Изобретение относится к машиностроению, в частности к производству зубообрабатывающего инструмента.
Известен долбяк, для восстановления исходной толщины зубьев которого после переточек по передней поверхности осуществляется поворот одной части долбяка относительно другой. При обработке зубчатого колеса части долбяка предохраняются от взаимного проворота рифлениями на базовых поверхностях. По этим же рифлениям обе части долбяка базируются друг относительно друга. Такое базирование не может обеспечить высокой точности инструмента [1].
Недостатками известной конструкции долбяка являются низкая точность установки его частей, а также невозможность использования стандартных долбяков без доработки, что усложняет и удорожает изготовление инструмента и обрабатываемых колес.
Известен долбяк, состоящий из двух соосно установленных частей с возможностью их взаимного поворота на фиксированные углы, причем на каждой из частей выполнены шлицевые пазы, окружной шаг которых на каждой части выполнен постоянным и отличным от шага на другой части, а разность окружных шагов определяется по приведенной зависимости [2].
Недостатками известной конструкции долбяка являются сложная и дорогостоящая доработка стандартного инструмента с целью получения шлицевых пазов с весьма точными окружными шагами, при неточном изготовлении которых нет возможности регулировки их, отсюда низкая точность установки его частей.
Задачей изобретения является повышение стабильности параметров профилей нарезаемых зубчатых колес, повышение точности установки долбяка, увеличение стойкости и ресурса работы инструмента за счет реализации схемы раздельного резания и плавного регулирования угла взаимного поворота частей.
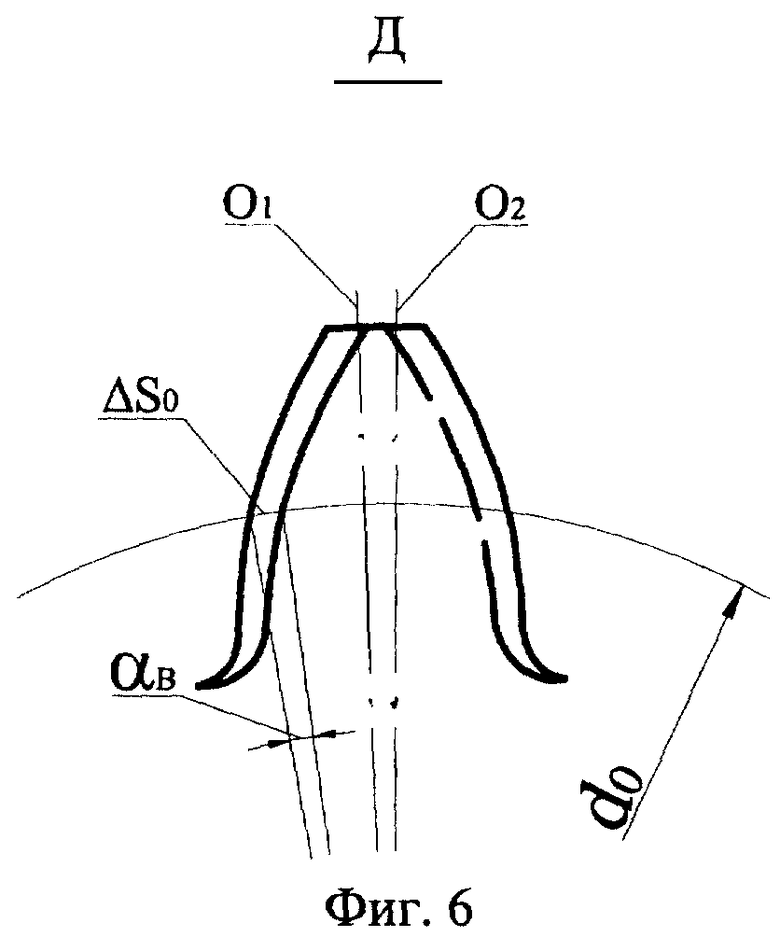
Поставленная задача решается с помощью предлагаемого комплектного долбяка с восстанавливаемой толщиной зуба, состоящего из двух соосно установленных частей с возможностью поворота на некоторый угол, причем между частями соосно размещены две разъемные шайбы с внутренним диаметром, равным посадочному диаметру частей, в одной из которых завальцован с возможностью поворота эксцентриковый штифт-фиксатор с лимбом, входящий в радиальный паз, выполненный в другой шайбе, при этом шайбы приклеиваются к новым неизношенным частям при совпадении осей зубьев, причем после каждой переточки производится взаимный поворот частей на угол αв, определяемый по формуле:

где ΔSo - величина уменьшения толщины зубьев инструмента по делительному диаметру после переточки;
do - делительный диаметр долбяка,
кроме того, угол αв устанавливается по лимбу, принадлежащему штифту-фиксатору.
