Изобретение относится к области металлургии, конкретно к прокатному производству, и может быть использовано при изготовлении стальных холоднокатаных листов и полос для штамповки.
Известен способ производства холоднокатаной низкоуглеродистой листовой стали, включающий нагрев слябов до температуры 1150-1280°С, прокатку в черновой и чистовой группе клетей с суммарной степенью обжатия 80-90%, охлаждение водой, смотку в рулоны, травление и холодную прокатку. При этом предварительно определяют суммарную степень деформации в чистовой группе клетей стана горячей прокатки каждой полосы и в зависимости от ее величины, равной 80-85, 86-92, 93-98%, суммарную степень обжатия в стане холодной прокатки устанавливают соответственно 75-80, 65-70, 55-60% [1].
Недостатки известного способа состоят в том, что в процессе прокатки на полосах образуются дефекты по кромкам. Обрезка кромок горячекатаных и холоднокатаных полос увеличивает расходный коэффициент металла. Помимо этого, после холодной прокатки с обжатиями от 55 до 80% полосы имеют нестабильные механические свойства и низкую штампуемость.
Известен также способ производства холоднокатаных листов для глубокой вытяжки из стали, раскисленной алюминием. Способ включает нагрев слябов до температуры 950-1200°С, горячую прокатку с температурой конца прокатки выше точки Ar3, охлаждение полос водой до температуры не более 600°С и смотку в рулоны. Горячекатаные полосы подвергают травлению, многопроходной холодной прокатке до конечной толщины с обжатием 70-80% и колпаковому рекристаллизационному отжигу [2].
При таком способе прокатки на кромках горячекатаных и холоднокатаных полос присутствуют дефекты. Обрезка кромок для удаления дефектов увеличивает расходный коэффициент металла на производство проката.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства холоднокатаной листовой стали (автомобильного листа), включающий горячую прокатку слябов в полосы с регламентированной температурой конца прокатки 860-900°С, охлаждение водой до температуры 550-580°С, смотку в рулоны, травление горячекатаных полос с обрезкой боковых кромок и многопроходную прокатку до конечной толщины 0,9 мм [3] - прототип.
Недостаток известного способа состоит в том, что кромки полос после горячей прокатки поражены дефектами и мелкими разрывами, которые увеличиваются в процессе последующей холодной прокатки. Для устранения указанных дефектов кромки горячекатаных полос обрезают, что увеличивает расходный коэффициент металла.
Техническая задача, решаемая изобретением, состоит в уменьшении расходного коэффициента металла за счет исключения необходимости обрезки кромок горячекатаных полос.
Поставленная техническая задача решается тем, что в известном способе производства холоднокатаной листовой стали, включающем горячую прокатку полос с регламентированной температурой конца прокатки, охлаждение водой, смотку в рулоны, травление и многопроходную холодную прокатку до конечной толщины, согласно предложению горячую прокатку полос ведут до толщины, определяемой по соотношению:
H=15h2-20,5h+10,
где Н, h - толщина горячекатаной и холоднокатаной полосы соответственно, при этом температуру конца прокатки поддерживают равной 820-865°С, а охлаждение полос водой ведут до температуры 515-585°С.
Сущность изобретения состоит в следующем. Температурно-деформационные режимы производства холоднокатаной листовой стали для штамповки должны обеспечивать одновременно как формирование высоких вытяжных свойств, так и бездефектных кромок после горячей и холодной прокатки. Экспериментально было установлено, что для каждой толщины холоднокатаной полосы существует такое значение толщины горячекатаной полосы, при которой развитие дефектов по кромкам в процессе холодной прокатки не происходит, а штампуемость остается высокой. Совокупность этих значений образует на графике (см. чертеж) кривую линию, форму которой аналитически описывает зависимость Н=15h2-20,5h+10.
Следует отметить, что указанная зависимость была определена экспериментально только для холоднокатаных полос толщиной 0,7-1,0 мм, причем отсутствие дефектов на кромках полос при сохранении высокой штампуемости достигалось только при температуре конца прокатки, равной 820-865°С, и охлаждении полос водой до температуры 515-585°С. При выполнении всех этих условий дефектов на кромках не образуется, исключается необходимость обрезки кромок горячекатаных полос, уменьшается расходный коэффициент металла при одновременном сохранении высокой штампуемости стальных холоднокатаных листов и полос.
Из экспериментов следует, что при толщине горячекатаной полосы больше, чем рассчитанной по предложенной аналитической зависимости (т.е. для всех точек выше кривой линии на графике), кромки полос поражены дефектами, что требует их обрезки и увеличивает расходный коэффициент металла. Уменьшение толщины горячекатаной полосы менее рассчитанного по аналитической зависимости значения приводит к переохлаждению кромок в процессе горячей прокатки, локальной потере их пластичности и разрывам.
При температуре конца прокатки выше 865°С формируется крупнозернистая неравномерная микроструктура ферритной матрицы, что ухудшает штампуемость холоднокатаных полос. Уменьшение температуры конца прокатки ниже 820°С приводит к потере пластичности переохлажденных кромок, образованию дефектов. В результате требуется обрезка кромок, увеличивающая расходный коэффициент металла.
При охлаждении полос водой до температуры выше 585°С не исключен рост зерен микроструктуры в рулоне, ухудшение механических свойств и их равномерности по ширине полосы. Это вызывает разрыв кромок при холодной прокатке, увеличивает расходный коэффициент металла. Охлаждение полос водой до температуры ниже 515°С удлиняет период охлаждения и снижает производительность прокатного стана, что недопустимо.
Примеры реализации способа
Детали капота легкового автомобиля штампуют из холоднокатаной листовой стали марки 08Ю толщиной h=0,8 мм. Толщину горячекатаной полосы Н (подката) для последующей холодной прокатки определяют по соотношению:
Н=15h2-20,5h+10=15-0,82-20,5-0,8+10=3,2 (мм).
Непрерывно литые слябы толщиной 250 мм из малоуглеродистой стали марки 08Ю нагревают в методической печи непрерывного широкополосного стана 2000 до температуры аустенитизации 1230°С и прокатывают до требуемой толщины Н=3,2 мм с температурой конца прокатки Ткп=845°С. Прокатанные полосы охлаждают на отводящем рольганге стана ламинарными струями воды до температуры Тсм=550°С, после чего сматывают в рулоны.
Для удаления окалины горячекатаные полосы подвергают сернокислотному травлению в линии непрерывного травильного агрегата и снова сматывают в рулоны. Обрезку боковых кромок горячекатаных полос в линии непрерывного травильного агрегата не производят. Горячекатаные травленые полосы прокатывают на 5-клетевом стане кварто холодной прокатки до конечной толщины h=0,8 мм. В процессе холодной прокатки не происходит образования дефектов по необрезным кромкам полос, т.к. кромки имеют высокую пластичность и не были поражены надрывами при горячей прокатке.
Холоднокатаные полосы в конечной толщине h=0,8 мм подвергают рекристаллизационному отжигу при температуре 710°С в колпаковой садочной печи с защитной водородной атмосферой, дрессировке на одноклетевом стане кварто 1700, резке на листы и рулоны и упаковке.
Благодаря выбору оптимальной толщины Н горячекатаного подката, а также температур Ткп и Тсм исключается образование дефектов по кромкам полос и исключается необходимость обрезки кромок горячекатаных полос в линии непрерывного травильного агрегата, за счет чего обеспечивает снижение расходного коэффициента металла Q за прокатный передел с 32 кг/т до 7 кг/т. Одновременно с этим достигается высокая штампуемость холоднокатаного металла.
Варианты реализации способа и коэффициент расхода металла за прокатный передел представлены в таблице.
Режимы производства холоднокатаной листовой стали
Из данных, приведенных в таблице, следует, что при реализации предложенного способа (варианты №2-4) достигается снижение расходного коэффициента металла. При невыполнении предложенного соотношения между толщинами горячекатаной и холоднокатаной полос и запредельных значениях температур (варианты №1 и №5), а также при реализации способа-прототипа (вариант №6) возникает необходимость обрезки дефектных кромок горячекатаного подката, вследствие чего возрастает удельный расход металла за прокатный передел.
Технико-экономические преимущества предложенного способа состоят в том, что он обеспечивает получение бездефектных боковых кромок горячекатаных полос, обладающих достаточным запасом пластичности для последующей холодной прокатки до заданной толщины без образования трещин и разрывов. Благодаря этому исключается необходимость обрезки боковых кромок горячекатаных полос, уменьшатся удельный расход металла. Холоднокатаные листы обладают высокой штампуемостью.
В качестве базового объекта принят способ-прототип. Использование предложенного изобретения обеспечит повышение рентабельности производства холоднокатаной листовой стали на 3-5%.
Литературные источники
1. Авт.свид. СССР №1384350, МПК В 21 В 3/00, 1988 г.
2. 3аявка Японии №59-13030, МПК C 21 D 9/48, C 21 D 8/04, 1984 г.
