Настоящее изобретение относится к способу обработки изделия, например для модификации или подготовки топографии поверхности изделия или исходного материала с целью повышения уровня механического трения или уровня механического взаимного сцепления по отношению к другому материалу или телу или для создания отверстий в изделии.
Для повышения шероховатости поверхности материалов, которые сделаны относительно гладкими путем механической обработки, полировки, формовки в плоской форме и так далее, используются различные способы. Эти способы придания шероховатости включают в себя деформацию поверхности с помощью механических средств, таких как создание канавок или насечка, или химических средств, таких как травление.
Альтернативно, на поверхность исходного материала добавляется другой материал посредством, например, дуговой сварки с помощью расходуемой присадочной проволоки. В одном из примеров маленькие капли металла осаждают на поверхность металла с использованием дугового процесса сварки металлическим расходуемым электродом в среде защитного газа (GMA от англ. gas metal arc process), в котором ток модулируется таким образом, что капли расплава отрываются от расплавляемого проволочного электрода дискретным и регулярным образом. Эти капли служат в качестве выступов на относительно гладкой в остальных местах поверхности исходного материала и используются для уменьшения тенденции к скольжению между исходным изделием и другим телом.
В публикации EP-A-0626228 описывается способ модификации поверхности изделия, которое должно быть соединено с другой деталью, включающий в себя воздействие на ряд положений на поверхности изделия мощного луча, при этом в каждом положении материал изделия плавится и перераспределяется в боковом направлении под влиянием мощного луча, а затем ему дают возможность отвердеть с тем, чтобы сформировалось углубление, окруженное областью отвержденного материала, которая является выступающей по отношению к соседней поверхности изделия и имеет профиль выступа с узким горлом.
В соответствии с первым аспектом настоящего изобретения авторы предусматривают способ обработки изделия, включающий в себя приведение в относительное движение изделия и мощного луча в пересекающем направлении с тем, чтобы подвергнуть воздействию мощного луча (экспонировать) ряд положений на изделии; и в каждом положении приведение мощного луча в движение во множестве направлений по отношению к изделию заранее заданным образом, за счет чего в каждом положении материал изделия плавится и перемещается под действием мощного луча таким образом, чтобы сформировать углубление или отверстие.
Усовершенствованная технология текстурирования, заявляемая здесь, фундаментально отличается от способа, известного и применяемого ранее. В усовершенствованном способе мощный луч в каждом положении специально заставляют двигаться или перемещаться (т.е. им манипулируют) заранее заданным образом вместо использования статичного луча. Мощный луч может быть пульсирующим с тем, чтобы экспонировать каждое положение по отдельности, хотя предпочтительно он является непрерывным. Как правило, относительно малые высокочастотные движения "вторичного отклонения" луча в каждом положении имеют эффект заметного изменения перераспределения расплавленного материала, генерируемого в каждом положении. Как правило, движение луча задается на начальной стадии выбора желаемого вида движения.
Настоящее изобретение может быть использовано для формирования углублений в поверхности изделия или для создания отверстий, как правило, проходящих насквозь через изделие. Формирование отверстия может осуществляться с опорной подложкой или без нее. В дополнение к этому, когда формируется углубление или отверстие, предпочтительно стадия осуществления перемещения луча заранее заданным образом осуществляется после того, как сформировано углубление или отверстие. Это дает возможность для аккуратного придания формы углублению или отверстию. Во многих случаях стадия манипуляции может также применяться во время формирования углубления/отверстия, когда диаметр углубления/отверстия превосходит диаметр луча.
Вторичное отклонение предпочтительно происходит при такой частоте, что в каждом положении осуществляется по меньшей мере один полный проход рисунка (или по меньшей мере изменение направления), а предпочтительно в каждом положении осуществляется целое число проходов. Для 1000 отверстий в секунду в стали соответствующей является вторичная частота приблизительно 1000 Гц, 2000 Гц или 3000 Гц. В этом случае углубления будут иметь ˜0,5 мм в глубину и в ширину с шагом 0,7 мм. Для углублений меньшего диаметра могут потребоваться более высокие вторичные частоты, при этом на оптимальную частоту также влияют свойства материала.
Используемое "вторичное отклонение" может принимать различные формы, включая движения круговой, линейной, эллипсоидальной формы и/или движения в форме простых геометрических фигур. Вторичное отклонение может также сочетаться с другими подходящими изменениями временного и пространственного распределения плотности мощности луча (например, пульсацией тока луча и/или изменением положения фокуса луча), для достижения желаемого эффекта и для того, чтобы сделать возможным более тщательное управление процессом формирования углубления или отверстия.
Как правило, продолжительностью взаимодействия с лучом управляют таким образом, что вторичное отклонение луча единообразно применяется в каждом отдельном положении, то есть вторичные и первичные перемещения луча имеют соответствующий сдвиг фазы по отношению друг к другу, так что эффект текстурирования является воспроизводимым и не изменяется несистематическим образом.
В случае формирования углубления соответствующие выступающие части или углубления, имеющие выступающий профиль (элемент) с узким горлом, могут генерироваться на относительно гладкой в остальных местах поверхности материала из исходного материала путем быстрого плавления небольших локализованных областей посредством мощного луча (как правило, фокусированного), такого как электронный луч, падающего на исходный материал. Луч с высокой плотностью мощности быстро перемещается от точки к точке с получением ряда таких углублений с выступами по краям. Путем близкого размещения углублений могут быть получены полунепрерывная (прерывистая) линия или гребень. Замечено, что выступающий материал возникает благодаря плавлению и перемещению расплавленного материала, таким образом оставляя небольшое углубление в исходном материале. Некоторая часть материала может теряться под действием испарения при высокой плотности мощности приложенного луча. В ходе использования в том случае, когда снабженное углублениями изделие сцепляется с другой деталью, как углубление, так и выступающие края углубления могут вносить свой вклад во взаимное механическое сцепление.
Также модифицируется и усиливается адгезия на текстурированных поверхностях материалов, полученных из паровой фазы.
Выступающий профиль с узким горлом дополнительно увеличивает механические силы, необходимые для отделения исходного изделия или для скольжения исходного изделия по другой детали.
Выступающий профиль с узким горлом является выгодным при удерживании, например при удерживании адгезива (клея), в частности адгезива, который сам по себе не связывается с исходным изделием или связывается, но только с низкой прочностью. Альтернативно, прочность связывания между неприлипающим материалом, например полимером с низким трением, и поверхностью исходного материала может быть заметно повышена благодаря взаимно сцепляющей природе выступающего профиля с узким горлом.
В дополнение к этому, под действием луча обработанная поверхность становится по существу очищенной и освобожденной от каких-либо небольших загрязнений, и это увеличивает прочность связывания, получаемого с помощью любой последующей операции адгезивного связывания, т.е. приклеивания.
Когда ряд близко расположенных выступов образуют полунепрерывный гребень, этот гребень предпочтительно также имеет выступающий профиль с узким горлом.
Для целей повышения общей прочности связывания адгезива замечено, что адгезив предпочтительно также поступает в углубление, а также на выступающую поверхность с узким горлом такого углубления для увеличения сдвиговой прочности его связывания.
