Изобретение относится к трубопроводному строительству и применяется для изоляции сварных стыков труб с заводской изоляцией в базовых условиях термоусаживающимися манжетами (муфтами) или лентами.
Известно устройство для очистки, праймирования и изоляции зоны стыка трубопровода, расположенное на неподвижной раме с приводом вращения разъемного кольцевого ротора со щетками для очистки трубы и опорными сегментами с амортизаторами; рама имеет каретку, несущую ротор, с установленными на ней шпулей и праймирующим инструментом - авт. свид. СССР №517748, F 16 L 59/18, 1976 г.
Недостатком этого устройства является необходимость сопровождения его трубоукладчиком, что значительно удорожает затраты на производство указанных работ. Кроме того, очистка зоны сварного стыка щетками не обеспечивает качественной очистки, требуемой стандартами. С появлением новых изоляционных материалов - термоусаживающихся манжет (муфт) и лент для изоляции сварных стыков требуется осуществлять подогрев зоны стыка. В известном устройстве он отсутствует.
Прототипом изобретения является теплоизоляционный стык предварительно теплоизолированных трубопроводов, включающий полимерную муфту, присоединенную с охватом к концам полимерных оболочек изолированных и соединенных между собой трубопроводов, и электронагревательные элементы с токопроводящими выводами по периметру концов оболочек; при этом электронагревательные элементы выполнены в виде перфорированной медной полосы - патент РФ №2145688, F 16 L 59/20, 2000 г.
Недостатки прототипа состоят в следующем. Введение медных полос, обжимных и затягивающих лент для соединения оболочек трубопровода с внутренней поверхностью муфт, в значительной степени увеличивает материальные и трудовые затраты. Кроме того, в устройстве отсутствуют средства для очистки металлической поверхности зоны сварного стыка и его подогрева.
В связи с этим, техническая задача, решаемая изобретением, заключается в повышении качества изоляции стыков путем улучшения очистки зоны стыка и его подогрева.
Эта задача решается так, что в комплекс для изоляции сварных стыков труб, содержащий платформу для размещения труб и муфту, изолирующую стык, дополнительно введены роликовые вращатели, устройство пескоструйной очистки, защитный кожух и устройство нагрева зоны стыка изнутри, содержащее тележку с двумя колесами, расположенными под углом симметрично относительно вертикальной оси трубы для перемещения по направляющим, прикрепленным к платформе, и стойкой, на которой закреплено опорное кольцо с газовыми горелками, шарнирно связанное с горизонтальной осевой тягой.
Частные исполнения изобретения заключаются в следующем:
- устройство пескоструйной очистки содержит пескоструйный агрегат с насадкой, подключенный к компрессору;
- дополнительно введен регенератор отработанного песка, содержащий бункер, лоток со шнеком, газовую горелку, комплект сит, магнитный уловитель металлических частиц, наклонный лоток и емкость для сбора песка;
- комплекс выполнен с регулируемыми по высоте помостами, примыкающими к платформе и расположенными с обеих сторон сварного шва с возможностью продольного перемещения вдоль труб;
- платформа выполнена в виде сварной металлической рамы на опорах с возможностью вертикального перемещения.
На фиг.1 изображена общая схема расположения оборудования комплекса;
на фиг.2 - схема регенератора отработанного песка; на фиг.3 - защитный кожух.
Комплекс для изоляции сварных стыков по фиг.1 содержит платформу 1 в виде сварной металлической рамы на опорах с возможностью вертикального перемещения, на которой установлены роликовые вращатели 2 и защитный кожух 3. К платформе 1 крепятся направляющие 4 для перемещения по ним устройства 5 подогрева зоны сварного стыка изнутри. Устройство 5 подогрева содержит тележку 6 с двумя колесами 7, расположенными под углом симметрично относительно вертикальной оси трубы для перемещения по направляющим 4. Тележка 6 имеет стойку, на которой закреплено опорное кольцо 8 с газовыми горелками 9, шарнирно связанное с горизонтальной осевой тягой 10, выполненной из двух или более звеньев. Последнее звено осевой тяги 10 может быть снабжено дополнительной опорой в виде второй тележки 11 со стойкой и двумя колесами 12. Свободный конец осевой тяги 10 имеет штурвал 13.