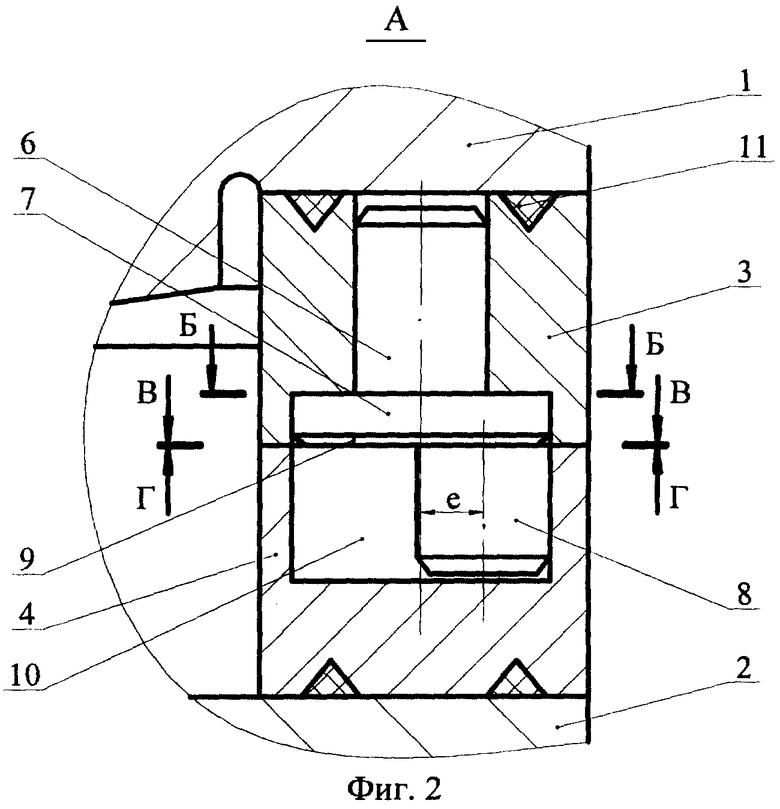
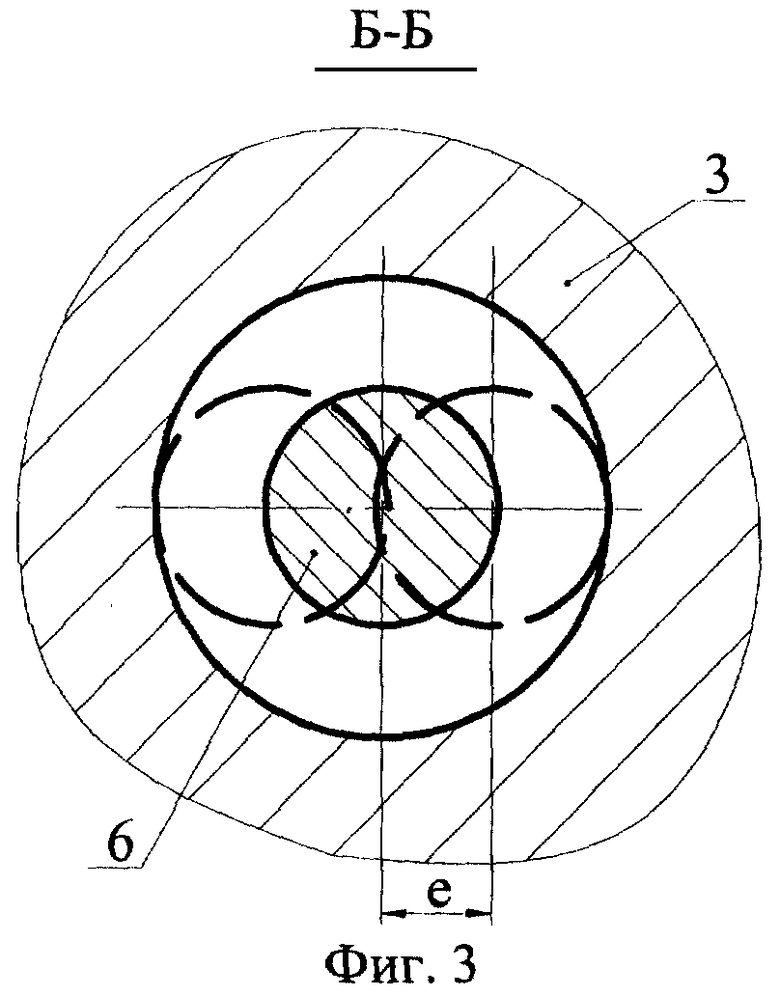
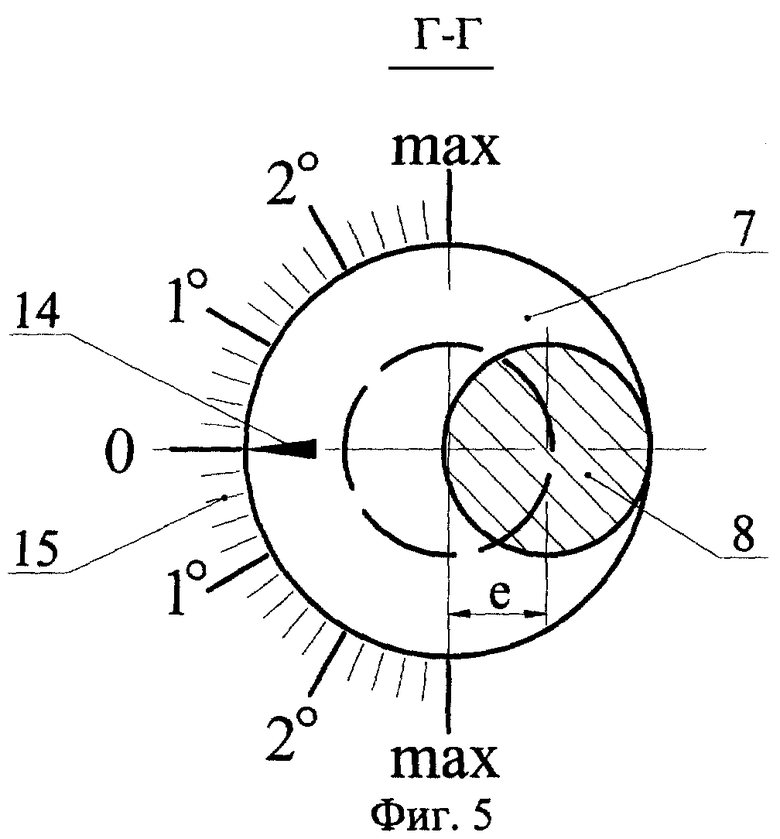
Особенности конструкции регулируемого комплектного долбяка поясняются чертежами. На фиг.1 показан сборный комплектный долбяк, продольный разрез; на фиг.2 - элемент А на фиг.1; на фиг.3 - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.2; на фиг.5 - разрез Г-Г на фиг.2; на фиг.6 - вид Д на фиг.1; на фиг.7 - кинематическая схема долбления комплектным долбяком по методу обката.
Предлагаемый регулируемый комплектный долбяк имеет возможность восстанавливать толщину зуба, которая уменьшается при переточках по передней поверхности и отрицательно влияет на точность и стабильность нарезаемых зубчатых колес.
