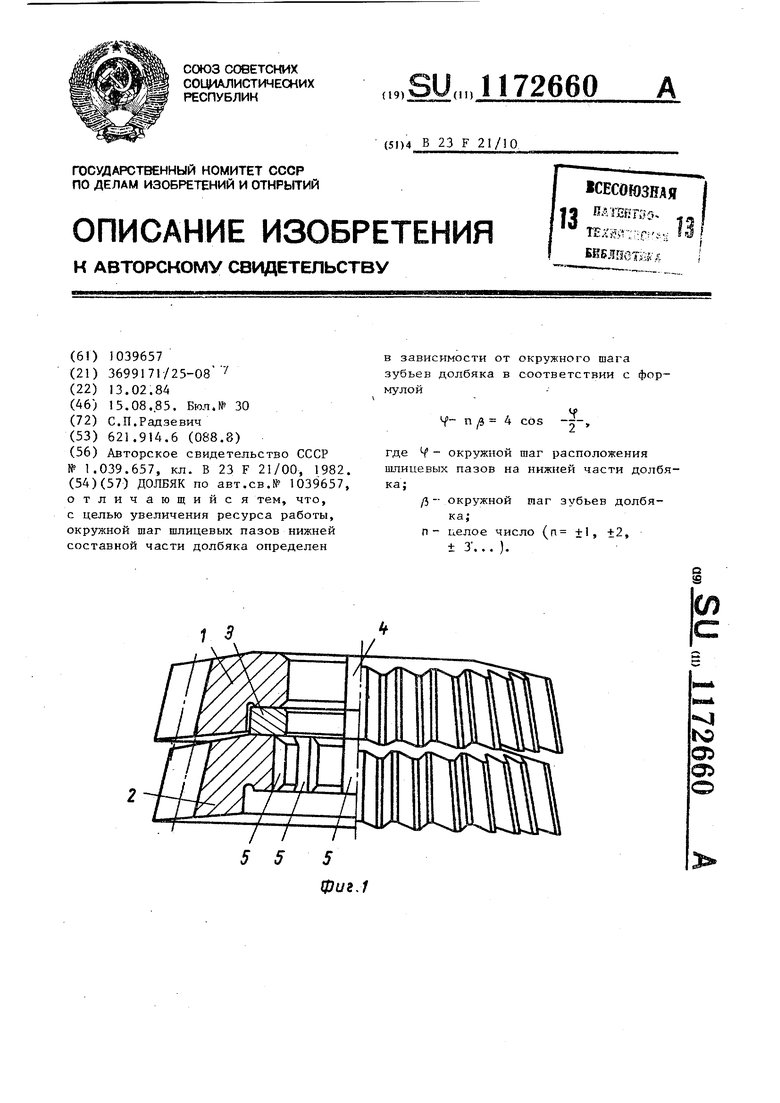
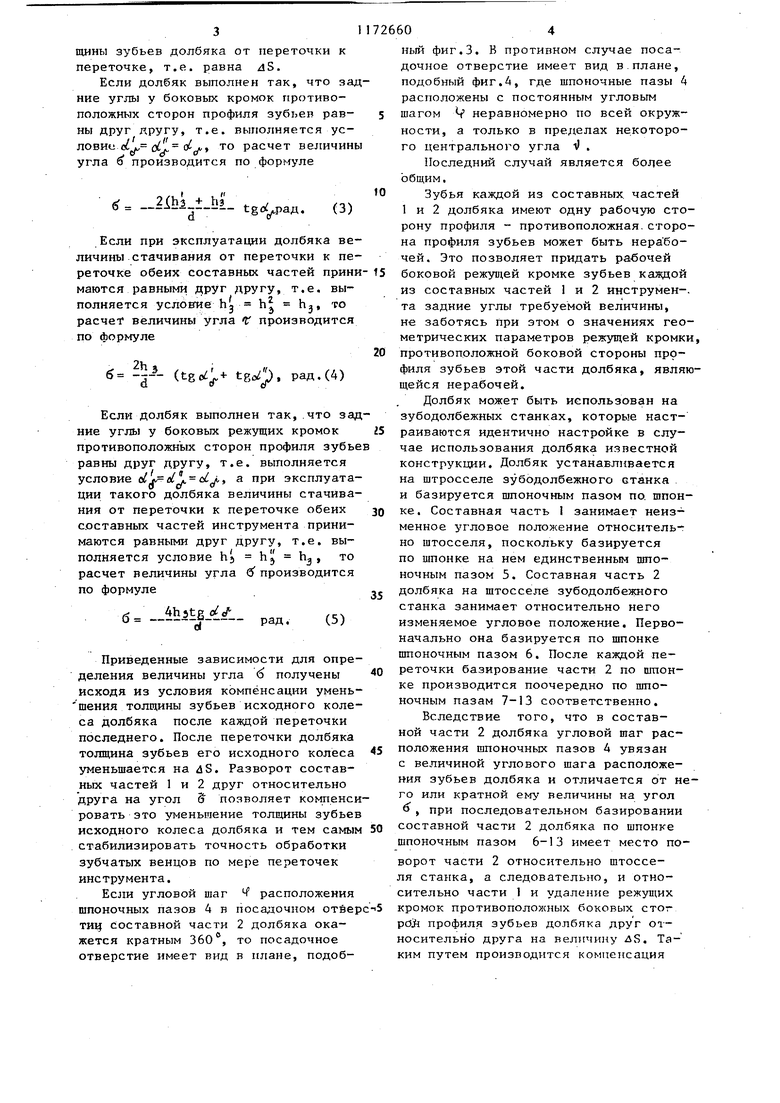
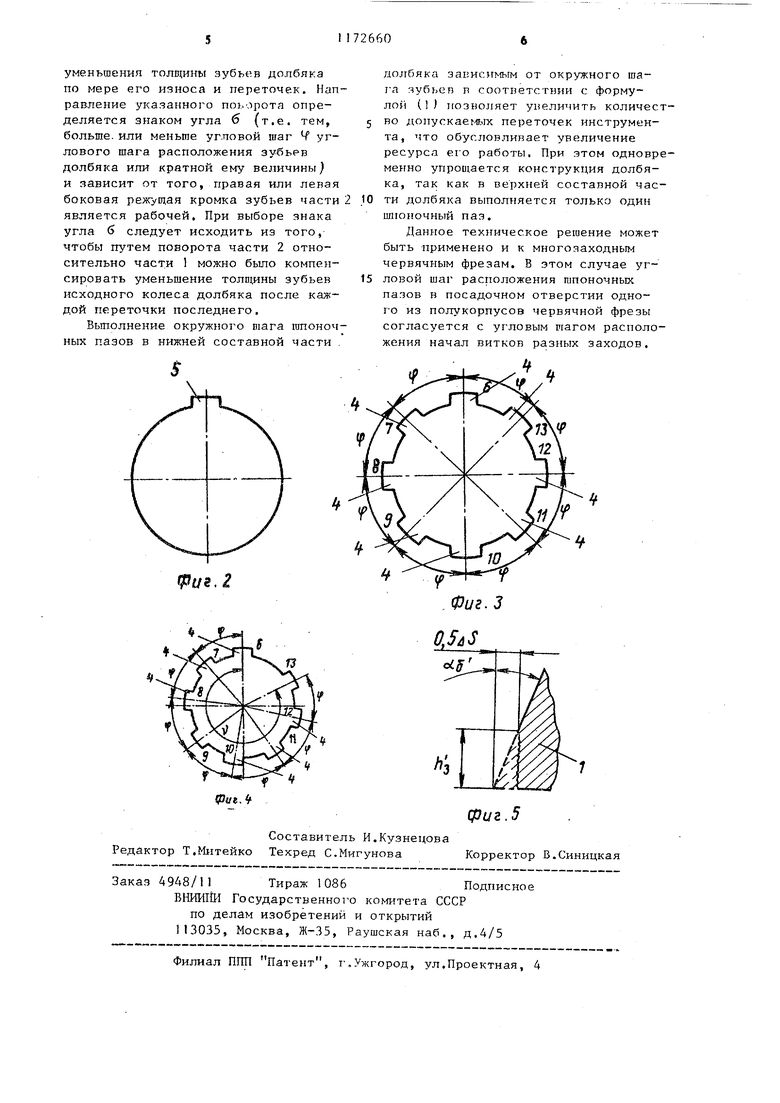
Изобретение относится к машиностроению и может быть использовано при обработке цилиндрических зубчатых колес и является усовершенствованием .авт.св. № 1039657. Цель изобретения - увеличение ре сурса работы инструмента. На фиг. 1 показан сборный долбяк общий вид; на фиг. 2 - вариант выпо нения посадочного отверстия верхней составной части долбяка; на фиг.З вариант вьтолнения посадочного отверстия второй составной части долб ка, когда угловой шаг расположения шлицев.ых (шпоночных ) пазов кратен 360 5 на фиг. 4 - вариант выполнени посадочного отверстия второй состав Ной части долбяка, когда угловой шаг расположения шлицевых (шпоночны пазов не кратен на фиг. 5 ехема определения величины отклонения углового шага расположения зубьев долбяка или кратной ему величины от углового шага расположения шпоночных пазов в посадочном отверстии верхней его части. . Долбяк состоит из двух соосно ус тановленных друг другу частей Г и 2 между которыми помео1ена шайба 3. Части 1 и 2 долбяка имеют возможность взаимного поворота друг относительно йРУга на фиксированные углы. В посадочном отверстии одной из составных частей долбяка, наприМер в части 2, с постоянным угловым шагом V выполнены шлицевые (шпоночные ) пазы 4. В посадочном отверстии другой составной части долбяка, в данном случае в части 1, выполнен только один шпоночный иаз 5. Угловой шаг расположения шпоночных па зов 4 в посадочном отверстии состав ной части 2 выполняют зависимым от окружного шага зубьев долбяка в соо ветствии с формулой If- п 4 cos -|- (1), где Ч - окружной шаг