Изобретение относится к машиностроению, в частности к лазерной технологии и оборудованию для прошивки отверстий малых диаметров.
Известен способ лазерной прошивки отверстий, заключающийся в том, что процесс выполнения отверстий или углублений очень маленького диаметра производится во время движения обрабатываемой заготовки и при этом управляют частотой импульсов лазерного излучения и скоростью подачи заготовки.
Недостатком такого способа является невозможность обеспечить высокие показатели точности и производительности.
Известен способ прошивки отверстий в слоях печатных плат лучом лазера, выбранный в качестве прототипа, заключающийся в том, что в процессе обработки луч лазера сканируют с некоторой частотой, а скорость перемещения заготовки регулируют таким образом, чтобы фокальное пятно лазерного излучения во время прошивки отверстия оставалось неподвижным или перемещалось относительно движущейся заготовки со скоростью, меньшей скорости движения самой заготовки.
Известно устройство, выбранное в качестве прототипа, которое состоит из координатного стола, системы фокусировки, поворотного зеркала с приводом сканирования и датчиком частоты и фазы сканирования, затвора, лазера, модулятора, системы управления, приводов стола и блока синхронизации.
Данный способ и устройство не обеспечивают необходимую точность обработки. Это объясняется тем, что луч сканируется по синусоидальному закону, а заготовка движется с постоянной скоростью. Кроме того, осуществляется регулировка скорости достаточно инерционной системы (стола) по периоду следования импульсов. Недостаточна также и производительность, так как в промежутках времени разгона и торможения стола устройства прошивка отверстий не осуществляется. Прототип имеет и ограниченные технологические возможности, так как обеспечивается только прошивка отверстий, располагаемых на прямой, с межцентровыми расстояниями, кратными некоторому фиксированному шагу.
Технической задачей изобретения является улучшение синхронности перемещений обрабатываемой заготовки и луча лазера во время прошивки отверстий, что повышает производительность и точность обработки, расширяет технологические возможности.
Техническая задача решается тем, что в способе лазерной прошивки отверстий в движущейся заготовке, заключающемся в том, что путем сканирования луча лазера фокальное пятно сфокусированного лазерного излучения поддерживают неподвижно или перемещают относительно движущейся обрабатываемой заготовки со скоростью, меньшей скорости движения с самой заготовки, согласно изобретению управление зеркало сканатора во время прошивки отверстия поворачивают по сигналам датчиков пути устройства автоматического перемещения заготовки на угол
ϕi(t) 2arctg  где i=1,2;n номер прошиваемого отверстия,
где i=1,2;n номер прошиваемого отверстия,
ϕi (t) текущее значение угла поворота зеркала сканатора во время прошивки i-го отверстия,
S(t)(i) величина перемещения заготовки (стола устройства) за время t(i) с момента подачи команды на прошивку i-го отверстия;
F фокусное расстояние системы, фокусирующей лазерное излучение.
В предлагаемом устройстве лазерной прошивки отверстий в движущейся заготовке блок синхронизации содержит вычислительное устройство, формирователь сигнала, схему ИЛИ, генератор импульсов и схему И, причем вход вычислительного устройства соединен с датчиками пути и системой управления, а выход с схемой ИЛИ, второй вход которой связан с выходом формирователя сигнала, выход схемы ИЛИ соединен с приводами поворотного зеркала, вход формирователя сигнала связан с системой управления, а выход с импульсным модулятором, системой управления и схемой И, второй вход которой подключен к системе управления, а выход к затвору и системе управления.