Предпочтительно при подобном топографировании поверхности используется существующий исходный материал, так что никакого дополнительного материала на него не осаждается. Технология изменения топографии поверхности основывается на использовании способности мощного луча или источника тепла с высокой плотностью мощности, как правило, фокусируемого на данную область рабочей поверхности, к плавлению/испарению.
Предпочтительно часть заранее заданного движения вызывает нагрев области, соседней (прилегающей) к выбранному положению. Такая область может окружать конкретное положение или может представлять собой другое положение. Соседнее положение может нагреваться либо до, либо после формирования углубления или отверстия с тем, чтобы осуществлять предварительную или последующую за его формированием тепловую обработку соответственно. Поверхность изделия в соседней области может нагреваться до температуры либо ниже, либо выше ее температуры плавления.
Форма предварительно заданного движения в данном положении может быть подобной форме части заданного движения в соседнем положении. Однако, как правило, они имеют различную форму, например, часть заданного движения может принимать форму растра. В другом примере окружающая углубление область нагревается путем кругового перемещения луча. Как правило, расходуемая на нагрев часть заданного движения занимает примерно 30% времени, проведенного лучом в каком-либо положении.
Нагрев соседнего положения является преимущественным в том, что он может быть использован для управления скоростью охлаждения материала, и в том, что он дает улучшение адгезии расплавленного материала к поверхности обрабатываемого изделия. Предварительный нагрев также делает возможным достижение лучшей синхронизации между перемещениями луча в пересекающем и в поперечном направлениях.
Положения, как правило, отстоят друг от друга таким образом, что материал, перемещенный из соседних положений, находится в контакте. Временной режим перемещения луча предпочтительно также регулируется таким образом, что материал из соседних положений остается расплавленным и коалесцирует во время такого контакта. Эта коалесценция делает возможным получение большого разнообразия форм и размеров выступающих элементов с узким горлом, поскольку форма и размер этих элементов зависят от сил поверхностного натяжения в извлеченном материале и от температуры (скорости охлаждения). Вторичное отклонение луча по этой причине используется для управления удалением материала, поскольку предварительная/последующая тепловые обработки могут быть использованы для управления скоростью охлаждения.
В предпочтительном примере мощный луч включает в себя электронный луч. Как правило, он генерируется обычным образом с использованием обычной электронной пушки, при этом луч перемещается по обрабатываемому изделию под управлением компьютера с использованием технологии, подобной той, которая описывается в патенте США US-A-5151571, включенном сюда в качестве ссылки. Как правило, мощность луча и скорость перемещения луча являются такими, что формируется более чем 500 углублений в секунду, предпочтительно вплоть до 580 или более углублений в секунду. Относительная скорость перемещения луча и обрабатываемого изделия составляет, как правило, вплоть до 1 км/с, в то время как время перехода между углублениями составляет, как правило, 1/100 от времени пребывания в каждом углублении. Пиковая плотность мощности электронного луча, как правило, находится в пределах 105-107 Вт/мм2.
Углубления могут создаваться в некотором диапазоне производительностей и размеров. Самая медленная производительность составляет значительно ниже 400 в секунду, и при этом практически не существует какого-либо верхнего предела для производительности. Например, для некоторых материалов может быть достигнуто значение 10000 в секунду, и определенно являются возможными значения больше указанных здесь.
Может быть важной форма луча, при этом предпочтительно, чтобы ток во внешнем кольце луча составлял по меньшей мере половину от тока в центральной части, а более конкретно - являлся по меньшей мере равным центральному току. Удовлетворительные результаты получают, когда ток во внешнем кольце превышает центральный ток в два или даже в три раза в зависимости от исходного материала и желаемого типа углубления.
В других применениях могут быть использованы другие мощные лучи, например луч лазера. При использовании лазера, как правило, требуется в целом несколько более высокая энергия на одно углубление по сравнению с электронным лучом из-за понижения эффективности взаимодействия с обрабатываемым изделием. Реальные длительности лазерных импульсов могут быть более короткими, чем для электронных лучей, и, соответственно, пиковая плотность энергии может быть несколько выше. Углубления практически одного и того же размера могут быть получены с производительностью 20 в секунду с использованием импульсного CO2-лазера со средней выходной мощностью 300 Вт, что дает примерно 15 джоулей на углубление.
В принципе, может быть получен любой размер углубления или отверстия, например в пределах от углублений с диаметрами/глубинами порядка миллиметров до меньших чем 10 микрометров. Минимальный диаметр каждого углубления/отверстия определяется диаметром луча, при этом большие диаметры могут быть получены с использованием луча большого диаметра и соответствующего вторичного отклонения. Как правило, отверстия или углубления имеют максимальный диаметр по существу 0,6 мм и глубину в пределах 0,6-1 мм. В предпочтительном случае шаг, т.е. расстояние между соседними углублениями или отверстиями, составляет около 1 мм.
Размеры каждого углубления или отверстия, приведенные выше, могут быть уменьшены путем введения повторно расплавленного материала, образующего выступающий элемент с узким горлом.
В некоторых случаях углубления или отверстия могут иметь по существу сходную форму и могут быть расположены либо в квадратном, либо плотно упакованном порядке. Однако могут быть получены и углубления или отверстия различных размеров, что дает возможность для формирования других схем расположения углублений.
В некоторых случаях текстуры, содержащие выступающие элементы с узким горлом и без узкого горла, могут сочетаться с получением сквозных отверстий, а не глухих отверстий. Различие между описываемым здесь способом и известным в данной области сверлением электронным лучом (от англ. EB drilling) заключается в том, что настоящий способ основывается на управляемом перемещении всего расплавленного материала или некоторой его части, а не на его полном удалении, как в классическом сверлении электронным лучом. Управление и применение этого способа заключается во вторичном отклонении луча для управления временным режимом перемещения и степенью проникновения луча в материал. После проникновения может происходить частичный выброс материала с использованием летучего материала опоры обычным образом, с последующим управляемым плавлением и перемещением периферийного материала для придания краям желаемого профиля.
Как правило, обрабатываемое изделие представляет собой какой-либо металл или другой материал, который может плавиться или испаряться под действием мощного луча. Один из примеров представляет собой сталь. Неметаллы также могут обрабатываться данным способом, несмотря на то, что они не являются электропроводными. Например, выступающие элементы с узким горлом могут создаваться в керамике, такой как кварц и оксид алюминия, стеклах, полимерах и композитах. Механизм является таким же, за исключением некоторых полимеров, в которых испаряется больше материала.
В соответствии со вторым аспектом настоящего изобретения, способ соединения изделия с другой деталью включает в себя подготовку поверхности изделия с использованием способа в соответствии с первым аспектом настоящего изобретения для формирования одного или нескольких углублений в поверхности изделия, и сцепление (прикрепление за счет адгезии) другой детали с подготовленной поверхностью изделия.
