ИЭобретение относится к машиностроению, в частности к производству зубообрабатывающего инструмента. Известен долбяк, для восстановления исходной толщины зубьев которого после переточек по передней поверхности осуществляется поворот одной части долбяка относительно другой. При обработке зубчатого колеса части долбяка предохраняются от взаимного проворота рифлениями на базовых поверхностях. По этим же рифлениям обе части долбяка базируются друг относи тельно друга. Такое базирование не может обеспечить высокой точности инструмента ij . Недостатком известной конструкции долбяка является низкая точность установки его частей. Целью изобретения является повышение точности установки долбяка. Поставленная цель достигается тем что у долбяка, состоящего из двух соосно установл1енных частей с возмож ностью их взаимного поворота на фиксированные углы, на каждой из частей выполнены шлицевые пазы, окружной шаг которыхна каждой части выполнен постоянным, отличным от шага на друРоК части, а разность окружных шагов определяется по следующей зависимост (tf-S)2.arccos гт 2d где С - угловой шаг пазов, в одной части; О - угловой шаг пазов в другой части U.5 - величина уменьшения толщины зубьев инструмента по делительному диаметру после переточек; d - делительный диаметр долбяка На фиг. 1 схематически показан долбяк; на фиг. 2 - схема расположе ния ишицевых пазов на одной части долбяка; на фиг. 3 - то же, на другой части долбяка. Долбяк состоит из двух частей 1 и 2, разделенных шайбой 3. Зубья каж дой из частей 1 и 2 имеют одну рабочую сторону профиля - противоположна сторона профиля зубьев может быть нерабочей. Это позволяет придать бо ковой режущей кромке зубьев каждой из частей задние углы требуемой вели чины, независимо от геометрических парс1метров режущей кромки противоположной стороны профиля зубьев. В посадочном отверстии каждой из частей 1 и 2 с равным шагом выполнены ш.