Устройство пескоструйной очистки содержит пескоструйный агрегат 14 с насадкой 15, подключенный к компрессору 16.
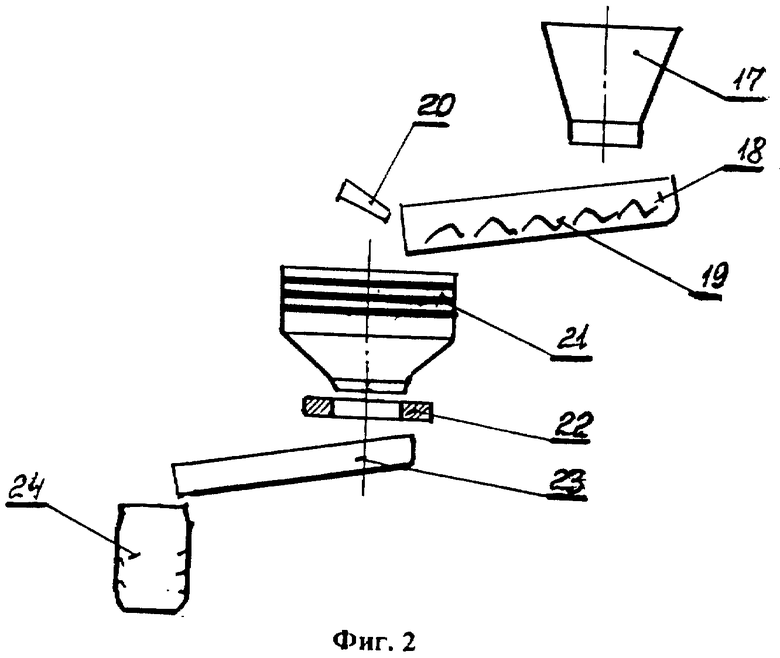
Регенератор отработанного песка (фиг.2) содержит бункер 17, лоток 18 со шнеком 19, газовую горелку 20, комплект 21 сит - для разных фракций, магнитный уловитель 22 металлических частиц, наклонный лоток 23 и емкость 24 для сбора песка. Весь регенератор может быть размещен в отдельном контейнере.
Для удобства работы рабочим-изолировщикам с двух сторон от зоны сварного шва имеются помосты 25 (фиг.1), примыкающие к платформе 1, регулируемые по высоте и выполненные с возможностью перемещения вдоль труб.
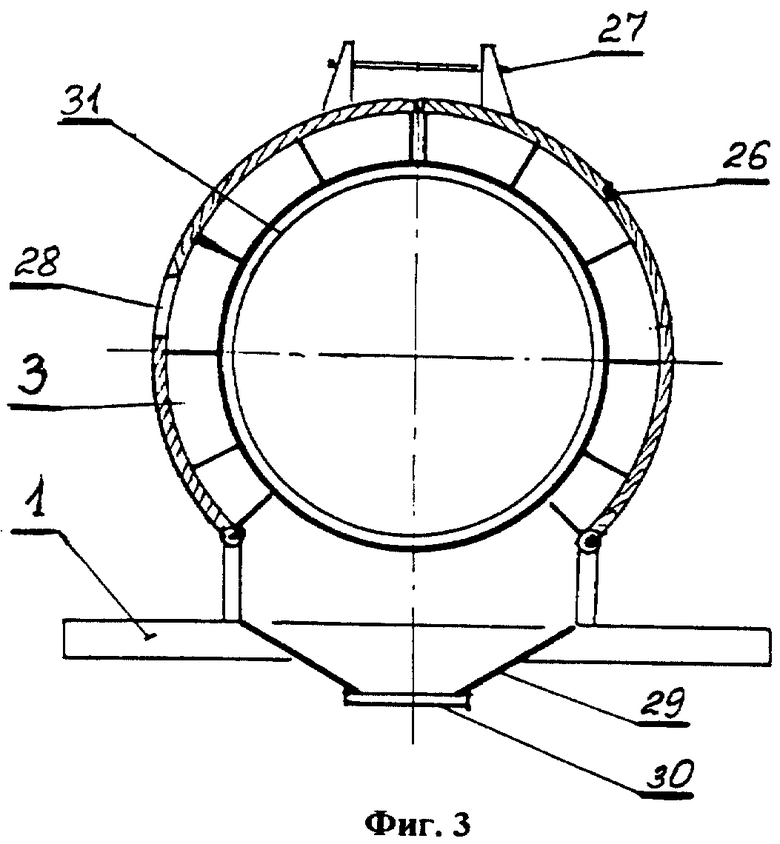
Защитный кожух 3 (фиг.3) представляет собой металлический каркас 26 из двух или более секций, соединенных шарнирно с платформой 1. Для замыкания каркаса имеется замковое устройство 27. В каркасе 26 имеется окно 28 для размещения пескоструйной насадки 15. Снизу кожуха 3 имеется бункер 29 с шиберной задвижкой 30 для сбора использованного песка.
Комплекс имеет трубосварочную базу и может находиться в легкомонтируемом укрытии из синтетических материалов, что позволяет повысить его мобильность.
Работа комплекса осуществляется в следующей последовательности.
Двух- или трехтрубная секция 31 с заводской изоляцией 32 подается на платформу 1 с роликовыми вращателями 2. Зону сварного шва закрывают защитным кожухом 3 и приводят во вращение секцию 31 роликовыми вращателями 2. Через окно 28 защитного кожуха 3 насадкой 15 с помощью пескоструйного агрегата 14 осуществляют очистку зоны сварного стыка до требуемой нормативными документами чистоты.
После окончания очистных работ открывают замковое устройство 27 защитного кожуха 3 и освобождают зону сварного стыка.
