием собственного веса через окно в боковой стенке бункера поступать в камеру предварительного уплотнения, а установка бруса под углом не более 45° к дну приемного бункера с возможностью перемещения, перекрытия окна бункера с отсечением уплотняемой металлической стружки от основного объема и подачи ее в камеру предварительного уплотнения позволяет дозировано заданными объемами подавать стружку на прессование в брикеты, а под действием собственного веса брикета удалять последний из рабочей зоны пресс-автомата.
Согласно проведенному патентно-информационному поиску признаки предложенного технического решения являются новыми, промышленно выполнимыми и направлены на достижение поставленной изобретением задачи.
На фиг.1 схематично в продольном сечении изображен предлагаемый пресс-автомат в горизонтальном положении.
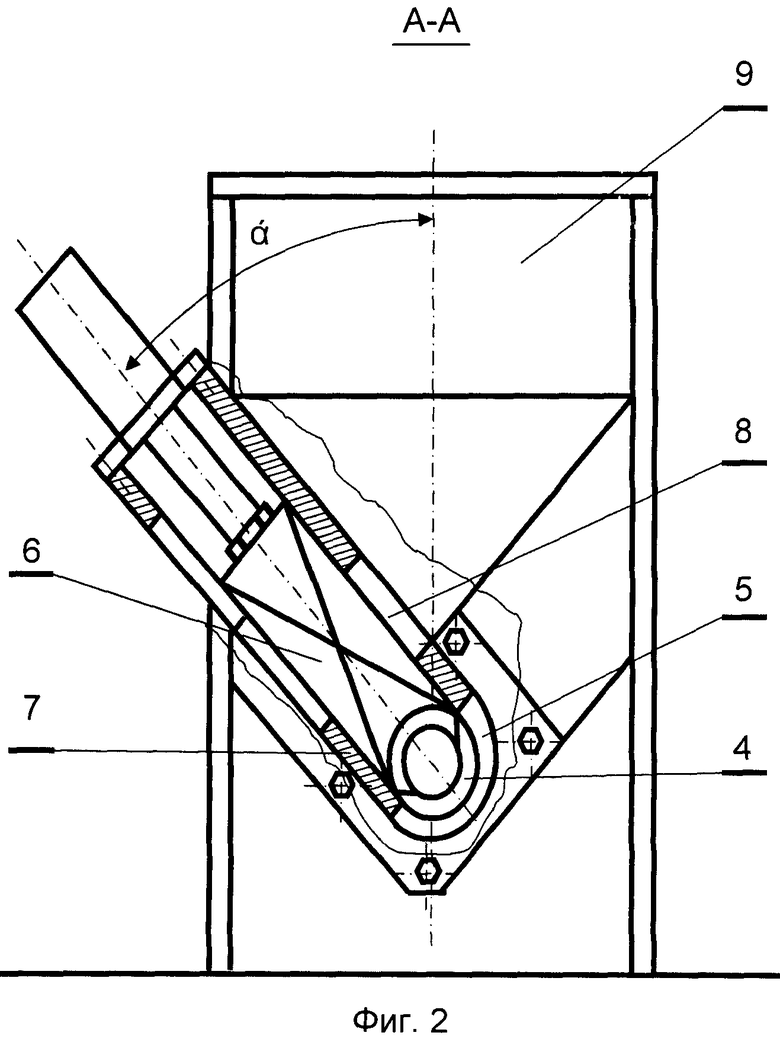
На фиг.2 показано сечение А-А на фиг.1.
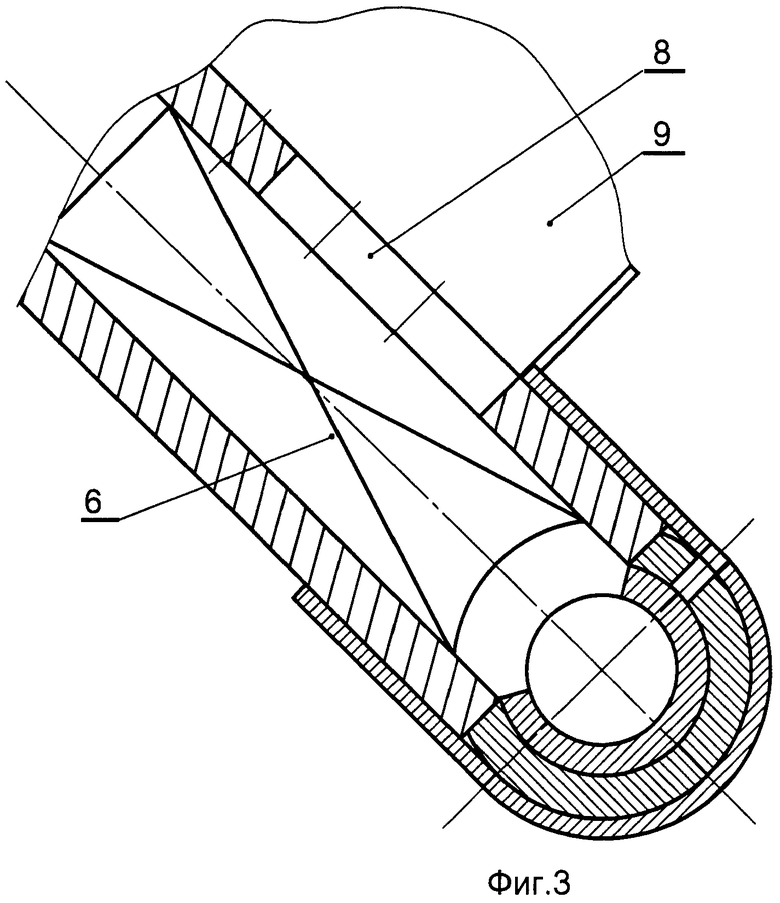
На фиг.3 показано средство предварительного уплотнения стружки, связанное с окном на наклонной стенке бункера.