пицевые пазы. Например, в посадочном отверстии части 1 выполнено восемь шлицевых пазов, соответственно 4-11 с угловым шагом с . В посадочном отверстии части 2 выполнено восемь шлицевых пазов, соответственно 12 19, с угловым шагом 6 itp . При работе долбяком части 1 и 2 устанавливаются на штосселе зубодолбежного станка на шпонке по пазам 4 и 12 соответственно. После переточки долбяка части 1 и 2 устанавливаются по пазам 5 и 13 соответственно. Поскольку q -г (J , зто обеспечивает поворот частей 1 и 2 друг относительно друга на некоторый угол ( ( - S ) , чем обеспечивается компенсация изменения ширины зубьев долбяка после.переточки. По мере переточек базирование , частей 1 и 2 осуществляют по пазам 6-11 и 14-19 соответственно. Даже если долбяк выполнен состоящим из двух частей, каждая из которых является стандартным долбяком, у которых величины геометрических параметров у боковых режущих кромок далеки от рациональных значений (по условиям резания), то стойкость и ресурс такого инструмента - долбяка все равно будут увеличены. Это достигается следующим. Разделение срезаемого припуска между зубьями разных частей.уменьшает количество встречающихся потоков стружки, а это существенно увеличивает стойкость инструмента. Компенсация ширины зубьев долбяка по мере переточек осуществляется путем вза- имного поворота его частей друг относительно друга. После затупления долбяка части 1 и 2 можно поменять местами. При этом поворот их друг относительно друга направлен в противоположную сторону и до переточки долбяка можно работать неизношенными противоположными сторонами зубьев. У долбяка части 1 и 2 базируются друг относительно друга по торцу это повышает точность базирования по сравнению с базированием по рйфлем ниям. Разность окружных шагов cj и о .шпоночных пазов может быть выполнена значительно точнее, чем при использовании рифлений, что также повышает / точность инструмента. Данный долбяк может быть использован на зубодолбежных станках, серийно выпускаемых промышленностью. Его применение позволяет повысить точнрсть зубообработки.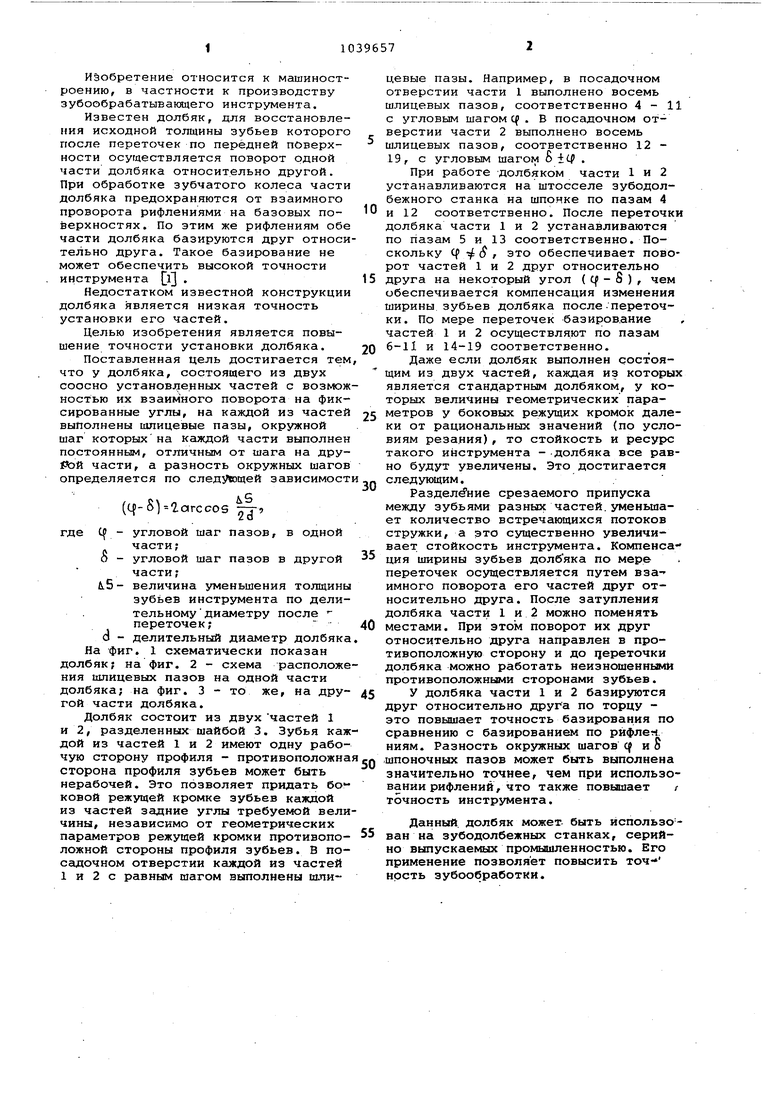