Для подогрева зоны сварного стыка при двухтрубной секции устройство 5 подогрева вводится вовнутрь секции на колесах 7 и 12 по направляющим 4. При трехтрубной секции возможно введение двух устройств 5 с двух сторон одновременно. С помощью линейной метрической шкалы, нанесенной на тягу 10 со стороны штурвала 13, кольцо 8 с газовыми горелками 9 устанавливается напротив сварного шва 33. Топливо подается в горелки 9 и производит их зажигание. С помощью тяги 10 осуществляют поступательное движение устройства 5 по оси секции в пределах зоны сварного шва 33.
После достижения необходимой температуры на внешней стороне секции, устройство 5 выводится из трубы. При низких температурах окружающего воздуха возможно продолжить подогрев и при нанесении манжеты 34. После подогрева наносят праймер, вручную или любым известным устройством на поверхность, которая будет изолироваться манжетой 34, формирование которой производится следующим образом.
Манжета заводится под трубу клеевым подслоем к трубе в начале зоны изоляции. Затем газовой горелкой 35 прогревается внутренний слой манжеты 34 в зоне нахлеста. Манжета 34 оборачивается вокруг трубы. Осуществляется прогрев установленного края манжеты в зоне нахлеста и замыкающего ее края с обеих сторон. Зона нахлеста прогревается горелкой 35 сверху и уплотняется при помощи прикатного ролика или рукой в термостойкой перчатке. При этом под лентой не должно образовываться воздушных пузырей. После завершения операции усадки манжеты 34, прогревается вся ее поверхность, прикатывается роликом для разглаживания складок и удаления из-под манжеты пузырьков воздуха. Горелки 9 устройства 5 подогрева и горелка 35 соединены с блоком 36 газовых баллонов.