Пресс-автомат состоит из рабочего цилиндра 1 с подвижным плунжером 2, перемещаемой пресс-камерой 3, сменной втулкой 4, установленной в корпусе 5. Брус 6 смонтирован в корпусе 7 средства предварительного уплотнения с возможностью возвратно-поступательного перемещения, открывания и перекрывания окна 8 бункера 9. Камерой предварительного уплотнения является полость корпуса 7 и полость сменной втулки 4. Направляющий шток 10 жестко связан с корпусом 5. Пресс-камера 3 связана при помощи тяг 11 с траверсой 12 и со штоком 13 гидроцилиндра. Спрессованная в брикет 14 стружка удаляется из рабочей зоны пресс-автомата под действием собственного веса. Дно бункера 9 выполнено в виде, по меньшей мере, четырехгранной пирамиды, вершиной направленной вниз. Брус 6 и его корпус 7 смонтированы на наклонной боковой стенке бункера под углом не более 45 градусов к его вертикальной оси. При угле α более 45 градусов затрудняется подача стружки через окно 8 в полость средства предварительного уплотнения стружки.
Предлагаемый пресс-автомат работает следующим образом.
В исходном положении шток рабочего цилиндра 1 с подвижным плунжером 2 отведены вправо, пресс-камера 3 смещена вправо и плотно прижата к сменной втулке 4, установленной в корпусе 5. Брус 6 предварительного уплотнения поднят вверх, окно 8 бункера открыто для поступления металлической стружки в полость средства предварительного ее уплотнения.
Стружка из бункера 9 через окно 8 под действием собственного веса подается в камеру предварительного уплотнения - в полость корпуса 7 и в полость сменной втулки 4. Во время перемещения бруса 6 вниз происходят отсечение заданного полостями средства предварительного уплотнения количества стружки и ее предварительное уплотнение до момента совпадения фигурного, выполненного в виде части цилиндрической поверхности полости втулки, торца бруса. Затем на предварительно уплотненный объем стружки начинает воздействовать плунжер 2 рабочего цилиндра 1 и перемещает стружку в пресс-камеру 3. Находящаяся в полости пресс-камеры 3 между торцами неподвижного направляющего штока 10 и плунжера 2 стружка под заданным давлением спрессовывается в брикет 14. По окончании прессования, при достижении заданного давления электромеханический датчик (на чертеже не показан), встроенный в подводящую рабочую жидкость к рабочему цилиндру 1 магистраль, подает сигнал и плунжер 2 начинает перемещаться в исходное положение. В это же время шток 13 гидроцилиндра, связанный через траверсу 12 и тягу 11 с пресс-камерой 3, перемещает пресс-камеру 3 влево вдоль неподвижно смонтированного направляющего штока 10. При смещении пресс-камеры 3 брикет 14, опираясь на торец неподвижного штока 10, выводится из полости пресс-камеры 3. Брикет 14 под действием собственного веса падает на лоток или транспортер (на чертеже не показаны) и передается в накопитель. После удаления брикета 14 из рабочей зоны пресс-автомата пресс-камера 3 при помощи штока 13 гидроцилиндра и брус 6 возвращаются в исходное положение. Последующие операции предварительного уплотнения стружки и прессования осуществляются в такой же последовательности.
Использование предлагаемого пресс-автомата позволяет получать брикеты с постоянной заданной насыпной плотностью.