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛИРУЕМЫЙ КОМПЛЕКТНЫЙ ДОЛБЯК | 2004 |
|
RU2268116C1 |
| СПОСОБ ЗУБООБРАБОТКИ РЕГУЛИРУЕМЫМ КОМПЛЕКТНЫМ ДОЛБЯКОМ | 2004 |
|
RU2255841C1 |
| Долбяк | 1984 |
|
SU1172660A2 |
| СПОСОБ СТАБИЛИЗАЦИИ ПАРАМЕТРОВ ЗУБЬЕВ КОЛЕС, НАРЕЗАЕМЫХ СБОРНЫМИ РЕГУЛИРУЕМЫМИ ДОЛБЯКАМИ | 2004 |
|
RU2253550C1 |
| СПОСОБ ЗУБОДОЛБЛЕНИЯ С ДИФФЕРЕНЦИРОВАНИЕМ СРЕЗАЕМОГО СЛОЯ | 2004 |
|
RU2255842C1 |
| КОМПЛЕКТНЫЙ ДОЛБЯК С ДИФФЕРЕНЦИРОВАНИЕМ СРЕЗАЕМОГО СЛОЯ | 2004 |
|
RU2258584C1 |
| СПОСОБ ЗУБОДОЛБЛЕНИЯ | 2004 |
|
RU2268115C1 |
| СПОСОБ ЧИСТОВОГО ДОЛБЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННЫХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2443517C1 |
| ДОЛБЯК ДЛЯ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО НАРЕЗАННЫХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2443518C1 |
| СБОРНЫЙ ЗУБОРЕЗНЫЙ ДОЛБЯК | 2004 |
|
RU2266800C1 |
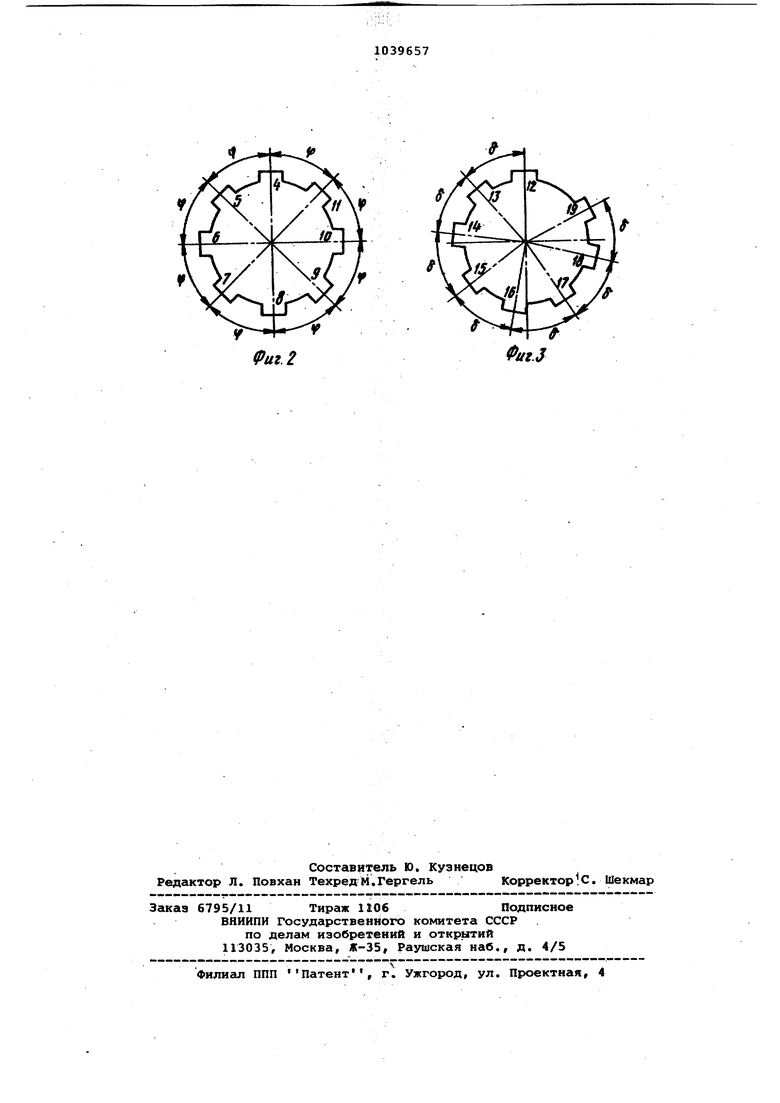
ДОЛБЯК, состоящий из двух соосно установленных частей с возможностью их взаимного поворота на фиксированные углы, отличающий с я тем, что, с целью повышения точJHOCTH установки долбяка, на. каждой из частей выполнены шлицевые пазы, окружной шаг которых на каждой части выполнен постоянным и отличным от шага на другой части, а разность окружных шагов определяется по следующей зависимости д5 ((-5) 2о1гссо5 U - угловой шаг шлицёвых пазов где одной части; о - угловой шаг шлицёвых пазов .другой части; &S - величина уменьшения толщины зубьев инструмента по делиLr тельному диаметру после переточек ; d - делительный диаметр долбяка. О :о :о сг ел 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и др | |||
| Расчет и конструирование металлорежущих инструментов с применением ЭВМ,, М., Машиностроение, 1975, с | |||
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |
