Изобретение относится к средствам защиты лица глаз и органов дыхания сварщиков при выполнении сварочных работ, в частности к маскам сварщиков, особенностью которых является конструктивное выполнение корпусов из соединенных между собою стенок.
Изобретение также касается способов изготовления масок из композитного материала.
Известны маски сварщиков, каждая из которых включает корпус, связанный с корпусом узел крепления корпуса маски на голове сварщика, при этом корпус имеет переднюю, боковые, верхнюю и нижнюю стенки, причем на передней стенке закреплен светофильтр, а на боковых стенках расположены рукоятки фиксации узла крепления в различных рабочих положениях [1-16].
Близкими к маске, представленной в данном описании изобретения, являются маски, описанные в источниках информации [1, 5, 6, 7, 8, 10-14, 16].
Наиболее близкими техническими решениями к заявленной маске являются маски сварщиков [1, 7, 10, 11, 12]. Корпуса масок 1, 7, 10 и 11 выполнены из композитного цельного материала. Каждая из этих масок имеет переднюю лицевую стенку со светофильтром, боковые стенки, верхнюю и нижнюю стенки. Некоторые известные маски сварщиков имеют на боковых стенках концентрично расположенные круглые отверстия под фиксатор угла поворота узла крепления маски к голове сварщика [9 и 13], причем удаление каждого отверстия от оси крепления узла фиксации к маске повышает изгибающий момент на фиксаторе, а приближение этого отверстия к упомянутой оси уменьшает прочность боковой стенки.
Ближайшей из известных масок является маска сварщика, включающая пространственный корпус, образованный лицевой, боковыми, верхней и нижней стенками, лицевая стенка выполнена прямоугольной, верхняя и нижняя стенки имеют форму равнобедренной трапеции, каждая боковая стенка выполнена трапециевидной, большая сторона которой выполнена по ломаной линии, а меньшая сторона образует боковую сторону лицевой стенки, стенки выполнены заодно из одной заготовки и соединены между собой по углам маски, образующим пространственную конструкцию корпуса, в полости последнего расположен узел крепления маски к голове сварщика, узел крепления связан с корпусом с возможностью его поворота в продольной вертикальной плоскости корпуса вокруг осей, установленных в боковых стенках корпуса маски и возможностью фиксации в различных рабочих положениях рукоятками фиксации узла крепления, расположенными на боковых стенках [12].
Верхняя, нижняя и боковые стенки данной маски соединены между собой дополнительными средствами и образуют пространственную конструкцию корпуса.
Эту маску изготавливают способом, включающим операции изготовления из материала методом деформации листовой заготовки корпуса маски, включающей лицевую, боковые, верхнюю и нижнюю стенки, выполнение вырезов между каждой боковой стенкой, верхней и нижней стенками, изгиб во внутреннюю сторону маски стенок, их соединение между собой и соединение с боковыми стенками узла фиксации маски на голове сварщика.
В условиях производства сварочных работ маска сварщика подвергается внешним воздействиям, включая ударные. Вследствие этого прочность и сопротивляемость износу масок должны отвечать современным требованиям, в частности сопротивляемости износу угловых частей маски, изгибу стенок, надежности фиксации на голове сварщика, и - учитывая тяжелые условия работы сварщика - в особой мере конструкция маски должна отвечать показателям эргономичности, одним из которых является масса маски.
Решаемой и достигаемой технической задачей данного изобретения является повышение эргономических качеств и прочности маски и уменьшение ее массы.
Поставленная техническая задача достигается тем, что в маске сварщика, включающей пространственный корпус, образованный лицевой, боковыми, верхней и нижней стенками, лицевая стенка выполнена прямоугольной, верхняя и нижняя стенки имеют форму равнобедренной трапеции, каждая боковая стенка выполнена трапециевидной, большая сторона которой выполнена по ломаной линии, а меньшая сторона образует боковую сторону лицевой стенки, стенки выполнены заодно из одной заготовки и соединены между собой по углам маски, образующим пространственную конструкцию корпуса, в полости последнего расположен узел крепления маски к голове сварщика, узел крепления связан с корпусом с возможностью его поворота в продольной вертикальной плоскости корпуса вокруг осей, установленных в боковых стенках корпуса маски и возможностью фиксации в различных рабочих положениях рукоятками фиксации узла крепления, расположенными на боковых стенках, - в средней части лицевой стенки заодно с ней выполнена выступающая наружу коробчатая рамка с уступом по периметру проема на лицевой ее стороне и по крайней мере двумя выступами напротив уступа на противоположных сторонах проема рамки, в проеме рамки между уступом и выступами установлены обращенное наружу прозрачное стекло и прилегающее к нему темное стекло светофильтра, запертые в проеме плоской эластичной и упругой пластиной в виде другой рамки, длина и ширина которой больше соответствующих им длины и ширины проема коробчатой рамки лицевой стенки корпуса, на внутренней поверхности корпуса маски вдоль каждого угла, образованного стенками, расположены тиснения или канавки, со смещением в боковые стороны от этих тиснений или канавок на наружных поверхностях лицевой, боковых, верхней и нижней стенок выполнены П-образные в поперечном сечении маски ребра жесткости, между боковыми гранями смежных П-образных ребер жесткости на каждом углу корпуса маски образован участок изгиба стенки корпуса, ребра жесткости каждой стенки выполнены замкнутыми по периметру стенки, П-образные ребра жесткости, расположенные на верхней и нижней стенках вдоль боковых сторон каждой трапеции, выполнены в виде широких утолщений этих стенок и имеют большую ширину, чем другие ребра жесткости корпуса, каждый боковой торец верхней и нижней стенок образует с гранью П-образного ребра жесткости смежной боковой стенки продольную вдоль верхней стороны каждой боковой стенки канавку во фронтальном сечении корпуса, боковые, верхняя, нижняя стенки, а также верхняя и нижняя части лицевой стенки выполнены выпуклыми наружу, а средняя центральная часть лицевой стенки вокруг коробчатой рамки выполнена плоской, причем на внешних поверхностях боковых стенок выполнены расположенные поперек этих стенок утолщения, в каждом из которых расположена ось узла крепления маски и концентрично расположенные радиальные пазы под фиксатор узла крепления.