расположения шпоночных пазов на нижней части дол ка; - окружной шаг зубьев долбяк п- целевое число (п ±1, ±2, ±3...). При этом окружной шаг шпоночных пазов в нижней составной части долб ка отличен от окружного шага зубьев 02 долбяка или кратной ему величины на фиксированный угол б , Поскольку обычно по условию размещения нельзя выполнить шпоночные пазы 4 с угловым шагом , близким по величине к угловому шагу расположения зубьев долбяка, угловой шаг зачастую значительно превышает величину углового шага расположения зубьев долбяка. По этой причине yi- ловой шаг Ч расположения шпоночных пазов 4 выполняется близким по величине к нескольким угловым шагам расположения зубьев долбяка, т.е. близким к величине, кратной угловому шагу расположения зубьев долбяка. Степень кратности л ориентировочно может быть определена по соотношению числа зубьев долбяка и числа шпоночных пазов, которые можно разместить в посадочном отверстии долбяка. Вычисленная таким путем величина затем округляется до ближайшего целого. Полученное значение является искомой степенью кратности fi . Угловой шаг расположения шпоночных пазов в посадочном отверстии первой составной части 2 долбяка отличается от углового шага расположения его зубьев или кратной ему величины на угол L , величина которого может быть определена исходя из условия компенсации величины 4S уменьшения толщины зубьев исходного колеса долбяка после каждой переточки (фиг.З ) б -|-(ьз tgoCf+ ). рад, средний диаметр долбяка; .h,- величина стачивания от пе3реточки к ..