Способ реализуют следующим образом. Заготовку базируют и закрепляют на рабочем координатном столе устройства автоматического перемещения. Стол выводят в исходное положение, при котором затвор закрыт, поворотное зеркало повернуто на определенный угол в сторону, противоположную направлению предстоящего перемещения. Ось прохождения луча лазера проходит через центр прошивки первого отверстия. Подают сигнал на включение излучения, и лазер начинает вырабатывать импульсы излучения с заданным периодом следования. Затем включают режим обработки и подают команду на прошивку первого отверстия. При этом стол с заготовкой начинает перемещаться в направлении одной из координат стола. Одновременно по сигналам, поступающим от датчика пути, осуществляют управление углом отклонения поворотного зеркала так, что ось прохождения луча поворачивается в сторону перемещения заготовки, а угол поворота
ϕ1(t) 2arctg 
Выражение получено путем геометрического построения и определения зависимости величины перемещений фокального пятна от угла отклонения луча лазера.
Открывают затвор и излучение лазера подают в точку прошивки отверстия. Перемещение заготовки и изменение угла ϕ1(t) по указанному условию обеспечивают нахождение фокального пятна излучения в точке прошивки отверстия в течение требуемого времени (большего или равного времени прошивки отверстия). Затем затвор закрывают, а поворотное зеркало сканатора переводят в исходное состояние. Стол с заготовкой продолжают перемещать и при подходе к второй и последующим позициям прошивки отверстий по команде от системы управления зеркало сканатора начинает поворачиваться в сторону движения заготовки. Затвор открывают и производят прошивку отверстия. Характер движения стола при этом (ускоренное или с постоянной скоростью) не влияет на работу устройства. Перемещение стола можно осуществлять одновременно в направлении двух осей координат Х, Y. В этом случае зеркало также сканируют одновременно в двух взаимно перпендикулярных направлениях.
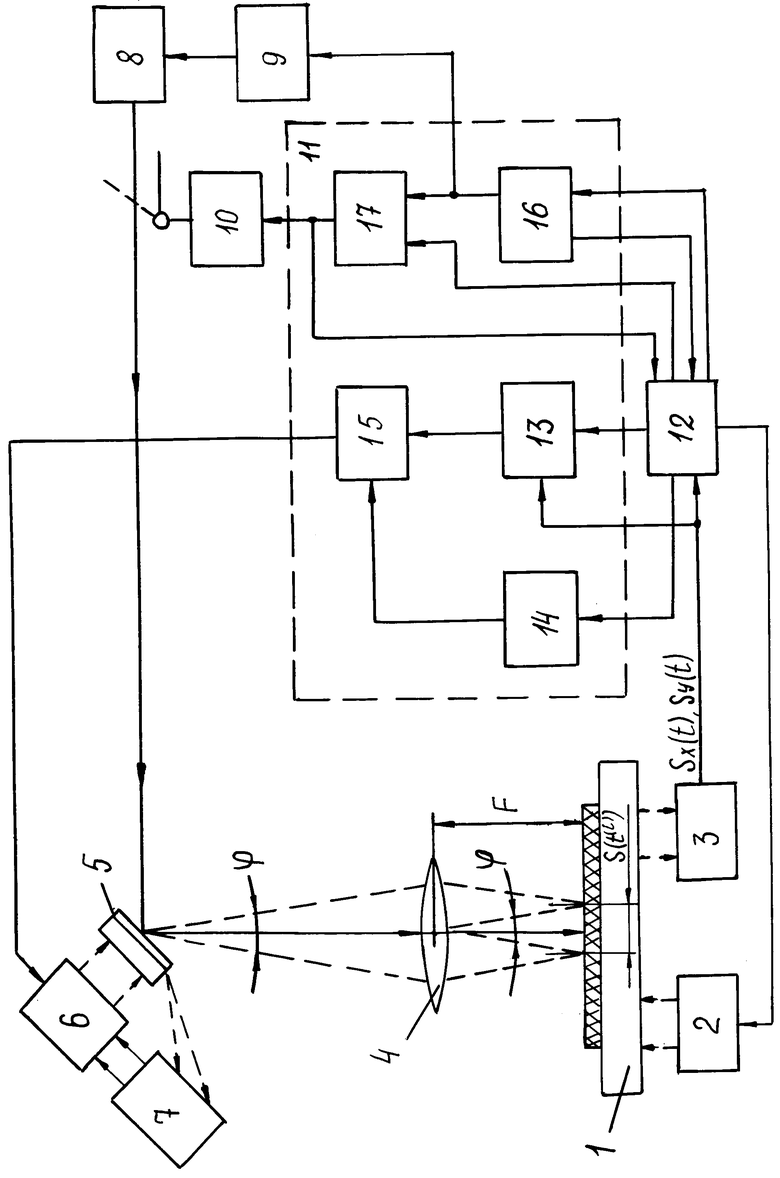
На чертеже дана схема предлагаемого устройства.
