Область техники, к которой относится изобретение
Изобретение относится к области сварочного производства, в частности к универсальным установкам для изготовления трубных узлов, и может быть использовано при изготовлении трубных узлов из различных марок сталей и металлов, механизированной сварки металлической аппаратуры, в том числе нестандартного оборудования, с помощью которой повышаются производительность процесса сварки и качество сварных соединений при монтаже технологических трубопроводов в строительстве и ремонте объектов энергетики, нефтегазопереработки и химических производств, морского и трубопроводного транспорта, например насосные, газоперекачивающие и газораспределительные станции и инженерные сети в полевых и цеховых условиях, а также вести ремонт труб демонтированных с магистральных трубопроводов для вторичного использования.
Уровень техники
Известен вращатель для сварки трубчатых изделий, содержащий станину и смонтированные на ней двухроликовый приводной механизм и прижимное устройство, при этом прижимное устройство выполнено в виде портала с подвижной траверсой, установленного на станине посредством подвижных опор в плоскости, перпендикулярной осям приводных роликов, с возможностью попеременного поворота вокруг одной из осей подвижных опор, расположенных параллельно осям приводных роликов, при этом приводной механизм установлен на подвижной траверсе портала.
На станине вращателя смонтированы силовые цилиндры, каждая из подвижных опор портала выполнена в виде кривошипного вала, жестко соединенного с соответствующей стойкой портала, а кривошип вала шарнирно соединен с одним из упомянутых силовых цилиндров (см. а.с. SU №1339000, кл. В23К 37/04, опубл. 23.09.1987 г.).
Недостатками данного вращателя является сложность конструкции, большие габариты и количество узлов и аппаратов, невозможность использовать при наличии заводской изоляции труб и в полевых условиях.
Известны роликоопоры и роликовые вращатели для автоматической сварки нескольких типов: ESAB 3-500 и ESAB 5-500 для различных диаметров, в основном для цилиндрических изделий, при этом вращатель ESAB - S серия имеет прижимной ролик, осуществляющий механическим способом прижим изделия к ведущим роликам, он рассчитан на трубы малых диаметров и в основном на буры (см. Каталог фирмы ESAB. Автоматическая сварка. Дополнительное оборудование, 2009 г., с.36).
Недостатком данных роликоопор и роликовых вращателей является необходимость крана - укосины для подачи сварочной головки для сварки под слоем флюса к расположенному на трубном узле сварному шву, в связи с чем размеры трубного узла ограничиваются размерами стрелы крана-укосины, а также невозможность работать в полевых условиях.
Известно зажимно-поворотное устройство по принципу зажимных роликов, содержащее станину, представляющую собой конструкцию со сплошными стенками, в которой размещены электрическое управление и привод механизма опрокидывания. Опрокидывание производят вручную кривошипной рукояткой. Электромоторный привод механизма опрокидывания также возможен. Опрокидываемая часть состоит из приводной и роликовой коробок, зажимной колонки, зажимного рычага и зажимного ролика. Устройство в исполнении без опрокидывания производят с типовыми названиями U 150H, U 500H, U 1000H (см. VIETZ зажимно-поворотное устройство по принципу зажимных роликов. Каталог продуктов, карманное издание Vietz Pipline Equipment 2008 г., 3Rc.96-97).
Недостатком данного устройства является прямой контакт зажимного ролика с поверхностью трубы, что ограничивает его применение в случаях с трубами с заводским изоляционным покрытием, при этом диапазон диаметров не превышает 800 мм.
Известны конструкции торцевых вращателей: манипулятор Т-25 М и специальные сварочные устройства для трубных конструкций и емкостей, основанных на креплении в планшайбе типа токарного патрона открытого конца трубы или трубного узла (см. Сварочное оборудование. Каталог-справочник, часть вторая. Институт электросварки им. Е.О.Патона, изд. Навукова думка, 1988 г., с.262).