Корпус выполнен из полиэтилена низкого давления, высота h каждого ребра жесткости с учетом эластичности материала выбрана из условия h=(1÷2)S:t, где S - расстояние между смежными ребрами жесткости двух рядом расположенных стенок корпуса маски, a t - толщина стенки корпуса на участке S.
В способе изготовления маски, включающем операции изготовления из композитного материала методом пластической деформации листовой заготовки корпуса маски, имеющего лицевую, боковые, верхнюю и нижнюю стенки, операцию выполнения вырезов в заготовке между каждой боковой стенкой и верхней и нижней стенками, изгиб во внутреннюю сторону маски стенок, их соединение между собой и соединение с боковыми стенками узла фиксации маски на голове сварщика, при изготовлении заготовки в местах изгиба стенок маски по каждой продольной оси изгиба сопротивляемость изгибу стенок уменьшают, а сопротивляемость стенок в местах, расположенных за пределами изгибаемых участков стенок, увеличивают.
По каждой продольной оси изгиба любой стенки на внутренней и внешней поверхности заготовки маски выполняют расположенные вдоль оси изгиба соосные между собой тиснения или канавки, при этом на внешней поверхности заготовки вдоль внешнего тиснения или вдоль внешней канавки на каждой боковой стороне канавки выполняют утолщения, например ребра жесткости.
На фиг.1 показана маска сварщика, вид впереди;
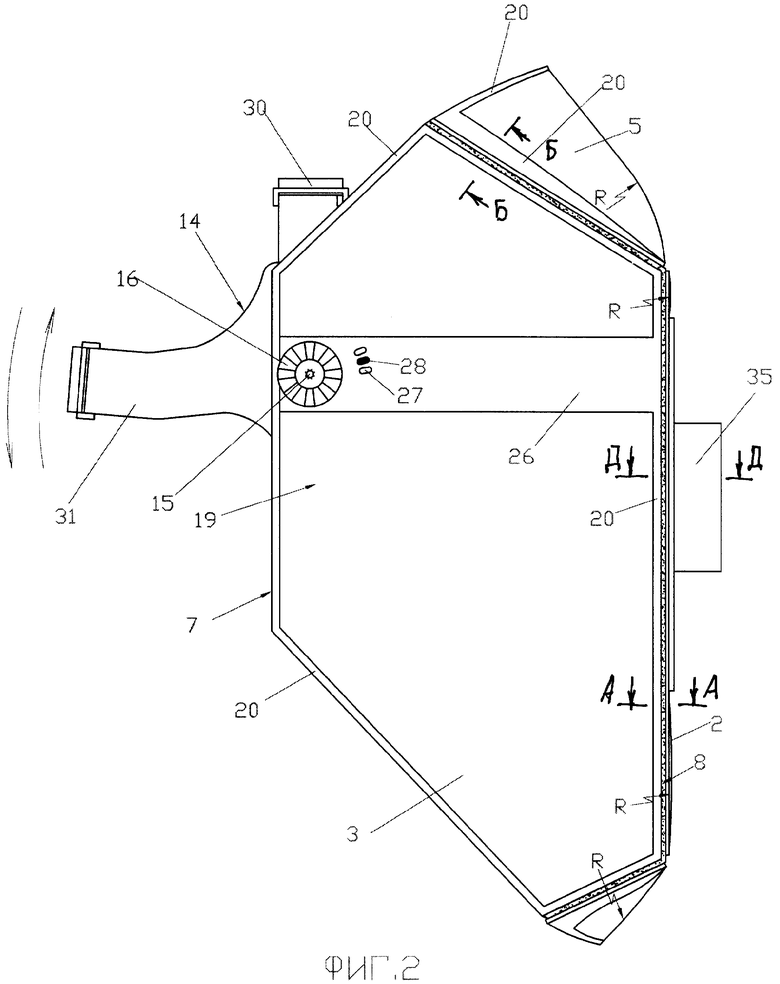