переточке зубьев одной из составных частей долбяка; h - величина стачивания от переточки к переточке зубьев другой составной части долбя, ка; 0 д. - задний угол у боковой режущей кромки зубьев одной из составных частей долбяка; задний угол у боковых режуп;их кромок зубьев другой составной части долбяка. В формуле (2 ) величина, указанная в скобках, равна допускаемому точностью зубообработки уменьшению толщины зубьев долбяка от переточки к переточке, т.е. равна лЗ. Если долбяк выполнен так, что зад ние углы у боковых кромок противоположных сторон профиля зубьеп равны друг другу, т.е. вьтопняелся условис oi .„ о(1 о .л то расчет величины угла б производится по формуле .. . (3) d Если при эксплуатации долбяка величины стачивания от переточки к переточке обеих составных частей прини маются равными друг другу, т.е. выполняется успокне hj расчет величины угла f производится по формуле (рад.(4) Если долбяк выполнен так,.что зад ние углы у боковых режущих кромок противоположных сторон профиля зубье выполняется равны друг другу, т.е. условие oCf.-e.-ciij, а при эксплуата- ции такого долбяка величины стачивания от переточки к переточке обеих составных частей инструмента принимаются равньгми друг другу, т.е. выполняется условие hj hj h, то расчет величины угла б производится по формуле б- u Приведенные зависимости для опре деления величины угла б получены исходя из условия компенсации умень шения толщины зубьев исходного коле са долбяка после каждой переточки последнего. После переточки долбяка толщина зубьев его исходного колеса уменьшается на 4S. Разворот составных частей 1 и 2 друг относительно друга на угол & позволяет компенси ровать это уменьшение толщины зубьев исходного колеса долбяка и тем самым стабилизировать точность обработки зубчатых венцов по мере переточек инструмента. Если угловой шаг Ч расположения шпоночных пазов 4 в посадочном отвер ти составной части 2 долбяка окажется кратным 360, то посадочное отверстие имеет вид в плане, подоб604ный фиг.