Этот способ является пригодным для использования в ряде применений. В частности, другая деталь может представлять собой какой-либо полимер или другой материал, который может быть успешно введен с помощью любого сочетания давления, тепла или химической реакции в углубления, расположенные в выбранной подложке или изделии. Например, другая деталь может включать в себя какой-либо материал из нейлона, ПТФЭ, ПММА, алюминия и его сплавов, фенольных смол и магния и его сплавов.
Примеры важных применений настоящего изобретения включают в себя прикрепление тормозных колодок к металлическим опорным пластинам для тормозных колодок; связывание полимеров с низким трением с коррозионно-стойкими металлами для производства протезных устройств, например тазобедренных суставов, и тому подобное; связывание резины со сталью или другими металлами, например, для производства ударопоглощающих амортизаторов; и связывание алюминия со сталью или чугуном, например, для производства легких тормозных дисков.
Некоторые примеры способов в соответствии с настоящим изобретением теперь будут описываться со ссылкой на прилагаемые чертежи, на которых:
фигуры 1a-1h показывают последовательность стадий при формировании углубления с выступающим элементом с узким горлом;
фигуры 2A-2C иллюстрируют три различных порядка расположения углублений;
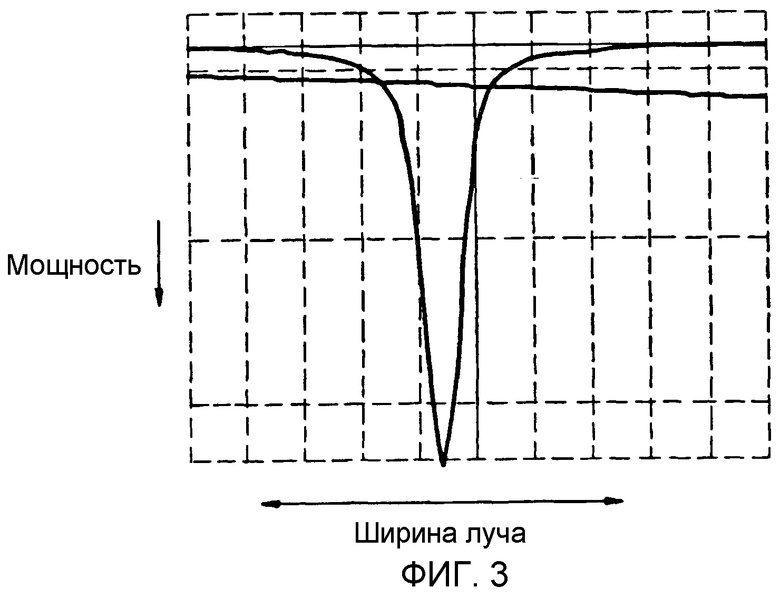
фигура 3 показывает пример распределения плотности мощности электронного луча;
фигура 4 схематически иллюстрирует устройство для осуществления способа;
фигура 5 иллюстрирует часть второго примера устройства для осуществления способа;
фигура 6 иллюстрирует устройство, показанное на фигуре 5, более подробно;
фигура 7 иллюстрирует асимметричное проникающее отверстие;
фигуры 8a-8e иллюстрируют последовательные стадии при формировании сквозного отверстия с использованием опорной подложки;
фигуры 9a-9e иллюстрируют последовательные стадии при формировании сквозного отверстия без опорной подложки;
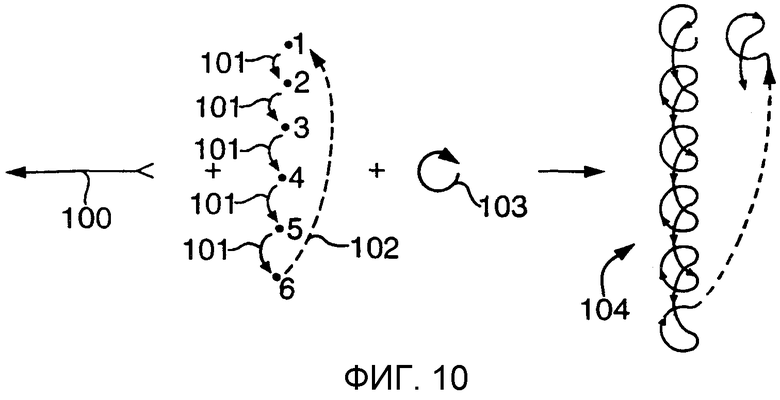
фигура 10 иллюстрирует суммирование относительных перемещений луча;
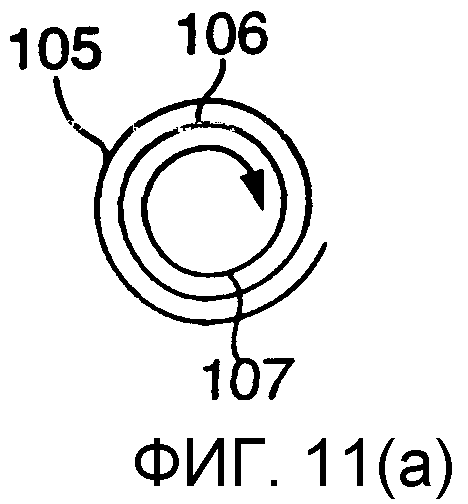
фигура 11a показывает круговую предварительную термическую обработку некоторого положения;
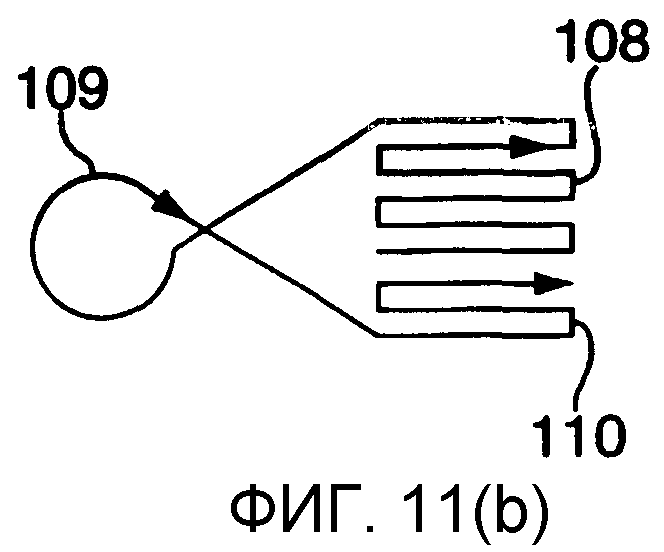
фигура 11b показывает растровую предварительную термическую обработку соседнего положения;
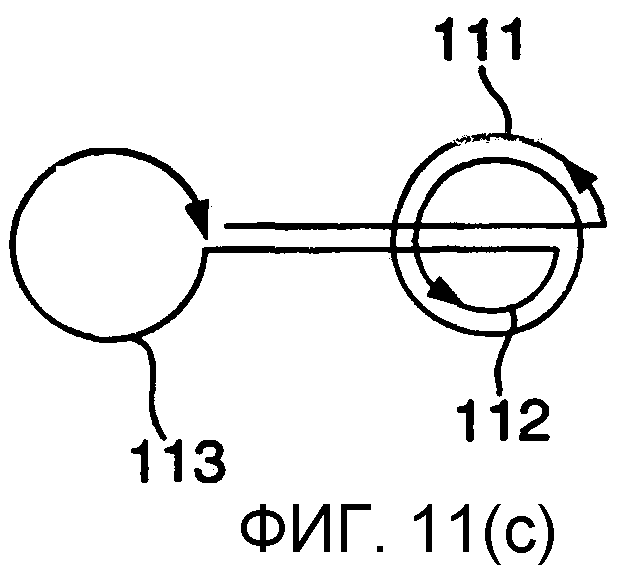
фигура 11e показывает круговую последующую термическую обработку соседнего положения; и
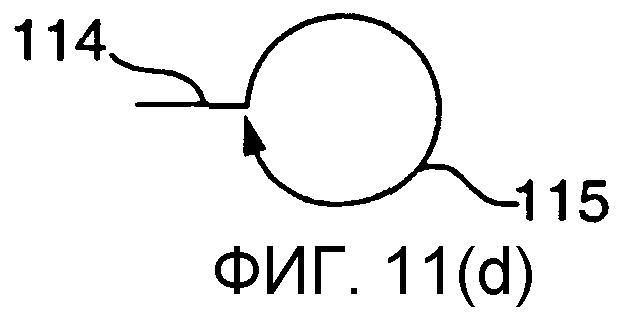
фигура 11d показывает линейную предварительную термическую обработку области между положениями.