Недостатком вращателей данного типа является то, что при изменении диаметра, подлежащего сварке трубного узла на торцевом вращателе, необходимо перестраивать обороты вращателя с тем, чтобы обеспечить линейную скорость сварки, заданную технологическим режимом, тогда как роликовый вращатель по предлагаемому изобретению обеспечивает независимо от диаметра трубного узла одну и ту же линейную скорость, заданную технологическим режимом. У торцевого вращателя отсутствует возможность крепиться к закрытому деталью трубопровода (фитингом) концу трубного узла, в связи с чем уменьшается количество сварных соединений на трубном узле, выполненных механизированными способами сварки, эти стыки увеличивают количество стыков, выполняемых на стройплощадке при помощи ручной дуговой сварки в неповоротном положении, для возможности сварки такого стыка на торцевом вращателе необходимо создавать и использовать специальную оснастку, ее использование требует значительных затрат и вспомогательного времени. При использовании торцевого вращателя для резки труб и сварки трубных узлов для продвижения вдоль узла от стыка к стыку необходимо специально устраивать «гирлянду» из кабелей, проводов и шлангов, обеспечивающих работу сварочной техники, механизмов и подачу рабочих и опасных горючих газов, а также передвижного портала, крана-укосины и прочей техники для подачи в зону работы оборудования и инструмента для резки и сварки, которое передвигается вместе с «гирляндой», при этом использование неподвижного операционного бокса по предлагаемому изобретению (см. фиг.3) исключает необходимость перемещения «гирлянды» и механизмов поднастройки сварочной техники при изменении диаметра трубного узла, так как упорные ролики по предлагаемому изобретению находятся на постоянном верхнем уровне и любой узел независимо от диаметра приходит на этот уровень, необходимый для установления автомата для сварки под слоем флюса.
Наиболее близким по технической сущности и достигаемому положительному эффекту и принятый авторами за прототип является манипулятор Кудрявцева для сварки трубных узлов, включающий роликовый вращатель, сварочную технику, источник питания, работа которого основана на прижиме трубного узла верхним рычажным роликом к ведущим нижним роликам с помощью сжатого воздуха (см. А.Н.Батенчук «Изготовление и монтаж технологических трубопроводов», изд. Литературы по строительству, М., 1971 г., с.116).
Недостатками данного манипулятора Кудрявцева является то, что все ролики выполнены металлическими с насечкой, что исключает использование манипулятора при изготовлении трубных узлов с антикоррозийным покрытием, а для подачи сварочной головки для сварки под слоем флюса к расположенному на трубном узле сварному шву необходим кран-укосина, в связи с чем размеры трубного узла ограничиваются размерами стрелы крана-укосины, причем при каждом изменении диаметра трубного узла необходимо изменять высоту стрелы механизма, на котором находится сварочная головка, и корректировать ее установку, при этом манипулятор устанавливают на фундамент, отсутствуют рельсовые ходовые пути для дополнительных опор, при необходимости работает на трубном узле большой длины, диапазон его работы ограничивается диаметром трубного узла до 400 мм, для работы необходима постоянная подача сжатого воздуха, манипулятор не приспособлен к работе в полевых условиях, а также обладает невысокой производительностью и неудобством оператору в работе.
Раскрытие изобретения
Задачей предлагаемого изобретения является разработка универсальной установки для изготовления трубных узлов, которая, вращая трубный узел сложной конфигурации (см. фиг.4, 5, 6, 7, 8, 9, 10, 11, 12), дает возможность использовать высокопроизводительные и качественные методы механизированной сварки при изготовлении узлов трубопроводов для различных отраслей промышленного строительства в полевых и цеховых условиях, с резким уменьшением до 40-60% стыков трубопроводов, выполненных ручной дуговой сваркой сварщиками-профессионалами в неповоротном положении на строительных площадках при монтаже технологических трубопроводов с заменой их сварщиком-оператором, выполняющим сварные соединения на вращающемся трубном узле с трубными деталями (отводами, тройниками, переходами, заглушками), и которая вытеснит основные объемы ручной электродуговой сварки более низкой производительности и с большим влиянием «человеческого фактора» на качество сварных соединений, а также обладающей удобством в работе и снижением стоимости строительно-монтажных работ.
Технический результат, который может быть получен с помощью предлагаемого изобретения, сводится к способности сваривать изделия в широком диапазоне диаметров и толщин, высокому качеству сварного соединения, механизированному процессу изготовления трубных узлов различной конфигурации, в том числе и соединений с двумя и более заводскими фасонными деталями, высокой производительности, возможности переналадки и корректировки, удобством в работе и снижению стоимости строительно-монтажных работ.