Комплектный долбяк состоит из двух соосно установленных верхней 1 и нижней 2 частей, представляющие собой стандартные дисковые долбяки, взятые, например, по ГОСТ 9323-79.
С целью быстрого демонтажа комплектного долбяка и раздельной переточки каждой части 1 и 2 между ними соосно установлены две разъемные шайбы 3 и 4 с внутренним диаметром, равным посадочному диаметру частей.
Части 1 и 2 имеют возможность плавного поворота друг относительно друга на требуемые углы.
В одну из шайб, например верхнюю 3, завальцован с возможностью поворота эксцентриковый штифт-фиксатор 5 (см.фиг.2), который имеет три ступени: верхнюю 6, среднюю 7, служащую в качестве лимба для отсчета величины угла поворота частей 1 и 2 друг относительно друга, и нижнюю 8, эксцентрично расположенную с эксцентриситетом е относительно верхней ступени 6. В средней части 7 имеется фаска 9, в которой располагается развальцованный металл шайбы 3, не позволяющий выпадать штифту-фиксатору 5 из шайбы 3 и фиксировать его.
Величина эксцентриситета е определяется максимальной суммарной величиной ∑ΔSo уменьшения толщины зубьев инструмента по делительному диаметру после полного износа и всех переточек частей 1 и 2.
Нижняя часть 8 штифта-фиксатора входит в радиальный паз 10, выполненный в нижней шайбе 4. Величина длины паза 10 определяется удвоенной величиной эксцентриситета е и размерами нижней части 8 штифта-фиксатора.
Шайбы 3 и 4 приклеиваются к новым неизношенным частям при совпадении осей O1 и О2 зубьев вне станка на оправке (например, шпиндельная цилиндрическая оправка ГОСТ 19667-74), наружный диаметр которой равен посадочному диаметру долбяков. Чтобы исключить случайное приклеивание долбяков 1 и 2 и шайб 3 и 4 к поверхности оправки, ее предварительно смазывают машинным маслом. При установке на оправке штифт 5 шайбы 3 своей нижней частью 8 должен войти в паз 10 шайбы 4, после чего весь комплект предварительно стягивается гайкой оправки (не показано). Прежде чем произойдет схватывание склеиваемых поверхностей, необходимо с помощью индикатора, закрепленного в индикаторной магнитной стойке, добиться требуемого взаимного положения осей O1 и O2 зубьев долбяков комплекта, установив оправку в центра, а затем осуществить окончательный поджим комплекта гайкой и дать возможность высохнуть клею. Для лучшего склеивания в шайбах 3 и 4 на стороне, прилегающей к долбякам 1 и 2, выполнены глухие канавки 11, в которые затекает клей и, затвердевая, образует шипы. После того как клей подсох, части комплекта снимают с оправки и устанавливают на посадочной шейке штосселя 12 зубодолбежного станка и закрепляют винтом 13. В качестве клея может использоваться эпоксидная смола, клей УП-5-207, клеи полиуретанового класса и др.
После каждой переточки производится взаимный поворот частей с шайбами на угол αв, определяемый по формуле:
где ΔSo - величина уменьшения толщины зубьев инструмента по делительному диаметру после переточки;
do - делительный диаметр долбяка.
Угол αв устанавливается путем поворота лимба 7, принадлежащему штифту-фиксатору 5, и отсчитывается по отметке 14 и шкале 15.
Таким образом, регулируемый комплектный долбяк состоит из двух частей 1 и 2, разделенных шайбами 3 и 4. Зубья каждой из частей 1 и 2 имеют одну рабочую сторону профиля - противоположная сторона профиля зубьев может быть нерабочей. Это позволяет придать боковой режущей кромке зубьев каждой из частей задние углы требуемой величины независимо от геометрических параметров режущей кромки противоположной стороны профиля зубьев.
При работе новым комплектным долбяком части 1 и 2 устанавливаются на штосселе 12 зубодолбежного станка без смещения относительно друг друга, отметка 14 против "0" шкалы 15. После переточки долбяка части 1 и 2 устанавливаются со смещением на угол αв, чем обеспечивается компенсация изменения ширины зубьев долбяка после переточки. По мере переточек лимб плавно поворачивают на определенный угол αв и части 1 и 2 будут разводиться в противоположные стороны соответственно углу αв, при этом после каждой регулировки лимб фиксируется чеканкой.