Фигуры 1a-1h иллюстрируют последовательные стадии при формировании углубления с выступающим элементом поверхности, имеющим узкое горло. В начале электронный или лазерный луч 1 падает на подложку, такую как стальное изделие 2. Затем (фигура 1b) начинает формироваться заполненное паром углубление 3, при этом расплавленный материал 4 начинает перемещаться в боковом направлении наружу. После дальнейшего экспонирования перемещается дополнительное количество расплавленного материала 4, и луч отклоняется для формирования более широкой расплавленной зоны 5 на указанной поверхности (фигура 1c). Луч 1 дополнительно отклоняется (фигура 1d), таким образом перемещая дополнительный расплавленный материал 4 с формированием широкой расплавленной зоны на поверхности.
Отклонение может принимать различные формы, как показано на фигурах 1e и 1f. Как правило, оно происходит по замкнутой траектории и может повторяться некоторое количество раз.
Затем луч 1 перемещается во второе положение и начинает формировать второе углубление 3' (фигура 1g), таким образом перемещая дополнительный расплавленный материал 4'. Этот дополнительный расплавленный материал 4' перекрывается с предыдущим материалом в соседней зоне 5, а впоследствии отверждается в виде квазисферического профиля под действием сил поверхностного натяжения, как указано под номером 6 на фигуре 1h, таким образом формируя выступающий элемент 7 с узким горлом.
Как правило, каждое углубление будет иметь примерно одну и ту же форму, и углубления могут располагаться, как показано на фигуре 2A (квадрат) или 2B (плотная упаковка). Однако для углублений не является существенным, чтобы они имели одинаковый размер, и, как показано на фигуре 2C, разнообразие различных размеров дает возможность для достижения более высокой плотности расположения.
Для электронного луча типичные параметры являются следующими.
Для текстурирования стали при луче с ускоряющим потенциалом 140 кВ и с током луча 42 мА, что дает мощность ˜5,8 кВт, луч должен фокусироваться до диаметра ˜0,4 мм и должен проделывать в обрабатываемом изделии ˜580 отверстий в секунду. Примеры соответствующих частот отклонения приведены выше. В этом случае пиковая плотность мощности луча должна находиться в диапазоне 105-107 Вт/мм2. Каждое отверстие должно проделываться с энергией ˜10 джоулей за ˜1,7 мс. Время перехода луча от положения одного отверстия до следующего, как правило, составляет 1/100 от времени пребывания в положении отверстия, то есть в этом случае ˜17 мкс. Поскольку луч может перемещаться по поверхности обрабатываемого изделия со скоростью ˜1 км/с, нет необходимости выключения или уменьшения мощности во время перехода, поскольку в любом случае при таких скоростях сканирования вряд ли будет происходить плавление или другое повреждение поверхности.
Углубления, полученные в стали с помощью энергии в 10 джоулей, имеют глубину ˜0,6 мм от исходной поверхности. Эти размеры уменьшаются в каждом углублении из-за попадания повторно расплавленного материала, таким образом приводя к появлению выступающих элементов с узким горлом. Расстояние между соседними углублениями, как правило, составляет ˜1 мм.
Подобные же углубления могут создаваться с помощью лазеров; при этом, как правило, на одно углубление требуется несколько большая суммарная энергия из-за понижения эффективности взаимодействия с подложкой. Реальные длительности лазерных импульсов могут быть более короткими, чем для электронного луча, и, соответственно, пиковая плотность энергии может быть немного выше. Углубления подобного же размера могут получаться с производительностью 20 в секунду с использованием импульсного CO2-лазера со средней выходной мощностью 300 Вт, что дает ˜15 джоулей на углубление.
В предпочтительном примере распределение мощности по электронному лучу 1 имеет форму, подобную той, что показана на фигуре 3, которая приведена для электронного луча 5 кВт. Таким образом, имеется относительно высокая пиковая плотность мощности в центре, с диаметром примерно 0,6 мм, а также значительная область периферийной мощности. Ширина луча на половине максимальной мощности составляет 0,25-0,3 мм.
В случае электронного луча для генерации луча может быть использовано множество различных типов электронно-лучевых пушек. В типичной электронной пушке катод из тугоплавкого металла нагревается до ˜2000°C в вакууме от 10-5 до 10-6 мбар. Потенциал 30-150 кВ ускоряет луч через полый анод. В триодной пушке ток луча контролируется с помощью третьего электрода "смещения" или "управляющего" электрода. В диодной пушке ток луча контролируется только с помощью температуры катода.
Луч проходит через систему магнитных линз и подобных устройств, которые могут включать в себя магнитную ловушку (устройство, которое может защищать пушку от поступления нежелательного материала) и отклоняющие катушки, которые могут манипулировать лучом с высокой скоростью. Рабочий средой для луча может быть вакуум в 10-1 мбар, как правило - 5х10-3 мбар. Уровень вакуума оказывает воздействие на качество и интенсивность луча.
Катоды могут нагреваться либо непосредственно, либо косвенно. Катоды с прямым нагревом требуют замены через интервалы в (скажем) 10-100 часов, причем эта работа занимает (как правило) ˜15 минут для ее выполнения. Катоды с косвенным нагревом являются более живучими, как правило, работая в течение сотен часов до того, как потребуется замена.
Качество луча может отслеживаться путем использования (скажем) устройства щелевого датчика. Это дает принципиальную возможность для соединения с системами управления электронным лучом в автоматическую систему.
В одном из примеров изделие может обрабатываться в виде непрерывной полосы с использованием обычной системы воздух-вакуум-воздух, которая была успешно создана для таких применений, как производство полотен для пил, биметаллических полосок и тому подобного.