Технический результат достигается с помощью универсальной установки для изготовления трубных узлов, содержащей роликовый вращатель, сварочный автомат, источник питания, при этом установка снабжена рельсовыми ходовыми путями, операционным боксом, по крайней мере, одной подвижной опорой-люнетом, при этом на рельсовые ходовые пути устанавливают роликовый вращатель, по крайней мере, одну подвижную опору-люнет, а на середине рельсовых ходовых путей над ними неподвижный операционный бокс, причем роликовый вращатель выполнен в виде самоходной тележки, состоящей из подъемной платформы, установленной на приводные колеса с механизмом привода колес, при этом подъемная платформа снабжена механизмом подъема вверх-вниз платформы с расположенными на ней двумя парами приводных ведущих роликов, с механизмом поперечной регулировки приводных ведущих роликов в зависимости от диаметра обрабатываемых изделий и мотор-редуктором привода ведущих роликов с возможностью установки на последние трубного узла, при этом на самоходной тележке установлены отворотные упорные ролики с механизмом отворота, а операционный бокс выполнен с возможностью размещения на нем обрабатывающего оборудования и состоит из рабочих выдвижных площадок с возможностью выполнения рабочих операций, при этом в верхней части операционного бокса установлен сварочный автомат для сварки под слоем флюса, а по его боковым сторонам расположены лестницы и рабочее место для оператора с регулятором рабочего места.
В установке механизм подъема вверх-вниз подъемной платформы выполнен гидравлическим или механическим.
В установке приводные ведущие ролики выполнены обрезиненными.
Краткое описание чертежей
На фиг.1 дана универсальная установка для изготовления трубных узлов, общий вид.
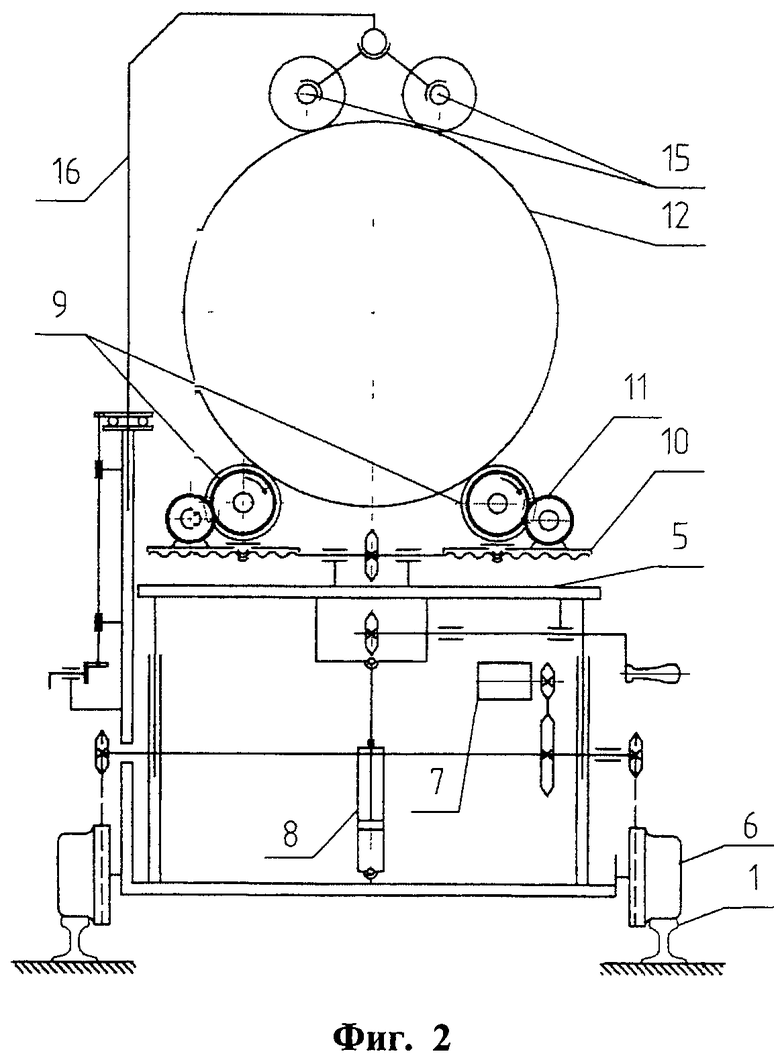
На фиг.2 - то же, роликовый вращатель.