Регулируемый комплектный долбяк выполнен из двух частей, каждая из которых является стандартным долбяком, величины геометрических параметров которых у боковых режущих кромок далеки от рациональных значений (по условиям резания), стойкость и ресурс такого инструмента будут увеличены.
Это достигается следующим. Разделение срезаемого припуска между зубьями разных частей уменьшает количество встречающихся потоков стружки, а это существенно увеличивает стойкость инструмента. Компенсация ширины зубьев долбяка по мере переточек осуществляется путем взаимного поворота его частей друг относительно друга на определенный угол. После затупления долбяка части 1 и 2 можно поменять местами. При этом поворот их друг относительно друга направлен в противоположную сторону и до переточки долбяка можно работать неизношенными противоположными сторонами зубьев. У комплектного долбяка части 1 и 2 базируются друг относительно друга по торцу - это повышает точность базирования по сравнению с базированием по рифлениям. Плавное регулирование угла поворота частей друг относительно друга позволяет экономно расходовать ресурс выработки комплектного долбяка по сравнению со ступенчатым регулированием, при этом повышается точность инструмента.
Использование в качестве нижней и верхней частей частично отработанных и переточенных с разной степенью изношенности долбяков также свидетельствует об экономической эффективности предлагаемого регулируемого комплектного долбяка.
Данный регулируемый инструмент может быть использован на зубодолбежных станках, серийно выпускаемых промышленностью, для зубообработки одновенцовых 16 и особенно многовенцовых зубчатых колес с применением универсальных с ручным зажимом 17, так и специальных с автоматизированным закреплением приспособлений. Применение регулируемого комплектного долбяка позволяет повысить экономическую эффективность, точность и стабильность параметров нарезаемых зубьев. Комплект шайб со штифтом-фиксатором многократно используется после исчерпания ресурса работы очередных верхней и нижней частей комплектного долбяка.
Источники информации
1. Лашнев С.И. и др. Расчет и конструирование металлорежущих инструментов с применением ЭВМ. М.: Машиностроение, 1975, С.139.
2. А.с. СССР 1039657, МКИ В 23 F 21/10. Долбяк. С.П.Радзевич. 3408079, 16.03.82; 07.09.83. Бюл. №33 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗУБООБРАБОТКИ РЕГУЛИРУЕМЫМ КОМПЛЕКТНЫМ ДОЛБЯКОМ | 2004 |
|
RU2255841C1 |
| СПОСОБ ЗУБОДОЛБЛЕНИЯ С ДИФФЕРЕНЦИРОВАНИЕМ СРЕЗАЕМОГО СЛОЯ | 2004 |
|
RU2255842C1 |
| КОМПЛЕКТНЫЙ ДОЛБЯК С ДИФФЕРЕНЦИРОВАНИЕМ СРЕЗАЕМОГО СЛОЯ | 2004 |
|
RU2258584C1 |
| Долбяк | 1982 |
|