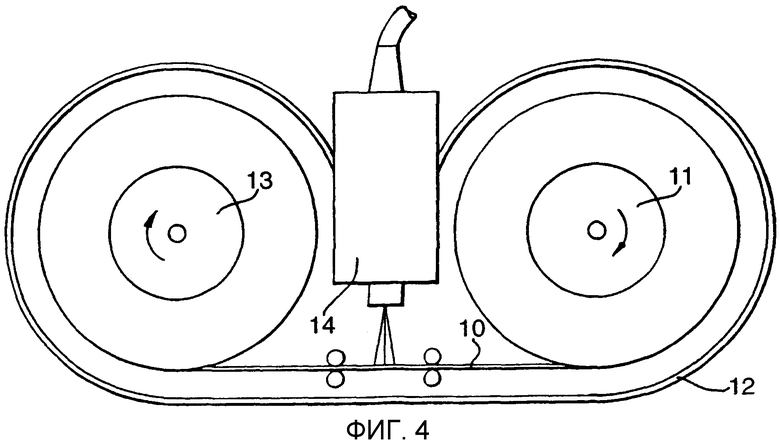
Альтернативный подход представляет собой индивидуальную обработку рулонов полосового материала (фигура 4), так что исходный материал 10 на бобине 11 загружается в специально сконструированную вакуумную камеру 12 вместе с пустой приемной бобиной 13. Эти бобины 11, 13 обязательно должны быть большими по диаметру, если материал не должен получать "коробление". Например, минимальный радиус чистого изгиба для получения 0,2% деформации в материале толщиной 7 мм составляет 1750 мм. Бобина с радиусом 2,5 м должна, следовательно, быть способной удерживать до 6 тонн полосы шириной 80 мм, т.е. длиной 1,4 км. При использовании 5 кВт пушки 14 возможна скорость обработки 1 м/мин, что означает, что такая бобина потребовала бы примерно 24 часов для обработки. Однако если скорость текстурирования возрастает пропорционально мощности пушки, с помощью 50 кВт пушки при обработке со скоростью 10 м/мин такая бобина была бы обработана через ˜2 1/2 часа.
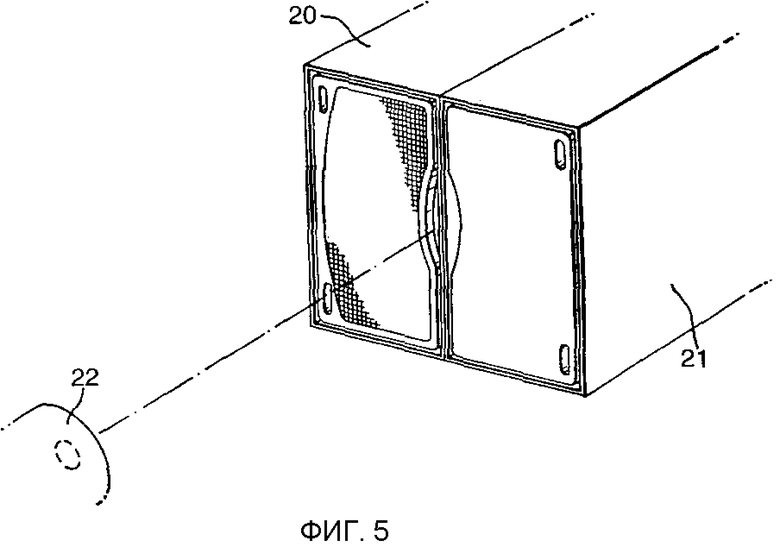
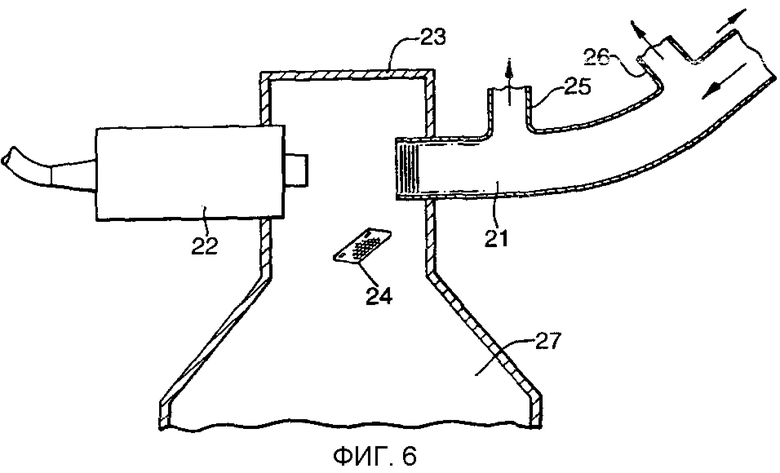
Однако предпочтительный способ с точки зрения интегрирования технологии электронного текстурирования с существующей практикой производства должен представлять собой текстурирование индивидуальных изделий, таких как опорные пластины для тормозных колодок (PBP, от англ. brake pad backing plates). Пример устройства для реализации этого способа показан на фигурах 5 и 6. Два лотка 20, 21 устанавливаются друг возле друга (только один из них показан на фигуре 6), и два пакета PBP подаются вниз с лотков по направлению к трубке электронной пушки 22, так что оба они лежат в области отклонения. Выходы лотков 20, 21 расположены в откачанной камере 23. В то время когда одна PBP удаляется после обработки, другая обрабатывается. Это означает, что доступная мощность луча может быть использована полностью с помощью непрерывного режима работы. Кроме того, в отличие от других технологий можно легко обеспечить селективное текстурирование каждой PBP только тогда, когда это требуется. Текстурирование выбранных областей обычных PBP с помощью отверстий в них также может быть возможным.
На практике, пакеты PBP должны загружаться в каждый лоток непрерывно, так что боковые стенки лотков действуют в качестве эффективного вакуумного уплотнения. Для облегчения этого каждая 100-я PBP или что-то в этом роде должна быть сделана изначально стандартной, абсолютно совпадающей с размерами лотка, возможно, с помощью кольцевого уплотнения, для поддержания вакуумной герметизации. Выходы воздуха из лотков, как показано с помощью номеров 25, 26, предусматриваются для поддержания вакуума, и эти выходы соединены с вакуумным насосом (не показан).
После текстурирования PBP могут просто падать в поддон 27, который опустошается через регулярные интервалы.
Затем, после формирования изделия с подготовленной поверхностью, оно может быть соединено обычным образом с использованием адгезива с другой деталью. Как объяснялось ранее, текстурированная поверхность значительно улучшит и упрочнит связь и на самом деле даст возможность для соединения с использованием адгезива определенных материалов, которые ранее не могли быть соединены.
Примеры, описываемые до сих пор, иллюстрируют формирование глухих отверстий или углублений в поверхности изделия. Настоящее изобретение также может быть использовано для формирования сквозных отверстий.