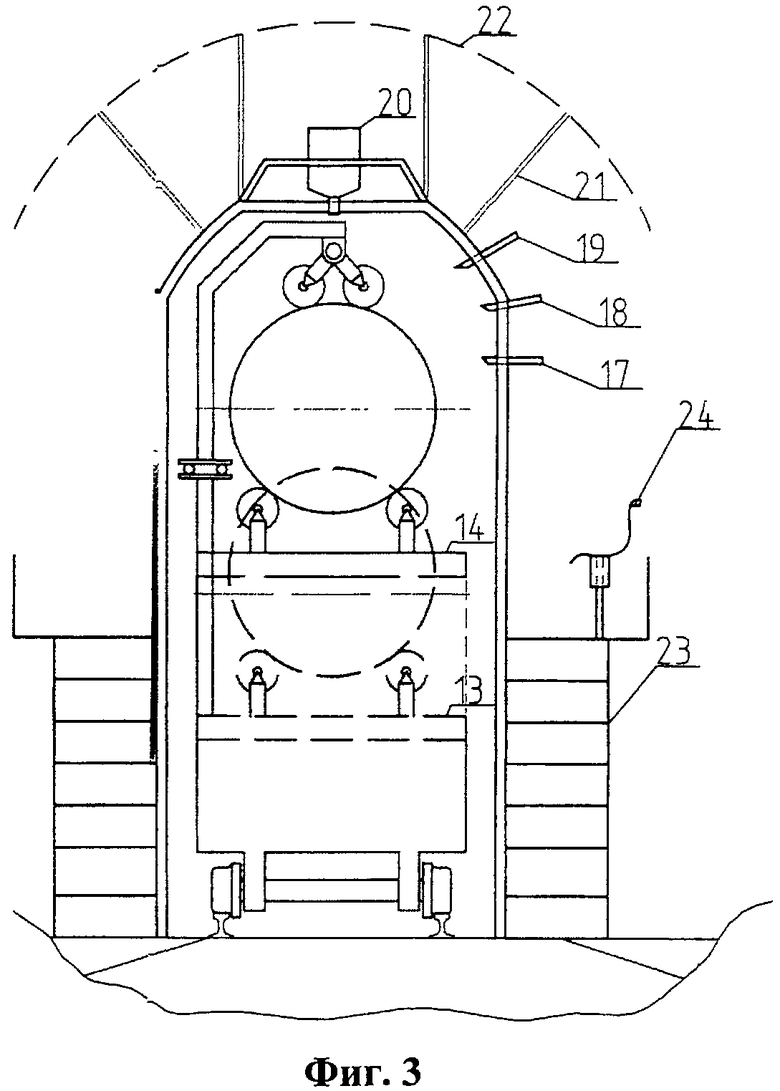
На фиг.3 - то же, операционный бокс.
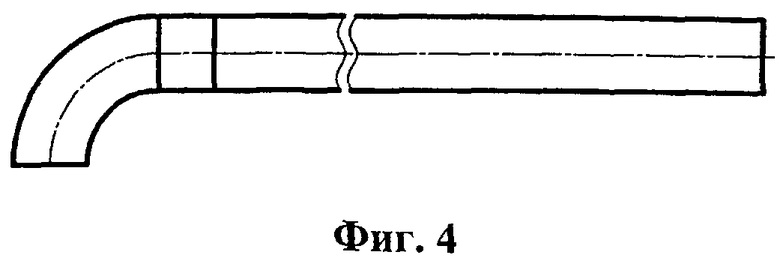
На фиг.4 - характерные трубные узлы-представители, выполняемые на универсальной установке для изготовления трубных узлов, отвод-переходное кольцо-труба (патрубок).
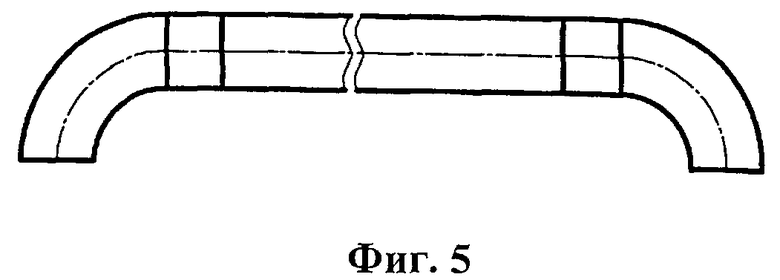
На фиг.5 - характерные трубные узлы-представители, выполняемые на универсальной установке для изготовления трубных узлов, отвод-переходное кольцо-труба-переходное кольцо-отвод.
На фиг.6 - характерные трубные узлы-представители, выполняемые на универсальной установке для изготовления трубных узлов, отвод-патрубок-отвод.
На фиг.7 - характерные трубные узлы-представители, выполняемые на универсальной установке для изготовления трубных узлов, отвод-труба-отвод.
На фиг.8 - характерные трубные узлы-представители, выполняемые на универсальной установке для изготовления трубных узлов, отвод-труба-переход-заглушка.