SU1039657A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ПАРАМЕТРОВ ЗУБЬЕВ КОЛЕС, НАРЕЗАЕМЫХ СБОРНЫМИ РЕГУЛИРУЕМЫМИ ДОЛБЯКАМИ | 2004 |
|
RU2253550C1 |
| СПОСОБ ЗУБОДОЛБЛЕНИЯ | 2004 |
|
RU2268115C1 |
| СБОРНЫЙ ЗУБОРЕЗНЫЙ ДОЛБЯК | 2004 |
|
RU2266800C1 |
| Долбяк | 1984 |
|
SU1172660A2 |
| ДОЛБЯК ДЛЯ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО НАРЕЗАННЫХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2443518C1 |
| Механизм винтового движения шпинделя зубодолбежного станка | 1986 |
|
SU1349911A1 |


Изобретение относится к области машиностроения, производству зубообрабатывающего инструмента. Долбяк с восстанавливаемой толщиной зуба состоит из двух соосно установленных частей с возможностью поворота. Между частями соосно размещены две разъемные шайбы с внутренним диаметром, равным посадочному диаметру частей, приклеенные к новым неизношенным частям при совпадении осей зубьев, в одной из которых завальцован с возможностью поворота эксцентриковый штифт-фиксатор с лимбом, входящий в радиальный паз, выполненный в другой шайбе и предназначенный для взаимного поворота частей после каждой переточки на угол, устанавливаемый по его лимбу и определяемый по приведенной формуле. Технический результат: повышение стабильности параметров профилей нарезаемых зубчатых колес, повышение точности установки долбяка, увеличение стойкости и ресурса его работы за счет реализации схемы раздельного резания и плавного регулирования угла взаимного поворота частей долбяка. 7 ил.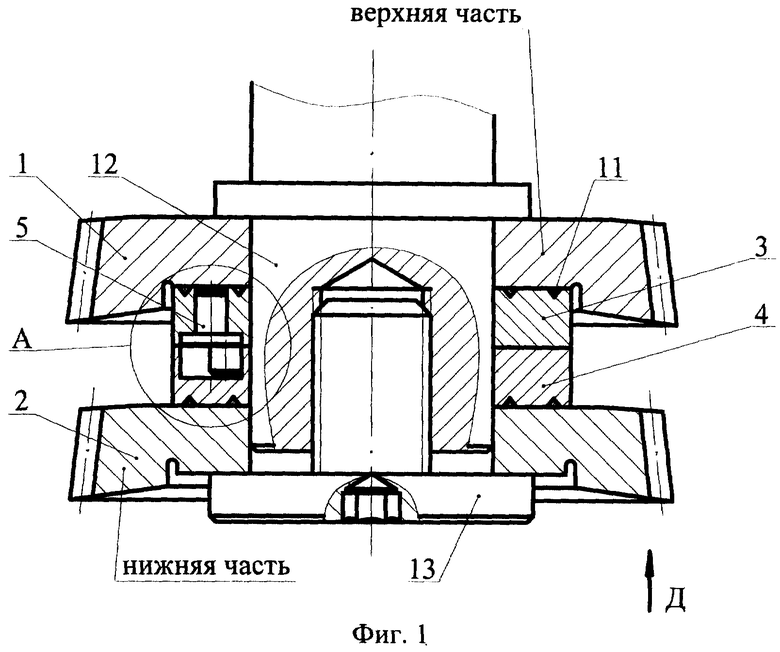
Комплектный долбяк с восстанавливаемой толщиной зуба, состоящий из двух соосно установленных частей с возможностью поворота, отличающийся тем, что между частями соосно размещены две разъемные шайбы с внутренним диаметром, равным посадочному диаметру частей, приклеенные к новым неизношенным частям при совпадении осей зубьев, в одной из которых завальцован с возможностью поворота эксцентриковый штифт-фиксатор с лимбом, входящий в радиальный паз, выполненный в другой шайбе и предназначенный для взаимного поворота частей после каждой переточки на угол αВ, устанавливаемый по его лимбу и определяемый по формуле
αВ=360·ΔS0/(π·d0),
где ΔS0 - величина уменьшения толщины зубьев инструмента по делительному диаметру после переточки;
d0 - делительный диаметр долбяка.
| Долбяк | 1982 |
|
SU1039657A1 |
| Долбяк | 1984 |
|
SU1172660A2 |
| Зуборезный долбяк | 1987 |
|
SU1414530A1 |
| МНОГОСЛОЙНЫЕ ЛИСТЫ, СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ И ПОЛУЧАЕМЫЕ ИЗ ЭТИХ ЛИСТОВ ИЗДЕЛИЯ | 2015 |
|
RU2651177C1 |
| EP 0322079 A, 28.06.1989 | |||
| ЛАШНЕВ И.С | |||
| Расчет и конструирование металлорежущих инструментов с применением ЭВМ | |||
| М.: Машиностроение, 1975, с.139. | |||