Устройство содержит координатный стол 1 с установленными на нем приводами 2 перемещений. Датчиками 3 пути, фокусирующую систему 4, зеркало 5 с приводом поворота и датчиками 7 угла поворота. Лазер 8, модулятор 9, привод затвор 10 блок 11 синхронизации и систему управления.
Блок 11 синхронизации содержит вычислительное устройство 13, формирователь 14 сигнала, схему ИЛИ 15, генератор 16 импульсов, схему И 17, причем вход вычислительного устройства 13 соединен с датчиками пути 3 и системой 12 управления, а выход с схемой ИЛИ 15, второй вход которой связан с выходом формирователя 14 сигнала. Выход схемы ИЛИ 15 соединен с приводами 6 зеркала 5, вход формирователя 14 сигнала с системой 12 управления, вход генератора 16 импульсов с системой 12 управления, а выход с импульсным модулятором 9, системой 12 управления и схемой И 17, второй вход которой подключен к системе 12 управления а выход к затвору 10 и системе 12 управления.
Устройство работает следующим образом: координатный стол 1 с закрепленной на нем заготовкой (печатной платой со слоем полиамида толщиной 90 мм) в исходном состоянии устанавливали приводом 2, так, что ось излучения СО2-лазера типа ИЛГН-802, проходящая через фокусирующую систему 4, проходит через точку прошивки первого отверстия. Затвор 10 закрыт. Генератор 16 импульсов выдает сигналы запуска с периодом следования 2 мс на импульсный модулятор 9, который подает на лазер 8 импульсы питания. Последний вырабатывает импульсы излучения длительностью 0,4 мс и мощностью 110 Вт. Включается режим обработки. Система 12 управления отключает формирователь 14 сигнала, подключает вход вычислительного устройства 13 к датчикам 3 пути и через посредство приводов 2 перемещений приводит в движение координатный стол 1, например, в направлении оси Х. При этом с выхода датчиков 3 пути на вход вычислительного устройства 13 поступает сигнал Sx(t), определяющий текущее значение величины перемещения координатного стола 1.
Вычислительное устройство 13 по сигналу Sx(t) датчиков 3 пути и значения величины фокусного расстояния F фокусирующей лин- зы 4 по формуле ϕx(t) 2arctg  рас- считывает и вырабатывает сигнал управления углом поворота зеркала 5, который через схему 15 ИЛИ подается на привод 6 поворота.
рас- считывает и вырабатывает сигнал управления углом поворота зеркала 5, который через схему 15 ИЛИ подается на привод 6 поворота.
По данному сигналу и сигналу датчиков 7 угла поворота привод 6 поворота осуществляет поворот зеркала 5 в направлении движения координатного стола 1 с максимальной амплитудой 0,36о и периодом 10 мс. Таким образом, угол ϕ (t) поворота зеркала 5 определяется величиной перемещения координатного стола 1.