З. В противном случае посадочное отверстие имеет вид в.плане, подобный фиг.4, где шпоночные пазы 4 расположены с постоянным угловым шагом V неравномерно по всей окружности, а только в пределах не.которого центрального угла д) . Последний случай является более общим. Зубья каждой из составных частей 1 и 2 долбяка имеют одну рабочую сторону профиля - противоположная.сторона профиля зубьев может быть нерабочей. Это позволяет придать рабочей боковой режущей кромке зубьев калщой из составных частей 1 и 2 инструмен-. та задние углы требуемой величины, не заботясь при этом о значениях геометрических параметров режущей кромки, противоположной боковой стороны профиля зубьев этой части долбяка, являющейся нерабочей. Долбяк может быть использован на зубодолбежных станках, которые настраиваются идентично настройке в случае использования долбяка известной конструкции. Долбяк устанавливается на штросселе зубодолбежного станка и базируется шпоночным пазом по. шпонке. Составная часть 1 занимает неизменное угловое положение относительно штосселя, поскольку базируется по шпонке на нем единственным шпоночным пазом 5. Составная часть 2 долбяка на штосселе зубодолбежного станка занимает относительно него изменяемое угловое положение. Первоначально она базируется по шпонке шпоночным пазом 6. После каждой переточки базирование части 2 по шпонке производится поочередно по шпоночным пазам 7-13 соответственно. Вследствие того, что в составной части 2 долбяка угловой шаг расположения шпоночных пазов 4 