на фиг.2 - маска сварщика, вид сбоку;
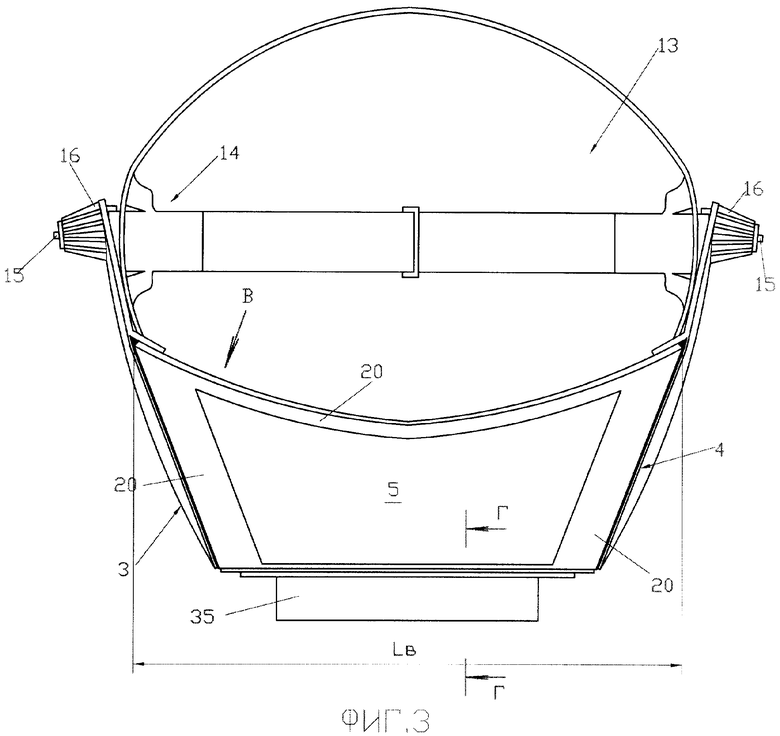
на фиг.3 - маска сварщика, вид сверху;
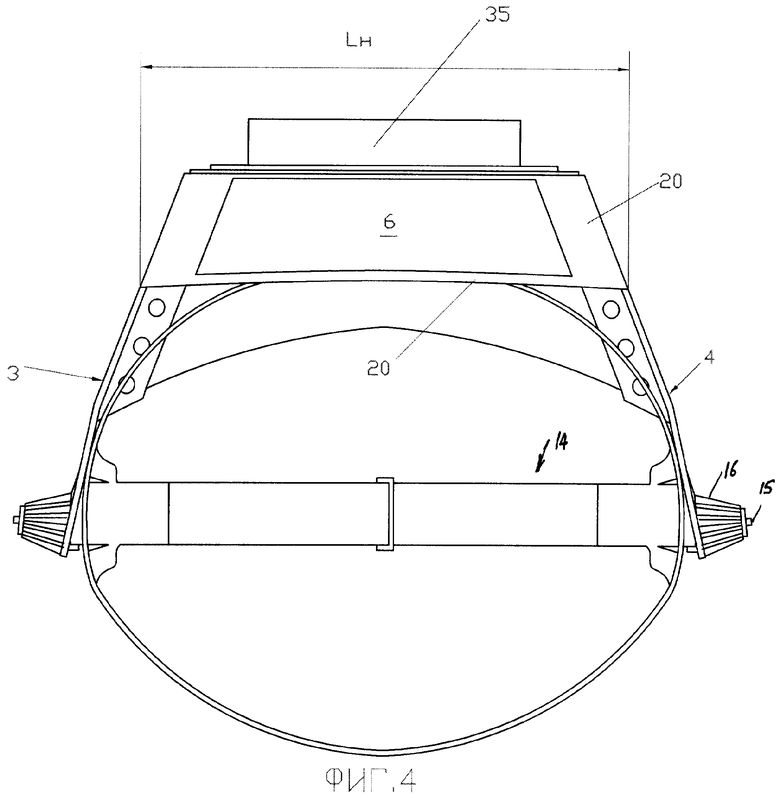
на фиг.4 - маска сварщика, вид снизу;
на фиг.5 - сечение А-А на фиг.2;
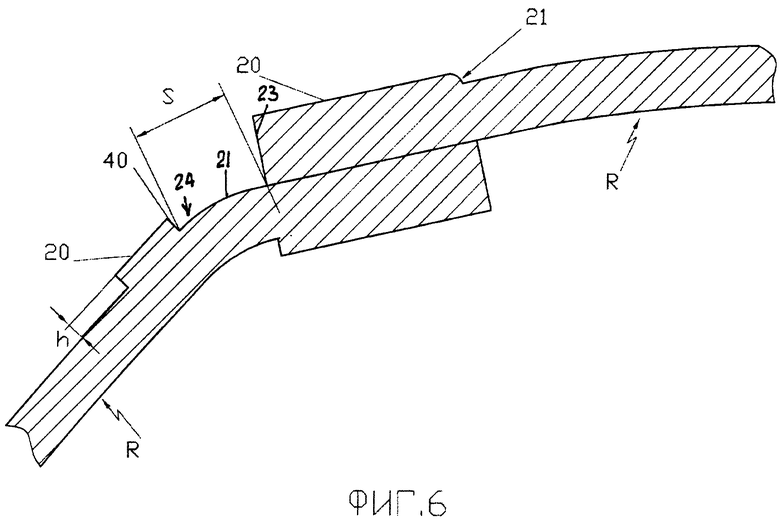
на фиг.6 - сечение Б-Б на фиг.2;
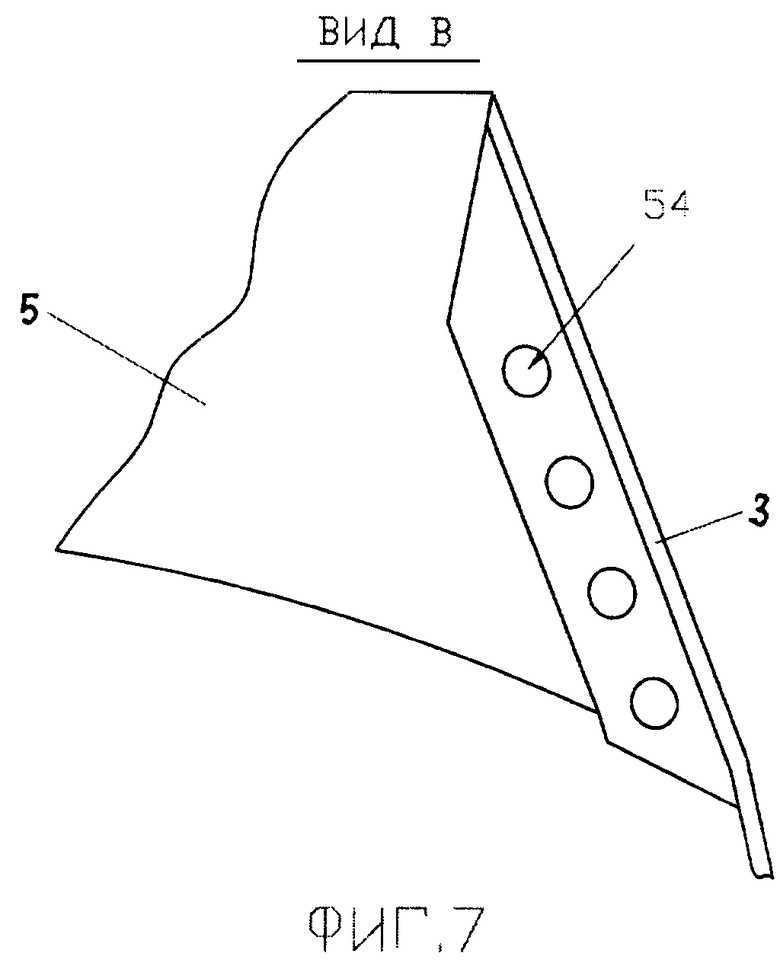
на фиг.7 - вид В на фиг.3 (фрагмент);
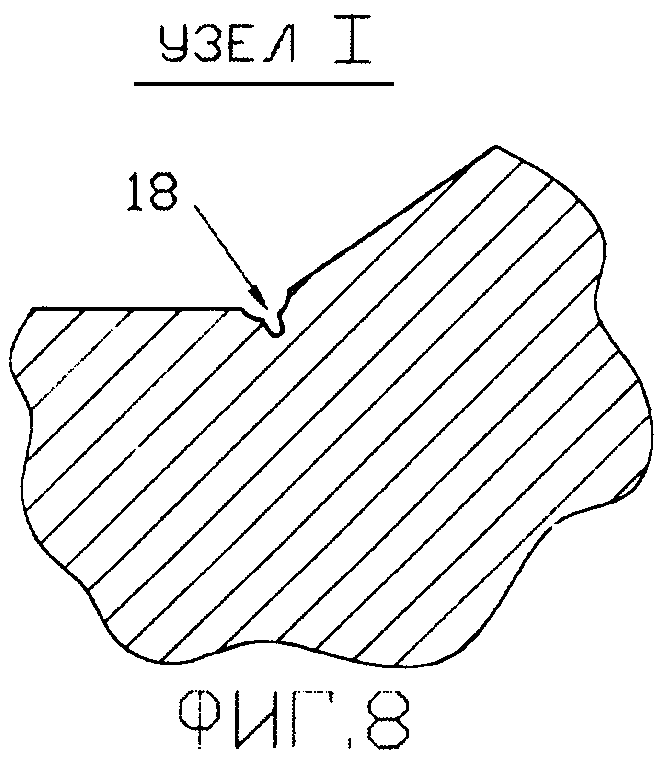
на фиг.8 - узел I на фиг.5;
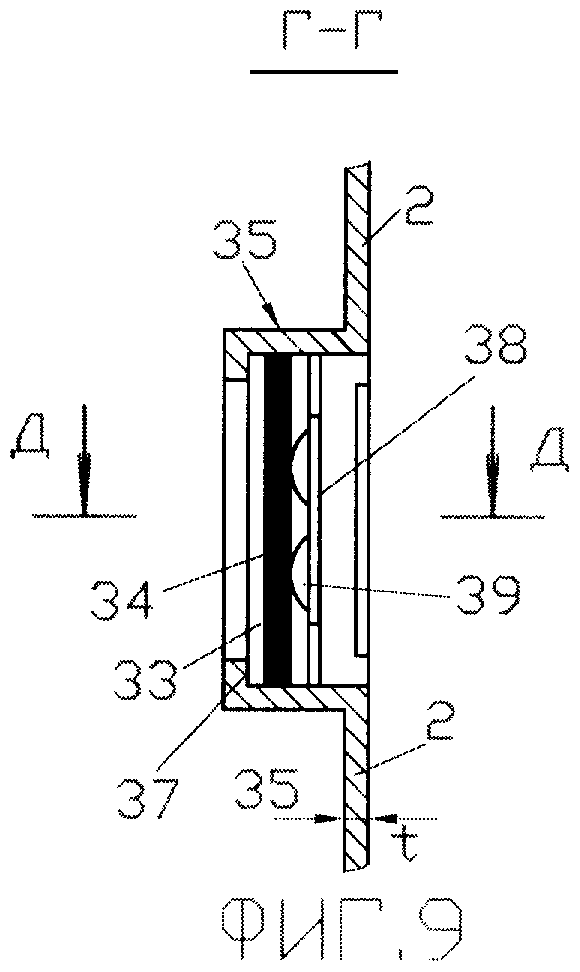
на фиг.9 - сечение Г-Г на фиг.3;
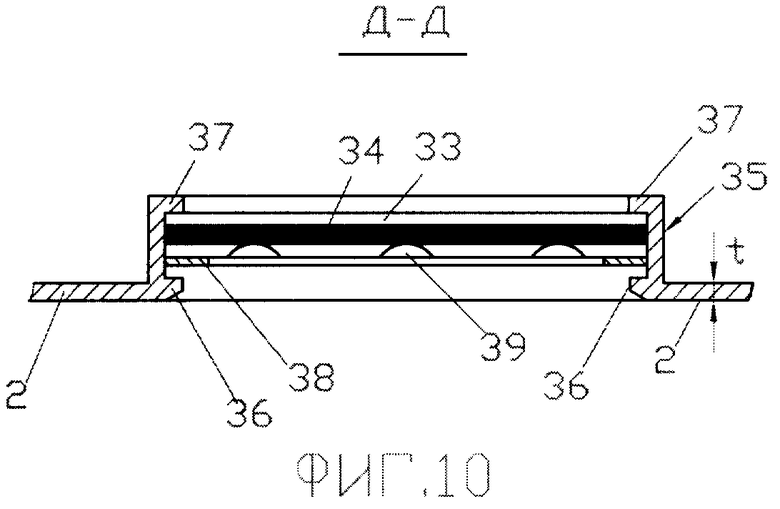
на фиг.10 - сечение Д-Д на фиг.2;
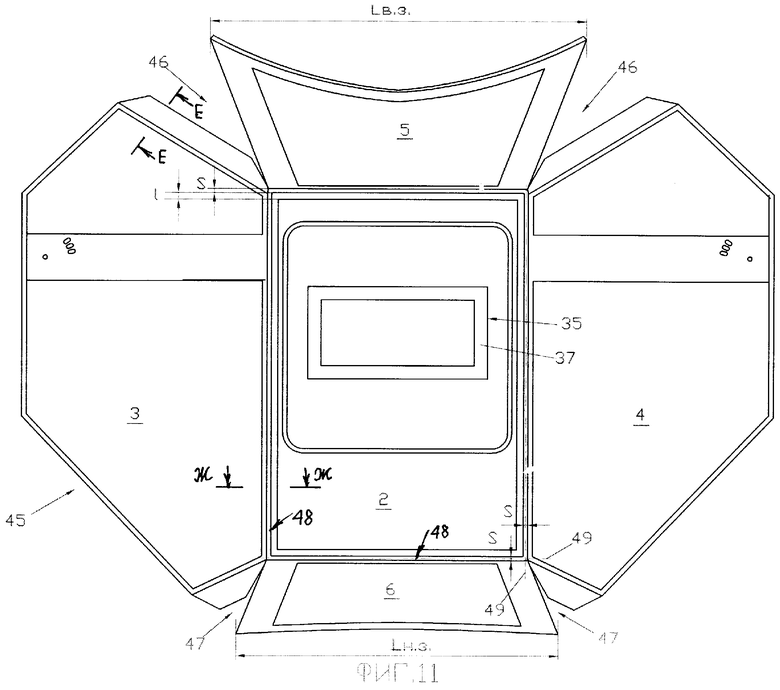