3. М.А.Беняковский и др. Производство автомобильного листа. М., Металлургия, 1979 г., с.78-79, 117-119, 158 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ХОЛОДНОКАТАНЫХ ПОЛОС | 2007 |
|
RU2351412C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ | 2008 |
|
RU2379361C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ 220 | 2011 |
|
RU2452778C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПОДКАТА НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ С ДВУМЯ ГРУППАМИ МОТАЛОК | 2006 |
|
RU2343018C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 1999 |
|
RU2164248C2 |
| Способ производства нестареющей раскисленной алюминием малоуглеродистой холоднокатаной листовой стали | 1983 |
|
SU1068184A1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2288281C1 |
| СПОСОБ ПРОИЗВОДСТВА НАГАРТОВАННОЙ МАЛОУГЛЕРОДИСТОЙ ЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2483121C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2023 |
|
RU2813161C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ЛИСТОВ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2005 |
|
RU2277594C1 |
Изобретение относится к области металлургии, конкретно к прокатному производству, и может быть использовано при изготовлении стальных холоднокатаных листов и полос для штамповки. Задача изобретения - уменьшение расходного коэффициента металла. Способ включает горячую прокатку полос с регламентированной температурой конца прокатки, охлаждение водой, смотку в рулоны, травление и многопроходную холодную прокатку до конечной толщины. Горячую прокатку полос ведут до толщины, определяемой по соотношению: H=15h2-20,5h+10, где Н, h - толщина горячекатаной и холоднокатаной полосы соответственно. Температуру конца прокатки поддерживают равной 820-865°С. Охлаждение полос водой ведут до температуры 515-585°С. Изобретение обеспечивает проведение процесса без образования на боковых кромках проката дефектов, таких как трещины, разрывы. 1 табл., 1 ил.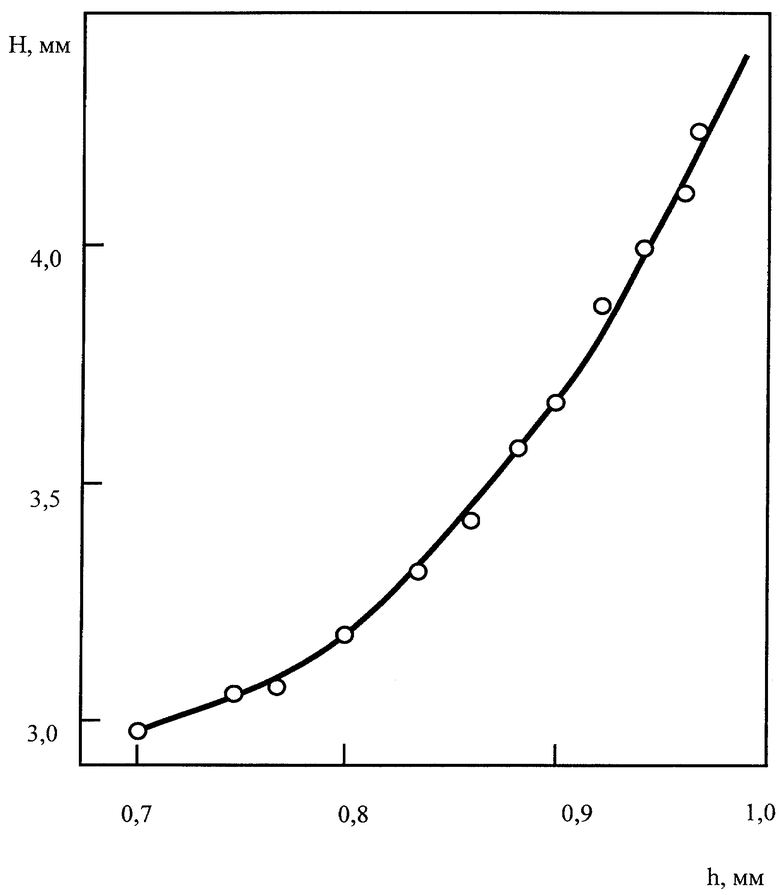
Способ производства холоднокатаной листовой стали, включающий горячую прокатку полос с регламентированной температурой конца прокатки, охлаждение водой, смотку в рулоны, травление и многопроходную холодную прокатку до конечной толщины, отличающийся тем, что горячую прокатку полос ведут до толщины, определяемой по соотношению H=15h2-20,5h+10, где Н, h - толщина горячекатаной и холоднокатаной полосы соответственно, при этом температуру конца прокатки поддерживают равной 820-865°С, а охлаждение полос водой ведут до температуры 515-585°С.
| БЕНЯКОВСКИЙ М.А | |||
| и др | |||
| «Производство автомобильного листа», М., Металлургия, 1979, с.78-79, 117-119, 158 | |||
| Способ холодной прокатки полос | 1990 |
|
SU1784297A1 |
| Способ производства холоднокатаных полос | 1984 |
|
SU1196043A1 |
| Способ прокатки полос | 1985 |
|
SU1251983A1 |
| JP 57193206 A, 27.11.1982. | |||