увязан с величиной углового шага расположения зубьев долбяка и отличается от него или кратной ему величины на угол о , при последовательном базировании составной части 2 долбяка по шпонке шпоночным пазом 6-13 имеет место поворот части 2 относительно штосселя станка, а следовательно, и относительно части 1 и удаление режущих кромок противоположных боковых стог рой профиля зубьев долбяка друг относительно друга на величину Л8. Таким путем производится компенсация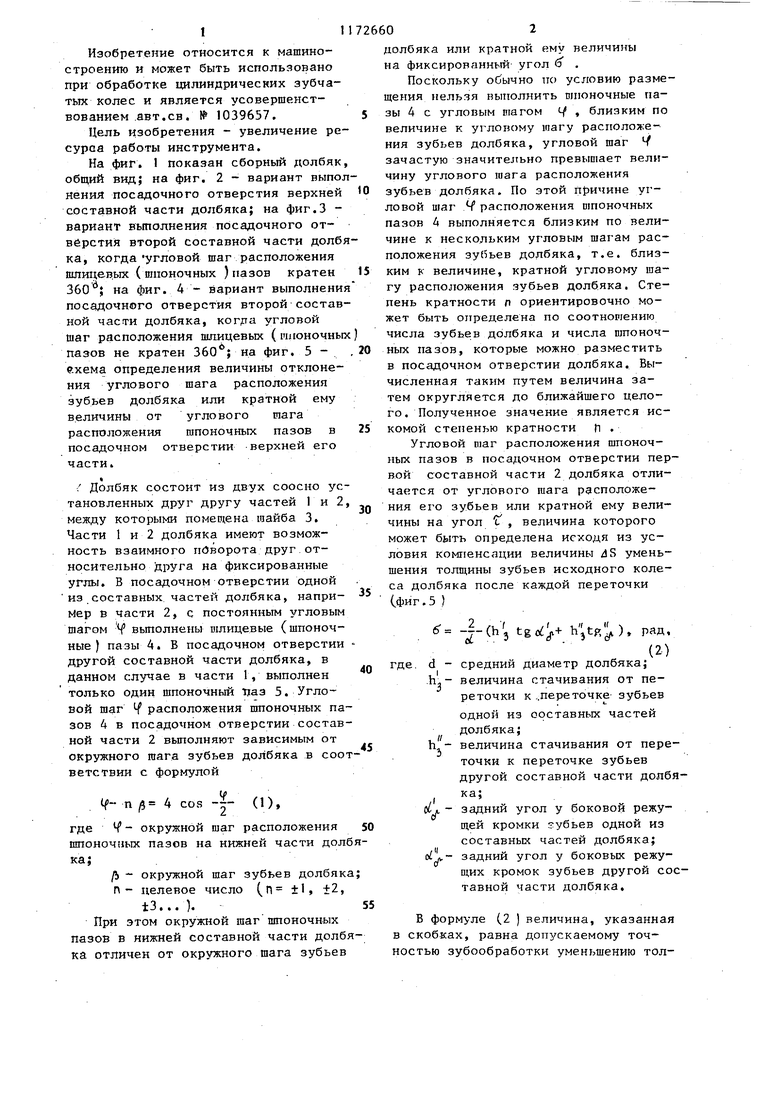
| название | год | авторы | номер документа |
|---|---|---|---|
| Долбяк | 1982 |
|
SU1039657A1 |
| РЕГУЛИРУЕМЫЙ КОМПЛЕКТНЫЙ ДОЛБЯК | 2004 |
|
RU2268116C1 |
| СПОСОБ ЗУБООБРАБОТКИ РЕГУЛИРУЕМЫМ КОМПЛЕКТНЫМ ДОЛБЯКОМ | 2004 |
|
RU2255841C1 |
| СПОСОБ ЗУБОДОЛБЛЕНИЯ С ДИФФЕРЕНЦИРОВАНИЕМ СРЕЗАЕМОГО СЛОЯ | 2004 |
|
RU2255842C1 |
| КОМПЛЕКТНЫЙ ДОЛБЯК С ДИФФЕРЕНЦИРОВАНИЕМ СРЕЗАЕМОГО СЛОЯ | 2004 |
|
RU2258584C1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1992 |
|
RU2009795C1 |
| Зубодолбежный станок | 1982 |
|
SU1114503A2 |
| Зубодолбежная головка | 1990 |
|
SU1710227A1 |
| Зубодолбежный станок | 1991 |
|
SU1779492A1 |
| СБОРНЫЙ ДОЛБЯК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЗУБЬЕВ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2535421C1 |
ДОЛБЯК по авт.св.№ 1039657, отличающийся тем, что, с целью увеличения ресурса работы, окружной шаг шлицевых пазов нижней составной части долбяка определен в зависимости от окружного шага зубьев долбяка в соответствии с формулой и V п 4 cos о где f- окружной шаг расположения шлицевых пазов на нижней части долбяка; /5 - окружной таг зубьев долбяка; п- целое число (п ±1, ±2, ± 3. .. ). « Ю 05 05 о