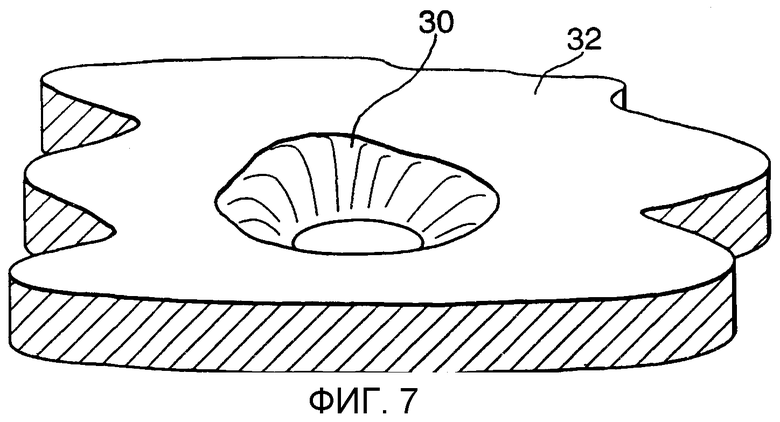
Фигура 7 иллюстрирует формирование асимметричного сквозного отверстия 30 в изделии 32.
Фигура 8 иллюстрирует более подробно формирование сквозного отверстия в изделии 34. Сначала электронный или лазерный луч 36 фокусируется на поверхности 38 обрабатываемого изделия 34 с тем, чтобы проникнуть через подложку и начать проникать в материал опоры (фигура 8a). Необязательно, луч 36 может отклоняться с очень большой частотой с тем, чтобы "формовать" луч для некруговых отверстий с формой, отличной от формы луча. Когда луч 36 проникает через обрабатываемое изделие 34, вдоль стенок отверстия формируется область жидкого металла/подложки 40.
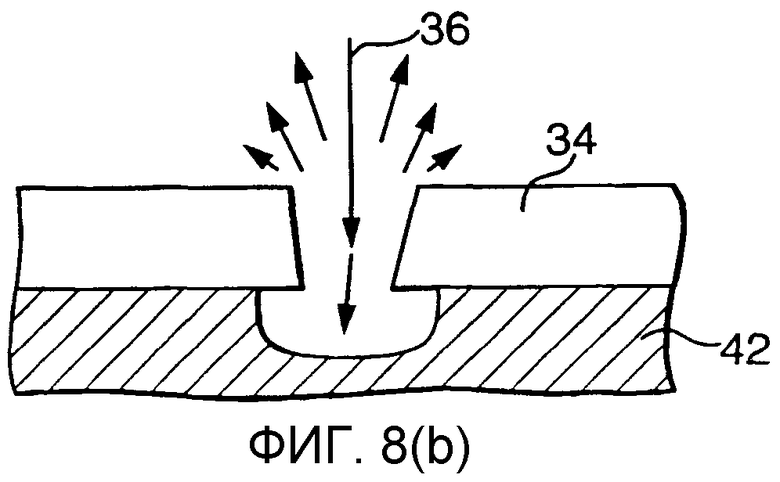
Когда луч падает на опорную подложку 42 (как правило, изготовленную из силиконового каучука или другого летучего материала), будет происходить небольшой взрыв газа, который вызывает выброс большей части или по существу всего расплавленного материала 40, покидая острые края отверстия (Фигура 8b).
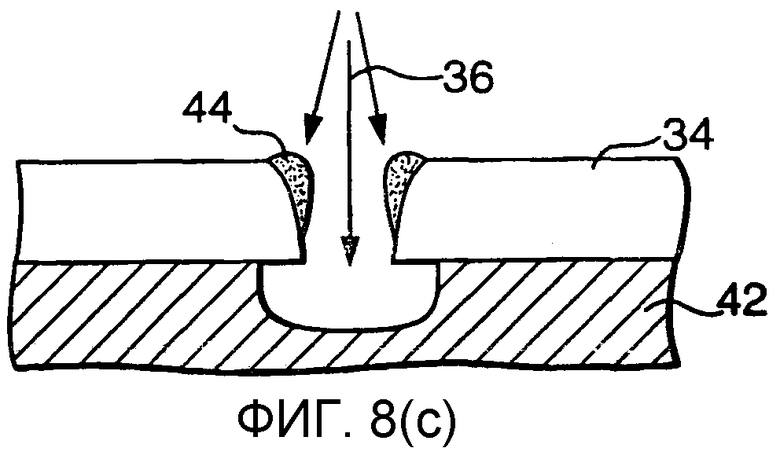
Затем луч 36 отклоняется с более низкой частотой (фигура 8c), чтобы расплавить периферию отверстия и чтобы переместить новый/существующий расплавленный материал 44 управляемым образом. Дальнейшее испарение из опорной подложки 42 способствует потоку металла/подложки, если это требуется.
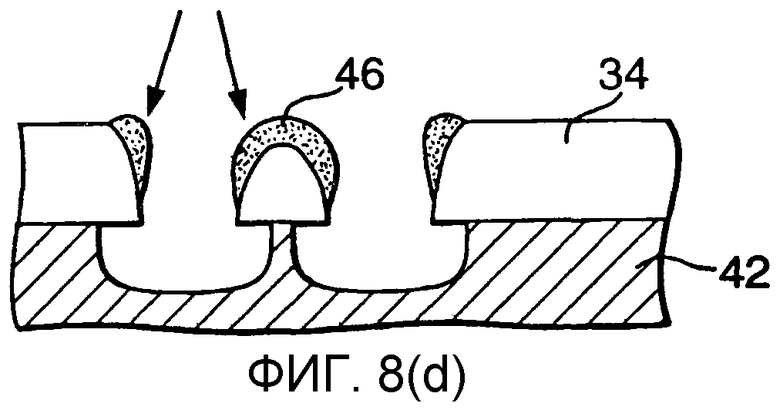
Соседние отверстия могут быть сформированы подобным же образом (фигура 8d) для образования перекрывающихся расплавленных зон 46 с тем, чтобы сформировать искривленные отверстия с узким горлом или отверстия другой формы.
Альтернативно могут быть сформированы асимметричные расплавленные зоны 48 (фигура 8e), которые являются, по требованию, либо перекрывающимися, либо нет. Асимметрия отверстий генерируется посредством управляемого отклонения луча.