Одновременно с подачей сигнала на начало движения координатного стола 1 система 12 управления выдает сигнал на схему И 17, второй вход которой соединен с выходом генератора 16 импульсов. По первому импульсу генератора 16 импульсов с момента движения координатного стола 1, а следовательно, и начала поворота зеркала 5 в направлении перемещения координатного стола 1 (заготовки) схема 17 И выдает сигнал на открытие затвора 10. Последний открывается и импульсы излучения лазера 8, отражаясь от поворотного зеркала 5, проходят через фокусирующую линзу 4, попадают на заготовку и прошивают отверстие. Система 12 управления отсчитывает требуемое количество импульсов (два импульса) генератора 16 импульсов и выдает на схему И 17 сигнал. Схема И 17 с приходом следующего импульса от генератора 16 импульсов выдает сигнал на закрытие затвора 10. По этому же сигналу система 12 управления отключает вход вычислительного устройства 13 от датчиков 3 пути, включает формирователь 14 сигнала, который через схему ИЛИ 15 подает на привод 6 сигнал на поворот зеркала 5 в исходное состояние. При этом координатный стол 1 продолжает движение. При подходе к точке прошивки второго отверстия (через 0,625 мм) система 12 управления согласно заложенной программе выключает формирователь 14 сигнала, подключает вход вычислительного устройства 13 к выходу датчиков 3 пути и далее цикл повторяется. Аналогично устройство работает при перемещении в направлении оси Y, а также при одновременном перемещении в направлении осей координат Х,Y.
Постоянная скорость движения заготовки составляет 3,75 м/мин, а производительность 6000 отв./мин.
Таким образом, использование заявленного устройства и способа позволяет повысить точность и производительность по сравнению с существующими более чем в 2 раза и обеспечивает прошивку отверстий с произвольными межцентровыми расстояниями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОШИВКИ ОТВЕРСТИЙ В СЛОЯХ ПЕЧАТНЫХ ПЛАТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1610704A1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1628365A1 |
| СПОСОБ ЛАЗЕРНОЙ ПРОБИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1718487A1 |
| Способ лазерного сверления отверстий и устройство для его осуществления | 1990 |
|
SU1750900A1 |
| Устройство подачи импульсов лазерного излучения | 1990 |
|
SU1776521A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПСЕВДОСЛУЧАЙНОГО СИГНАЛА | 1989 |
|
SU1692272A1 |
| СПОСОБ ПРОШИВКИ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ | 2000 |
|
RU2192341C2 |
| ОПТИКО-АКУСТИЧЕСКИЙ ГИДРОЛОКАТОР ДЛЯ ОБНАРУЖЕНИЯ БЕСШУМНЫХ ПОДВОДНЫХ ЦЕЛЕЙ В РЕЖИМЕ ПАССИВНОЙ ГИДРОАКУСТИКИ | 1997 |
|
RU2115938C1 |
| ТРЕХКОМПОНЕНТНЫЙ АКСЕЛЕРОМЕТР | 1984 |
|
RU1259815C |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ЛАЗЕРНОЙ РЕЗКИ ИЛИ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375162C2 |
Использование: машиностроение, в частности лазерная технология и оборудование для прошивки отверстий малых диаметров. Сущность изобретения: способ заключается в управлении углом поворота зеркала сканатора во время прошивки отверстия в направлении движения обрабатываемой заготовки на угол ϕi(t) = 2arctg S(t(i))/2F , где i = 1,2, ...; n - номер прошиваемого отверстия; ϕi(t) -текущее значение угла поворота зеркала сканатора во время прошивки i-го отверстия; S(t(i)) величина перемещения заготовки за время ti с момента подачи команды на прошивку i-го отверстия; F- фокусное расстояние фокусирующей лазерное излучение системы. Устройство содержит лазер, модулятор, систему управления, координатный стол с приводами перемещений и датчиками пути, а также блок синхронизации, состоящий из вычислительного устройства, схемы ИЛИ, формирователя сигналов, генератора импульсов, схемы И. 2 с.п. ф-лы, 1 ил.
где i 1, 2, n номер прошиваемого отверстия;
ϕi(t) текущее значение угла поворота зеркала сканирования во время прошивки i-го отверстия;
S (t(i)) величина перемещения заготовки за время t(i) с момента подачи команды на прошивку i-го отверстия;
F фокусное расстояние системы, фокусирующей лазерное излучение.
| СПОСОБ ПРОШИВКИ ОТВЕРСТИЙ В СЛОЯХ ПЕЧАТНЫХ ПЛАТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1610704A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