В настоящее время на предприятии изготовлен опытный образец предлагаемого пресс-автомата для прессования металлической стружки, испытания которого показали положительные результаты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс-автомат | 1958 |
|
SU117636A1 |
| УСТРОЙСТВО ДЛЯ БРИКЕТИРОВАНИЯ ТИТАНОВОЙ СТРУЖКИ | 1995 |
|
RU2173236C2 |
| ПРЕСС НАВЕСНОЙ ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ДЛЯ БРИКЕТИРОВАНИЯ ОПАВШЕЙ ЛИСТВЫ | 2011 |
|
RU2452170C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ КОМПАКТИРОВАНИЯ В БРИКЕТ БОЧКИ С ТВЕРДЫМИ РАДИОАКТИВНЫМИ ОТХОДАМИ | 2018 |
|
RU2689477C1 |
| Устройство для брикетирования сыпучих материалов | 1978 |
|
SU765014A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ КОМПАКТИРОВАНИЯ ТВЕРДЫХ ОТХОДОВ В БОЧКЕ И РАСПРЕССОВКИ ЗАПОЛНЕННОЙ БОЧКИ С КРЫШКОЙ В БРИКЕТ | 2010 |
|
RU2453437C2 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2266969C2 |
| ПРЕСС БРИКЕТИРОВОЧНЫЙ | 2009 |
|
RU2421337C2 |
| Машина для изготовления кольцевых брикетов из порошкообразных материалов | 1983 |
|
SU1123885A1 |
| Устройство для загрузки насыпных материалов в транспортный трубопровод пневматической установки | 1977 |
|
SU743927A1 |
Изобретение относится к прессовому оборудованию для брикетирования металлической стружки в холодном состоянии статическим методом. Гидравлический пресс-автомат содержит корпус, бункер для металлической стружки, рабочий цилиндр с прессующим плунжером, неподвижный направляющий шток, пресс-камеру, втулку, камеру предварительного уплотнения и брус. Пресс-камера установлена с возможностью перемещения посредством гидроцилиндра, траверсы и тяг. При этом рабочий цилиндр, пресс-камера, втулка и направляющий шток расположены горизонтально. Брус установлен под углом не более 45° к дну бункера с возможностью перемещения. При перемещении бруса обеспечиваются перекрытие окна бункера с отсечением уплотняемой металлической стружки от основного объема и подача ее в камеру предварительного уплотнения. В результате обеспечиваются упрощение конструкции пресса и снижение энергозатрат на брикетирование стружки. 3 ил.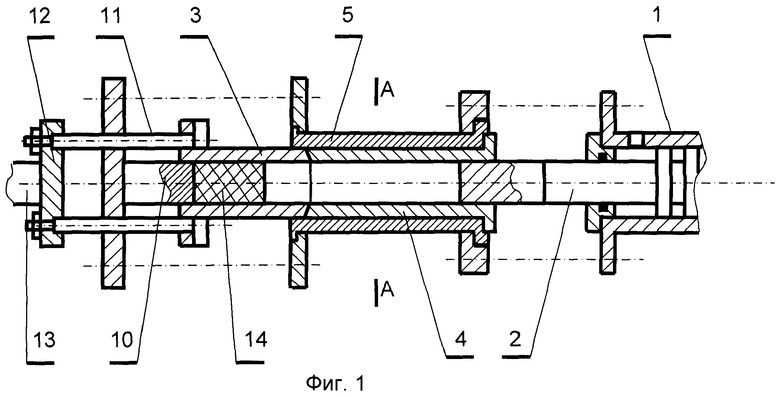
Гидравлический пресс-автомат для брикетирования металлической стружки в холодном состоянии, содержащий корпус, бункер для металлической стружки, имеющий окно для стружки, рабочий цилиндр с прессующим плунжером, неподвижный направляющий шток, связанный с корпусом, пресс-камеру, установленную с возможностью перемещения посредством гидроцилиндра, траверсы и тяг, втулку, установленную в корпусе, отличающийся тем, что он снабжен камерой предварительного уплотнения и брусом, рабочий цилиндр, пресс-камера, втулка и направляющий шток расположены горизонтально, а брус установлен под углом не более 45° к дну бункера с возможностью перемещения, перекрытия окна бункера с отсечением уплотняемой металлической стружки от основного объема и подачи ее в камеру предварительного уплотнения.
| Гидравлический пресс-автомат | 1958 |
|
SU117636A1 |
| Гидропресс-автомат для брикетирования алюминиевой стружки | 1959 |
|
SU129119A1 |
| Гидравлический брикетировочный пресс | 1988 |
|
SU1509283A1 |
| УСТРОЙСТВО ДЛЯ БРИКЕТИРОВАНИЯ | 2002 |
|
RU2312019C2 |
| JP 10000528 A, 06.01.1998 | |||
| JP 20022283175 A, 10.03.2002 | |||
| JP 2009226465 A, 08.10.2009. | |||