на фиг.11 - заготовка маски сварщика (развертка), поясняющая способ изготовления маски;
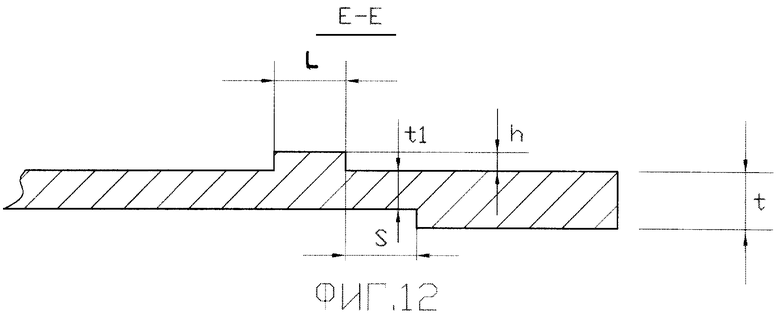
на фиг.12 - сечение Е-Е на фиг.11;
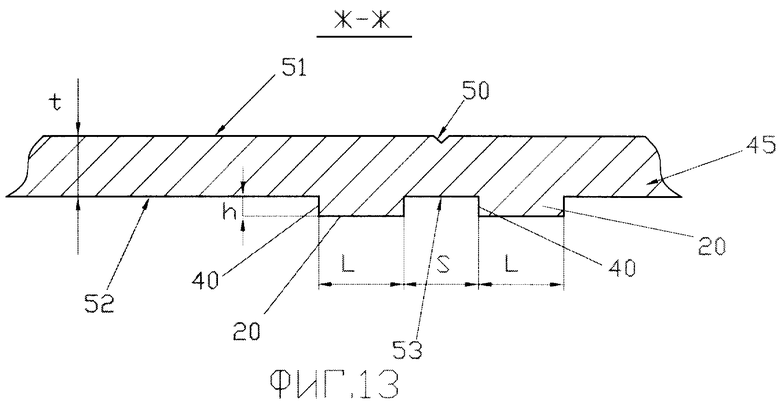
на фиг.13 - сечение Ж-Ж на фиг.11;
на фиг.14 - промышленный образец маски сварщика на виде спереди;
на фиг.15 - промышленный образец маски сварщика на виде сбоку;
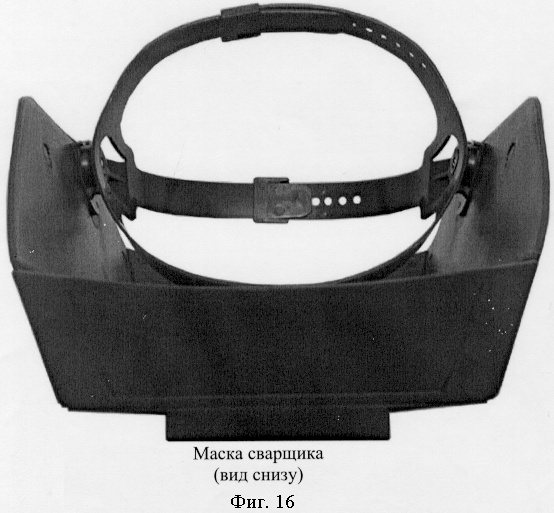
на фиг.16 - промышленный образец маски сварщика на виде снизу;
на фиг.17 - промышленный образец маски сварщика на виде сверху;
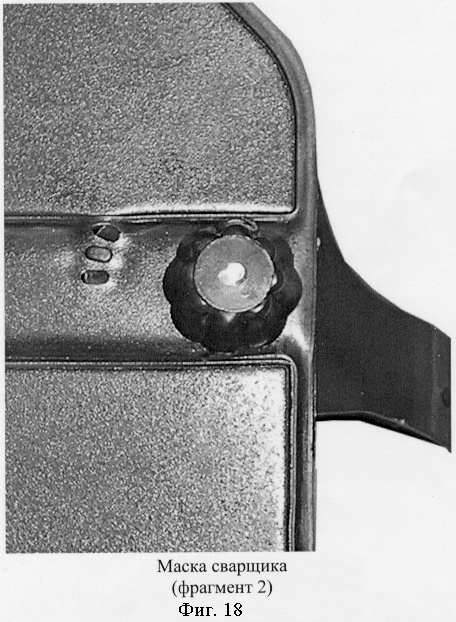
на фиг.18 - фрагмент промышленного образца маски на виде сбоку;
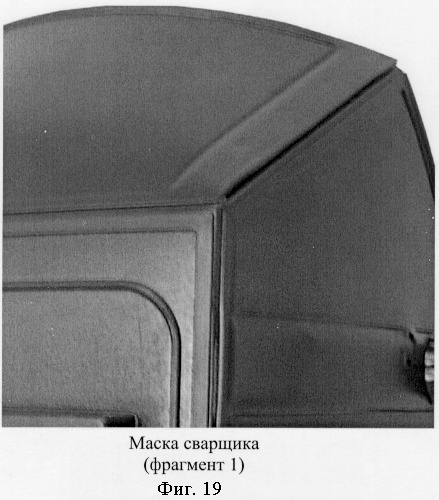
на фиг.19 - фрагмент образца маски на виде спереди и сбоку.