Изобретение, за счет его конструктивных особенностей, имеет следующие преимущества:
- вращение секции, сваренной из двух или трех труб, с помощью роликовых вращателей, облегчает работу рабочих-изолировщиков;
- подогрев сварного стыка производится специальным устройством изнутри трубы, что в значительной степени снижает расход газа, т.к. основное тепло передается телу трубы, а не окружающей среде. Кроме того, возможность перемещения устройства с горелками внутри трубы обеспечивает равномерное температурное поле в зоне сварного стыка;
- наличие регенератора отработанного песка и его хранение сокращает его расход, увеличивая долговечность пескоструйного аппарата и насадок;
- наличие защитного кожуха и бункера для сбора отработанного песка во время пескоструйной очистки зоны сварного стыка защищает рабочую зону от пылеобразующей среды.
Таким образом, за счет выполнения комплекса с устройствами улучшенной очистки зоны стыка и его подогрева при нанесении изоляции на сварные стыки в базовых условиях обеспечивается значительно более высокое качество покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2398155C2 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОЙ МАНЖЕТЫ НА СТЫК ТРУБОПРОВОДА | 2008 |
|
RU2397404C1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575522C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ ПОДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575528C2 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| Способ установки термоусаживающейся манжеты на стыки дюкера | 2024 |
|
RU2838239C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 2015 |
|
RU2601366C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
Изобретение относится к строительству трубопроводного транспорта и используется для защиты зоны сварных стыков труб с заводской изоляцией. На платформе размещены роликовые вращатели, устройство пескоструйной очистки, защитный кожух и устройство нагрева зоны стыка изнутри, которое содержит тележку с двумя колёсами, расположенными под углом симметрично относительно вертикальной оси трубы для перемещения по направляющим, прикреплённым к платформе, и стойку, на которой закреплено опорное кольцо с газовыми горелками, шарнирно связанное с горизонтальной осевой тягой. Секцию труб укладывают на ролики вращателя, зону сварного шва закрывают кожухом, осуществляют ее очистку посредством пескоструйной установки и открывают зону сварного шва. Устройство подогрева зоны сварного шва вводят в секцию труб и посредством газовых горелок осуществляют ее нагрев. На зону сварного шва наносят праймер и заводят под нее термоусаживающийся материал с клеевым подслоем, который наматывают вокруг трубы в несколько слоев. Полученную муфту нагревают и уплотняют для удаления из нее воздуха. Повышает качество изоляции сварных стыков труб. 4 з.п. ф-лы, 3 ил.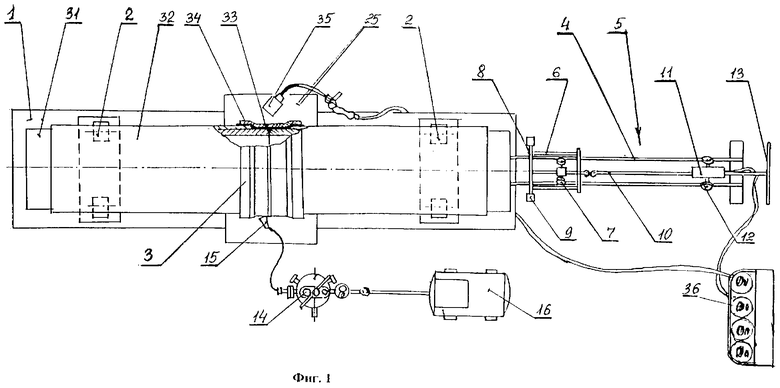
| RU 2145688 C1, 20.02.2000 | |||
| КУДАШЕВ Ш.Р | |||
| "Опыт применения изоляционных термоусаживающихся материалов корпорации Raychem", ж | |||
| "Строительство трубопроводов", №1, Москва, 1996, стр.5-7 | |||
| Соединение труб | 1989 |
|
SU1721384A1 |
| DE 3826078 A1, 15.02.1990. | |||

