Изобретение относится к прокатному производству и может быть использовано при горячей прокатке листовой стали на непрерывных широкополосных станах.
Цель изобретения - исключение трещи ноо б разов а ния .
Трапециевидная форма поперечного сечения раската обуславливает асимметрию деформации. Эксперименты показывают, что прокатка раската с трапециевидным поперечным сечением в валках одинакового диаметра сопровождается изгибом выходящего из валков переднего конца полосы в сторону большего основания трапеции. Это обусловлено тем, что степень деформации раската больше на узкой стороне раската, чем на широкой.
Экспериментально также установлено, что при прокатке раската с трапециевидной формой поперечного сечения в валках с различными диаметрами бочек, когда большее основание трапеции обращено к валку с большим диаметром, и углы при этом основании равны 7687, достигается взаимная компенсация двух противодействующих факторов вызывающих изгиб в противоположные стороны, а именно разницы диаметров валков и трапециевидного сечения раската. В результате прокатанная полоса выходит из валков без изгибов
Диапазон углов 76-87 является оптимальным и позволяет полностью компенсировать изгибающее действие от разницы диаметров валков. В случаях, когда величины зтих углов менее 76°, изгибающее действие фактора трапециевидная форма поперечного сечения начинает преобладать над изгибающим действием, обусловленным разницей диаметров валков, и полоса из валков выходит с изгибом в сторону более широкой стороны раската. При углах более 87°преобладает другой фактор, вызывающий изгиб, - разница диаметров валков. Поэтому полоса выходит из валков и изгибом в сторону с меньшим диаметром.
Способ осуществляют следующим образом.
В универсальную клеть черновой группы непрерывного широкополосного стана 2000 заваливают горизонтальные рабочие валки с различными диаметрами бочек. При этом диаметр бочки верхнего рабочего валка составляет 846 мм, а нижнего рабочего валка 920 мм, а разница диаметров составляет 8%. Установленные перед горизонтальными валками по ходу прокатки вертикальные валки универсальной клети имеют коническую форму с углом наклона образующей к оси валка, равным 9, и большим основанием конуса, обращенным вверх.
Сляб сечением 250x1290 мм из стали 3 СП массой 48 т, разогретый до , задают в вертикальные валки
в универсальной клети, где его боковые кромки обжимают коническими валками до ширины в средней части сляба 1200 мм. В результате раскат имеет трапециевидную форму поперечного сечения с нижним большим основанием трапеции и углах при этом основании, равным 81°. Затем раскат задают в горизонтальные валки универсальной клети, где его обжимают на 32 мм по толщине. За счет разницы диаметров го.ри- зонтальных рабочих валков достигается снижение усилия прокатки на 27%, повышается точность геометрических размеров полосы. При этом вследствие
того, что раскат имеет трапециевидную форму поперечного сечения с большим основанием трапеции, обращенным к нижнему рабочему валку с большим диаметром бочки, и углах при этом основании 81, асимметричная прокатка протекает без изгибов полосы и сопутствующих им надрывов и трещин поверхности. За счет этого улучшается качество прокатываемых полос.
При последующей прокатке раската
и уменьшении толщины раската трапециевидная форма поперечного сечения полностью устраняется.
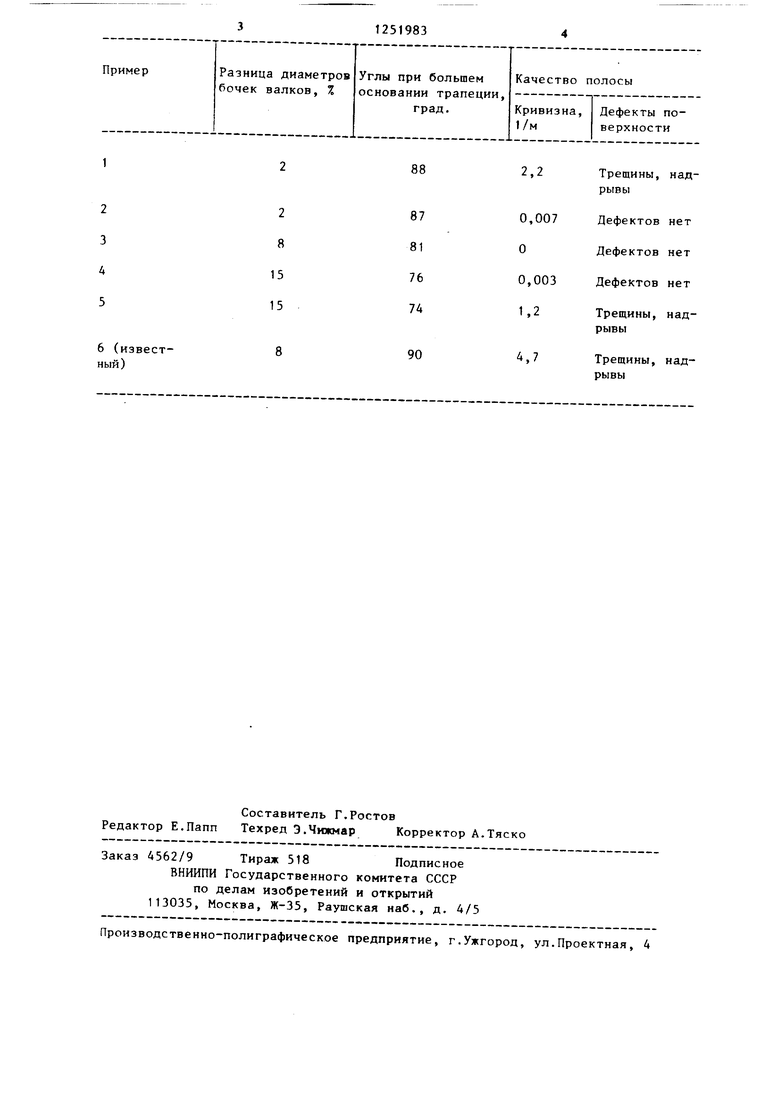
Примеры реализации способа и характеристика качества прокатываемых по- лос приведены в таблице.
Как видно из таблицы, при предлагаемых величинах углов (примеры 2-4) полоса имеет незначительную кривизну
и бездефектную поверхность. В случаях запредельных значений (примеры 1 и 5), а также при прокатке по известному способу (пример 6) полоса имеет изогнутую форму, а ее выпуклая поверхность поражена трещинами и разрывами.
2
8
15
15
6 (известный)
Составитель Г.Ростов Редактор Е.Папп Техред Э.Чижмар Корректор А.Тяско
Заказ 4562/9 Тираж 518 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
2,2 Трещины, надрывы
0,007 Дефектов нет О Дефектов нет 0,003 Дефектов нет
1,2 Трещины, надрывы
4,7 Трещины, надрывы
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный валок прокатной клети широкополосного стана | 1987 |
|
SU1482743A1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2121402C1 |
| СПОСОБ ПЕРЕКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2013 |
|
RU2511201C1 |
| Рабочий валок стана горячей прокатки | 1987 |
|
SU1435340A1 |
| Комплект вертикальных валков | 1983 |
|
SU1091954A1 |
| Комплект рабочих валков | 1987 |
|
SU1503912A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1997 |
|
RU2111803C1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2182050C2 |
| Комплект рабочих валков для широкополосных станов горячей прокатки | 1987 |
|
SU1475747A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2279936C1 |
| Способ прокатки толстых листов | 1979 |
|
SU891185A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Целиков А.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов | |||
| Т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машины и агрегаты для производства и отделки проката | |||
| - М.: Металлургия, 1981, с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