На фиг.9 - характерные трубные узлы-представители, выполняемые на универсальной установке для изготовления трубных узлов, отвод-патрубок-тройник-патрубок-переходное кольцо-тройник.
На фиг.10 - характерные трубные узлы-представители, выполняемые на универсальной установке для изготовления трубных узлов, заглушка-переходное кольцо-тройник-переходное кольцо-тройник-переходное кольцо-тройник-переходное кольцо-заглушка.
На фиг.11 - характерные трубные узлы-представители, выполняемые на универсальной установке для изготовления трубных узлов, отвод-патрубок-тройник-патрубок-тройник-патрубок-переход-заглушка.
На фиг.12 - характерные трубные узлы-представители, выполняемые на универсальной установке для изготовления трубных узлов, нестандартное оборудование.
Осуществление изобретения
Универсальная установка для изготовления трубных узлов состоит из рельсовых ходовых путей 1, представляющих собой два закрепленных на шпалах (не показаны) рельса, при этом на рельсовых ходовых путях 1 установлены роликовый вращатель 2, операционный бокс 3 и подвижная опора-люнет 4, которая представляет собой катучую тележку с регулируемой по высоте и межцентровым расстоянием роликовую опору, при этом роликовый вращатель 2 выполнен в виде самоходной тележки, состоящей из подъемной платформы 5, установленной на приводные колеса 6 с механизмом 7 привода колес 6, а подъемная платформа 5 снабжена гидравлическим (или механическим) механизмом 8 подъема вверх-вниз платформы 5, с расположенными на ней двумя парами приводных обрезиненных ведущих роликов 9, с механизмом 10 поперечной регулировки приводных ведущих роликов 9, регулируемых по скорости приводом (мотор-редуктором) 11 в зависимости от диаметра обрабатываемых изделий с возможностью установки на приводные ведущие ролики 9 трубного узла 12, причем скорость вращения приводной пары ведущих роликов 9 имеет плавно регулируемую рабочую, а также маршевую скорость, при этом подъемная платформа 5 с приводными ведущими роликами 9 перед работой занимает первоначальное нижнее положение 13, а во время работы - рабочее верхнее положение 14, прижимая трубный узел 12 к отворотным упорным роликам 15 с механизмом 16 отворота, установленным на самоходной тележке, при этом операционный бокс 3 размещен над рельсовыми ходовыми путями 1 с возможностью входа в него и прохода внутреннего роликового вращателя 2 с изделием, трубным узлом 12 и подвижной опорой-люнетом 4 в виде катучей тележки, при этом неподвижный операционный бокс 3 выполнен с возможностью размещения на нем всего обрабатывающего оборудования (не показано) и инструмента (не показано) на постоянном уровне, при этом операционный бокс 3 состоит из рабочих выдвижных площадок 17, 18, 19, на которых расположены все необходимое обрабатывающее оборудование и инструмент для выполнения рабочих операций в наиболее удобном положении для данного вида работ различными видами оборудования и инструментами, например операция по сварке корневого шва, необходимого для возможности выполнения автоматической сварки этого же шва, исполняют с выдвижной площадки 19 ручной дуговой сваркой или полуавтоматической в среде защитных газов, огневая резка, газовая или плазменная, производится с площадки 17, а зачистка кромок механическим способом после резки - с площадки 18, а в верхней части операционного бокса 3 установлен сварочный автомат 20 для сварки под слоем флюса, причем над операционным порталом 3 с помощью каркасов 21 закреплена палатка 22 для защиты от неблагоприятных метеоусловий, при использовании установки в полевых условиях, а по боковым сторонам операционного портала 3 расположены лестницы 23 и рабочее место 24 для оператора с регулятором (не показан) рабочего места 24, при этом подвижных опор-люнетов 4, в зависимости от размеров и конфигурации обрабатываемого или изготавливаемого изделия, может быть установлена одна или две с одной или двух сторон роликового вращателя 2, на трубном узле 12 показан также стык 25, требующий автоматической сварки, и стык 26, выполненный автоматической сваркой с помощью сварочного автомата 20 для сварки под слоем флюса.
Универсальная установка для изготовления трубных узлов работает следующим образом.