Маска сварщика (фиг.1) включает пространственный корпус 1, образованный лицевой стенкой 2, боковыми стенками 3 и 4, верхней и нижней стенками 5 и 6 соответственно. Корпус спереди имеет прямоугольную форму, верхняя и нижняя стенки 5 и 6 имеют форму равнобедренной трапеции, каждая боковая стенка (фиг.2) выполнена трапециевидной, большая сторона 7 которой (фиг.2) выполнена по ломаной линии, а меньшая сторона 8 образует боковую сторону лицевой стенки 2. При этом каждая стенка геометрически соединена со смежной стенкой по углам 9-12, образующим пространственную конструкцию корпуса 1. В полости 13 корпуса 1 (фиг.3) расположен узел 14 крепления маски к голове сварщика. Узел 14 крепления шарнирно осями 15 связан с корпусом 1 с возможностью поворота узла в продольной плоскости корпуса 1 вокруг осей 15. Узел 14 выполнен с возможностью его фиксации в различных рабочих положениях рукоятками 16 фиксации узла крепления. Рукоятки 16 расположены на боковых стенках 3 и 4 корпуса маски. На внутренней поверхности 17 (фиг.5) корпуса 1 маски вдоль ее углов 9-12 расположены канавки 18. Со смещением в боковые стороны от канавок 18, на наружных поверхностях 19 лицевой стенки 2, боковых стенок 3 и 4 и на верхней и нижней стенках 5 и 6 выполнены П-образные ребра 20 жесткости. Каждая смежная пара ребер 20 (фиг.5) образует на углах корпуса маски контур 21 в поперечном сечении маски. Ребра 20 жесткости (фиг.1) каждой стенки выполнены замкнутыми по периметру каждой стенки. Ребра 20, расположенные на каждой наружной поверхности 19 верхней и нижней стенок 5 и 6 вдоль боковых сторон каждой трапеции, выполнены в виде широких утолщений этих стенок и имеют большую ширину L, чем другие ребра 20 жесткости корпуса. Боковые торцы 22 и 23 (фиг.1), соответственно, верхней и нижней стенок 5 и 6 образуют с уступами П-образных ребер 20 жесткости смежных с ними боковых стенок 3 и 4 продольные вдоль верхней стороны каждой боковой стенки 3 и 4 другие канавки 24 и 25 (фиг.1, 6) в продольном вертикальном сечении корпуса. Верхняя и нижняя части лицевой стенки 2, боковые, верхняя и нижняя стенки 3-6 соответственно выполнены выпуклыми наружу с различными радиусами кривизны R. На боковых стенках 3 и 4 (фиг.2) выполнены расположенные поперек этих стенок на их наружных поверхностях 19 другие ребра 26 жесткости (фиг.2), выполненные в виде простирающихся наружу утолщений этих стенок. В каждом ребре 26 жесткости расположена ось 15 рукоятки 16 фиксации и узла 14 крепления маски на голове сварщика. В каждом ребре 26 жесткости концентрично расположены радиальные пазы 27 под фиксатор 28 узла 14 крепления маски к голове сварщика. Каждый радиальный паз 27 выполнен удлиненным и имеет продольную ось 29 (фиг.2), проходящую через центр оси 15, на которую навинчена рукоятка 16 фиксации узла 14 крепления.
Узел 14 крепления маски включает верхний регулируемый по длине полукруглый ремень 30 и нижний регулируемый по длине круглый ремень 31, который соединен с верхним ремнем 30 посредством втулки (не показана). Узел 14 крепления включает также фиксатор 28, который соединен с втулкой пластиной (не показана) и выполнен с нею заодно. Ремни 30 и 31 выполнены упругими. В корпусе 1 маски на ее лицевой стенке 2 закреплен светофильтр 32 (фиг.1), который выполнен из двух стекол - прозрачного наружного стекла 33 (фиг.9, 10) и прилегающего к нему темного стекла 34. Оба стекла установлены с возможностью их съема и замены в коробчатой рамке 35, которая выполнена заодно с лицевой стенкой 2 и кроме своей основной функции коробчатая рамка 35 придает лицевой (наиболее уязвимой от внешних воздействий) стенке 2 большую жесткость и прочность. Коробчатая рамка 35 выполнена с упорами 36 и уступом 37. Уступ расположен на лицевой стороне рамки 35. Упоры 36 расположены напротив уступа 37. По крайней мере два упора 36 расположены в проеме рамки 35 на противоположных сторонах проема рамки. Между упорами 36 и уступом 37 в проеме рамки 35 расположены упомянутые стекла светофильтра 32. Стекла заперты съемной плоской фиксирующей рамкой 38, длина и ширина которой выбраны больше длины, ширины проема коробчатой рамки 35. Фиксирующая рамка 38 выполнена из упругого и эластичного материала и имеет на своей поверхности, обращенной к темному стеклу 34, утолщения 39, контактирующие с поверхностью темного стекла 34.
Каждое ребро 20 жесткости (фиг.1, 5, 6, 12 и 13) любой из стенок выполнено прямоугольным в ее поперечном сечении. В рабочем положении корпуса между гранями 40 ребер жесткости 20 выполнен соединяющий смежные стенки изогнутый наружу контур или участок 21 (фиг.5, 6), имеющий ширину S. Наружная поверхность этого участка расположена в защитной зоне 41, образованной прямолинейными гранями 40 смежных ребер 20 жесткости и прямой линией 42, соединяющей вершины 43 и 44 смежных ребер. Ширина L каждого ребра 20 жесткости взаимосвязана с упругостью и способностью к изгибу эластичного материала, из которого выполнен корпус маски, а также с толщиной t стенки и шириной S контура или участка 21 между гранями 40 смежных ребер 20 жесткости. Вследствие этого для полиэтилена высота h каждого ребра жесткости с учетом эластичности материала выбрана из условия h=(1÷2)S:t, где S - расстояние между смежными ребрами жесткости двух рядом расположенных стенок корпуса маски, а t - толщина стенки корпуса на участке S.