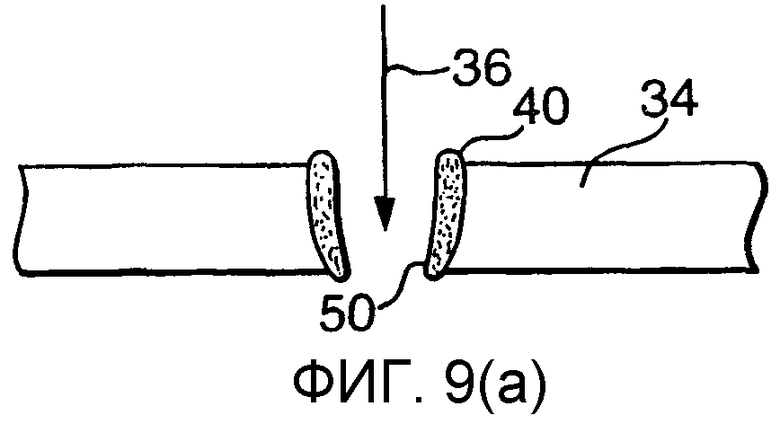
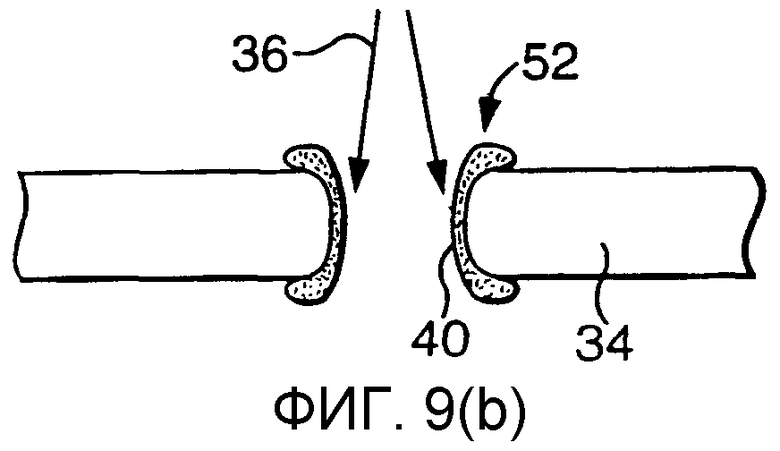
Фигура 9 иллюстрирует формирование сквозного отверстия без использования опорного слоя. Таким образом, на фигуре 9a луч 36 падает на обрабатываемое изделие 34 с образованием отверстия 50 с расплавленным материалом 40 вдоль его стенок. Луч 36 будет отклоняться с очень высокой частотой с тем, чтобы "формовать" отверстие.
Затем луч отклоняется при промежуточной частоте (фигура 9b), чтобы распространить, сформовать и переместить расплавленный материал 40 по периферийной зоне 52.
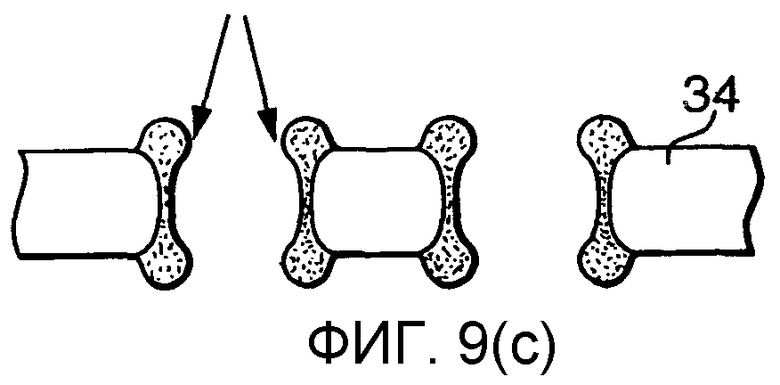
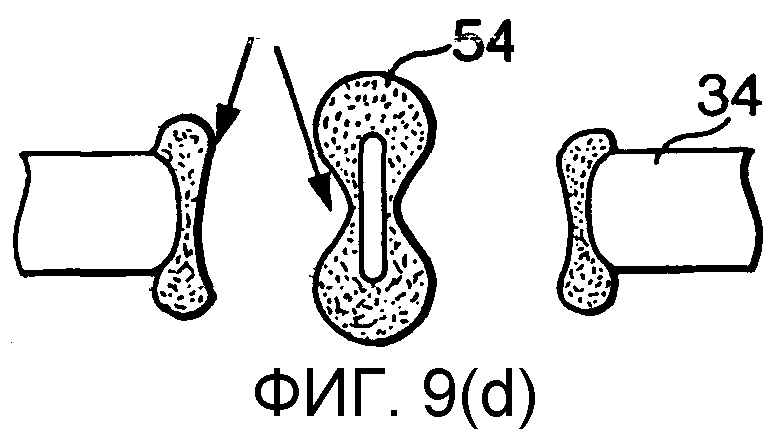
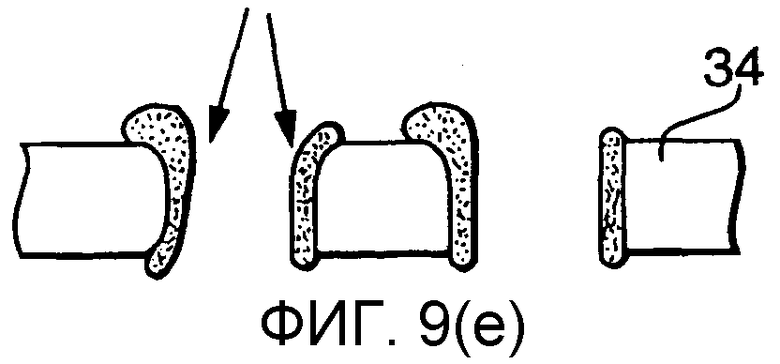
Кроме того, не перекрывающиеся симметричные отверстия с узким горлом могут быть сформированы подобным же образом (фигура 9c), или в альтернативном варианте отверстия могут быть расположены близко друг от друга с тем, чтобы генерировать перекрывающиеся расплавленные области 54, определяющие выступающие элементы с узким горлом. В дополнительном альтернативном варианте (фигура 9e) могут быть получены не перекрывающиеся асимметричные отверстия.
В примерах, показанных на фигурах 8 и 9, формирование отверстий может осуществляться при производительностях примерно 1000 в секунду. Начальная частота отклонения (фигуры 8a и 9a), как правило, будет находиться в пределах 100 кГц - 2 МГц, в то время как частота следующего далее отклонения для формования "профиля", используемого на стадиях, показанных на фигурах 8b и 9b, будет находиться в пределах 1 кГц-100 кГц.
В некоторых случаях электронный или лазерный луч 1 может быть использован для предварительного нагрева областей перед текстурированием/перфорированием, и, как правило, он является расфокусированным. Таким образом, луч может быть распределен во времени между этими заданиями, давая возможность для осуществления их обоих по существу одновременно.
Фигура 10 показывает, как в обрабатываемом изделии может быть сформирован ряд углублений путем суммирования некоторого числа движений луча. Стрелка 100 обозначает относительное движение обрабатываемого изделия по отношению к электронной пушке.
Луч пересекает обрабатываемое изделие, следуя между рядом положений вдоль по существу линейного пути. Это пересекающее направление или "первичное отклонение" изображено с помощью стрелок 101. Это пересечение повторяется при работе, как показано с помощью стрелки 102. Искривленная стрелка 103 указывает на орбитальное движение (вторичное отклонение) луча, которое, когда оно применяется, приводит к появлению углублений заданной формы. Необходимо напомнить, что время прохождения между положениями, как правило, составляет примерно 1/100 от времени, проводимого в каждом положении, и поэтому движения, обозначенные как 101, являются гораздо более быстрыми, чем относительное движение 100 обрабатываемого изделия или орбитальные вторичные отклонения 103.
Путем суммирования всех трех движений, обозначенных выше, и при соответствующем управлении их относительными частотами генерируется комбинированное перемещение луча по отношению к обрабатываемому изделию, в целом обозначаемое на фигуре 10 как 104.