Для монтажа универсальной установки для изготовления трубных узлов в полевых условиях подбирают площадку, готовят щебеночное основание, перекрывают, например, дорожными плитами без уклонов, укладывают рельсовые секции со шпалами, получая рельсовые ходовые пути 1, и на них устанавливают роликовый вращатель 2 и подвижную опору-люнет 4, которых, в зависимости от размеров и конфигурации обрабатываемого или изготавливаемого изделия, может быть установлена одна или две с одной или двух сторон роликового вращателя 2, а посередине рельсового ходового пути 1 над ними устанавливают неподвижный операционный бокс 3, на который с помощью каркасов 21 закрепляют палатку 22 для защиты от неблагоприятных метеоусловий при использовании установки в полевых условиях, а по боковым сторонам операционного бокса 3 располагают лестницы 23 и рабочее место 24 для оператора, затем на роликовый вращатель 2, который выполнен в виде самоходной тележки, состоящей из подъемной платформы 5, установленной на приводные колеса 6 с механизмом 7 привода колес 6, с расположенными на ней двумя парами приводных обрезиненных ведущих роликов 9, на которые устанавливают трубный узел 12, причем при его значительной длине используют две опоры-люнета 4 в виде катучей тележки, при этом отворотные упорные ролики 15 находятся в отвернутом на 90° (см. фиг.2) положении, параллельном оси установки, а ведущие ролики 9 подъемной платформы 5 и ролики опоры-люнета 4 находятся в нижнем положении (см. фиг.1 и фиг.3), при этом сварщик-оператор, находясь на рабочем месте 24, при помощи пульта управления дает команду роликовому вращателю 2 на движение по рельсовым ходовым путям 1 в рабочее пространство операционного бокса 3, которое он при помощи приводных колес 6 с механизмом 7 привода колес 6 осуществляет, и после входа в операционный бокс 3 первого стыка 25, подлежащего сварке, останавливает движение роликового вращателя 2, при этом отворотные упорные ролики 15 поворачиваются на 90° перпендикулярно оси установки, и подъемная платформа 5 с ведущими роликами 9 поднимает трубный узел 12 и прижимает его к отворотным упорным роликам 15 с усилием, обеспечивающим равномерное вращение трубного узла 12, при этом ролики опоры-люнета 4 синхронно поднимаются на такой уровень как и ведущие ролики 9, обеспечивают строго горизонтальное положение трубного узла 12, причем приведенные операции по прижатию трубного узла 12 к отворотным упорным роликам 15 и подъему опоры-люнета 4 могут производиться сразу после установки трубного узла 12 на роликовом вращателе 2 до ввода трубного узла 12 в рабочее пространство операционного бокса 3, при этом особенно ценной особенностью универсальной установки, отличающей ее от всех других типов установок, является возможность роликового вращателя 2 при помощи подъемной платформы 5 выводить трубный узел 12 на постоянный уровень отворотных упорных роликов 15, в связи с чем отпадает необходимость регулировать по высоте сварочный аппарат 20 для сварки под слоем флюса (см. фиг.3).
Следующим этапом сварщик-оператор включает в работу роликовый вращатель 2 и ведущие ролики 9 обеспечивают вращение трубного узла 12 с необходимой для процесса скоростью, и сварщик-оператор вместе с помощником выполняет сварку каждого слоя по процедуре, предусмотренной технологической картой, после завершения сварки первого шва стыка 25 сварщик-оператор выключает вращение ведущих роликов 9, включает движение роликового вращателя 2 в сторону операционного бокса 3, выводя готовый или готовые стыки 26 (см. фиг.1) из рабочего пространства операционного бокса 3, вводя в него следующий стык 25, повторяя эти операции до окончания сварки всех стыков 25 на трубном узле 12, при этом после выведения трубного узла 12 из рабочего пространства операционного бокса 3 подъемную платформу 5 опускают, отворотные упорные ролики 15 с помощью механизма 16 отворота отводят на 90°, устанавливая параллельно оси универсальной установки, готовый трубный узел 12 снимают с роликового вращателя 2 и на него устанавливают следующий трубный узел 12, подлежащий сварке, при этом роликовым вращателем 2 движением в обратную сторону первый стык 25 следующего трубного узла 12 вводят в рабочую зону операционного бокса 3, и все операции повторяются.
Монтаж универсальной установки для изготовления трубных узлов в цеховых условиях аналогичен полевому, причем рельсовые ходовые пути 1 устанавливают недалеко от одной из стен, при этом неподвижный операционный бокс 3 сосредотачивает на себя все подводки кабелей, горючих и инертных газов, воды и воздуха, если необходимы, вводимых снизу металлическими трубками, избавляя установку от громоздких и опасных «гирлянд», свойственных другим типам установок, а из зоны операционного бокса 3 легко удаляются при ведущихся технологических процессах выделения, перекрываются «блики», вызываемые сваркой. Установка может быть встроена в любую технологическую линию. Установка по предлагаемому изобретению повышает уровень промышленной безопасности, экологичности и культуры производства.