При использовании маски узел 14 крепления корпуса маски к голове сварщика регулируют путем его поворота в продольной вертикальной плоскости корпуса (по стрелкам на фиг.2). Для этого отвинчивают рукоятки 16 фиксации, разводят в стороны боковые стенки 3 и 4, которые благодаря их упругости и упругости упомянутой выше пластины обеспечивают выход фиксатора 28 из радиального паза 27 каждой боковой стенки. После этого фиксатор 28 переставляют в другой расположенный рядом радиальный паз 27 каждой боковой стенки, соответствующий направлению поворота узла 14 крепления, а рукоятки 16 фиксации затем завинчивают. Установка в проеме коробчатой рамки 35 стекол 33 и 34 светофильтра 32 производится в их наклоненном в одну из сторон положении, после чего в проем вводят фиксирующую рамку 38 в ее изогнутом в сторону от стекол положении, а затем обжимают края фиксирующей рамки 38 до соприкосновения с темным стеклом 34.
Для того чтобы изготовить вышеописанную маску в соответствии с представленным в данном описании способом, выполняют следующие операции. Изготавливают из композитного материала, например из пластмассы или из полиэтилена низкого давления, листовую заготовку 45 корпуса маски (фиг.11), и при этом во время изготовления заготовки изготавливают одновременно лицевую, боковые, верхнюю и нижнюю стенки 2-6 соответственно, а также коробчатую рамку 35 с упорами 36 и уступом 37. При изготовлении заготовки 45 между верхней стенкой 5 и боковыми стенками 3 и 4 и выполняют вырезы 46, а между боковыми стенками 3 и 4 и нижней стенкой 6 выполняют вырезы 47.
Одновременно при изготовлении заготовки 45 в местах 48 изгиба стенок (фиг.11) на ширине участка S, расположенного вдоль каждой продольной оси 49 изгиба, сопротивляемость изгиба стенок уменьшают. Уменьшение этой сопротивляемости в более конкретном варианте реализации способа достигается путем выполнения по оси 49 изгиба тиснений или в данном случае канавок 50 (фиг.13), которые расположены на внутренней поверхности 51 заготовки 45. При этом на внешней поверхности 52 заготовки 45 выполняют другие канавки 53 или тиснения, посредством которых также уменьшают сопротивляемость стенок заготовки в местах их изгиба. При этом следует отметить, что тиснения или прессования материала корпуса маски в процессе изготовления в местах 48 изгиба стенок могут иметь место при изготовлении масок не только из полиэтилена, но также при изготовлении корпусов масок из картона, применяемого в ранее известных технологиях изготовления корпусов масок. Канавки 53 в конкретном примере реализации способа образованы утолщениями, например, как это уже было описано в конструкции корпуса маски, ребрами жесткости 20. Эти ребра жесткости при изготовлении заготовки 45 выполняют на каждой стенке заготовки. При изготовлении заготовки 45 (фиг.11) или развертки корпуса маски длины L в.з. верхней стенки заготовки и L н.з. нижней стенки заготовки выполняют больше ширины L в (фиг.3) нижней стенки корпуса маски в рабочем его положении и больше ширины L н (фиг.4) верхней стенки корпуса соответственно. Это позволяет при соединении боковых стенок 3 и 4 с верхней и нижней стенками 5 и 6 средствами 54 соединения одновременно изогнуть стенки 5 и 6 в вертикальной плоскости и обеспечить им соответствующую кривизну - сделать их выпуклыми наружу. После изготовления заготовки 45 стенки изгибают по продольным осям 49 изгиба - в предусмотренных местах наименьшей сопротивляемости стенок изгибу. Изгиб стенок происходит только на ширине S участка стенки с наименьшими усилиями и наименьшей трудоемкостью формирования объемного корпуса маски при соединении стенок между собой средствами 54 соединения. При этом достигаются четкость и лаконичность линий углов корпуса маски, а также исключается изгиб стенок в зонах, расположенных сбоку от продольных осей 49 изгиба.
Во время эксплуатации маски существенным является то, что каждый изогнутый контур 21 или участок S стенки маски на углах 9-12 корпуса (фиг.1, 5) оказывается защищенным от механических воздействий П-образными ребрами 20 жесткости, поскольку он находится в защищенной зоне 41, что существенно уменьшает износ наиболее изнашиваемых частей корпуса - углов 9-12 маски. При этом выполненные выпуклыми наружу стенки маски, прямолинейность описанных выше углов изгиба (положительно влияющая на технологичность изготовления), повышают сопротивляемость стенок и корпуса в целом ударным нагрузкам с наружных сторон корпуса. Эти технические преимущества перед известными техническими решениями позволили значительно уменьшить расход материала корпуса маски при его номинальной прочности. Существенное снижение веса маски позволило улучшить ее эргономические показатели, влияющие на производительность выполнения сварочных работ.