Фигуры 11a-11d показывают использование различных вторичных отклонений при предварительных/последующих тепловых обработках. На фигуре 11a изображен спиральный предварительный нагрев, при котором перед формированием углубления луч сначала проходит окружность 105, эта окружность лежит вне окружности конечного углубления. Затем луч перемещается по двум окружностям 106, 107 меньшего диаметра, чтобы на самом деле сформировать углубление.
Фигура 11b показывает растровый предварительный нагрев, при котором часть соседнего положения (для формирования более позднего углубления) сначала предварительно нагревается с помощью растрового движения 108. Затем углубление формируется в текущем положении с использованием кругового пути 109. Оставшаяся часть соседнего положения затем предварительно нагревается с помощью дополнительного растрового движения на стадии 110.
Поскольку перемещения луча являются очень быстрыми, ряд положений в линии, расположенной за той, которая в рассматриваемое время претерпевает формирование углублений или отверстий, может по этой причине подвергаться обработке предварительного нагрева. Высокая скорость процесса приводит к малым потерям температуры предварительного нагрева к тому времени, когда соответствующее углубление/отверстие формируется после обработки предварительного нагрева.
Фигура 11с показывает соответствующее вторичное отклонение для петлевой обработки последующего нагрева. Круги 111, 112 обозначают движение луча сначала для формирования углубления, после чего луч отклоняется с тем, чтобы следовать по круговому пути 113 в другое положение, где углубление было сформировано ранее.
Фигура 11d показывает дополнительный пример обработки предварительного нагрева, которая является особенно выгодной для формирования больших агломератов извлеченного материала. Луч сначала перемещается по линии 114 к положению, в котором должно формироваться углубление. Эта линия простирается на большую часть дистанции от линий соседних положений, определяющих путь предыдущего первичного отклонения луча. Поверхность изделия расплавляется вблизи от этой линии.
Затем луч следует по круговому пути 115 с целью осуществления формирования углубления. Когда этот процесс осуществляется с соответствующей скоростью, то материал, извлеченный из ранее сформированной линии углублений, остается расплавленным. По этой причине материал, извлеченный из групп углублений, коалесцирует под действием сил поверхностного натяжения с образованием больших элементов в промежутках между углублениями.
Некоторые дополнительные примерные условия формирования углублений с использованием электронного луча показаны ниже в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДИФИЦИРОВАНИЕ СТРУКТУРЫ ЗАГОТОВКИ | 2003 |
|
RU2295429C2 |
| Наязвенник и способ его изготовления (варианты) | 2021 |
|
RU2774810C1 |
| КОМПОЗИТНЫЙ ЛИСТ | 2008 |
|
RU2466872C2 |
| МАГНИТНАЯ СИСТЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ ПОСТОЯННЫХ МАГНИТОВ И МАГНИТНЫХ СИСТЕМ (ВАРИАНТЫ) | 2021 |
|
RU2773894C1 |
| ПЛОСКИЙ ПРОКАТ ИЗ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ПРИМЕНЕНИЕ ПЛОСКОГО ПРОКАТА, ВАЛОК И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОКАТА | 2013 |
|
RU2637733C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВЕРГНУТЫХ СТРУЙНОМУ СКРЕПЛЕНИЮ СЛОИСТЫХ ПОЛОТЕН С ПОЛЫМИ ВЫСТУПАМИ И ОТВЕРСТИЯМИ | 2017 |
|
RU2713351C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВАННОЙ ТКАНИ | 2010 |
|
RU2436649C1 |
| СВЕТОВОЕ УСТРОЙСТВО НА ОСНОВЕ СВЕТОДИОДОВ С ТЕКСТУРИРОВАННЫМИ ЛИНЗАМИ | 2012 |
|
RU2594970C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА С УПРАВЛЕНИЕМ ПОЛОЖЕНИЕМ ОПТИЧЕСКОЙ ОСИ ЛАЗЕРА ОТНОСИТЕЛЬНО ПОТОКА ЗАЩИТНОГО ГАЗА, ВКЛЮЧАЯ УСТАНОВКУ И КОМПЬЮТЕРНУЮ ПРОГРАММУ ДЛЯ РЕАЛИЗАЦИИ УПОМЯНУТОГО СПОСОБА | 2017 |
|
RU2750781C2 |
| ТИСНЁНОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2011 |
|
RU2542416C2 |


Изобретение относится к обработке изделия для модификации или подготовки топографии поверхности изделия или исходного материала и может найти применение в различных отраслях машиностроения и металлургии. Способ заключается в приведении в относительное движение изделия и мощного луча в пересекающемся направлении с тем, что подвергнуть воздействию луча ряд положений на изделии. В каждом положении луч приводят в движение по отношению к изделию заранее заданным образом. Материал изделия расплавляют и перемещают под воздействием мощного луча, формируя углубления или отверстия. Кроме того, осуществляют соединение детали и изделия с подготовленной вышеупомянутым образом поверхностью. Изделие, полученное вышеописанным способом, имеет заданную шероховатость поверхности. 3 н. и 43 з.п. ф-лы, 11 ил., 1 табл.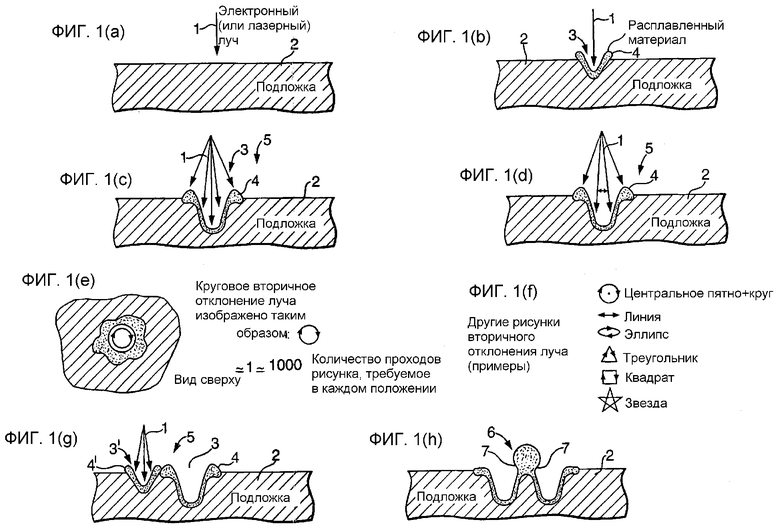
| Механизм поворота направляющих лопаток турбомашины | 1977 |
|
SU626228A1 |
| СПОСОБ УДАЛЕНИЯ ДЕФЕКТОВ МЕТАЛЛА | 1998 |
|
RU2140345C1 |
| СПОСОБ ЛАЗЕРНОЙ ПРОШИВКИ ОТВЕРСТИЙ В ДВИЖУЩЕЙСЯ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2035279C1 |
| US 5593606 A, 14.06.1997 | |||
| EP 0577833 A1, 12.01.1994 | |||
| US 5609779 A, 11.03.1997 | |||
| US 4806731 A, 21.02.1989. | |||