Универсальность установки заключается в том, что по сварке в полевых условиях трубных узлов 12 любых габаритов по длине увеличивают протяженность рельсовых ходовых путей 1, также она позволяет резко увеличивать количество сварных стыков 26 на трубном узле 12, особенно в полевых условиях, удлинив рельсовый ходовой путь 1 до необходимых размеров габаритов трубного узла 12, увеличивает количество стыков 25, выполняемых высокопроизводительным механизированным методом сварки, а также все сопутствующие операции, связанные с изготовлением трубных узлов, как-то: резка, подогрев перед сваркой, подготовка кромок и так далее, кроме того, на ней можно изготавливать трубные узлы 12 и оборудование из различных марок сталей, металлов, в том числе выполнять на универсальной установке для изготовления трубных узлов следующие характерные трубные узлы-представители (см. фиг.4, 5, 6, 7, 8, 9, 10, 11, 12):
- отвод-переходное кольцо-труба (патрубок);
- отвод-переходное кольцо-труба-переходное кольцо-отвод;
- отвод-патрубок-отвод;
- отвод-труба-отвод;
- отвод-труба-переход-заглушка;
- отвод-патрубок-тройник-патрубок-переходное кольцо-тройник;
- заглушка-переходное кольцо-тройник-переходное кольцо-тройник-переходное кольцо-тройник-переходное кольцо-заглушка:
- отвод-патрубок-тройник-патрубок-тройник-патрубок-переход-заглушка,
а также работы по механизированной сварке продольных и кольцевых швов аппаратуры, в том числе нестандартного оборудования, производить ремонт труб, демонтированных на магистральных стальных трубопроводах для их вторичного использования.
В связи с большим разрывом минимальных и максимальных диаметров трубных узлов 12, подлежащих изготовлению Ду=200-1400 мм и резке труб для уменьшения хода гидравлических и механических механизмов 8 подъема и выдвижных площадок 17, 18, 19, необходима разбивка установок на несколько типов по группам диаметров, где первая группа и соответственно установка для диаметров Ду=200, 300, 350, 400, 500, 600 мм, вторая группа для диаметров Ду + 700, 800, 900, 1000, 1200, 1400 мм, что сократит габариты и металлоемкость установок и сделает их более удобными для транспортировки в случае полевого использования и более компактными для использования в цеху, установка может быть изготовлена для диаметров менее Ду=200 мм или для одного диаметра, в том числе для специальных сталей и цветных металлов, где можно безгранично расширять возможности рабочего пространства операционного бокса 3.
Предлагаемое изобретение по сравнению с прототипом и другими известными техническими решениями имеет следующие преимущества:
- высокая производительность процесса сварки и качество сварных соединений;
- экономия ресурсов и времени на вспомогательные операции;
- изготовление трубных узлов практически любой конфигурации однотипно, с последовательным делением на типовые производственные операции, что положительно сказывается как на скорости изготовления, так и на качестве сварного соединения;
- технология сварки на вращающемся трубном узле не только позволяет полностью избежать наиболее дефектных участков сварных соединений (потолочное положение при выполнении корня шва), но и выполнить весь корневой слой в одном наиболее удобном положении, что положительно сказывается на качестве корневого шва и в целом сварочного соединения;
- установка удобна для разборки - сборки и транспортировки отдельными узлами и агрегатами, комплектуется из нескольких готовых секций рельсовых ходовых путей, собираемых между собой, роликового вращателя, операционного бокса и неподвижной опоры-люнета, при этом все эти узлы размещаются на 12-метровой площадке автомашины длинномера;
- удобство и безопасность в работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный штоковый вращатель трубного узла | 2021 |
|
RU2779655C1 |