Источники информации
1. RU 2162679 С2, 1997.
2. GB 2132377 А, 1984.
3. GB 2162960 А, 1986.
4. GB 2202644 А, 1988.
5. GB 2196145 А, 1988.
6. DE 2811620 С3, 1981.
7. WO 84/03621.
8. WO 92/15268.
9. DE 2446562, 1975.
10. JP 835918.1 S, 29-02, 1996.
11. JP 1060721 S, 29-02, 2000.
12. RU 2184515 C1, 2002.
13. SU 193031, 1967.
14. WO 97/01527.
15. US D446887 S, 1999.
16. US 393933, 29-02, 1996.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС МАСКИ СВАРЩИКА | 2006 |
|
RU2319587C1 |
| ЗАЩИТНАЯ КАСКА | 2006 |
|
RU2310354C1 |
| НАГОЛОВНИК СРЕДСТВА ЗАЩИТЫ | 2005 |
|
RU2302807C2 |
| КРУПНОТОННАЖНЫЙ КОНТЕЙНЕР ДЛЯ МУСОРА С ТОРЦЕВОЙ ВЕРТИКАЛЬНОЙ ЗАГРУЗКОЙ И ВЫГРУЗКОЙ | 2019 |
|
RU2705628C1 |
| КОРОБКА ДЛЯ СЫПУЧИХ МАТЕРИАЛОВ | 2003 |
|
RU2248925C1 |
| МНОГОКАНАЛЬНАЯ СИСТЕМА ЖИДКОСТНОГО ОХЛАЖДЕНИЯ МОБИЛЬНОГО ОБЪЕКТА | 2013 |
|
RU2548215C2 |
| РАМА БОКОВАЯ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА ШТАМПОСВАРНОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566798C2 |
| Двойная резиновая гофрированная трубка для соединения лицевой части фильтрующего средства индивидуальной защиты органов дыхания, снабженного двумя внутренними креплениями с защелками, с фильтрами, имеющими наружную резьбу | 2024 |
|
RU2834063C1 |
| ТЕЛЕЖКА ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА, БОКОВАЯ РАМА И НАДРЕССОРНАЯ БАЛКА ТЕЛЕЖКИ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2007 |
|
RU2373091C2 |
| Резиновая гофрированная трубка | 2024 |
|
RU2829747C1 |




Изобретение относится к средствам защиты лица, глаз и органов дыхания сварщиков при выполнении сварочных работ, а именно к маскам сварщиков и способу их изготовления. Маска включает пространственный корпус из композиционного материала, образованный лицевой, боковыми, верхней и нижней стенками. Лицевая стенка выполнена прямоугольной, верхняя и нижняя имеют форму равнобедренной трапеции, а боковые стенки выполнены трапециевидными. Стенки выполнены из одной заготовки. В полости маски расположен узел крепления маски к голове сварщика. В средней части лицевой стенки заодно с ней выполнена выступающая наружу коробчатая рамка. На внутренней поверхности корпуса маски вдоль каждого угла, образованного стенками, выполнены тиснения или канавки для уменьшения сопротивляемости изгибу стенок. Со смещением в боковые стороны от этих тиснений или канавок на наружных поверхностях лицевой, боковых, верхней и нижней стенок выполнены П-образные в поперечном сечении маски ребра жесткости для увеличения сопротивляемости стенок изгибу. Участок изгиба стенки корпуса расположен между гранями ребер жесткости, которые выполнены замкнутыми по периметру каждой стенки. Боковые, верхняя и нижняя стенки, а также верхняя и нижняя части лицевой стенки выполнены выпуклыми наружу. Средняя центральная часть лицевой стенки вокруг коробчатой рамки выполнена плоской. На внешних поверхностях боковых стенок выполнены расположенные поперек этих стенок утолщения, в каждом из которых расположена ось узла крепления маски и концентрично расположенные радиальные пазы под фиксатор узла крепления. Это позволит повысить эргономические качества маски, повысить ее прочность и уменьшить массу. 2 н. и 2 з.п. ф-лы, 19 ил.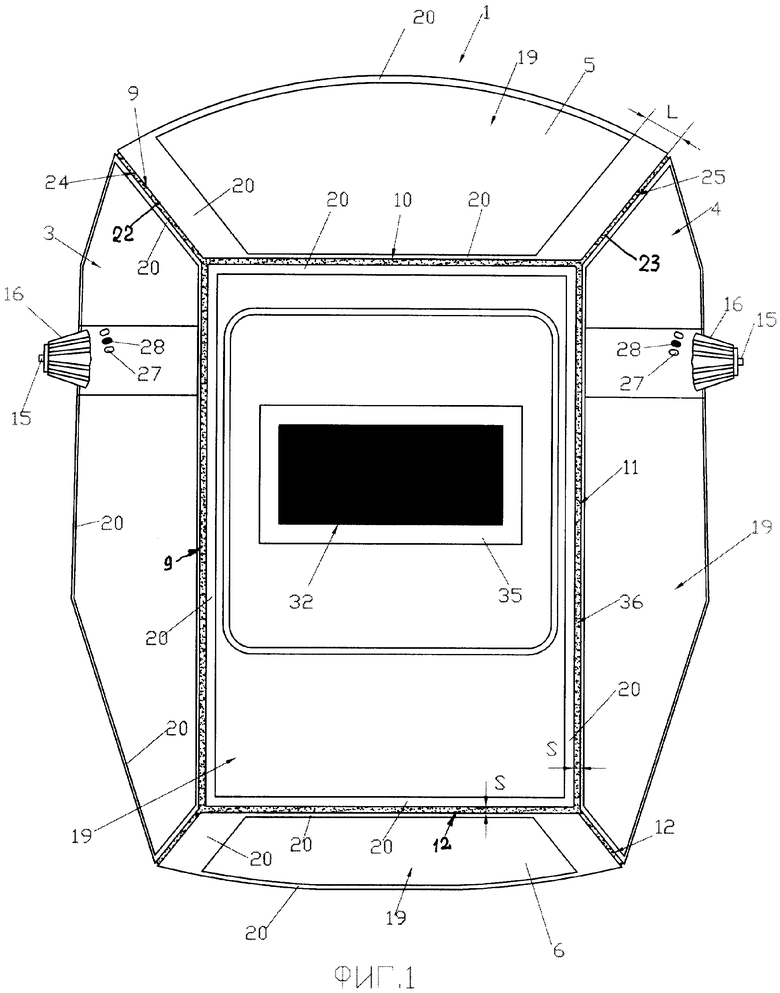
h=(1÷2)S/t,
где S - расстояние между смежными П-образными ребрами жесткости двух рядом расположенных стенок корпуса маски;
t - толщина стенки корпуса на участке S.
| СВАРОЧНЫЙ ШЛЕМ | 2001 |
|
RU2184515C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ, ЗАКРЕПЛЕНИЯ И НАТЯЖЕНИЯ ПИЛ В ЛЕСОПИЛЬНОЙ РАМЕ | 1927 |
|
SU16394A1 |
| МАСКА ДЛЯ ЭЛЕКТРОСВАРЩИКА | 0 |
|
SU193031A1 |
| Лицевая маска сварщика | 1990 |
|
SU1775258A1 |
| GB 2139373 A, 07.11.1984 | |||
| JP 5344998 A, 27.12.1993. | |||