| ПОЛЕВАЯ МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ СВАРКИ ТРУБНЫХ УЗЛОВ И НЕСТАНДАРТНОГО ОБОРУДОВАНИЯ | 2009 |
|
RU2433897C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СЕКТОРОВ ПРИ СВАРКЕ ОТВОДОВ ТРУБ | 2021 |
|
RU2781262C1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Поточная линия изготовления узлов трубопроводов | 1982 |
|
SU1057248A1 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| УСТРОЙСТВО для АВТОМАТИЧЧЕСКОЙ СВАРКИ | 1971 |
|
SU292746A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ТРУБ | 2005 |
|
RU2301138C1 |


Изобретение может быть использовано при механизированной сварке металлической аппаратуры, в том числе нестандартного оборудования, а также при ремонте труб, демонтированных с магистральных трубопроводов для вторичного использования. Установка снабжена, по крайней мере, одной подвижной опорой-люнетом 4 и роликовым вращателем 2 на рельсовых ходовых путях 1, а также неподвижным операционным боксом. Самоходная тележка роликового вращателя 2 в виде подъемной платформы установлена на приводные колеса. На ней смонтированы две пары приводных ведущих роликов для изготавливаемого трубного узла 12, имеющих привод с мотор-редуктором и механизм их поперечной регулировки. Отворотные упорные ролики выполнены с возможностью прижатия к ним трубного узла при подъеме платформы. Неподвижный операционный бокс 3 установлен с возможностью прохода через него по рельсовым ходовым путям 1 тележки вращателя 2 и имеет рабочие выдвижные площадки для размещения на них обрабатывающего оборудования. Сварочный автомат установлен в верхней части операционного бокса 3. Установка обеспечивает механизированное изготовление трубных узлов различных размеров и конфигурации, в том числе соединений с двумя и более заводскими фасонными деталями с высокой производительностью и возможностью ее переналадки. 2 з.п. ф-лы, 12 ил.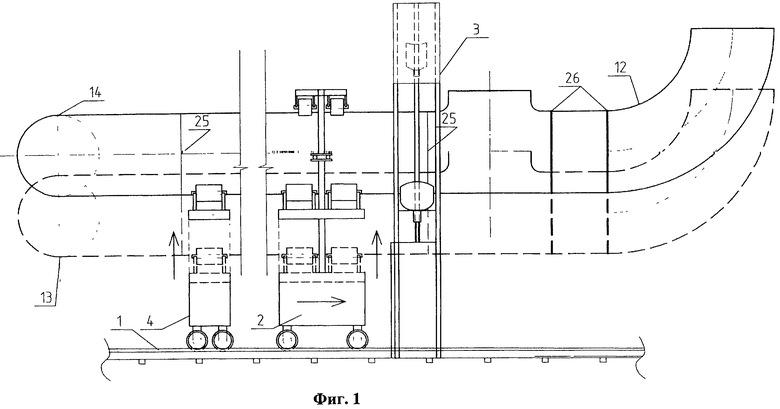
1. Установка для изготовления трубных узлов, содержащая роликовый вращатель, сварочный автомат и источник питания, отличающаяся тем, что она снабжена, по крайней мере, одной подвижной опорой-люнетом и роликовым вращателем, выполненными с возможностью их размещения на рельсовых ходовых путях, а также неподвижным операционным боксом, при этом роликовый вращатель содержит самоходную тележку в виде подъемной платформы, установленной на приводные колеса, и смонтированные на ней две пары приводных ведущих роликов с возможностью размещения на них изготавливаемого трубного узла, имеющих привод с мотор-редуктором и механизм их поперечной регулировки в зависимости от диаметра труб изготавливаемых узлов, при этом на самоходной тележке установлены отворотные упорные ролики с возможностью прижатия к ним трубного узла при подъеме платформы, операционный бокс установлен с возможностью прохода через него по рельсовым ходовым путям тележки вращателя и имеет рабочие выдвижные площадки для размещения на них обрабатывающего оборудования, лестницы, установленные по его боковым сторонам, и регулируемое рабочее место для оператора, а сварочный автомат установлен в верхней части операционного бокса.
2. Установка по п.1, отличающаяся тем, что механизм подъема платформы выполнен гидравлическим или механическим.
3. Установка по п.1, отличающаяся тем, что приводные ведущие ролики выполнены обрезиненными.
| БАТЕНЧУК А.Н | |||
| Изготовление и монтаж технологических трубопроводов | |||
| - М.: Издательство литературы по строительству, 1971, с.116 | |||
| СВАРКИ ТРУБ В СЕКЦИИ ТРУБОПРОВОДА | 0 |
|
SU348338A1 |
| МЕХАНИЗИРОВАННАЯ УСТАНОВКА ДЛЯ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 0 |
|
SU250347A1 |
| Вращатель для сборки под сварку труб и трубных узлов | 1980 |
|
SU903037A1 |
| Вращатель для сварки трубчатых изделий | 1986 |
|
SU1339000A1 |
| RU 2009123381 А1, 27.12.2010. | |||

